Fabricarea babicului
Argument
Preparatele din carne crude si uscate cuprind produse de durata in care materia prima este supusa unor fermentatii produsa de enzimele proprii ale fibrei musculare si a unor enzime produse de bacterii, mucegaiuri si drojdii utile. Aceste fermentatii se produc in cursul procesului de fabricatie si uscare, care are loc la temperaturi scazute.
Intrucat fabricarea acestor produse necesita conditii speciale ale mediului, in trecut se produceau, de regula, in localitati de munte in sezonul rece, iar din aceasta cauza, astazi a aparut necesitatea crearii conditiilor artificiale de climat, care sa reproduca pe cele naturale si sa permita obtinerea acestor produse in tot timpul anului.
Produsele de durata sunt foarte greu de realizat, intrucat in decursul fabricatiei nu intervine nici o faza in care sa se produca cel putin o sterilizare partiala.
In categoria preparatelor din carne crude si uscate care se fabrica in tara noastra intra ghiudenul si babicul. Materia prima o constituie carnea de vita si oaie, care spre deosebire de carnea de porc se deshidrateaza mai usor, uscarea fiind favorizata si de o operatie specifica tehnologiei acestor produse - presarea. Avand in vedere condimentarea picanta a acestor produse, acestea se servesc ca aperitiv.

CAPITOLUL 1 MATERII PRIME, AUXILIARE si materiale folosite la fabricarea babicului
1.1. Materii prime
Materia prima pentru babic sunt: carnea de vita si oaie .
Carnea utilizata, trebuie sa indeplineasca urmatoarele conditii:
s sa fie salubra (sa provina de la animale sanatoase, bine hranite si odihnite);
s sa aiba un grad de contaminare redus: <107 germeni aerobi mezofili/g; <105 enterobacteriaceae/g;
s
sa
fie corect refrigerata, la <
s sa nu provina de la animale prea tinere, deoarece ar fi lipsita de fermitate (consistenta) si ar avea un continut prea mare de umiditate, ceea ce este defavorabil pentru procesul de uscare;
s sa nu provina de la animale prea grase, deoarece o carne prea grasa nu permite ,,tirajul" compozitiei (sinereza) in timpul uscarii; grasimea continuta de carne trebuie sa fie tare;
s sa prezinte un anumit raport apa/proteine si grasime/proteine, astfel incat sa se asigure in produsul finit chiar valoarea de 2,41 pentru ultimul raportsa fie bogata in pigmenti, adica sa fie de culoare roscata (carnea de porc provenita de la animalele tinere are o culoare roz-pal);
s sa aiba o cantitate redusa de tesut conjunctiv;
s azotul amoniacal al carnii utilizate sa fie mai mic de 20 mg/100 g;
s sa aiba o capacitate de tamponare si de retinere a apei optima, pentru a se preveni defectele de calitate datorita uscarii.. Se recomanda folosirea carnurilor refrigerate cu pH = 5,4-6.
Carnea de vita si oaie trebuie sa provina de la animale adulte, in bune conditii de sanatate, cu stare de ingrasare medie si bine odihnite inainte de sacrificare.
1.2. Materii auxiliare
Materialele auxiliare folosite sunt: NaCl, NaNO3/NaNO2, glucono-delta-lactona, glucide, acid ascorbic/ascorbati, acizi organici alimentari si sarurile lor (lactic, citric, tartric), condimente, culturi starter.
Clorura de sodiu
Clorura de sodiu se adauga in limitele 2-3,2% si determina: formarea gustului; scaderea activitatii apei (aw) pe masura ce apa este eliminata in procesul de uscare si deci influenteaza dezvoltarea microorganismelor patogene si de putrefactie, facand posibila dezvoltarea microorganismelor care intervin pozitiv in fermentatie (intervine deci in conservabilitatea produsului); extactia de proteine miofibrilare care sunt importante in legarea si intarirea masei de salam (determina deci o anumita rezistenta a produsului).
Azotati si azotiti
Azotatul de potasiu se admite in proportie de 0,06%, iar azotatul de sodiu in proportie de 0,05% raportat la total compozitie (). Cand se utilizeaza amestec de sarare care contine 0,5-0,6% azotit, cantitatea initiala de azotit va fi determinata de nivelul de amestec de
sarare folosit, acesta din urma fiind limitat din considerente de gust. Nu este admisa folosirea simultana a azotatului si a amestecului de sarare rapid. Trebuie avut in vedere ca azotitul depozitat in conditii necorespunzatoare de umezeala relativa si la temperatura se descompune si deci nu mai este eficient pentru inrosirea carnii.
Cantitatea de azotit folosita este limitata din considerente toxicologice (formarea de nitrozamine), dar azotitul nu poate fi eliminat la fabricatia salamurilor crude din motive microbiologice, deoarece contribuie in conservabilitatea produsului prin stanjenirea dezvoltarii germenilor nedoriti la inceputul fermentatiei (maturarii), in functie de cantitatea disponibila.
Azotatul constituie o sursa de azotit, reducerea facand-o bacteriile denitrificatoare care secreta nitrat-reductaze active la pH > 5,5. Evolutia azotitului este dependenta de pH-ul compozitiei. La pH>6 azotitul este stabil (ramane ca atare) si prin urmare toxic. El oxideaza mioglobina la metmioglobina si accelereaza rancezirea grasimilor. La pH cuprins intre 5,4 si 5,9, azotitul devine instabil si in echilibru cu produsul sau de reducere NO. In acest interval de pH are loc o denatuare ,,acida" a proteinelor si formarea de nitrozomioglobina (cu partea proteica denaturata). In intervalul de pH mentionat, azotitul are actiune bacteriostatica si proprietati reducatoare, protejand grasimile de oxidare. Datorita pH-ului scazut se por dezvolta doar microorganismele acidofile.
Glucidele
Glucidele in acest caz, sunt transformate in acid lactic care influenteaza pozitiv inrosirea si stabilitatea culorii, aroma (gustul si mirosul), legarea salamului (consistenta si rezistenta), precum si conservabilitatea.
Utilizarea unei proportii mai mari de zaharuri conduce initial la inmuierea pastei, iar in faza de uscare la o intarire excesiva a produsului. Pe de alta parte, glucidele pot fi utilizate si de microorganismele nedorite in compozitie, influentandu-se negativ calitatea produsului (de exemplu, apare porizitatea prin formare de gaze si gustul usturator prin formare de acid acetic).
La folosirea glucidelor, trebuie sa se aiba in vedere urmatoarele:
q glucidele adaugate trebuie sa conduca la un pH scazut dorit;
q glucidele sa nu fie supradozate, in special cand se foloseste azotat, deoarece acidifierea are loc rapid, mai ales la temperatura ridicata si azotatul nu mai este redus la azotit, consecinta fiind o inrosire necorespunzatoare;
q la folosirea glucozei se va lucra cu azotit;
q la subdozarea glucidelor, scaderea pH-ului este nesatisfacatoare si uscarea produsului are loc necorespunzator.
Alte ingrediente
La fabricarea preparatelor din carne crude se mai utilizeaza acid ascorbic, izoascorbic pentru stabilizarea culorii, glucono-δ-lactona pentru acidificarea pastei, sare precum si condimente (usturoi, ienibahar, piper etc.).
Acidul ascorbic/ascorbatul de sodiu
Acidul ascorbic (sau sarurile sale) adaugat in compozitia salamurilor crude contribuie la procesul de inrosire, prin transformarea mai rapida si completa a azotitului.
La folosirea acidului ascorbic trebuie sa se aiba in vedere urmatoarele:
A doza suficienta este de 0,4-
A se adauga la sfarsitul cuterizarii pentru a impiedica eventualele combinatii cu fierul (se formeaza pete de culoare neagra) si pentru a se evita formarea unei cantitati mari de oxid de azot (NO) chiar de la inceput, NO fiind volatil;
A se prefera adaosul de ascorbat, deoarece este un reducator mai bland si are actiune de durata;
A nu se foloseste acid ascorbic sub forma de cristale mari, deoarece produce inverziri locale, actionand ca oxidant;
A pentru o buna distributie este bine sa se amestece cu condimentele:
A nu reactioneaza cu azotatul si deci se foloseste in pasta salamurilor crude la care inrosirea se realizeaza cu azotit.
Glucono-δ-lactona
Glucono-δ-lactona se utlilizeaza pentru acidifierea rapida a pastei, deoarece prin solubilizarea in apa se transforma in acid gluconic, reactia fiind dependenta de temperatura.
Datorita scaderii rapide a pH-ului, proteinele sunt aduse la pH-ul izoelectric, capatand consistenta de gel care tinde spre intarire dupa cateva zile, deci glucono-δ-lactona influenteaza consistenta si rezistenta la taiere a salamului crud. Acidifierea este cu atat mai rapida cu cat doza de GDL creste de la 0,3 la 0,8%.
In prezenta glucono-δ-lactonei se influenteaza pozitiv si inrosirea, deoarece azotitul se descompune rapid in mediul acid. La pH acid se dezvolta numai microorganismele dorite, printre care si lacobacilii producatori de H2O2 care modifica negativ culoarea produsului.
Acizii alimentari
Utilizarea acizilor alimentari (lactic, citric si sarurile lor) nu se face pe considerente de gust, ci pentru a favoriza inrosirea si legarea produsului. In unele tari, sarurile acizilor mentionati se folosesc in scopul stabilizarii pH-ului (tamponare). Prin adaos de saruri ale acizilor lactic si citric creste si puterea ionica a pastei, deci se extrage o cantitate mai mare de proteine miofibrilare, cu efect favorabil asupra legarii pastei .
1.3. Materiale
Materialele utilizate sunt sfoara de legare si prezentare, etichetele, hartia de ambalat, polietilena pentru ambalare tip Cryovac, cutiile de carton pentru transportul produselor.
Materialele folosite in industria preparatelor din carne, urmaresc sa prezinte produsul intr-o forma definita, atragatoare si sa fereasca produsul ( continutul ) de microorganismele din exterior.
Membranele folosite pot fi naturale sau artificiale. Inainte de folosire se verifica daca membranele corespund calitatii prescrise din punctul de vedere al salubritatii si al integritatii lor, apoi li se apreciaza rezistenta si elasticitatea. Membranele care se constata defecte se vor inlatura.
Membranele astfel pregatite nu pot fi lasate in incaperi calde, un timp prea indelungat inainte de utilizare, deoarece aceasta grabeste alterarea lor.
Membranele
Membranele utilizate in industria carnii trebuie sa prezinte urmatoarele caracteristici:
sa fie impermeabile, deoarece se micsoreaza pierderile de masa;
sa fie retractabile , (proprietatea membranei de a ramane in timpul uscarii in mod uniform , neted, fara zbarcituri);sa adere la compozitie, insa sa se desprinda usor de acestea, dupa felierea produsului;
sa aiba rezistenta la umplere, legare sau clipsare cat mai compacta;
sa fie rezistenta la tratament termic uscat si umed( afumare calda/pasteurizare), cand trebuie sa se comporte ca membrane elastice (sa nu se rupa, sa nu se crape) ;
sa nu prezinte miros care poate fi preluat de pasta (compozitie);
sa poata fi imprimata sau colorata cu usurinta;
sa aiba luciu caracteristic .
In industria preparatelor se folosesc:
a). Membrane naturale (mate), ce reprezinta portiunea tubului digestiv si vezica urinara care inainte de a fi folosite sunt supuse unor prelucrari speciale si sunt conservate prin sarare si uscare.
Matele trebuie sa indeplineasca urmatoarele conditii:
b). Membranele artificiale sunt folosite din ce in ce mai des pentru ca:
La obtinerea salamului de vara se
folosesc membrane artificiale, cu 40-
Etichetele
Eticheta produsului constituie un element obligatoriu in productia si comertul de alimente fiind purtatoare de informatii multiple, deosebit de necesare pentru producatorul comercial, consumator precum si de organele de control. Mesajul informational al etichetei in functie de modul de ambalare este variabil, insa anumite mentiuni sunt comune: felul (denumirea produsului), simbolul sau marca, cantitatea neta de produs aflat in ambalajul respectiv, pretul cu amanuntul, data fabricatiei, cantitatea neta de produs aflat in ambalajul respectiv, pretul cu amanuntul, termenul de garantie (sau dupa caz termenul de valabilitate), data limita pana la care produsul poate fi consumat, conditiile de depozitare - pastare, standardul de stat (STAS) sau norma tehnica de calitate care reglementeaza calitatea si alte aspecte tehnice ale produsului in cauza.
Pe ambalajul de prezentare se consemneaza de asemenea constituientii retetei de fabricatie, aditivii utilizati (conform legislatiei sanitare) potentialul sau valoarea nutritiva; instructiunile de utilizare
Combustibilii tehnologici
Combustilul lemnos (rumegusul) se foloseste pentru obtinerea fumului. Cele mai indicate esente din lemn pentru rumegus sunt:stejarul, artarul, arinul, fagul, frasinul. Rumegusul trebuie sa aibe umiditate 30% si se depoziteaza in spatii amplasate langa generatoarele de fum.

CAPITOLUL 2 Schema tehnologica de obtinere a babicului
CAPITOLUL 3 Procesul tehnologic de obtinere a Babicului
Transarea, dezosarea si alesul carnii
Transarea este operatia de sectionare a carcasei (intraga, jumatate, sferturi)in portiuni anatomice mari, in vederea dezosarii si alegerii pe calitati.
La transarea carnii de bovina, primita in sferturi anterioare si posterioare, muschi, vrabioara cu fleica, pulpa si rasol din spate.
Dezosarea (denumita si ciontolire) este operatia de separare a carnii de pe oase.
Alegerea (alesul) carnii este operatia prin care se indeparteaza grasimea si tesuturile cu valoare alimentara redusa, cunoscute sub denumirea de flaxuri (tendoane, fascii conjunctive, cordoane vasculo-nervoase, cheaguri de sange, stampilele), realizindu-se si impartirea pe calitati.
Carnea de vita este aleasa pe trei calitati, in functie de cantitatea de tesut conjunctiv pe care o detine:
calitatea I , care contine pana la 6% tesut conjunctiv;
calitatea a II-a, care contine pana la 20% tesut conjunctiv;
calitatea a III-a, care contine peste 20% tesut conjunctiv.
Operatiile de transare, dezosare si alegere se executa in spatii special amenajate, conditionate, bine iluminate si in conditii de stricta igiena. Operatiile de transare, dezosare si alegere se executa pe mese din inox prevazute cu blaturi din plastic. Sectia de transare este dotata cu linie aeriana pentru transare cu fierastrau electric, mese cu benzi de transare cu blaturi de plastic, cutite si satare, masini si desoricat, tavi din inox si plastic, carucioare din inox, cantare, sterilizatoare pentru cutite. Igiena personala a lucratorilor este strict controlata.
Carnea bine aleasa de flaxuri si
seu se taie manual in bucati de 3-
Prelucrarea materiilor prime
(scurgerea, zvantarea si intarirea carnii)
Aceasta operatie se realizeaza in spatii climatizate, cu respectarea parametrilor indicati in tabelul de mai jos.
|
Parametrul |
Scurgere |
Zvantare |
Intarire |
|
Temperatura aerului, |
|
|
|
|
Umiditatea relativa a aerului, % |
|
|
|
|
Viteza aerului, m/s |
|
|
|
|
Durata fazei, h |
|
|
|
Scurgerea si zvantarea au ca scop reducerea umiditatii carnii, astfel ca umiditatea pastei obtinute sa aiba valoare minima.
Intarirea are drept scop formarea consistentei carnii in vederea unei bune maruntiri la cuter.
Se pot utiliza urmatoarele variante de scurgere:
o
in
granduri prevazute cu sita (tabla perforata), in care
carnea se aseaza pe panza-sedila, mentinandu-se 48 h
la 240C, cu schimbarea sedilei la 24 h. Grosimea stratului de
carne este de 30-
o
in
tavi cu dublu fund, cel superior fiind perforat, tavi care se
aseaza pe carucioare in pozitie inclinata, la diferite
niveluri. Grosimea stratului de carne este de maximum
o
pe
priciuri din tabla, care de fapt sunt tavi de dimensiuni mari cu fund
dublu, cel superior fiind perforat in zona de scurgere. Aceste tavi se
monteaza pe rastele fixe la diferite niveluri. Carnea se aseaza
pe o panza sedila in strat de maximum 20-
Zvantarea si intarirea carnii in tehnologia clasica se
realizeaza pe ,,priciuri" sau tavi asezate pe carucioare,
stratul de carne fiind de
Avand in vedere ca din punct de vedere economic operatia de
scurgere este dezavantajoasa, deoarece sucul contine 8-10%
substanta uscata, formata in principal din proteine
solubile valoroase (la
In acest sens se practica doua varinate:
zvantarea si intarirea in flux continuu, in instalatii de tip Gyro-freeze cu doua sectiuni (tamburi) pentru zvantare si o sectiune (tambur) pentru intarire;
zvantare si intarire
discontinua in incaperi separat sau in aceeasi incapere,
procesul decurgand astfel: zvantare 30 h la temperatura aerului de 0-
In conditiile mentionate temperatura carnii ajunge la
Carnea de vita, oaie destinata babicului trece prin doua faze pe perioada mentionata: rigiditatea si maturarea.
Maturarea este caracterizata prin modificari profunde in sistemul proteic, nucleotidelor si acizilor nucleici, existand o corelatie stransa intre unele modificari fizico-chimice (migrarea ionilor, capacitatea de retinere a apei, pH) si biochimice pe de o parte si fragezimea si aroma carnii pe de alta parte.
Carnea este tocata la granulatia de 3-
temperatura 020C;
umiditatea 50-55%;
sare 2-2,6%;
pH = 5,5
Tocarea carnii
Tocarea carnii se poate realiza:
A la volf: carnea de vita si oaie
se amesteca intr-un malaxor impreuna cu amestecul de sarare
si cu condimentele prescrise in reteta, apoi se toaca la
volf prin sita cu ochiuri de
A la cuter: carnea de oaie si vita impreuna cu amestecul de sarare si cu condimentele se toaca la cuter pana la obtinerea pastei cu structura dorita.
Compozitia se aseaza in tavi de inox, presata bine
pentru eliminarea aerului (grosimea stratului de maximum
Maturarea pastei
Compozitia se aseaza in
tavi de inox, presata bine pentru eliminarea aerului (grosimea
stratului de maximum
Calitatea tehnologica si bacteriana a pastei initiale este responsabila de evolutia proceselor fermentative care au loc in salamuri si carnati in faza de etuvare, uscare-maturare. Pasta este totdeauna contaminata cu o microflora deosebita cantitativ si calitativ, in functie de starea igienica a: materiilor prime si condimentelor, sarii, azotatului, azotitului, zaharului, membranelor, utilajelor, personalului, incaperilor in care se desfasoara procesul tehnologic. Aceasta reprezinta microflora spontana (de contaminare), la care se adauga microflora din culturile starter folosite pentru realizarea unor anumite procese biochimice. Dupa datele din literatura de specialitate microflora salamurilor crude si a carnatilor cruzi este formata din:
coci: Micrococcus, Staphylococcus, Streptococcus;
bacterii gram-pozitive: Lactobacillus, Microbacterium,;
bacterii gram-negative: Vibrio, Enterobacteriae, Pseudomonas,.
Aceasta microflora diversa este intr-o dinamica permanenta, numerosi factori contribuind la favorizarea dezvoltarii sau inhibarii unor grupe de microorganisme
Rolul diferitelor microorganisme la maturarea preparatelor din carne crude si uscate
Microorganismele care alcatuiesc microflora preparatelor din carne crude au rol hotarator in procesul de inrosire, in formarea aciditatii si aromei. In aceasta directie se are in vedere actiunea bacteriilor lactice, a drojdiilor si a mucegaiurilor.
Bacteriile lactice actioneaza pozitiv asupra urmatorilor indicatori:
culoare: prin scaderea pH-ului care favorizeaza degradarea NaNO2;
aroma: prin formarea de acizi organici si compusi de tipul acetoinei si diacetilului;
rezistenta la taiere (consistenta): prin scaderea pH-ului;
conservare: prin suprimarea microorganismelor nedorite, datorita formarii de acid lactic (antiseptic), scaderii pH-ului (disocierea acizilor organici), producerii de antibiotice si bacteriocine.
Micrococii si stafilococii nepatogeni actioneaza pozitiv asupra urmatorilor indicatori:
reducerea azotatului: prin elaborarea de nitrat-reductaze;
culoare: prin consum de O2 in interiorul salamului si, deci, scaderea rH-ului, fapt ce conduce la protejarea pigmentilor de sarare; prin distrugerea H2O2 produsa de lactobacili, cu ajutorul catalazei;
aroma: prin degradarea proteinelor si lipidelor; prin distrugerea peroxidului de hidrogen cu ajutorul catalazei, peroxid care ar putea conduce la rancezirea grasimilor;
conservare: prin reducerea azotatului la azotit, ultimul avand actiune de inhibare asupra microorganismelor nedorite (efect Perigo).
Drojdiile actioneaza pozitiv asupra urmatorilor indicatori:
culoare: protejarea culorii prin consum de oxigen, ceea ce impiedica formarea de H2O2; distrugerea H2O2 care modifica culoarea;
aroma: degradarea proteinelor si lipidelor; impiedicarea rancezirii prin distrugerea H2O2 si protejarea suprafetei fata de O2 si lumina;
conservare: crearea unui microclimat, la suprafata produsului, nefavorabil dezvoltarii unor microorganisme de alterare;
starea suprafetei membranei: prin acoperirea suprafetei acesteia cu colonii de drojdii.
Mucegaiurile nobile ocupa o pozitie speciala deoarece ele contribuie la: reglarea schimbului de umiditate si gaze; inhibarea fenomenului de rancezire; formarea aromei:
culoare: prin protejarea culorii si impiedicarea formarii de H2O2 prin consum de O2; distrugerea H2O2 care modifica culoarea;
aroma: prin degradarea proteinelor, lipidelor; impiedicarea rancezirii prin distrugere de H2O2 si protectia suprafetei fata de O2 si lumina;
conservare: prin realizarea unui microclimat la suprafata produsului, nefavorabil dezvoltarii microorganismelor de alterare;
starea stratului marginal: protectia fata de uscarea excesiva, respectiv impiedicarea formarii inelului de culoare bruna;
starea suprafetei membranei: prin acoperirea acesteia cu un strat de miceliu alb;
alte actiuni: prin impiedicarea formarii de micotoxine de catre mucegaiurile toxicogene.
Pentru ca mucegaiurile sa aiba rol pozitiv, este necesar ca stratul de mucegai sa fie uniform, neted, nu prea gros, uscat la pipait, de nuanta alb-cenusie uniforma. O conditie esentiala este aceea ca mucegaiurile sa nu produca micotoxine.
In functie de conditiile de igiena si de fabricatie, se constata trei faze in dezvoltarea microflorei:
In evolutia microflorei exista o dominare a anumitor germeni fata de cei pentru care mediul (substratul) este mai putin favorabil. Chiar in cadrul aceluiasi grup, se constata predominanta unor suse asupra altora (cazul lactobacililor).
Utilizarea culturilor starter in industria carnii
Definitie. Culturile starter sunt definite ca culturi singulare sau amestecuri de microorganisme, selectionate pentru anumite proprietati enzimatice, importante din punct de vedere al tehnologiei alimentare si care pot fi utilizate in stare proaspata, congelata si liofilizata la obtinerea unor produse alimentare, in vederea dirijarii unor procese biochimice prin care sa se asigure acestora un anumit grad de inocuitate (inclusiv capacitate de conservare), insusiri senzoriale si, in unele cazuri, si insusiri nutritive superioare.
Umplerea si legarea
Umplerea se face in rotocoale de vita
cu Ø 45-
Umplerea
Este operatia specifica preparatelor din carne ce se prezinta sub forma de batoane, si se desfasoara in doua faze:
Pregatirea membranelor pentru umplere
Umplerea membranelor cu compozitie
Pregatirea membranelor pentru umplere
Membranele folosite pot fi naturale sau artificiale. Inainte de folosire, se verifica daca membranele corespund calitatii prescrise, din punct de vedere al salubritatii si al integritatii lor, apoi li se apreciaza rezistenta si elasticitatea. Membranele la care se constata defecte se inlatura.
Membranele sarate se spala de sare, dupa care se inmoaie in apa rece. Membranele de bovine se tin la inmuiat timp de 12-16 ore, iar cele de porc si oaie, circa 2-3 ore, inmuierea considerande-se terminata cand matele incep sa devina elastice.
Dupa inmuiere se clatesc in curentul de apa de la robinet, dupa care urmeaza un nou control al rezistentei prin insuflare de aer in interiorul membranei sau umplerea lui cu apa.
Membranele uscate se inmoaie in apa calduta, cu putin inainte de folosire si se leaga la unul din capete. Vezicile se aduc, in general, la sprit uscate si se inmoaie cu putin timp inainte de umplere.
Pentru dezinfectarea membranelor sarate se obisnuieste sa se adauge in apa de spalare o solutie de permanganat de potasiu de 1%.
Membranele artificiale se inmoaie chiar la locul de umplere.
Membranele astfel pregatite nu pot fi lasate in incaperi calde, un timp prea indelungat inainte de utilizare, deoarece se altereaza repede.
Umplerea membranelor
Introducerea compozitiei in membrane se efectueaza manual sau mecanic.
Umplerea mecanica se face cu ajutorul masinilor de umplut, numite sprituri .Dupa felul functionarii, aceste masini se clasifica in sprituri manuale, mecanice si automate, iar dupa felul cum sunt actionate, se disting sprituri hidraulice si sprituri pneumatice.
Masinile de umplut sunt prevazute cu seturi de tevi de diferite calibre si dimensiuni, confectionate din otel inoxidabil.
La introducerea in membrana, compozitia trebuie sa fie bine presata, pentru a nu ramane goluri de aer. Densitatea compozitiei din membrana se regleaza in functie de tipul produsului.
Legarea
Dupa ce compozitia a fost introdusa in membrana, batonul se "intareste"prin legare. Metoda de legare depinde de diametrul acestuia, de lungimea lui si deci de masa acestuia. Aceasta operatie are drept scop mentinerea compozitiei in interiorul batonului.
Legarea se poate face cu sfoara sau prin clipsare.
Maturarea - uscare
Se realizeaza in trei faze:
Faza I - care se caracterizeaza prin scaderea rapida a continutului de apa de la 65 la 50%. Parametrii acestei faze sunt: taer = 10120C; φ = 80-90%; τ = 48 h.
Faza a II-a - care se caracterizeaza prin scaderea
mai lenta a umiditatii de la 50 la 35%. In aceasta
faza se realizeaza la inceput presarea I, timp de 24 h (cand
umiditatea produsului este de 40-42%); dupa 5 zile batoanele sunt masate
cu o vergea de lemn, iar cand produsul a atins umiditatea de 35% se
executa presarea a II-a, timp de 48 h. Parametrii acestei faze sunt: taer
= 12-
Faza a III-a - care se caracterizeaza prin scaderea
umiditatii de la 35% la 30%, fara a se mai efectua
presarea. Se recomanda socuri alternative pe durata a 4 h dupa
cum urmeaza: taer =
Transformari in timpul afumarii-uscarii-maturarii
A. Legarea pastei
Principala modificare fizica ce are loc la fabricarea salamurilor si carnatilor cruzi este legarea pastei. Legarea pastei este un proces fizico-chimic care consta in transformarea pastei crude intr-o structura legata, ferma, consistenta, elastica - caracteristica produsului finit. La ,,legarea" pastei contribuie: acidifierea, clorura de sodiu si eliminarea apei in special in faza de uscare.
Acidifierea propriu-zisa a pastei are loc in prima parte a fazei de uscare la produsele fara etuvare, si in prima parte a fazei de uscare, respectiv in faza de etuvare, si in prima parte a fazei de uscare in cazul produselor etuvate. Acidifierea este provocata de microorganismele existente in mod spontan in pasta, care fermenteaza zaharurile adaugate si fac ca pH-ul sa scada chiar sub 5,4 care este pH-ul punctului izoelectric al principalelor proteine din carne. In prezenta clorurii de sodiu, pH-ul punctului izoelectric este si mai mult micsorat, in functie de concentratia de NaCl astfel:
|
% NaCl |
pH |
|
|
|
|
|
|
|
|
|
|
|
|
Acidifierea pastei este accentuata
prin adaos de culturi pure lactice sau prin folosirea glucono-δ-lactonei.
In cazul salamurilor crude cu Ø>
pH-ul zonelor periferice, fiind mai ridicat, determina o migrare a apei catre exterior, proces preponderent in absenta crustei. Mucegaiurile de suprafata, consumand zaharurile, limiteaza scaderea pH-ului in straturile periferice ale batonului si, deci, determina migrarea apei la suprafata batonului.
Acidifierea conduce la o contractie a masei proteice (carnea), datorita sinerezei (eliminarea de apa). Sinereza este cu atat mai eficace cu cat pH-ul este mai scazut (pH<5,4).
Clorura de sodiu dizolvata in apa continuta de carne extrage proteinele sarcoplasmatice care au ramas in carne dupa scurgerea acesteia (acolo unde operatia de scurgere exista) si o cantitate oarecare de proteine miofibrilare care vin in contact cu particulele de carne in procesul de tocare. O data cu acidifierea pastei, proteinele extrase sunt denaturate si deci trec din starea de sol in starea de gel care leaga intr-un tot unitar particulele individuale de carne .Clorura de sodiu contribuie si la umflarea particulelor de carne care se leaga mai bine intre ele. ,,Legarea" optima a pastei are loc la 6% NaCl si la pH<5,5, adica in faza de uscare, cand prin eliminarea apei se ajunge la cresterea concentratiei de NaCl in faza apoasa.(5). Concentratia de NaCl este diferentiata pe straturi, mai ales in produsele aflate in faza finala de uscare-maturare. Astfel, in stratul periferic, concentratia de NaCl este ~ 6%, in cel din mijloc 5% si in stratul interior ~ 4%. In finalul uscarii-maturarii exista tendinta de migrare a NaCl din zonele cu concentratie crescuta in zonele cu concentratie mai redusa, fapt explicabil, avand in vedere afinitatea NaCl pentru apa, care este in procent mai ridicat in zonele centrale. (24)
Eliminarea apei in procesul de uscare conduce treptat la intarirea salamului care devine compact.
Eliminarea umiditatii trebuie sa se faca la o viteza optima. Daca apa este eliminata cu o viteza prea mica, se pot petrece fenomene nedorite si anume:
v o restabilire a pH-ului la valoarea initiala, datorita activitatii proteolitice a microflorei, consecinta fiind inmuierea produsului, desi proteinele deja denaturate nu mai pot sa se rehidrateze. Acest lucru se petrece in sezonul cald cand salamurile crude sunt scoase prematur de la uscare-maturare. O situatie asemanatoare se petrece in cazul in care produsul etuvat se raceste rapid, in care caz bacteriile lactice sunt inhibate in dezvoltarea lor, dar pot actiona bacteriile proteolitice psihrofile. Rezulta ca o acidifiere normala a compozitiei apara proteinele de atacul microorganismelor cu activitate proteolitica puternica, care sunt sensibile la pH scazut, la concentratii mari de NaCl si la aw scazuta;
v o dezvoltare abundenta a microflorei de suprafata si, in special, a mucegaiurilor care fructifica si produsul se inverzeste (in cazul produselor fara mucegai pe membrana);
v intarzierea uscarii produsului.
Daca apa este eliminata cu o viteza prea mare, acidifierea produsului este exagerata, acesta capatand gust acid. Gustul de sarat este, de asemenea, mai pronuntat.
De remarcat este faptul ca
exista variatii semnificative in ceea ce priveste umiditatea
straturilor periferice si centrale ale salamurilor crude cu Ø<
Concentratia de NaCl este, de asemenea, diferentiata pe straturi, mai ales in produsele aflate in faza finala. Astfel, in stratul periferic concentratia in NaCl este ~ 4%, in cel din mijloc ~ 5%, iar in cel interior ~ 6%. Acest lucru este explicabil avand in vedere ca moleculele de NaCl au tendinta de a migra treptat in cursul uscarii-maturarii din zona cea mai uscata (periferica) in zona cea mai umeda (centrala), datorita afinitatii Na+ pentru apa.
Uscarea produselor conduce si la o micsorare a dimensiunilor batoanelor. La o pierdere de umiditate de 30%, dimensiunile liniare se micsoreaza cu ~ 10%. Avand in vedere pozitia suspendata a batoanelor, modificarea lungimii este mai redusa decat a diametrului.
B. Formarea gustului si mirosului (aromei) preparatelor din carne crude
La formarea gustului si mirosului salamurilor si carnatilor cruzi contribuie:
componentele carnii si ale condimentelor (preexistente in materii prime si auxiliare);
substantele care se formeaza in decursul fermentatiei (maturarii) din glucide, proteine si lipide.
Materia prima (carnea) contribuie ca atare cu substante de gust cat si cu precursori de gust care formeaza asa-numita fractiune nevolatila solubia in apa: aminoacizi liberi, dipeptide (carnozina, anserina), tripeptide (glutation), creatina, creatinina, glucide simple si fosforilate, saruri anorganice, nucleotide si nucleozide, proteine solubile in apa, baze purinice si pirimidinice, acid lactic si alti acizi organici, NH3, uree, compusi cu sulf etc
Substantele de gust si miros din condimente au o contributie insemnata la formarea gustului si mirosului salamurilor si carnatilor cruzi, mai ales ca pe parcursul uscarii are loc o concentrare a acestor substante.
O importanta deosebita o prezinta substantele de gust si miros care se formeaza in cursul fermentatiei (maturarii) din zaharurile adaugate, din aminoacizii existenti sau din cei formati prin hidroliza proteinelor, precum si din acizii grasi eliberati in urma hidrolizei si oxidarii lipidelorDe remarcat ca aroma salamurilor si carnatilor cruzi este in stransa dependenta de gradul de acidifiere a compozitiei. La salamurile crude etuvate, cu maturare scurta, gustul predominant este cel acrisor (dat de acidul lactic) care se suprapune gustului dat de alte componente.
La salamurile crude cu maturarea lunga, aroma este mai pronuntata, gustul acrisor nefiind perceptibil. La aceste salamuri aroma (gustul si mirosul) este data de produsii care se formeaza in special din proteine si lipide. Compusii de aroma sunt urmatorii:
A Acizii organici identificati in salamurile crude sunt:
monoacizi monofunctionali: acid formic, acid acetic, acid propionic, acid butiric, acid izobutiric, acid valeric, acid caproic, acid caprilic, acid pelargonic, acid capric, acid lauric.
Monoacizii monofunctionali cu lant scurt (volatili) provin din degradarea zaharurilor sau din oxidarea grasimilor. Monoacizii monofunctionali cu lant lung (acid caproic acid lauric si acizii dodecanoic si tridecanoic) provin exclusiv din degradarea lipidelor.
monoacizi plurifunctionali (acizi-alcooli si acizi cetone): acid glicolic, acid lactic, acid piruvic, acid gluconic, acid 2-ceto-gluconic, acid 5-ceto-gluconic;
poliacizi mono- si plurifunctionali: diacizi (acid oxalic, acid succinic, acid fumaric), triacizi (acid citric).
Monoacizii plurifunctionali si poliacizii mono- si plurifunctionali se formeaza in procesele fermentative sau in ciclul TCA.
acizi aminati provin prin degradarea proteinelor.
A Compusi carbonilici. Acesti compusi pot avea un oarecare rol in aciditatea produsului, dar mai mult in aroma. Carbonilii pot fi aldehide (saturate, nesaturate) si cetone (saturate monofunctionale si nesaturate polifunctionale).
Compusii carbonilici mai
importanti identificati in salamurile crude sunt: 2 - propanona;
2 -butanona; 2 - pentanona; 3 - pentanona; 2 - hexanona; 2 - heptanona; 2 -
decanona; 2 - undecanona; 2 - tridecanona; 2 -
pentadecanona; 2 - hidroxi - 3 - butanona; 2,3 - butadiona;
monocetona ciclica cu o dubla legatura
Ambalarea si depozitarea
Ambalarea preparatelor in forma de batoane se face in navete din material plastic in asa fel incat baza navetei sa nu atinga produsele din ambalaj . Fiecare baton trebuie sa aiba o eticheta care cuprinde : denumirea producatorului , denumirea produsului , pretul , STAS - ul natura componentelor ce formeaza umplutura , natura tratamentului termic utilizat, termenul de valabilitate, continutul net . Preparatele din carne pot fi si preambalate in forma portionata . Taierea in felii se face cu ajutorul unor dispozitive cu discuri ascutite dupa care feliile sunt ambalate in pungi din material plastic , in vid dupa care sunt termosudate . Tehnologia moderna foloseste metode moderne de ambalare a produselor feliate in vid .
Babicul se pastreaza in
spatii cu temperatura scazuta , umiditate
corespunzatoare prescriptiilor , ventilatie buna
si lumina putina . Se pastreaza prin
agatare , cu distanta intre batoane de maximum 7 cm .
CAPITOL 4 Utilaje folosite la fabricarea babicului
4.1. Cuterul
Cuterele sunt masini destinate tocarii fine a carnii si subproduselor in stare refrigerata sau fiarta, precumsi a slaninii si sunt destinate obtinerii bradtului si compozitiei pentru prospaturi.
Principiul de functionare al diferitelor cutere este acelasi, deosebirile constand in modul de incarcare - descarcare al cuvei, precum si faptul ca unele cutere lucreaza sub vid sau sunt prevazute cu manta de incalzire sau racire cuva.
In functie de tip, cuterele pot fi echipate cu un singur motor electric pentru punerea in miscare a cuvei si a axului cu cutite sau cu doua motoare electrice din care unul pentru antrenarea axuluicu cutite si celalalt pentru antrenarea cuvei.
Pentru a realiza maruntirea corespunzatoare, materia prima:
nu trebuie sa aiba o temperatura mai mica de - 30
nu trebuie sa se prezinte sub forma de blocuri congelate
bucatile nu trebuie sa
depaseasca

cuva; 2 - lagarul de capat; 3 - axul orizontal; 4 - cutitele
MASINA DE TOCAT CARNE ~ VOLF
Maruntirea (taierea) grosiera a carnii in stare proaspata, refrigerata si a materiilor grase destinate fabricarii preparatelor din carne sau pentru topire se realizeaza la volf.
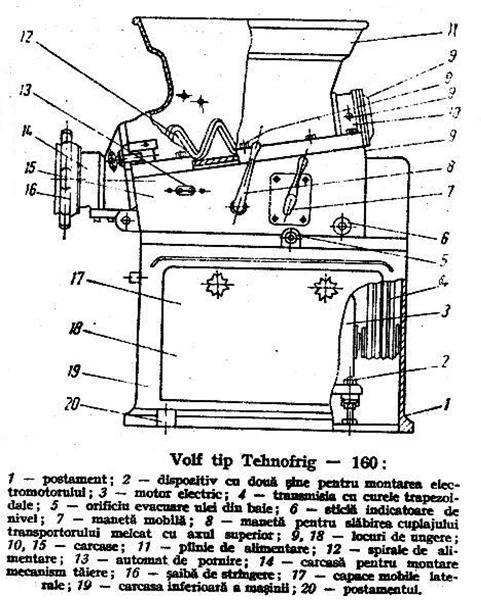
Partea principala a volfului destinat maruntirii materiilor prime moi este mecanismul de taiere format din cutite si site.
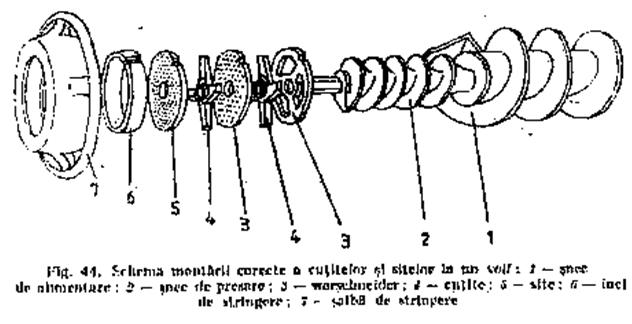
Se utilizeaza cutite in forma de cruce, cu taisul pe o singura parte sau pe ambele parti.
Sitele au
diametrul cuprins intre 100 si
Spritul
Procesul sprituirii (umplerii) compozitiei in membrane este un proces de deformare plastica, realizat prin impingerea compozitiei prin teava spritului.
Scurgerea compozitiei se produce numai pe linia de minima rezistenta si numai atunci cand presiunea de deplasare ajonge la o anumita valoare.
Presiunile de lucru, pentru diferitele tipuri de salamuri, sunt urmatoarele: pentru crenvursti si polonez 392 - 490 kPa; pentru parizer 490 - 588 kPa, pentru salamuri de tip semiafumat 588 - 784 kPa, pentru salamuri de tip afumat (vara) 980 kPa.
In functie de caracteristicile constructive masinile de umplut pot fi cu actiune periodica sau cu actiune continua.
SPRIT TIP "TEHNOFRIG* CU FUNCTIONARE SUB VID SI INCARCARE
MANUALA (SECTIUNE):
palnia de alimentare
melcul de alimentare
teava de evacuare a
compozitiei
carcasa
vacuumetru
Masina este formata dintr-un batiu turnat din fonta in interiorul caruia se afla grupul de actionare si instalatia de vid, iar deasupra batiului se gaseste mecanismul de umplere, cuti cu roti dintate si palnia de alimentare.
Grupul de actionare are rolul de a transmite puterea electromotorului la cutia de roti dintate, reducand in acelasi timp turatia electromotorului.
Cutia cu rosi dintate are rolul de a distribui miscarea axului principal la cei doi melci ai mecanismului de umplere.
Mecanismul de umplere nare rolul de a presa compozitia din palnie prin tevile de umplere in mebrana pregatita in acest scop.
Instalatia de vid are dublu rol: de a aspira aerul din compozitie si de a usura alimentarea melcilor cu compozitie (presiunea exterioara impinge compozitia din palnie in mecanismul de umplere).
CAPITOLUL 5-Defecte de fabricatie
DEFECTE DE NATURA FIZICO-CHIMICA
1. Consistenta moale. Consistenta moale a salamului poate fi consecinta unei uscari insuficiente sau a unei fabricatii anterioare defectuoase a produsului. In primul caz, salamul este elastic la apasare si tinde sa-si recapete forma, ca si o minge de cauciuc, dupa indepartarea fortei de apasare. Salamul insuficient uscat nu are compozitia bine legata, gustul este acid si poate suferi fermentatii nedorite.
In cel de-al doilea caz, la apasare, salamul pastreaza amprenta, membrana nu face corp comun cu pasta, mai ales daca uscarea este fortata. In partea finala a uscarii se constata ca centrul batonului pastreaza pasta moale, nelegata. Defectul se poate intalni atunci cand se folosesc carnuri puternic contaminate, cu pH ridicat, iar slanina are un grad de prospetime relativ. Temperatura ridicata in fazele anterioare afumarii va intensifica atat procesele microbiologice cat si pe cele de hidroliza a grasimii, acizii grasi eliberati impregnand carnea care se va deshidrata mai greu in faza de uscare.
2. Fisuri in interiorul batonului de salam. Defectul apare, in special, in cazul batoanelor cu diametru mare si se manifesta sub forma unor fisuri sau cavitati de forme diferite, grasimea devine ranceda, granulele de slanina se desprind de cele de carne, care se inchid la culoare. Fisurile si cavitatile sunt consecinta formarii de gaze (in principal CO2), ca urmare a unor fermentatii secundare. Cauza principala in acest caz este folosirea unor carnuri si condimente contaminate cu B. aerogenes. Defectul se poate datora si utilizarii unor materii prime necorespunzatoare (carne exudativa, racita insuficient, decongelata) si a unei uscari accelerate. Datorita actiunii combinate a celor doi factori, legatura pastei este necorespunzatoare, contractarea particulelor de carne in urma eliberarii apei este foarte puternica si, in consecinta, in interior se formeaza goluri sau fisuri care permit si accesul aerului spre straturile profunde, fapt ce va conduce si la modificari de culoare ale pigmentilor carnii sau la oxidarea avansata a grasimii care capata gust si miros de ranced.
Defectul nu se poate depista dupa aspectul exterior al produsului, mai ales ca elasticitatea produsului creste in prezenta fisurilor si cavitatilor. Prin sectionare transversala sau longitudinala se poate evidentia defectul in diferite portiuni ale sectiunii (24).
B.
Inel
de culoare inchisa la periferie. Acest defect, foarte frecvent, apare sub forma
unui inel (rand) de 2-
Defectul poate fi cauzat de :
Ao uscare excesiva care provoaca o evaporare masiva de apa din stratul exterior, necompensata de apa care vine prin difuzie din stratul central. Aparitia defectului este favorizata de: folosirea carnurilor acide; uscarea la temperatura ridicata; o umiditate relativa a aerului de uscare foarte scazuta; folosirea unui depozit de uscare partial incarcat; o proportie de slanina mai mica decat cea normala. Defectul se diminueaza in acest caz prin conducerea optima a procesului de uscare;
Adezvoltarea abundenta, prematura a mucegaiurilor la suprafata batoanelor. Mucegaiurile pot consuma produsele acide, inclusiv zaharurile, inainte de a fi fermentate. De asemenea, mucegaiurile consuma apa din stratul periferic mai rapid decat poate fi hidratat de apa difuzata din zona centrala si, prin urmare, culoarea stratului periferic devine bruna. Defectul apare rar in conditiile depozitelor climatizate si a insamantarii dirijate a productiei cu culturi pure de mucegaiuri.
C. Desprinderea membranei. Acest defect se datoreaza folosirii unei carni cu un continut prea ridicat de apa (provenita de la animale prea tinere) si a membranelor artificiale la umplere. In procesul de uscare, in special in cazul uscarii intense, retractia membranei nu urmeaza retractia compozitiei, astfel ca aceasta se desprinde de compozitie.
La o uscare normala a produsului, acesta pierde treptat apa care traverseaza membrana ce joaca un rol moderator, cu atat mai important cu cat membrana este mai groasa. Daca uscarea este fortata, apa antrenata la suprafata membranei contine clorura de sodiu si dupa evaporarea apei, aceasta ramane la suprafata sub forma de cristale microscopice, care confera aspect stralucitor membranei salamurilor fara mucegai.
La salamurile crude apar uneori zone, in
special spre periferia batoanelor, care contin cristale Na2HPO4
. 12H2O cu dimensiuni de 2-
Acompusii macroergici din carne (ATP, ADP si fosfocreatina), care prin hidroliza elibereaza fosfati anorganici;
Afosfolipide, care prin hidroliza elibereaza fosfati anorganici;
A fosfatul anorganic preexistent in carne.
Tesutul muscular contine circa 78 mg% fosfor anorganic.
In conditiile uscarii
salamurilor crude exista posibilitatea concentrarii fosfatilor
anorganici pana la concentratia limita, la care
cristalizeaza. Este cunoscut ca solubilitatea difosfatului anhidru
(Na2HPO4) la
In consecinta, in interiorul salamurilor crude uscate pana la o umiditate medie < 30% se indeplineste conditia de cristalizare a Na2HPO4 (formarea de cristale). Trebuie sa se aiba in vedere, in plus, ca nu toata apa din produsul finit este disponibila pentru solubilizarea fosfatului, o parte din ea fiind apa legata, ceea ce face ca aparitia cristalelor de difosfat sa fie mai mult favorizata. De asemenea, trebuie luat in considerare fosfatul anorganic rezultat prin hidroliza fosfolipidelor sub actiunea mucegaiului de acoperire (la salamul de Sibiu), care mareste concentratia de Na2HPO4 in stratul periferic. La uscarea intensa, apa antreneaza fosfatii si la suprafata membranei, unde prin evaporarea apei raman sub forma de cristale microscopice.
Pentru a diminua frecventa aparitiei cristalelor de difosfat si a numarului acestora (cel putin in interiorul batonului), este necesar:
sa se elimine contributia mucegaiurilor la hidroliza fosfolipidelor, ceea ce este practic posibil numai in cazul salamurilor crude fara mucegai pe membrana (salamuri crude etuvate);
sa se aduca continutul de umiditate al produsului finit la minimum 30%, in care caz ne vom afla deasupra limitei de cristalizare a difosfatului;
sa se respecte cu strictete parametrii regimului de uscare, pentru a se realiza o evolutie normala a produsului (24).
DEFECTE DE NATURA MICROBIANA
Microorganismele prezente in pasta sau la suprafata salamurilor si carnatilor cruzi pot conduce la o seire de defecte, deosebit de critica fiind perioada initiala (cateva zile) de fermentare (maturare), deoarece in aceasta perioada pasta nu este stabilizata prin pH si aw scazute, fiind deci alterabila (24, p. 750).
Principalele defecte de natura microbiologica sunt:
Supraacidifierea produsului. Este cauzata de bacteriile lactice homofermentative atunci cand exista o supradozare de glucide, iar temperatura de fermentare este ridicata. Avand in vedere ca la o acidifiere avansata se selecteaza lactobacilii heterofermentativi care produc si acid acetic, precum si CO2, in afara de faptul ca produsele sunt prea acide (acre), ele au si o porozitate si friabilitate mare.
Inmuierea salamului. Inmuierea salamului este consecinta pierderii coeziunii, deci a consistentei compozitiei, datorita activitatii microorganismelor de tip putrefactiv. Activitatea proteolitica deosebita in aceasta directie o au Klebsiella ozaenae si Serratia liquefaciens. Prezenta lor indica o igiena necorespunzatoare a procesului tehnologic si o materie prima contaminata.
Umflarea salamului. Umflarea salamului se datoreaza producerii de CO2 de catre drojdiile Debaryomyces hansenii si Saccharomyces cerevisiae. Pentru ca CO2 sa se acumuleze in produs este necesar ca stratul periferic al acestuia sa fie puternic deshidratat, acest lucru avand loc la o uscare fortata. Procesul metabolic al drojdiilor respective se desfasoara anaerobiotic si din acest motiv numarul de drojdii este inferior celui care ar fi la dezvoltarea aeroba a acestora. Energia produsa la transformarea anaeroba a glucozei, utilizata pentru multiplicarea celulara, reprezinta 1/9 din cea produsa in anaerobioza. In consecinta, se produce o mare cantitate de CO2, desi numarul de drojdii nu depaseste 10/g.
Modificarea culorii si rancezirea produsului. In salamurile crude etuvate, cu acidifiere rapida, se dezvolta bine lactobacilii care por produce H2O2 dar nu si micrococii si alte microorganisme ce pot produce catalaza care decompun H2O2. In cazul in care carnea are o activitate catalazica redusa, peroxidul de hidrogen (H2O2) poate transforma nitrozopigmentii in metpigmenti, de culoare cenusie-bruna. Aceasta peroxidare afecteaza si lipidele. Defectul de culoare apare si la salamurile a caror acidifiere s-a realizat cu glucono-δ-lactona.
Putrezirea. Defectul apare la salamurile crude cu pasta fina, maturate la temperaturi ridicate si este consecinta folosirii carnii puternic contaminate cu Enterobacteriaceae. La feliere, produsul se umfla si miroase puternic a H2S. Putrezirea poate fi in miez si marginala.
In cazul putrezirii miezului se constata modificari de culoare (bruna-cenusie) si miros putrid. Masa miezului este afanata si umeda, iar legarea slaba. Folosirea carnii DFD, adaosul prea mic de glucide si temperatura de maturare ridicata sunt cauze favorizante ale putrezirii. Uscarea rapida (fortata) produce deshidratarea intensa a zonei marginale, ceea ce face ca miezul sa nu mai ,,respire", adica sa nu mai elimine apa. In aceste conditii, Enterobacteriaceaele si mai ales cele apartinand genurilor Proteus, Enterobacter, Citrobacter, Escherichia, Serratia se multiplica rapid si produc alterarea. Si bacteriile din genul Pseudomonas pot sa produca alterarea produsului cu marginea uscata.
Putrezirea marginala are loc daca temperatura de maturare si umezeala relativa sunt mari. In acest caz, se dezvolta clostridii, mai ales in cazul folosirii membranelor naturale neigienizate. Aceste clostridii elaboreaza enzime proteolitice care patrund prin membrana si degradeaza proteinele. Apare si miros de acid butiric.
Suprafata mazguita. Acest defect apare cand temperatura si umezeala relativa sunt mari la inceputul fermentarii (maturarii). Mazga este produsa de bacterii din genurile Micrococcus si Staphylococcus.
Mazga este de culoare cenusie-galbuie, este lipicioasa si are miros de sudoare, de branza care este preluat si de masa de produs de sub membrana. Dupa ce se indeparteaza mazga prin spalare, stratul superficial al salamului are o culoare rosie si miros putrid. Pentru a se evita acest defect se recomanda o afumare initiala a produsului.
Aparitia de mucegai la suprafata salamurilor crude etuvate (inflorirea suprafetei).
Acest defect consta in acoperirea suprafetei salamului cu un strat alb-galben, granular, neuniform de colonii de drojdii si stafilococi nepatogeni.
Liza membranei celulozice. Acest defect se datoreaza mucegaiurilor din familia Mucoraceae (Mucor, Rizopus) care produc celulaze ce degradeaza membranele celulozice. Se ajunge in acest fel la plesnirea membranelor, obtinandu-se produse nevandabile.
Mucegairea salamului depozitat. Mucegaiurile din genurile Mucor, Rhizopus, Aspergillus, Penicillium se pot dezvolta la suprafata salamurilor etuvate, in conditiile in care nu se pastreaza o umiditate relativa adecvata a aerului conditionat in timpul uscarii. Mucegairea poate avea loc chiar la salamurile afumate, deoarece substantele fungistatice din fum sunt volatile (aldehida formica).
Mucegaiurile determina aparitia de gust si miros strain si formare de micotoxine. In cazul salamurilor in membrane naturale, mucegairea are loc in special la locul cusaturii longitudinale care pastreaza o umiditate mai mare.
Pentru impiedicarea aparitiei mucegaiului este necesar ca:
umplerea pastei sa se faca in
membrane tratate in prealabil cu solutie de sorbat 1% sau intr-o baie
continand: pimaricina solutie 10% :100-
depozitele de uscare-maturare sa fie minutios dezinfectate pentru distrugerea sporilor de mucegai;
prizele de aer proaspat sa fie prevazute cu lampi U.V.
Prezenta acarienilor. Salamurile crude (ca de altfel si jamboanele sarate si uscate) pot fi contaminate de acarieni. Acarienii (Tyrophagus putrescientiae) au corpul sub forma de para, prevazut cu 4 perechi de picioare si cu abdomenul prevazut cu peri lungi; ei trec prin stadiul de oua, larva si adult in timp de 17-27 zile la 15180C si 9-13 zile la 21260C si la φ ~ 85%. Conditiile optime de reproductie sunt la 30320C si la φ = 95-98%. Acarienii formeaza la suprafata produselor un material asemanator fainii. Daca perioada de stocare a produselor se prelungeste, acarienii pot patrunde in interiorul acestora. In materialul sub forma de faina se gasesc oua si insecte adulte. Dezvoltarea acarienilor impiedica dezvoltarea mucegaiurilor, cu care dealtfel se si hranesc (in special Mucor si Penicillium). Faza de etuvaj in conditii de temperatura ridicata si de umiditate relativa foarte mare favorizeaza dezvoltarea acarienilor.
Mijloacele de combatere a acarienilor sunt urmatoarele:
pentru depozit: evacuarea
depozitului de produsele infestate; astuparea tuturor orificiilor si
dezinfectia depozitului cu oxid de etilen timp de 2 ½ ore (cu
autorizatia serviciului veterinar) sau cu vapori de formol (intr-un
recipient de plastic se pun
pentru salamurile infestate: stergere cu apa salina acidulata cu otet;
pentru jamboanele infestate: imersarea produsului in apa la
CAPITOLUL 6 Controlul de calitate
Calitatea tehnologica si bacteriana a pastei initiale este responsabila de evolutia proceselor fermentative care au loc in salamuri si carnati in faza de afumare, etuvare, uscare-maturare. Pasta este totdeauna contaminata cu o microflora deosebita cantitativ si calitativ, in functie de starea igienica a: materiilor prime si condimentelor, sarii, azotatului, azotitului, zaharului, membranelor, utilajelor, personalului, incaperilor in care se desfasoara procesul tehnologic. Aceasta reprezinta microflora spontana (de contaminare), la care se adauga microflora din culturile starter folosite pentru realizarea unor anumite procese biochimice. Dupa datele din literatura de specialitate microflora salamurilor crude si a carnatilor cruzi este formata din:
coci: Micrococcus, Gaffkya, Sarcina, Staphylococcus, Streptococcus (grupa D), Pediococcus;
bacterii gram-pozitive: Lactobacillus, Microbacterium, Corynebacterim, Clostridium, Bacillus,;
bacterii gram-negative: Vibrio, Enterobacteriae, Pseudomonas, Acinetobacter, Flavobacterium.
Aceasta microflora diversa este intr-o dinamica permanenta, numerosi factori contribuind la favorizarea dezvoltarii sau inhibarii unor grupe de microorganisme .
Microorganismele care intervin in procesele fermentative ale salamurilor si carnatilor cruzi apartin genurilor prezentate in continuare :
Genul Streptococcus. Din acest gen intereseaza Str. lactis, Str. cremoris si Str. diacetilactis care sunt heterofermentative si au o activitate proteolitica redusa. Streptococii se dezvolta bine in faza de etuvare, dupa care numarul lor se diminueaza din cauza lactobacililor.
Genul Lactobacillus. Din acest gen intereseaza lactobacilii din grupa Streptobacterium, care cuprinde lactobacilii homofermentativi mezofili (L. casei, L. plantarum) si lactobacilii din grupa Betabacterium, care sunt heterofermentativi (L. fermenti, L. buchneri, L. brevis, L. viridescens).
Lactobacilii, in general, se caracterizeaza prin urmatoarele: sunt asporogeni, Gram-pozitivi, aerobi sau faculatativ anaerobi, catalazo-negativi, citocrom-oxidaza-negativi, nu reduc azotatii la azotiti, nu lichefiaza gelatina, au activitate proteolitica si lipolitica redusa, fermenteaza mono- si dizaharidele, se dezvolta bine in domeniul de pH = 5,5-5,8, dar si la pH < 5, se pot dezvolta la temperaturi cuprinse intre 5 si 530C (optim 30450C).
Bacteriile din grupa Streptobacterium, care se dezvolta mai bine la pH = 5,5-5,9, sunt neacidorezistente si deci se dezvolta mai bine in compozitia salamurilor cu maturare indelungata. Bacteriile din grupa Streptobacterium, care se dezvolta bine si la pH < 5, sunt acidorezistente si, din aceasta cauza, se dezvolta mai bine in compozitia salamurilor cu maturare scurta.
Lactobacilii constituie microflora predominanta in timpul maturarii salamurilor si carnatilor cruzi, in pasta initiala nivelul lor fiind de 105 - 106/g, iar dupa 5 zile de maturare a compozitiei ajung la ~ 108/g, dupa care numarul scade, dar ramane superior la 106/g.
L. plantarum si L. sake pot descompune si acidul gluconic cu formare de acid acetic, ceea ce este dezavantajos la salamurile la care se fooseste glucono-δ-lactona pentru acidifierea compozitiei. L. sake si L. curvatus pot produce si H2O2, iar L. plantarum poate reduce si NaNO3, daca pH-ul compozitiei este mai mare de 6,0 (ceea ce nu este cazul compozitiei salamurilor si carnatilor cruzi). L. sake si L. curvatus sunt frecvent intalniti in cadrul microflorei spontane a compozitiei salamurilor si carnatilor cruzi.
Genul Leuconostoc. Importanti in fermentatia compozitiei salamurilor si carnatilor cruzi sunt Leuconostoc lactis si Leuconostoc citrovorum (cremoris), care sunt heterofermentativi, de forma sferica sau lenticulara, grupati in perechi sau lanturi, Gram-pozitivi, facultativ anaerobi, catalazo-negativi, foarte slab proteolitici si lipolitici, producatori de compusi de aroma (diacetil,acetoina). Unele specii de Leuconostoc produc polimeri glucidici (dextran) din zaharurile fermentescibile.
Genul Pediococcus. Pediococii sunt bacterii care se prezinta sub forma de coci perechi sau tetrade, imobili, asporogeni, homofermentativi. Nu reduc azotatii la azotiti. Sunt anaerobi - microaerofili, cele mai multe specii fiind catalazo-negative. Cei mai des intalniti pediococi (care se utilizeaza si in culturi starter) sunt:
Pediococcus acidilacti care este utilizat pentru produsele din carne fermentate la temperaturi mai ridicate, deoarece are o dezvoltare mai buna la 40520C, producand rapid acid lactic si, deci, scazand pH-ul, produsul obtinut avand gust acrisor;
Pediococcus pentosaceus care produce o fermentatie rapida atunci cand substratul contine un glucid fermentescibil, temperatura de fermentare fiind cuprinsa intre 15 si 270C.
Pediococii produc pe langa acid lactic si bacteriocine, deci ei exercita o actiune inhibitoare fata de microorganismele patogene si cele de alterare.
Genurile Micrococcus si Staphylococcus. Bacteriile apartinand genului Micrococcus sunt sub forma de coci, formand gramezi sau pachete. Pot fi mobile sau imobile, asporogene, Gram-pozitive, chemoorganotrofe cu metabolism respirator sau fermentativ, catalazo-pozitive, aerobe sau facultativ anaerobe. Se pot dezvolta la concentratii mari de NaCl (< 15%). Au activitate de acidifiere, catalazica, proteolitica, lipolitica si reduc azotatii la azotiti. Micrococii mai des intalniti (si utilizati in culturi starter) sunt Microccus aurantiacus si Micrococcus varians.
Speciile de stafilococi coagulazo-negativi, nepatogeni, cu utilizare in fermentatia produselor din carne (sub forma de culturi starter) sunt Staphylococcus carnosus, Staphylococcus xylosus, Staphylococcus simulans. Combinatiile de micrococi si stafilococi (in culturile starter) sunt eficace pentru activitatea azotat-reductazica si catalazica. Staphylococcus carnosus actioneaza mai bine decat micrococii in formarea culorii, reducand azotatii la azotiti si azotitii la NO, chiar in conditii de aciditate ridicata a substratului. Aroma produsului la care este utilizata cultura starter de Staphylococcus carnosus este superioara.
Combinatia L. pentosus + Staphylococcus carnosus se comporta mai bine decat combinatia L.plantarum + Staphylococcus carnosus, deoarece L. pentosus produce mai rapid si mai intens acid lactic in comparatie cu L. plantarum.
Micrococii si stafilococii din microflora spontana a salamurilor si carnatilor cruzi reprezinta initial 105,75 germeni/g si scad in timpul fermentatiei, ajungand la ~ 104,5 germeni/g. La maturarea lenta a salamurilor crude, micrococii au conditii de dezvoltare mai bune, deoarece pH-ul scade mai lent si mai putin la un adaos redus de glucide (~ 0,3% glucoza sau zaharoza). Adaosul de NaNO3 (exprimat ca ~ 300 mg KNO3/kg) favorizeaza dezvoltarea micrococilor care reduc azotatul la azotit. In salamurile crude afumate, micrococii sunt mai afectati decat lactobacilii, fiind mai sensibili la actiunea componentelor din fum si se dezvolta in special in zona marginala a produsului, deoarece necesita oxigen. La maturarea mai rapida a salamurilor si carnatilor cruzi cu adaos de 0,5 - 0,7% zaharoza si glucoza in pasta, precum si 2,6 - 2,8% amestec de sarare care contine azotit, maturarea facandu-se, in primele 2-3 zile, la 22240C, apoi, in urmatoarele 2-3 zile, la 20220C, lactobacilii transforma rapid glucidele in acid lactic, provocand scaderea brusca a pH-ului, astfel incat dezvoltarea celorlalte microorganisme este puternic stanjenita.
Genul Streptomyces. Specia folosita drept cultura starter este Streptomyces griseus senso Hötter, care are capacitatea de a reduce azotatul si azotitul si se dezvolta bine la concentratii de 8% NaCl in domeniul de pH = 5,5 - 8,5. Temperatura optima de crestere este de ~ 300C. Este catalazo-pozitiv, are capacitate proteolitica, dar nu si lipolitica. Nu este patogen. Poate fi asociat cu micrococi si/sau lactobacili. In salamurile crude se insamanteaza la nivel de 5· 103 germeni/g.
Bacteriile Gram-negative. Acestea fac parte din microflora spontana si sunt reprezentate de enterobacterii (Escherichia, Proteus), Pseudomonas si Acinebacter. Bacteriile Gram-negative se gasesc in numar de ~ 103 - 104/g in pasta initiala si se reduc ca numar sau dispar dupa 3 - 7 zile de fermentatie. Pseudomonas si Acinebacter, find strict aerobe, sunt jenate de anaerobioza relativa din salamurile crude. Disparitia acestor microorganisme se datoreaza efectului inhibitor al lactobacililor, acest lucru fiind valabil si pentru enterobacterii care sunt jenate si la aw ≤ 0,95. Enterobacteriile contribuie la acidifierea mediului prin asa-zisa ,,fermentatie mixta a acizilor" (se produc acizi organici cu lant scurt). Enterobacteriile, ca si Pseudomonas si Acinebacter, au activitate proteolitica.
Drojdiile. Drojdiile sunt prezente mai ales la suprafata salamurilor crude, numarul lor fiind nul dupa ~ 20 zile de fermentare. Sunt capabile sa degradeze glucidele, proteinele, lipidele, activitatea lipolitica fiind predominanta, cu contributie in formarea aromei. In general, drojdiile ce se dezvolta la suprafata salamurilor crude sunt drojdii salbatice, dar se folosesc si drojdii selectionate (culturi starter), cum ar fi Debryomyces hansenii care este toleranta la NaCl, nu reduce azotatul si necesita O2 pentru multiplicare. Se dezvolta bine in straturile periferice ale salamului neafumat sau putin afumat. Are capacitatea de a cosuma oxigenul din pasta (stratul superficial) si de a distruge peroxizii formati de bacteriile lactice. De regula, Debaryomyces hansenii se foloseste in amestec cu Staphylococcus carnosus si L. plantarum sau Staphylococcus xylosus si L. sake. Se considera ca prin utilizarea drojdiei Debaryomyces hansenii, produsele capata o aroma cu totul deosebita.
Mucegaiurile. Mucegaiurile banale se pot dezvolta accidental pe suprafata salamurilor si carnatilor cruzi ca urmare a unor conditii improprii de uscare-maturare. Se pot dezvolta mucegaiuri din genul Mucor, Rhizopus, Aspergillus, Penicillium. Pentru salamurile cu mucegai pe membrana se pot utiliza culturi starter de spori proveniti de la Penicillium nalgiovensis, care poate folosi glucidele ca substrat nutritiv, dar are si capacitate proteolitica si lipolitica. Nu are activitate catalazica si nu produce micotoxine. Au fost utilizati si spori de Penicillium expansum cu aceleasi activitati ca si Penicillium nalgiovensis si care nu produce micotoxine daca substratul contine proteine cu sulf (24).
Din cercetarile facute pe diferite tipuri de salamuri acoperite cu mucegai alb, nu s-au pus in evidenta micotoxine la salamurile aflate in diferite faze tehnologice si nici la produsele finite. Chiar atunci cand s-au adaugat micotoxine (acid penicilic) in pasta salamurilor, s-a constatat ca cisteina, glutationul, lizina, arginina, histidina formeaza compusi netoxici cu acidul penicilic. In orice caz, la fabricarea preparatelor din carne crude este necesar sa se foloseasca numai culturi pure de mucegaiuri testate in prealabil din punct de vedere toxicologic. La noi in tara se folosesc spori de Penicillium nalgiovensis si Penicillium expansum, care in conditiile de lucru din fabricile din tara noastra nu produc micotoxine (patulina) .
CAPITOLUL 7 Norme de igiena si protectie a muncii
Importanta igienei
Calitatea produselor si tendinta mereu crescanda pentru imbunatatirea calitatii se realizeaza si printr-o activitate permanenta pentru mentinerea unui nivel ridicat de igiena generala, care se poate realiza prin mentinerea curateniei in timpul lucrului, controlul personalului, masuri de spalare si dezinfectare.
Operatiile de igienizare urmaresc intretinerea in conditii sanitare corespunzatoare a tuturor instalatiilor de productie, de depozitare si anexe din incinta unitatii.
Conditiile necesare intretinerii nivelului ridicat de igiena generala se asigura inca de la faza de proiectare si construire a intreprinderii, prin:
Tot din masurile generale pentru asigurarea calitatii si igienei produsului finit fac parte toate punctele de spalare prevazute pe parcursul procesului tehnologic, incepand cu spalatoarele de maini, sterilizatoarele de cutite si fierastraie, spalatoarele pentru capatani, pentru benzi, carucioare, rastele, carlige, navete, etc. Aceste instalatii fac parte integranta din procesul tehnologic si sunt importante in sustinerea si controlarea igienei in orice unitate de prelucrare a carnii.
Operatiile de igienizare cuprind: spalarea, dezinfectia, dezinsectia si deratizarea. Aceste operatii se executa pe intreg teritoriu unitatii, dupa un plan prestabilit si cu participarea organelor sanitare. Spalarea si dezinfectia se face permanent in incinta, in spatiile de productie, in timpul programului, intre schimburi si la terminarea programului.
Ustensile, scule si utilaje
pentru spalare si dezinfectie
Acestea sunt urmatoarele:
In exteriorul cladirii se folosesc:
Spalarea si curatarea
Spalarea in timpul lucrului se realizeaza de personalul productiv, fiecare la locul sau de munca si de personalul auxiliar special destinat acestui scop.
Pardoseala in sala de taiere sau in alte spatii productive se spala continuu de murdarii, cu apa rece, in timpul desfasurarii procesului de productie.
De asemenea, la mentinerea igienei contribuie evacuarea imediata si totala a subproduselor (sange, picioare, burti, piei, oase, etc.), a confiscatelor si a reziduurilor rezultate din procesul tehnologic.
La sfarsitul schimbului de lucru personalul productiv si auxiliar are datoria sa spele si sa curete locul de munca si utilajele pe care le deserveste.
Tehnica spalarii si a curatirii este urmatoarea:
Dupa remontarea utilajelor si instalatiilor tehnologice se trece la spalarea peretilor faiantati, a usilor, operatia incheindu-se cu spalarea pardoselilor.
Pentru evacuarea aburului si uscarea condensului se pornesc instalatiile de incalzire si ventilatie si cele de conditioanare.
In cazul
utilizarii unui schimb de noapte pentru spalare si
dezinfectie, operatiile de lucru raman aceleasi, cu
mentiunea ca echipa reia operatiile astfel incat sa nu
ramana nici-o suprafasa utila
necuratata. Personalul va lucra sub supravegherea unui
responsabil care va controla permanent activitatea.
Dezinfectia, dezinsectia si
deratizarea
a. Dezinfectia
Operatia
de dezinfectie se realizeaza curent, dupa spalare, prin
clatirea utilajelor, instalatiilor si pardoselilor cu apa
la 83
La indicatia organelor sanitar-veterinare din unitate se face dezinfectia prin pulverizarea cu produse chimice destinate dezinfectiei.
Dupa dezinfectie se face spalarea cu apa, cu scopul indepartarii urmelor de solutie dezinfectanta care ar putea imprima produsului un gust sau miros stain.
In cazuri speciale, cand se constata in abatoare boli cu mare difuzibilitate, sau germeni patogeni rezistensi la spalarea si dezinfectia curenta, se aplica dezinfectia inasprita, conform legislatiei in vigoare, iar organele sanitar-veterinare din unitate verifica prin analize de laborator eficienta procedeului aplicat.
b. Dezinsectia
Dezinsectia are ca scop combaterea mustelor, gandacilor, moliilor, larvelor si acarienilor, in special in perioadele de timp calduros. Pentru aceasta operatie se apeleaza fie la unitati specializate sau se executa cu personalul propriu al unitatii instruit in prealabil de organele abilitate, cu respectarea stricta a prevederilor legale si a normelor de securitate si sanatate in munca.
Dezinsectia se realizeaza prin pulverizarea substantelor respective la locurile de depozitare a gunoielor, lazi de gunoi, closete, vestiare, pereti exteriori, etc. In spatiile tehnologice nu se stropeste cu solutii de dezinsectie.
Combaterea acarienilor in depozitele de maturare a salamurilor crude se face cu respectarea normativului igienic sanitar in vigoare.
c. Deratizarea
Deratizarea se face periodic si atunci cand este necesar. Se executa de personalul specializat sau instruit pentru aceasta, cu respectarea stricta a prevederilor legale si a normelor de securitate si sanatate in munca si sub supravegherea medicului veterinar igienist.
In industria carnii nu se admite deratizarea cu metode biologice sau gaze toxice.
Protectia muncii
Inainte de inceperea lucrului se vor verifica urmatoarele: a) Intregul personal sa aiba efectuat instructajul de prevenire si protectie in domeniul securitatii si sanatatii in munca, astfel : cel introductiv general si la locul de munca de cel putin 8 ore fiecare precum si cel periodic, care se va repeta la intervalul de 1 luna de zile;
b) Personal sa nu fie bolnav, obosit sau sub influenta bauturilor alcoolice si sa fie dotat cu echipamentul de protectie corespunzator lucrarilor ce le are de executat; c) Echipamentul de lucru ( orice masina, aparat, unealta sau instalatie folosita in munca ) sa fie in buna stare de functionmare.
-Examinarea medicala la angajare si periodica
- Dotare cu EIP conform prevederilor HGR 1048/2006
- La lucrarile din industria carnii cu instalatii si utilaje electrice, electricianul executa verificarile zilnice
- Caile de acces din sectiile de productie sunt mentinute in stare buna si sunt prevazute cu marcaje si indicatoar
-Se verifica starea de functionare a instalatiilor de ventilatie
- Sunt afisate la locurile de munca instructiuni tehnice, de exploatare si reglementarile de securitate si sanatate in munca
- Angajatii folositi la operatiile de abordare si contentionare, cunosc regulile ce trebuiesc respectate
-Certificarea ET si existenta instructiunilor de securitate si sanatate in munca si de lucru in limba romana pentru utilajele importate
- In cazul folosirii buteliilor cu gaze lichefiate sau a combustibilului lichid, sunt respectate regulile
- Sunt respectate normele specifice la prelucrarea grasimilor
- La folosirea grasimilor, pe conducta de abur este montat manometru
- Rezervorul intermediar de topire, decantorul centrifugal si separatorul sunt prevazute cu manometru, termometru si ampermetru
Sunt respectate normele specifice la prelucrarea organelor, glandelor, burtilor, matelor, parului, pieilor, sangelui si deseurilor
- Cazanele folosite la oparire sunt prevazute cu hote pentru absorbtia aburului
- Salile de lucru ale subproduselor de abator sunt prevzute cu ventilatie mecanica
- Angajatii care fac operatiile de taiere sunt dotati si poarta EIP
- Cazanele de fiert cu pereti dubli sunt prevazute cu armaturi de siguranta
- Afumatoriile sunt prevazute cu instalatie de ventilatie, iluminat de 24V si lampi portative
-Sectia de fierbere este prevazuta cu instalatie de ventilatie
- Masina cuter folosita la fabricarea salamului are dispozitiv care permite functionarea ei numai cu capacul inchis
- Inainte de inceperea lucrului operatorul verifica buna functionare a instalatiei
Protectia impotriva exploziilor
- La fiecare loc de munca unde exista pericol de incendiu se vor afisa indicatoare de interdictie si instructiuni cu privire la prevenirea si stingerea incendiilor.
-Fumatul si focul deschis nu sunt permise decat in locurile destinate in acest scop.
Protectia impotriva electrocutarii
-La utilizarea echipamentelor tehnice actionate electric si echipamentelor electrice se vor respecta prevederile corespunzatoare din Instructiunile proprii pentru utilizarea energiei electrice in medii normale.
- Inainte de utilizarea echipamentelor tehnice electrice sau actionate electric salariatii sunt obligati sa verifice vizual imposibilitatea atingerii pieselor care se afla normal sub tensiune (sigurante fuzibile, relee etc.) si starea legaturii la centura de impamintare.
- Este interzisa efectuarea de improvizatii la echipamentele tehnice electrice sau actionate electric sau in dispozitivele de alimentare cu energie electrica.
Bibliografie
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
