
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
CUPRINS
TEMA I .
Proiectarea unei sectii de prelucrare a materialului in amestec cu fibre textile si cercetari privind obtinerea materialelor textile neconventionale destinate ca materiale pentru imbracaminte exterioara.
. Introducere . Consideratii generale.
Materialele textile netesute (MTN) sunt obtinute prin procedee neconventionale , diferite de cele clasice de tesere sau tricotare . Ele au la baza un suport textil care este supus unui proces de consolidare , cu sau fara materiale de consolidare. De asemenea , textilele netesute se pot obtine prin consolidare mecanica sau fizico - chimica.
Textilele netesute se pot obtine din suporturi textile din fibre , numit strat fibros. Tendinta de crestere a productie de fibre chimice in comparatie cu fibrele naturale regaseste si in cadrul materialelor textile netesute , in plus, se pune tot mai mult accentul pe utilizarea fibrelor recuperate din materiale refolosibile sau din semifabricate sau resturi ce rezulta in urma unui proces normal de prelucrare a materialelor textile . Prelucrarea neconventionala a fibrelor ce sunt recuperate din astfel de materiale se preteaza cel mai bine in productie de textile netesute.
Straturile fibroase pot avea fibrele orientate pe o singura directie , pe doua directii sau mai multe directii. Straturile fibroase se pot consolida mecanic (intertesere , coasere - tricotare ), fizico - chimic ( cu ajutorul adezivilor) si mixt (mecanic si fizico - chimic).
Astfel se obtin materiale auxiliare pentru imbracaminte ( inlocuitor de canafas , inlocuitor de vatir , vatelina ), filtre , mochete, etc.
Incercarile de laborator pentru stabilirea caracteristicilor fizico - mecanice se efectueaza functie de destinatia produsului si in functie de procedeul de consolidare utilizat.
Astfel, pentru materiale auxiliare utilizate pentru imbracaminte , intereseaza caracteristicile : rigiditate la incovoiere, revenire din sifonare , densitatea aparenta , capacitatea de izolare termica , permeabilitatea la aer , permeabilitatea la vapori , stabilitatea dimensionala , rezistenta la intinderi repetate, contractia la calcat, contractia la spalat, etc.
Pentru clasificarea textilelor neconventionale pot fi stabilite mai multe criterii care tin seama de tipul suportului textil , natura fibrelor din suportul textil , tehnologiile de consolidare , materialele de consolidare , organele de lucru principale in cadrul proceselor de consolidare , sursele sau agentii de consolidare.
Combinand procedeele mecanice cu cele fizico - chimice ( asa numitele procedee mixte de consolidare ) se obtin mochete pentru matlasat , vata pentru tapiterie , fono si termoizolanti ,etc.
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
Marea majoritate a materialelor primite pentru productia de textile neconventionale este constituita din fibre , spre deosebire de tesaturi si tricoturi la care fibrele trebuie transformate in fire.
1.2. Definirea si clasificarea materialelor pentru imbracaminte. Cerinte impuse materialelor pentru imbracaminte.
Imbracamintea este reprezentata de totalitatea produselor realizate pentru acoperirea , infrumusetarea si protejarea corpului uman de o serie de factori externi cu care vine in contact direct.
Materialele care stau la baza produselor de imbracaminte se pot grupa in :
- materiale de baza ;
- materiale secundare ;
- materiale auxiliare;
Materialele de baza sunt constituite din produse textile ( tesaturi , tricoturi) blanuri si produse din piele , si alte materiale.
Materialele secundare sunt captuselile si materialele de intarire.
Materialele auxiliare sunt ata de cusut , furniturile , materialele pentru incheiat precum si pernitele pentru sustinerea produselor de imbracaminte exterioara pe linia umerilor . In grupa materialelor auxiliare pot fi incluse si materialele pentru tehno - prezentare .
Materialele textile obtinute prin procedee neconventionale , diferite de cele clasice de tesere sau tricotare poarta denumirea de TEXTILE NECONVETIONALE .Acestea au la baza un suport textil care este supus unui proces textil deconsolidare .
In figura 1 este prezentata schema generala de obtinere a materialelor textile neconventionale :
FIGURA 1
In figura 2 este prezentata schema de obtinere a textilelor netesute , materiale care au un suport textil numai din fibre numit strat fibros:
Fiugura 2
Structura produselor de imbracaminte difera in functie de destinatie , astfel pentru lenjeria de corp se folosesc in general un singur strat din tricoturi sau tesaturi , la fel pentru bluze , camasi , tricoturi , pulovere , treninguri, halate etc. Sacourile , taioarele , pardesiurile si paltoanele cuprind mai multe straturi care se constituie in materiale de baza (tesaturi , tricoturi , mai putin TTN) asamblate cu materiale secundare si auxiliare si materiale termoizolatoare , in mare pondere din textile neconvetionale.
In figura 3 este prezentat schematic un ansamblu vestimentar constituit din maiou , camasa , pulovere , sacou , palton.
Figura 3
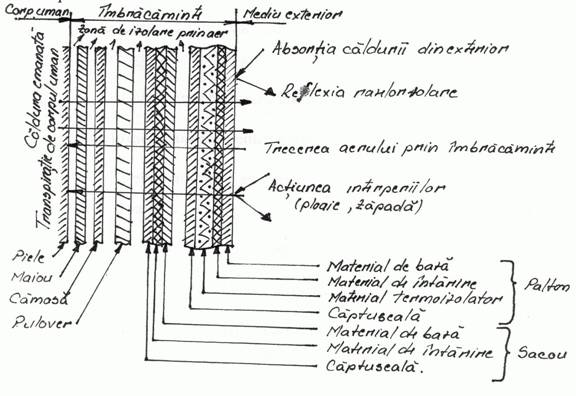
Mentinerea constanta a temperaturii corpului uman in orice conditii climatice si de activitate constituie functia principala a produselor de
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
imbracaminte . Pentru aceasta trebuie corelate trei proprietati de baza a imbracamintei :
- capacitatea de izolare termica (It) , de retinere a caldurii emanate de corpul uman si de transmiterea ei in exterior ;
- capacitatea de aerisire a corpului uman (Pa) , materialele din imbracaminte trebuie sa fie permeabile la aer;
- capacitatea de absorbtie continua a umiditatii (Tt) , asigurandu - se transportul si evaporarea transpiratiei emanate de corpul uman.
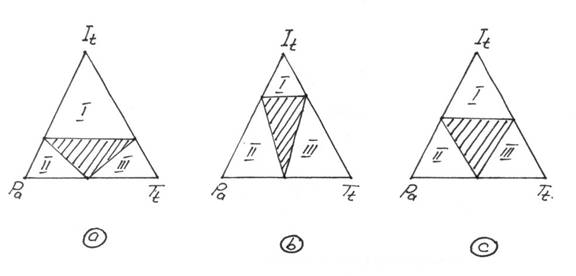
Legatura dintre cele trei proprietati se reprezinta grafic prin triunghiurile fiziologice in figura 4 unde :
a) reprezinta imbracamintea pentru iarna ;
b)reprezinta imbracamintea pentru vara;
c) reprezinta imbracamintea specifica anotimpurilor primavara - toamna ;
I- reprezinta capacitatea de izolare termica;
II- reprezinta permeabilitatea la aer ;
III- reprezinta capacitatea de transport a transpiratiei ;
Figura 4
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
Prelucrarea materialelor textile refolosibile in vederea recuperarii de fibre.
Materialele textile refolosibile ( MTR) , cunoscute si sub denumirea de deseuri textile , provin in primul rand in urma proceselor de prelucrare textila , de , de confectionare , de prelucrare in alte sectoare industriale sau ca urmare a uzurii fizice morale dupa un anumit timp de folosire a produselor textile.
Schema generala a procesului de prelucrare a materialelor textile refolosibile in vederea recuperarii de fibre este prezentata in figura urmatoare :
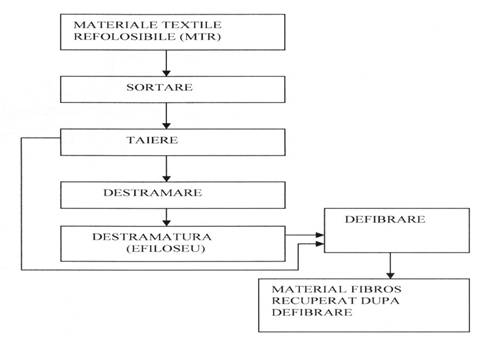
Sortarea materialelor textile refolosibile se face manual in functie de curatire , compozitie fibroasa ,culoarea , tipul materialelor si provenienta acestora.
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
Taierea se aplica materialelor textile refolosibile sub forma de capete de fibre , capete de fasii de materiale textile tesute , tricotate sau textile neconventionale , in scopul reducerii dimensiunilor acestora si pentru o mai buna prelucrare in operatiile de destramare si defibrare ( evitand - se infasurari ale materialelor pe organele de lucru in miscarea de rotatie).
In figura 6 este prezentata schema tehnologica a unei masini de taiat cu cutite rotative.
Fiugura 6
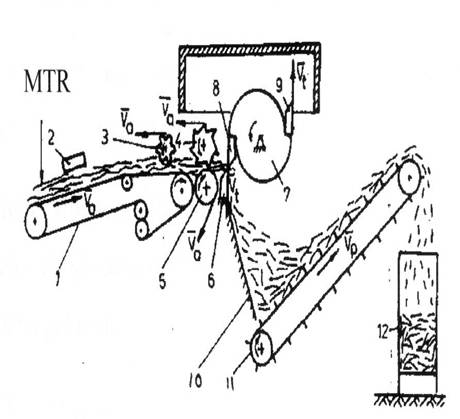
Materialele supuse operatiei de taiere sunt depuse pe banda transportoare 1 , deasupra careia se afla dispozitivul de detectare a
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARI
corpurilor metalice , ce pot fi antrenate , odata cu MTR si de oprire automata a masinii la aparitia acestora .Cilindru 3 subtiaza si uniformizeaza stratul alimentat spre perechea de cilindri 4 si 5 . Taierea materialelor are loc in stare tinuta intre lama fixa 6 si lamele cutitelor mobile 8 si 9 antrenate in miscare de rotatie de blocul rotativ 7.Materialele taiate sunt dirijate de planul inclinat fix 10 spre banda transpotoare urcatoare 11 si de aici apare un containercolector 12.
Masina
este prevazuta cu un dispozitiv de ascutire a lamelor
cutitelor , cu ajutorul unei pietre rotative de polizor.De asemenea
masina permite reglarea vitezei de alimentare ![]() si a vitezei periferice
si a vitezei periferice ![]() a cutitelor de
taiere.
a cutitelor de
taiere.
Intre viteza de alimentare a materialului ![]()
![]() si viteza cutitelor
si viteza cutitelor ![]() si viteza de preluare
si viteza de preluare ![]() a benzii tansportoare
11 exista inegalitatile:
a benzii tansportoare
11 exista inegalitatile:
![]()
![]()
Diferenta dintre viteza cutitelor si viteza de alimentare influenteaza lungimea de taiere.Cu cat diferenta de viteza AV = Vt - Va este mai mare , lungimea de taiere Lt este mai mica.
Materialele textile refolosibile sub forma de petece de tesaturi, tricoturi si textile neconventionale prelucrate initial prin taiere sunt supuse destramarii.Ideal ar fi ca prin destramare sa se obitina recuperarea fibrelor.Paralel cu obtinerea fibrelor recuperate se inregistreaza si bucati de material mici nedestramate si capete de fire nedesfacute pana la nivel de fibre.Pentru ca ponderea fibrelor recuperate prin destramarea MTR sa fie cat mai mare este necesar ca procesul sa se repete la grade de intensitate progresive.
Destramatorul tip Olimpic este prevazut cu doua grupe de destramare.Materialul MTR , alimentat prin buncar este preluat de banda transportoare 1 si dus in zona masei fixe 2 si cilindru de alimentare 3.Sub actiunea tamburului destramator 4 are loc destramarea materialelor in stare tinuta , viteza periferica a tamburului cu cuie de destramare 4 fiind mult mai mare decat viteza de alimentare (viteza periferica a cilindrului3).Scoaterea destramaturii de pe cuiele tamburului 4 este asigurata prin absorbtie pneumatica datorita ventilatorului 6.Destramatura este proiectata pe suprafata laterala a cilindrului sita 5 si transportata spre cilindrii debitori 8 si 9 .Aerul si particulele mici de praf si seama ajung in conducta 7 si de aici sunt conduse spre instalatia de filtrare .Efiloseul E rezultat dupa prima grupa de destramare ajunge pe masa fixa 10 si apoi sub actiunea cilindrului 11 se alimenteaza cel de al H - lea grup de destramare, care actioneaza tamburul 12 cu o turatie si un numar de cuie mult mai mare
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
decat in cazul tamburului 4 . Sub actiunea ventilatorului 14, efiloseul E2 este scos dupa cuiele tamburului 12 si proiectat pe suprafata lterala a cilindrului sita 13 , dupa care perechea de cilindri 16 - 17 il debiteaza spre banda transportoare 18.Aerul impreuna cu particulele fine de praf si scama ajung prin conducta 15 la instalatia de filtrare.Surpusul de material din zonele celor doua grupe de destramare vor fi preluate de benzile transportoare 23 si de aici materialul ajunge din nou pe banda transportoare 1 .
Destramarea este ideala daca se recupereaza in totalitate fibre din MTR fara capete de fire nedefibrate si fara material sub forma de bucati mici nedestramate , intrucat dupa destramare pe langa fibre recuperate se inregistreaza si capete de fibre nedefibrate si bucati mici nedestramate , se recomanda aplicarea operatiei de defibrare.
Fiugura7 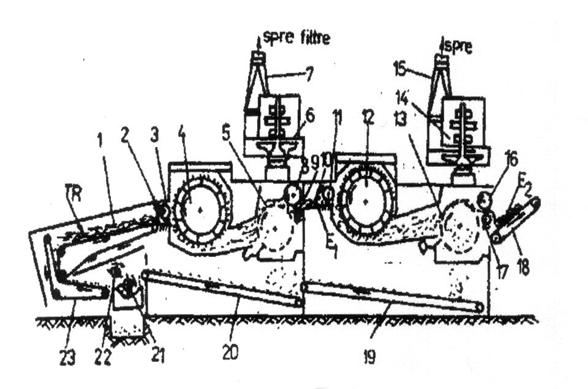
Defibrarea se face cu o carda tip ce poarta denumirea de garneta.In figura 8 este prezentata schema tehnologica a unei carde tip lana compusa din lada de alimentare cu cantar automat A, grup de alkimentare - desfcere B, carda preliminara Csi carda propriu - zisa D.
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
Figura 8
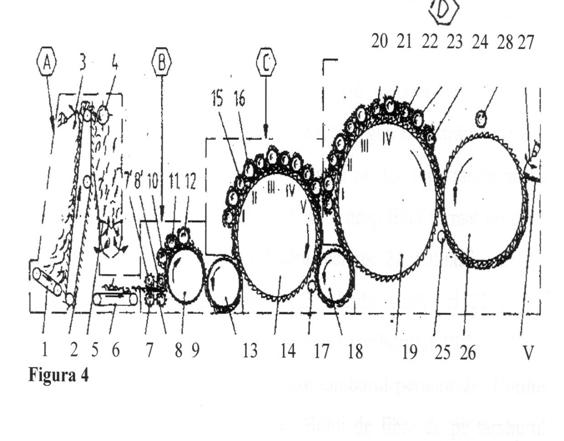
Materialele
supuse defibrarii sunt depuse in zona delimitata de banda
transportoare 1 si banda transportoare inclinata 2
prevazuta cu sipci de lemn si cuie isclinate. Banda
transportoare cu ace 2 urca materialul pe banda spre partea
superioara , surplusul de material fiind intors de catre pieptene
oscilant 3 .Cilindrul cu aripioare 4 detaseaza materialul pe banda
transportoare 6 , iar in continuare , perechile de cilindri 7 si ![]() respectiv 8 si
respectiv 8 si ![]() aduc materialul fibros
in zona de actiune a cilindrului rupator 9. Deasupra cilindrului
rupator 9 sunt plasati cilindrul egalizator 10 , cilindru
intorcator 11 si cilindrul lucrator 12. Cilindru de transport 13
deplaesaza materialul fibros spre tamburul 14 al cardei parliminare
in care sunt plasate grupele de cardare III, IV si V, fiecare grup fiind
format dintr- un cilindru intorcator 15 si un cilindru lucrator
16.
aduc materialul fibros
in zona de actiune a cilindrului rupator 9. Deasupra cilindrului
rupator 9 sunt plasati cilindrul egalizator 10 , cilindru
intorcator 11 si cilindrul lucrator 12. Cilindru de transport 13
deplaesaza materialul fibros spre tamburul 14 al cardei parliminare
in care sunt plasate grupele de cardare III, IV si V, fiecare grup fiind
format dintr- un cilindru intorcator 15 si un cilindru lucrator
16.
Cilindru de transport 18 deplaseaza materialul fibros spre tamburul principal 19 cu o garnitura rigida gen ferastrau mult mai fina decat cea a tamburului 14. Cardarea are loc intre tamburul 19 si grupele de
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
carde I, II, III si IV , fiecare grup fiind format dintr - un cilindru intorcator 20 si un cilindru lucrator 21. Cilindru fugator 23 prevazut in fata si spate cu 2 cilindri curatitori 22 si 24 , desprinde materialul fibros din garnitura tamburului 19 in vederea preluarii valului de fibre V de catre tamburul perietor 26.Cutitul oscilant 27, realizeaza detasarea valului de fibre de pe tamburul perietor 26.Carda mai este prevazuta si cu cilindri curatitori 17,25 si 28.
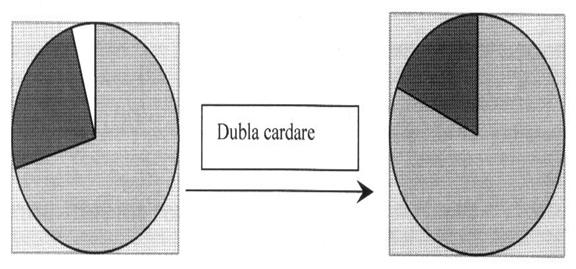
Caracterizarea materialelor rezultate dupa operatiile de destramare , amestecare a fibrelor PES declasate si dubla cardare este ilustrata de procentele de capete de fire nedefibrate si fibre recuperate in amestec cu fibre PES declasate care sunt reprezentate in urmatoarea figura:
Micsorarea procentului de capete de fire nedefibrate dupa dubla cardare a amestecului destramatura - fibre declasate :
a)destramatura + fibre declasate;
b)materialul fibros dupa dubla cardare;
Fiugura 9
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
1.4. Alegerea utilajului .
.Pregatirea patului de amestec, lupuit
a)tip de utilaj: lup de amestec, tip AMIT
b)catacteristicile tehnice si de gabarit :
- alimentare automata;
- capacitatea de productie pana la 850 kilograme la ora funcsie de material;
- latimea de lucru : 1 000 mm
- gabarit : - lungimea : 3 800 mm;
- latimea : 1 850 mm;
- inaltimea: 1 753 m;
- masa neta : 3 750 kg;
- putere instalata: 17,2 Kw;
c) caracteristicile functionale si constructive:
- tamburul principal:
- diametrul maxim peste colti 1206 mm
- latimea 1200 mm;
- turatie: 246 rot/min;
- viteza periferica: 970m/min;
- diametru maxim peste cuie :660 mm
- lungime: 1190 mm
- turatie: 712 rot/min
- viteza periferica: 1476,6 m/min
- banda de alimentare:
- latime: 1070 mm
- viteza de avans 5,23 m/min
- diametrul cilindrilor 65 mm
-cilindrul alimentator inferir si superior:
- diametrul peste dinti: 214 mm
- lungimea utila: 1016 mm
- turatia: 19,22 rot/min
- viteza periferica: 13 m/min
-cilindrii curatitori si incarcatori:
- diametrul peste dinti: 216 mm
- lungimea utila: 1080 mm
- turatia: 16,3 rot/min
- viteza periferica: 11,8 m/min
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARI
2. Control interfazic:
Se refera la compozitia fibrelor STAS 9833/81, fiecare pat de amestec, concentratia solutiei de antistatizare conform STAS 87868/86, cantitatea de antistatizare pe fibra.
3. Camera de odihna:
- capacitatea camerei: 1000 kg
- timpul de odihna: 6-24 ore
4. Cardare:
a) tip utilaj: Carda Nicovala
b) caracteristicile tehnice si de gabarit:
- latimea de lucru: 2000 mm
- viteza de debitare: 65 m/min
-dimensiuni:
- lungimea zonei de debitare: 2300 mm
- lungime carda: 8300 mm
- productia cardei: 11500 m/8 h
Carda este dotata cu cantar automat si lada de alimentare. Balanta este comandata electromagnetic. Semnalizarea luminoasa si acustica asigura o corectie rapida a tuturor defectelor de functionare ale lazii de alimentare.
Viteza cilindrilor de alimentare poate fi reglata intre orice limita functie de capacitate.
Garniturile tamburului, ale lucratorilor, intorcatorilor, avantrenului, sunt rigide asigurandu-se o cardare intensa. Latimea valului este reglabila intre 900-2500 mm si masa acestuia variaza intre 50-150 kg/m2 in functie de materia prima.
c) caracteristicile functionale si constructive:
Viteza lucratorilor atat in avantren cat si la carda propriu zisa se regleaza de la IV la I pentru intensificarea cardei.
Viteza periferica acilindrului perietor este de 65 m/min.
Ecartamentul la carda propriu zisa:
- intre tambur si cilindrii incarcatori: l, 2, 3, 4, 5 este de: 0,6; 0,6; 0,55; 0,5 si 0,4 mm.
- intre cilindrii lucratori si cilindrul intermediar mare: 0,5 mm.
- intre tambur si fugator eacartamentul se alege astfel incat garnitura rugatorului sa sterarga pe generatoarea tamburului o banda hasurata cu creta pe o latime de 10-20mm.
- intre tambur si curatitorul interior al rugatorului: 0,5mm.
- intre perietor si tambur: 0,4mm.
- intre peneturi si pieptenele oscilant: 0,3mm.
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
Pierderi la operatia de cardare: 4%
5. Control interfazic:
Se verifica:
- ecartamentul la avantren si coarda propriu zisa la pornirea masinii, conform parametrilor din caietul de sarcini.
- viteza la masina se verifica cu tahometrul.
- masa pe m2 a paturei fibroase conform STAS-ului din ora in ora.
6. Plierea:
a) tipul de utilaj: -masina de pliat cu carucioare.
b) caracteristici tehnice si de gabarit:
- viteza maxima de alimentare: pana la 90 m/min;
- viteza de pliere: pana la 4,9 m/min;
- lungimea 4000 mm;
-latimea 2400 mm;
-lungimea benzii de transport: Itp=3000 mm;
7. Intertesere:
a) tipul de utilaj: masina de intertesere;
b) caracteristici tehnice si de gabarit:
- viteza de alimentare: 3,2 m/min;
- viteza de tragere: 4 m/min;
- viteza de reglare: 4 m/min;
- numarul de impunsaturi/ 1cm2;
- lungimea 2m;
- latimea 2,2 m;
- numarul de batai/min: 180 cicluri/min.
1.5 Calculul capacitatii de productie a utilajelor
1.Calculul productiei teoretice:
Productia in m/h : P = Vr x T [m/h];
P =1.8 x 60 =108[m/h]
Unde : V =viteza de rolare [ m/min];
T = timpul de rolare [ min];
Productia in [m2/h]: Pt =Vr x T x ISF [m2/h]
Pt = 1.8 x 60 x 1.5 =162[m2/h];
Unde :ISF=latimea stratului fibros [m];
Productia in [Kg/h]: Pt=Pt [m2/h] x M 10-3 [Kg/h];
Pt=162 x 222.81 x 10-3=36.09[Kg/h];
Unde : M= masa materialului netesut , [g/m2];
2.Calculul productiei practice:
Pp=Ptx ![]()
Unde : Pt = productia teoretica;
![]() = 0.8 , randanentul masinii;
= 0.8 , randanentul masinii;
Pp[m/h] = 108 x 0.8 =86.4[m/h];
Pp[m2/h] =162 x 0.8 =129.6 [m2/h];
Pp[Kg/h] = 36.09 x 0.8 =28.87 [Kg/h];
3.Alegerea numarului de linii tehnologice :
N1=2
4.Stabilirea productiei practice totale:
Ppt=PP[Kg/h] x N1;
Ppt=28.87 x 2 =57.74[Kg/h];
1.6. Stabilirea necesarului de materii prime
Necesarul de materii prime se calculeaza tinand cont de productiile utilajelor , de pierderi si de capacitatea de productie calculata. Pierderile pe faze tehnologice sunt :
- la destramare - defibrere : 0.15 %;
- la cardare - pliere -intertesere : 0.05 %;
Necesarul de naterii prime :
Nmp= Ppt + p x Ppt [Kg/h] ;
Nmp= 57.74 + 0.15 x 57.74 =66.4 [Kg/h];
Capacitatea sectiei :
Q[Kg/8h]=8 x Pt [Kg/h] x ![]() x N1 ;
x N1 ;
Q[Kg/8h] = 8 x 36.09 x 0.8 x 2 =461.9 [Kg/8h];
Q[Kg/an] = Q]Kg/8h] x N1 x nr. de zile lucratoare/an;
Q[Kg/an]= 461.9 x 2 250 x =230 976
Q[t/an] = 230.976[t/an].
1.7. Stabilirea necesarului de forta de munca
Stabilirea numarului de personal direct productiv si auxiliar se face tinand cont de specificul intre pierderi de nivel tehnic al utilajelor, de calitate a materiei prime si auxiliare, precum si normele medii de deservire.
Norma de deservire sau zona de deservire se refera la locul de munca delimitat prin dimensiuni sau inzestrarea lui, in care un executiv isi exercita atributiile si sarciniile de munca.
TABELUL 1
|
Tipul |
Numarul de utilaje |
Persoane |
Total |
|
Lup amestec | |||
|
Carda | |||
|
Masina de pliat | |||
|
Masina de intertesere |
Personal auxiliar:
- 1 maistru;
- 1 inginer;
- 2 mecanici de intretinere;
- 1 muncitor control CTC;
- 2 muncitori necalificati.
1.8. Stabilirea normelor de protectie a muncii, de paza si stingere a incendiilor
Masuri de protectie a muncii in laborator se asigura atat pentru personalul angajat al laboratorului cat si pentru toti studentii care efectueaza ore de laborator, practica productiva.
Este obligatoriu in laborator si in sectii, purtarea echipamentului de protectie. Se interzice cu desavirsire fumatul.
La fiecare agregat, utilaj si in laborator cu instalatii si aparate, sunt afisate instructiuni de lucru pentru prevenirea accidentelor de munca.
Cardele preyinta pomituri rigide pe organele de lucru sau garnituri elastice care, in miscare prezinta pericol de accidente in zona transmisiilor mecanice, zona de lucru a cutitului oscilant detasor de val.
La masina de pliat prezinta pericol de accidentare, zona de lucru a benzilor tansportoare si transmisiile mecanice, zona in care cilindrul de frecare apasa materialul consolidat pe cilindrul de tragere.
Pentru toate masinile si agregatele a fost prevazut aparatori de protectie. In timpul functionarii masinii se interzice desfacerea aparatorilor de protectie. Efectuarea operatiei de curatare si trecerea valului debitat de carda spre masina de pliat se face numai cu ajutorul unei sipci de lemn fara ca aceasta sa atinga cilindrul perietor al cardei sau cutitul oscilant.
Materialele fibroase fiind usor inflamabile se interzice introducerea in statie a unor surse generatoare de foc existand pericol de incendiu, la infundarea materialului fibros prelucrat pe carda. Sunt prevazute dispozitive de stingere a incendiilor.
Instalatia de ventilatie si conditionare din sectie va fi manevrata numai de catre personalul calificat si instruit special.
1.9. Amplasarea utilajelor si calculul suprafetei de productie
Amplasarea utilajelor influienteaza desafasurarea procesului tehnologic si organizarea corecta a transportuluzi materialului intre faze.
Amplasarea utilajelor se face in functie de pozitionarea unui depozit pentru materii prime, dimensionat pentru rezerva necesara unei durate de 30 zile si de pozitionarea unui depozit de produse finite dimensionat pentru depozitarea pe o perioada de 10 zile.
Cladirea destinata unor sectii de realizare amaterialului teztil se caracterizeaza prin:
- grosimea zidurilor mazim 50 cm;
- ferestrele plasate intre stalpii cladirii avand lungimea unui multiplu 1-1,5 metri;
Amplasarea utilajelor este influentata de deschiderea inter stalpii de sustinere ai cladirii care va fi de 6 m sau 12 m.
Criteriile ce stau la baza amplasarii utilajelor sunt:
-se recomanda utilajelor o distanta intre ele de 3-3,5 m;
-este necesara asigurarea spatiilor corespunzatoare in cazul utilajelor prevazute cu usi de deschidere.
Stabilirea suprafetelor de productie se face in functie de suprafata utilajelor si cele ale depozitelor de materii prime si de materii finite.
Materia prima este primita sub forma de baloti de dimensiuni 1x1, 5x1,3 m si greutatea de 250 kg. Balotii se stivuiesc cate doi pe gratar de lemn cu inaltimea de 1,3 m.
Produsul se prezinta sub forma de valuri cu lungimea de 40-50 m, inaltime de 1,7 m ti diametrul de 0,5 m. Rezerva pentru care este dimensionat depozitul de materii finite este de 10 zile.
Calculul de materii prime:
Sstoc=Pp(kg/zi)x30 zile:
Unde: Sstoc= reprezinta stocul de vmaterii prime;
Sstoc= 354,176302=21250,56[kg /30 zile];
Suprafata magaziei se calculeaza cu formula:
Sm=
Unde: G= reprezinta masa unui balot, G=250 kg;
S= suprafata unui balot, S= 1x1,5=1,5 m2;
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
n= numarul balotilor din stiva, n=2;
k= coeficientul de utilizare al spatiului, k= 0,75;
k2= coeficientul de utilizare al spatiului de manipulare, k2= 0,65;
Sm=
Sm 131 [m2]
Calculul suprafetei depozitului de produse finite:
Sstoc=354,176x2x10= 7083,52 [m2]
Greutatea unui sul de produs finit:
G=M[g/m2] x Lm x lm x lo-3 [kg];
G= 170,08 x 50 x 1,5 x 10-3= 12,81 [kg]
Suprafata sulului se calculeaza cu relatia:
S= 2 x П x R x h [m2]
S= 2 x 3,14 x 0,5/2 x 1,5 =2,355[m2]
Suprafata depozitului se calculeaza cu relatia:
Sd=
Sd= 2004[m2]
Suprafata totala a depozitului de materie prima si produse finite:
St= Sm + Sd [m2];
St= 283+2004=2287[m2]
1.10. Stabilirea costului de productie
Pentru activitatea oricarei firme trebuie efectuata o analiza economica. Metodele specifice de analiza economica se circumscriu celor doua loturi ale analizei: cantitativa si calitativa.
Analiza cheltuieliler este o analiza de tip cantitativa.
1. Costuri cu materii prime:
Compozitia materialului netesut - filtrant este urmatoarea:
- 50% fibre recuperate din MTR;
- 50% fibre PES.
mi = Cs x Pk[lei/kg]
Unde:
Cs = consumul specific;
Pk = pretul unitar al materiei prime;
m1 = 1,55000 x 0,5 =3750 [lei/kg]; (material fibre MTR);
m2 = 1,04 - 27750 x 0,5 - 14430 [lei/kg]; (material fibre PES);
mt = m1 + m2 [lei/kg]; (material);
mt = 3750 + 14430 = 18180 [lei/kg] (material)
2. Costuri cu materiale auxiliare:
- sfoara pentru legat:
ma = Cs x Pk [lei/kg] ;
unde :Pk =pretul unitar al materiei prime;
ma =0.05 x 800 =40[lei/kg];
3.Total costuri cu materiale:
C1 =mt + ma[lei/kg];(material);
C1 = 18180 + 40 =18220[lei/kg];
4.Costuri cu salarii directe :
Sd =![]() [LEI/KG] ;
[LEI/KG] ;
![]() [lei/Kg];
[lei/Kg];
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
unde : Sdi = salarii directe pe fiecare faza tehnologica;
|
Faza tehnologica |
Norma de timp TPi [N/Kg] |
Tarif orar T [lei/h] |
Salarii directe C t f |
|
Cardare | |||
|
Pliere | |||
|
Intertesere |
5. Taxe :
S`d = 30% x Sd,[lei/Kg];
S`d = 30 % x 495 = 148,5[lei/Kg];
6.Totalul costurilor directe :
C2 = Sd + S,d [lei/ Kg]
![]()
7.Totalul costurilor directe:
![]()
8. Costuri cu intretinerea si functionarea utilajelor
Cifu = Ktfu x c2 [lei/Kg]
Ctfu = 0,9 x 643,5 =579,15 [lei/Kg]
Kifu =0,9;
9.Costuri generale ale sectiei :
10.Costuri generale ale intreprinderii:
Universitatea din Oradea
FACULTATEA DE TEXTILE - PIELARIE
11.Costuri indirecte :
![]()
12.Costuri de productie
![]()
13.Beneficiu:
b=15% x c5,[lei/Kg];
b=15% x 20080,975=3012,146[lei/Kg];
14.Preturi de productie :
p =c+b [lei/Kg];
c=c5;
p=20080,975+3012,146=23093,121 [lei/Kg];
15.Profit anual :
QANUAL=Q/8hx 2 schimburi/zi x 21 zile/luna x 12luni/an ;[Kg/an];
QANUAL=354,176 x 2 x21 x12 =178504,704 [Kg/an];
Bi=QANUAL x bi ; [lei/an];
Bi=178504,704 x 3012,146=537682230,1]lei/an];
Bi=53,76 x 107 [lei/an];
16.Cifra de afaceri:
CA=QANUAL x p [lei/an];
CA=178504,704 x 23093,121 =412,22 x 107 [lei/an];
1.11.Concluzii generale
Matrialul textil netesut pentru imbracaminte este realizat din fibnre PES , ca fibre la prima intrbuintare , de culoare alba cu densitatea de lungime 6 den si lungimea de taiere 60 mm in proportie de 50 % si fibre recuperate din materiale textile refolosibile in proportie de 50 %.
In vederea obtinerii materialului textil netesut s-a realizat o prelucrare in flux continuu pe un agragat de cardare -pliere-intertesere.
Dupa prima intertesere, materialul s-a dublat si apoi s-a efectuat o a doua intertesere pentru a creste rezistenta , uniformitatea , si grosimea materialului necesare in functie de destinatia acestuia.
Masa pe unitate de suprafata M = 222.81[g/m2] , grosimea materialului d =5.872 [mm] , densitatea aparenta y =38.28[Kg/m3], iar coeficientii de variatie a acestor marimi sunt relativi mici datorita dublarii materialului si efectuarii unei a doua intertesere .
Deoarece materialul are o grosime relativ mare , comportarea la solicitari statice de compresiune este buna.
Rezistenta la compresiune :![]() =24.81%
=24.81%
Permeabilitatea la vapori este acceptabila pentru produse vestimentare :
Pv=21.25%
Permeabilitatea la aer se situeaza intre limitele acceptabile pentru produsele de imbracaminte :
Pa=7.72...77.2.
Coeficientul de conductibilitate termica este K-0.159
[Kcal/mxhx![]() ].
].
Ca urmare a acestor valori putem afirma ca destinatia propusa, materialului textil netesut pentru imbracaminte este buna.
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |