1.1 Scurt istoric al societatii comerciale S.C. AUTOMOBILE DACIA S.A.:
În anul 1966 prin
Hotarirea Consiliului de Ministrii numarul 2004/ 16 septembrie
1966 s-a stabilit amplasarea Uzinei de Autoturisme
În anul 1967 debuteaza primele lucrari de constructie ale acestei uzine iar in anul 1968 Guvernul Romaniei a semnat contractul de cooperare cu REGIA RENAULT din FRANTA pe baza ofertei de licenta pentru fabricarea autoturismelor. Constructia uzinei a parcurs 4 etape de integrare a fabricatiei de autoturisme si cooperarea cu Renault s-a incheiat in 1978 cand echipa de specialisti din Franta au parasit uzina. Întrucat deja se formase un colectiv romanesc bine pregatit si se asimilasera apropae toate piesele si agregatele din care se compunea autoturismul DACIA.
Rezultatul acestei cooperari s-a concretizat la 20 august 1968 prin inaugurarea Uzinei de Autoturisme Pitesti-Colibasi astfel pornind pe drumurile tarii primul autoturism Renault 8 denumit DACIA 1100 fabricat in Romania.
Uzina de Autoturisme Pitesti-Colibasi este primul constructor roman de automobile. Ea a realizat 2030 autoturisme in anul 1968 avand 2400 salariati, 12.668 autoturisme in anul 1969, 16.250 autoturisme in anul 1970 avand 7760 salariati si 20.500 autoturisme in 1971.
În anul 1969 la 25 iunie Uzina de Autoturisme Pitesti-Colibasi a fuzionat cu Uzina de piese auto Colibasi. Tot in acest an la 2 octombrie se introduce in productia de serie si noul tip de autoturism RENAULT 12 denumit DACIA 1300 .
Din anul 1967 pana in
anul 1971 investitia realizata
Din anul 1978 Dacia continua singura fabricarea modelelor noi: Dacia1304 Drop-Side(1983), Dacia 1320 (1988), Dacia 1304 King-Cab(1989).
În anul 1991 prin Legea 58 au fost
stabilite elementele initiale ale procesului de privatizare a Uzinei de
Autoturisme Pitesti-Colibasi. Dosarul de privatizare a fost prezentat
La S.C. Automobile Dacia statul detinea 50,96 % din capitalul social iar 49,04 % din capital era detinut de actionarii romani, persoane fizice si juridice. Astfel societatea devine unitate economica independenta cu personalitate juridica si avand cont in banca BCR.
În 1992 au fost lansate in fabricare Dacia 1307 si 1309 Double-Cab.
În 1995 Societatea Automobile Dacia SA se restructureaza in Societate cu 7 filiale si lanseaza un produs nou Dacia Nova.
În 1998 obtine certificare Sistem Management Calitate(SMQ) conform ISO 9001 :2000 acordat de Registrul Auto Roman (RAR) urmand ca in 2004 acesta sa se reinnoiasca.
Prin H.G. 524 la
29 septembrie 1999 Concernul Renault a cumparat 51% din capitalul social
Dacia de
La sfarsitul lunii iunie 1999 in proprietatea Renault se afla 73,29 % din capital.
În 2000 Renault a obtinut 80,14% din capital si lanseaza Dacia SupeRNova, vehicul dotat cu GMP Renault.
În mai 2001 Renault obtine 92,72% din capital si Dacia s-a alaturat Aliantei Renault -Nissan.
În 2002 S.C. Automobile Dacia S.A. lanseaza gama Pick Up Diesel (vehicul dotat cu motor F8Q Renault), urmand ca in 2003 sa lanseze Solenza. Tot in acest an Renault obtine 99% din capitalul Daciei ca urmare a unei oferte publice.
În 2004 la 21 iulie se opreste
fabricatia Daciei Berlina si Break la un total de 1.959.730
exemplare iar la 9 septembrie se lanseaza autoturismul Logan conceput
În 2005 Renault ajunge sa detina 99,43% din capitalul societatii in valoare de 2.544.758.267 RON si restul de 0,57% fiind in proprietatea actionarilor romani tot in acest an incepe comercializarea Loganului cu motor Diesel.
De la privatizare, instalatia
industriala a uzinei Dacia a cunoscut un proces complet de modernizare. Cu
o investitie de 489 de milioane de euro, uzina de
Dacia afiseaza pe deplin
apartenenta
Sediul, scopul, obiectul de activitate si obiectivele S.C. Automobile DACIA S.A
Sediul S.C. AUTOMOBILE DACIA S.A
Sediul social se afla in
Orasul Mioveni, str Uzinei nr 1-3 , jud. Arges, la
Uzina ocupa
Scopul societatii
Scopul de infiintare a societatii comerciale este industrializarea, modificarea, fabricarea, comercializarea automobilelor marca DACIA si a serviciilor post vanzare, precum si a organelor mecanice (motoare, cutii viteza, transmisii) a pieselor detasate (de schimb) in tara si in strainatate care sunt conforme cu legislatia si cu caietele de sarcini stabilite de DACIA/RENAULT.
Obiectul de activitate al societatii
Obiectul de activitate este diversificat si consta in:
Ø Producerea si comercializarea autoturismului Logan
in 4 versiuni Preference, Ambiance, Laureate si Ambition ce dispun
de trei grupuri moto-propulsoare Renault de
Ø Producerea si comercializarea autoturismelor Pick-up, Drop-side, Double Cab si King-Cab cu motor F8Q si Diesel si cu cele 3 tipuri de transmisie (Tractiune, Propulsie si 4X4);
Ø Producerea si comercializarea colectiilor Comp Knock Down(CKD) prin Centrul CKD Mioveni;
Ø Producerea si comercializarea pieselor detasate (de schimb) prin Centrul de Piese Schimb Pitesti;
Ø Activitati de service auto ale Retelei de Service Dacia;
Ø Efectuarea operatiunilor de comert exterior.
Situatia societatii din 2005
În 2005 succesul modelului Logan a permis ca Dacia sa realizeze cele mai mari vanzari din istoria sa. Marca Dacia isi consolideaza astfel pozitia de lider in Romania cu 113.276 unitati vandute atingand astfel o cota de piata de 45% si se afirma tot mai puternic pe plan international.
Dacia a vandut la export 50.623 automobile, ceea ce inseamna mai mult decat triplu fata de cele 16.306 unitati livrate in 2004 adica s-a inregistrat o crestere cu 210%. Vanzarilor de vehicule marca Dacia li s-a adaugat, in 2005, un numar de aproape 30.000 de colectii Comp Knock Down(CKD) care au fost expediate catre uzinele de asamblare a modelului Logan din Rusia, Maroc si Columbia.
În total au fost livrate 163.899 de vehicule Dacia, dintre care 143.241 vehicule de persoane si 20.658 vehicule utilitare. Acest rezultat marcheaza o crestere de 70% fata de cele 96.319 unitati comercializate in 2004.
Vanzarile modelului Logan s-au ridicat la 43.793 unitati, din care 16.262 unitati in Europa Centrala, 13.719 unitati in Europa Occidentala, si 6.473 unitati in Africa si Orientul Mijlociu.
În clasamentul celor 38 de
tari in care Dacia exporta, prima pozitie este
detinuta de Franta, in care au fost inmatriculate
in numai sase luni aproape 9.800 de automobile Logan. Locul secund este
ocupat de Turcia, cu 8.334 unitati vandute. Pe pozitia a
treia in acest clasament se afla Serbia si Muntenegru ,
tara in care Logan a fost declarata "Masina Anului
Obiectivele societatii
Societatea si-a propus sa faca si mai recunoscuta identitatea marcii Dacia (internationalizarea):
- Sa fie mai competitiva pe piata de autoturisme prin calitate, costuri si termene;
- Sa demareze Proiectul 60 autoturisme pe ora;
Sa investeasca 350 de milioane de euro pentru dezvoltarea Logan;
Sa comercializeze Loganul Break si Loganul Furgon;
- Sa coopereze cu 42 de furnizori de prim rang (calificativ obtinut conform calitatii produselor furnizate);
- Sa infiinteze 5 fabrici de productie Logan pana in anul 2007;
- Sa se produca anual peste 700000 de Loganuri din 2010, proiect care se inscrie in strategia de dezvoltare internationala a Grupului Renault.
Evolutia autoturismelor in S.C. AUTOMOBILE DACIA S.A.
Constructia Uzinei de
Autovehicule Dacia a inceput in anul 1966

Fig. 1.3.1 Dacia 1100

Fig. 1.3.2 Dacia 1300 - BERLINA si BREAK
Între anii 1970-1980 Uzina Dacia a dezvoltat un model utilitar si unul sanitar, continuand in paralel si productia autoturismelor BERLINA si BREAK.


Fig. 1.3.3 Utilitarele Dacia - Camioneta si Autosanitara
În anul 1978 Uzina Dacia se desparte de concernul francez Renault si continua autonom productia de autoturisme derivate din gama Renault.
Fig. 1.3.4 Diverse modele Dacia dezvoltate intre anii 1980-1990 BRASOVIA, BERLINA si BREAK
Fig. 1.3.5 Diverse modele Dacia dezvoltate
intre anii 1990-1995
Anul 1995 e marcat de lansarea primului autoturism de conceptie 100% romaneasca: Dacia Nova.
 Fig. 1.3.6 Dacia R 523 Nova
Fig. 1.3.6 Dacia R 523 Nova
La 2 iulie 1999 se semneaza contractul de privatizare al Societatii Automobile Dacia, iar Renault devine actionar majoritar.
În anul 2000 se lanseaza autoturismul Dacia Super-Nova o varianta imbunatatita a Daciei Nova.

Fig. 1.3.7 Dacia Super-Nova
În anul 2002 se produce lansarea autovehicolului utilitar Dacia Pick-up Diesel cu cele trei tipuri de caroserie deja existente: pick-up, drop-side si dubla cabina, dar cu motor F8Q Renault



Fig. 1.3.8 Diferitele modele Dacia Pick-up
În anul 2003 se
lanseaza Dacia Solenza, o varianta a autoturismului Dacia SuperNova,
dar cu un aspect exterior si interior mult
imbunatatite, cu motorizari de

Fig.1.6.9 Dacia SOLENZA
În urmatoarea imagine am prezentat toate modelele concepute si construite de uzina Dacia de la Colibsi din perioada 1968 - 2004.

Fig.1.6.10

În vara anului 2004 sa lansat noul model de
autoturism Dacia, cunoscut sub numele de proiect L90.
Fig. 1.6.11 Dacia - LOGAN
Un concept nou al uzinei DACIA-RENAULT in anul 2007 este modelul LOGAN break si derivatele din acest proiect cum ar fii si furgoneta cu 2 locuri.

Fig.1.6.12.Logan break Steppe
În urmatoarea imagine am prezentat toate modelele lansate de Dacia in colaborare cu Renault dupa anul 2004 pana in prezent.

Fig.1.6.13
Evolutia investitiilor si a vanzarilor intre anii 2000 - 2009
În urmatorul grafic se prezinta situatia investitiilor intre anii 2000 - 2009 la nivelul uzinei Dacia si separat nivelul investitiilor la nivelul Uzinei Vehicule Dacia.

Fig. 1.6.14
Urmatorul grafic prezinta evolutia vanzarilor de autoturisme intre anii 2000 - 2009, graficul fiind intocmit pentru a evidentia diferenta clara care a avut loc intre importurile si exporturile de automobile intre anii precizati mai sus.
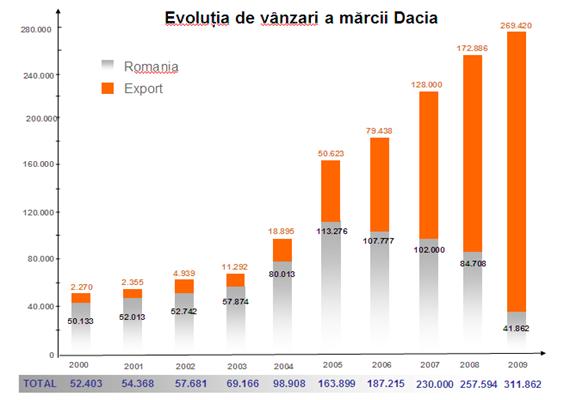
Fig. 1.6.15
Analizand cele doua grafice se observa ca odata cu cresterea investitiilor au crescut si vanzarile, adica in anul 2000 s-au investit cca. 10 mil euro la nivelul Uzinei Dacia din care cca. 5,5 mil euro au mers catre modernizarea Uzinei Vehicule Dacia din care fac parte sectiile: presaj, caroserie, vopsitorie si montaj fapt pentru care in anul 2000 Uzina Dacia a vandut 52.403 automobile din care 50.133 pe plan intern si 2.270 pe plan extern.
Dupa cum se observa Renaultul investeste in anul 2001 de 6 ori mai mult decat in anul precedent, adica 60 mil euro, cu speranta de a vinde mai mult. Se observa din fig 1.6.14 ca au fost alocati din bugetul de investitii mai mult de 50% din suma pentru modernizarea Uzinei Vehicule Dacia, uzina pe care se pune foarte mare accent cand vine vorba de investitii aceasta fiind "motorul" uzinei de la Colibasi. Ca urmare a acestor investitii in anul 2001 Dacia reuseste sa vanda 54.368 automobile, cu 1965 automobile mai mult decat in anul precedent. Din cele 54.368 automobile realizate de cei de la Dacia in 2001, 2.355 merg la export si 52.013 raman in Romania.
În anul 2002 francezii investesc in uzina de la Colibasi inca 87 mil euro, din care 61,7 mil euro in Uzina Vehicule Dacia. În acest an vanzarile cresc pana la 57.681 automobile dintre care 4.939 exportate si 52.742 ramanand in import. Observam ca in anul 2002 exporturile cresc cu 50% fata de anul precedent.
În 2003 la Dacia se investesc 150 mil euro, aproape dublu fata anul precedent. Din aceasta suma, francezii investesc mai mult de jumate (97,6 mil euro) in Uzina Vehicule Dacia. În ceea ce priveste vanzarea de automobile in anul 2003 creste cu 11485 automobile fata de anul 2002.
Anul 2004 aduce investitii de 139 mil euro in Uzina Dacia, mai putin cu 11 mil euro decat in anul 2003. În cadrul Uzinei Vehicule Dacia s-au investit 60.4 mil euro, mai putin cu 37.2 mil euro decat in anul 2003. Cu toate ca investisiile au fost mai mici in anul 2004 vanzarile au crescut cu 29.742 automobile fata de anul precedent, deci in anul 2004 Dacia a vandut 98.908 automobile din care au dat catre export 18.895 si restul de 80.013 au fost vandute in Romania.
În anul 2005 investitiile au fost in cuantum de 161 mil euro din care 81,1 mil euro s-au investit in Uzina Vehicule Dacia. Observam o crestere a investitiilor fata de anul precedent cu 22 mil euro. Vanzarile au crescut spectaculos in anul 2005 ajungand la 163.899 automobile cu 64.991 automobile mai mult decat in anul precedent si cu 111.496 automobile fata de anul 2000 cand Renaultul a inceput sa investeasca in uzina de la Colibasi. În acest an 2005 o crestere spectaculoasa o au si exporturile de automobile, Dacia fiind din ce in ce mai solicitata pe pietele straine (Bosnia, Croatia, Ungaria, Macedonia, Cehia, Serbia, Slovacia, Slovenia, Polonia, Turcia, Siria si Liban), Romania exportand in anul 2005, 50.632 automobile.
În anul 2006 francezii investesc in uzina de la Colibasi inca 159 mil euro, din care 59 mil euro in Uzina Vehicule Dacia. În acest an vanzarile cresc pana la 187.215 automobile dintre care 79.438 exportate si 107.777 ramanand in import.
Anul 2007 aduce la Dacia cele mai mari investitii de pana acum in cuantum de 248 mil euro din care 130,2 mil euro sunt investiti in Uzina Vehicule Dacia. În acest an Uzina de la Colibasi vinde 230.000 autovehicule din care 128.000 le exporta si 102.000 automobile raman in Romania.
În urmatorul an, in anul 2008 francezii investesc in uzina din Romania 116 mil euro din care 49,9 mil euro in Uzina Vehicule Dacia. În anul 2008 in toata lumea economistii vorbeau de o criza economica foarte agasanta din care nimeni nu prevedea un sfarsit prea curand. Uzina Dacia, ca si celelalte uzine mari, isi ia masuri de protectie impotriva crizei si din vanzari observam ca Dacia a gestionat foarte bine situatia. În 2008 Dacia vinde 257.594 automobile cu 27.594 mai multe decat in anul 2007, cu toate ca 2008 este vazut ca primul an de criza. În acest prim an de criza Dacia vinde 172.886 automobile in strainatate, cu aproximativ 50.000 mai multe decat in anul 2007.
În anul 2009, an de criza declarat in toata lumea, francezii au incredere in Uzina din Romania si investesc 102 mil euro, din care 60,8 mil euro in Uzina Vehicule Dacia. Cand nimeni nu se astepta, in plin an de criza economica, Dacia realizeaza un record in ceea ce priveste vanzarile, 311.862 automobile vandute. Uimirea este si mai mare pentru ca cele mai multe masini vandute sunt in strainatate, 269.420 automobile, un record absolut, cu aproximativ 100.000 automobile mai multe decat in anul 2008. Acest prim an de criza ii ajuta foarte mult pe cei de la Dacia rasplatindu-le munca si investitiile de pana acum.
Capitolul II
MOD DE FUNCTIONARE A LINIEI
DE ASAMBLARE CUTII DE VITEZE JH
1. MOD DE FUNCTIONARE GENERAL:
Diversitate si perimetru:
Diversitatea de cutii de viteze de care s-a tinut cont pentru linia de asamblare CV este :
q CUTII DE VITEZE TIP JH:
JH3*052
JH3*053
JH3*054
JH3*055
JH3*056
JH3*061 Logan motor K4M
JH3*067 Logan motor K4M
JH3*068 Logan motor K7M
JH3*071 Logan motor K7J
JH3*072 Logan motor K7M
JH3*073 Logan motor D4F
JH3*074 Logan motor K4M
1.2 Principii generale de functionare si exploatare:
q Fabricarea functie de cerintele clientului: filmul se va desfasura in ordinea exprimarii cerintelor. Linia va lucra in:
FIFO (FIRST IN FIRST OUT) - PRIMUL INTRAT PRIMUL IESIT
q Linia va functiona in rafale (multiplu de 8 cutii).Trecerea de la o rafala la alta se face instantaneu (piesele pentru toate tipurile de cutii se vor afla in bord de linie)
q Aprovizionarea pieselor in post este prevazuta astfel incat sa avem piese pentru toate diversitatile de cutii de tip JH in permanenta
q Linia este compusa din posturi automate si manuale. Operatorii lucreaza in post fix.
q Operatorul isi monteaza piesele conform gamei de montaj si specificatiilor inscrise pe fise, utilizand dispozitivele si utilajele specifice operatiei sale, apoi valideaza conformitatea operatiei, eliberand paleta din post prin apasarea butonului de validare. In momentul validarii, automatul din post inscrie in eticheta de pe paleta conformitatea operatiei respective.
q Daca operatorul descopera sau genereaza o operatie neconforma, apeleaza seniorul, care decide daca subansamblul este bun sau neconform, indicand neconformitatea prin apasarea butonul de neconformitate din post.
q In cazul posturilor automate, daca o operatie este executata neconform, neconformitatea este inscrisa de automatul programabil in memoria etichetei de pe paleta si i se atribuie obligatoriu cartonas rosu; paleta, impreuna cu cutia respectiva, trece prin toate posturile ulterioare fara sa se mai execute vreo operatie asupra ei.
q In posturile manuale, odata operatia terminata operatorul apasa butonul de validare operatie, iar paleta pleaca din postul sau catre postul urmator.
q In cazul posturilor automate, validarea se face automat de catre automatul programabil, in momentul cand se confirma ca operatiile din acel post sunt conforme.
Configuratia liniei:
Linia U2 este o linie de asamblare semi-automata, cutiile fiind plasate pe palete, care sunt aduse la fiecare post cu ajutorul unui rolgang actionat prin intermeduil unui lant cu ajutorul unor motoreductoare.
Linia are doua parti principale: o parte de pregatire pentru carterul ambreiaj-diferential (TFA) si partea de asamblare in linia principala intre operatiile 170 si 420, si doua zone de pregatire, pentru ampilaj si carter mecanisme.
1. Partea de pregatire CED (TFA) se compune din 13 posturi automate de lucru (posturile 20, 30, 40, 50, 60, 85, 100, 110, 120, 125, 140, 145, 160) si 4 posturi manuale de lucru (posturile 10, 80, 90, 130), deservite de 4 operatori.
2. Partea de asamblare din linia principala este compusa din 11 posturi automate (posturile 170, 210, 240, 260, 310, 330, 340, 350, 400, 410, 420) si 17 posturi manuale (posturile 190, 200, 205, 230, 280, 290, 300, 320, 360 - 2 posturi, 375, 380, 390, 420, 430, 440, 450) posturi manuale deservite de 14 operatori.
3. Zona de pregatire ampilaj, compusa din 7 posturi (510, 520A, 520B, 540, 545, 550, 560), deservite de 7 operatori.
4. Zona de pregatire carter mecanisme, compusa din 4 posturi (220, 221, 222, 223), deservite de 4 operatori.
1.3.1 Linia este compusa din:
q un tronson in bucla inchisa de 36 metri compusa din rolgang cu role prin frictiune antrenate de motoreductoare pe care defileaza 27 de palete pentru partea de TFA;
Pe lungimea acestui tronson sunt plasate posturile de pregatire carter ambreiaj, de la postul 10 la postul 160.
q un al 2-lea tronson, de 150 m lungime, compus din rolgang cu role antrenate prin lant GALL, pe care defileaza 130 patete, care formeaza bucla inchisa si pe lungimea caruia sunt amplasate posturile din linia principala intre op 170 si op 420.
1.3.2 Zona de pregatire CED -TFA este compusa din urmatoarele posturi:
Post 10 - Incarcare CED pe paleta
Post 20 - Presare bucsi CED/CM
Post 30 - Presare /sertizare rulment D=51
Post 40 - Presare rulment D=68
Post 50 - Presare tub ghidare si inel oprire D=68
Post 60 - Presare rulment D=130
Post 80 - Pregatire cutie diferential
Post 85 - Control tahometru
Post 90 - Presare bucsa demaror sau pion demaror
Post 100 - Presare cutie diferential
Post 110 - Presare pivot si simering diferential
Post 120 - Presare bucsi fata motor
Post 125 - Insurubare prezon
Post 130 - Strangere prezon K9K
Post 140 - Citire eticheta tipe CED
Post 145 - Validare continut eticheta
Post 160 - Transfer carter ambreiaj in linia principala
1.3.3 Zona de montaj in linia principala se compune din :
1. Post 170 - Bridare CED pe paleta
2. Post 190 - Montaj componente 1 pe CED (post de reinserare)
3. Post 200 - Montare componente 2 pe CED
4. Post 205 - Montare ax de marsarier pe CED
5. Post 210 - Encolaj plan separatie cartere
6. Post 230 - Montaj CM pe CED
7. Post 240 - Control prezenta degete de zavorare (post de reinserare)
8. Post 260 - Strangere suruburi de contur
9. Post 280 - Pregatire grup viteza a 5 a
10. Post 290 - Presare grup viteza a 5 a
11. Post 300 - Stiftuire furca a 5 a
12. Post 310 - Strangere grup viteza a 5 a
13. Post 320 - Montare capac spate
Post 330 - Strangere la cuplu capac spate
Post 340 - Control etanseitate (post de reinserare)
Post 350 - Control etanseitate manual
Post 360 - Incercare CV pe banc
Post 375 Gresare caneluri
Post 380 Pregatire finala 1 - etichetare
Post 390 - Pregatire finala 2 - montaj furca debreiere
Post 400 - Strangere buson de golire
Post 410 Gravare CV
Post 420 - Decrosare
Post 430 - Containerizare
Post 440 - Containerizare
Post 450 - Containerizare
1.3.4 Zona de pregatire ampilaj:
1. Post 510 - Detectare lovituri arbore secundar
2. Post 520 A - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar
3. Post 520 B - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar
4. Post 540 - Pregatire butuc balador 3-4
5. Post 545 - Pregatire butuc balador 1-2
6. Post 550 - Asamblare arbore secundar 1
7. Post 560 - Asamblare arbore secundar 2
1.3.5 Zona de pregatire carter mecanisme:
1. Post 220 - Preinsurubare ax comanda
2. Post 221 - Stiftuire ax comanda
3. Post 222 - Strangere la cuplu
4. Post 223 - Montaj bile si arcuri
1.3.6 Zona de pregatire balador a cincea:
1. Post 500 - Detectare lovituri pinion liber si fix a cincea si pregatire balador
2. DIMENSIONARE
2.1 Capacitate
q Linia este dimensionata sa asambleze 792 CV /echipa, cu un randament operational de 90%.
q Timp de lucru 7,33 ore/schimb (440 min), 5 zile/saptamana, 3 echipe/zi, 234 zile/an.
q RO al liniei: obiectiv de 90%, tinta 95%.
q Timp de ciclu 0,5 min (33,33 secunde) sau o cadenta 108 CV / ora.
q Capacitatea liniei:
max 370.656 CV/an (2 echipe)
max 555.984 CV/an (3 echipe)
2.2 Timp de montaj
Între postul de incarcare carter ambreiaj si postul de descarcare cutie de viteza sunt in curs de fabricatie 130 cutii, timpul de fabricatie fiind de cca 60 min., incluzand si timpul de rodaj pe bancuri.
2.3 Fiabilitate /Calitate:
Procentajul de acceptare directa (PAD - procentaj de Cutii bune din prima asamblare) trebuie sa fie de:
70 ppm PENTRU TOATE TIPURILE DE CUTII
Întretinere preventiva : 0,5ore/luna pentru posturile manuale
1ora/luna pentru posturile semi-automate
3. GESTIONARE FLUX
3.1 Lansare fabricatie:
Responsabilitatea programului de fabricatie ii revine DL / DMD. Un film pe hartie (sau discheta) este realizat plecand de la consumul din linia GMP situata in aval. El este adresat sefului de atelier si este defalcat pe schimburi.
Lansarea in fabricatie se face pentru un multiplu de ambalaje (containere) complete (8 cutii de viteze/container) de acelasi tip si diversitate. Lansarea manuala a OF-urilor se face de catre lansatorul de organe, in functie de programul de fabricatie din ziua respectiva. Astfel, acesta introduce in SIPIHM programul de productie si alege diversitatea de cutie de viteze pe care vrea sa o lanseze in fabricatie.
3.2 Lansare de cutii de viteze
Dupa alegerea tipului de cutie de viteze, la MEC incepe inscrierea automata a datelor in eticheta dinamica de pe fiecare paleta, in functie de diversitatea aleasa, dupa ce informatiile de pe eticheta au fost in prealabil sterse la RAZ. Astfel, in aceasta eticheta sunt inscrise datele necesare functionarii tuturor posturilor din linie, in functie de diversitatea de cutie, fiind atribuita inclusiv seria fiecarui organ.
4. IDENTIFICARE SI TRASABILITATE
Identificarea cutiilor de viteze se face prin generarea unei etichete cod de bare si gravarea pe carterul mecanisme, acelasi mod cu uzinele mecanice RENAULT.
4.1 Identificare:
Doua etichete de identificare:
Ø
O eticheta cod de bare auto-colanta pe
suport hartie lipita pe capacul de tabla
(vit. a 5-a)
Ø O zona gravata pe carterul mecanisme.
Eticheta cod de bare contine informatiile urmatoare :
Ø in clar :
q TIP CUTIE DE VITEZE 3 CARACTERE
q INDICE CUTIE DE VITEZE 3 CARACTERE
q REPER CUTIE DE VITEZE 10 CARACTERE
6 000 596 144 (JH1*053) - Logan K7J
6 000 596 329 (JH3*054) - Logan K7J
6 000 596 330 (JH3*056) - Logan K7M
q DESPARTITOR 1 caracter
T
q NUMAR BANC 1 CARACTER
7
q LITERA UZINA 1 caracter
D
q serie de fabricatie 6 caractere
(Ex.000001)
SERIE DE
FABRICATIE
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
REPER CUTIE
SERIE DE
FABRICATIE
![]()
![]()
![]()
Editarea etichetei cod de bare se face pe un mijloc automat si se lipeste manual pe fata exterioara a capacului vit.a 5-a.
Gravarea contine :
Ø in clar :
q tip cutie 3 caractere JH3
q numar indice 3 caractere 052
q cod uzina 1 caracter D
q serie de fabricatie 6 caractere 000001
NUMAR INDICE
![]()

![]()
SERIE DE
FABRICATIE
![]()
Gravarea este alfanumerica. Incepand cu 21.08.2007, seriile incep, pentru fiecare tip de cutii de viteze, cu 700000, si se incrementeaza automat pentru fiecare tip de cutie de viteze.
4.2 Trasabilitate
Trasabilitatea seriilor CV se face la nivelul MEC. Trasabilitatea: 5 ani (norma 0010415/.M). Crearea etichetei este asigurata de SIP. Etichetele cod de bare sunt editate de o imprimanta in postul 380 din linia de asamblare si apoi lipite pe capacul de inchidere grup viteza a 5-a in acelasi post. Gravajul pentru toate tipurile de CV se executa in postul 410 - Gravare.
5. GESTIUNEA CALITATII
5.1 PRINCIPII DE BAZA
Gestionarea calitatii in linia de asamblare CV se bazeaza pe principiul auto-controlului. Operatorul este responsabil de calitatea operatiei efectuate in post si de declararea defectelor constatate sau generate. În cazul unui defect constatat de operator, acesta alerteaza seniorul sau identifica el insusi defectul si il mentioneaza pe un carton rosu sau galben.
Retusul defectului (in cazul cartonasului galben) se efectueaza pe cat posibil in postul sau in apropierea postului care a generat defectul.
In cazul cartonasului rosu, operatorul este obligat sa declare cutia neconforma, conform procedurii de retus. Pentru operatiile automate, gestionarea defectelor se face de catre automatul programabil, in functie de conformitatea operatiilor care au fost efectuate in postul respectiv. Daca intr-un post automat s-au inregistrat operatii neconforme, cutiei respective ii este atribuit automat carton rosu si nu se mai executa niciuna din operatiile ulterioare.
5.2 Retus:
Retusul neconformitatilor carora li s-a atribuit carton galben se efectueaza cu mijloacele specifice postului fara a modifica filmul de fabricatie. În cazul in care seniorul nu intervine imediat, se vor utiliza dispozitive destinate postului de retus (chei, pense, chei dinamometrice etc.). Paleta careia i s-a atribuit carton rosu isi continua fluxul trecand prin toate posturile de asamblare pana in postul de expertiza (post 350), de unde este transferat in caruciorul-suport pentru piese NC si de aici in postul de retus.
5.3 Stadiul unei piese sau subansamblu:
SE DISTING 4 TIPURI DE PIESE SAU ORGANE:
q PIESE SAU ORGANE BUNE
Operatia se executa bine, operatorul elibereaza paleta apasand butonul de validare din post, sau automatul valideaza operatia eliberand paleta catre postul urmator (pentru posturile automate).
q PIESE SAU ORGANE NC, DAR RETUSABILE ÎN POST
Daca operatia nu se realizeaza corect si daca problema se poate regla pe linie (in posturile manuale) se acorda cartonul galben, ceea ce semnifica continuarea asamblarii cutiei. Operatorul, cand constata neconformitea cheama seniorul care face constatarea defectului si remedierea lui in postul respectiv sau in altul apropiat, care ii permite acest lucru.
Dupa remedierea defectului, operatorul valideaza conformitatea cutiei apasand butonul de culoare neagra din post pentru eliberarea paletei.
q PIESE SAU ORGANE DETECTATE NC ÎN POSTURILE AUTOMATE
Daca operatia nu se executa corect, automatul programabil nu valideaza oparatia inscriind cartonul rosu in eticheta electronica a paletei respective. Aceasta paleta trece prin toate posturile, dar asupra ei nu se mai executa nicio operatie. Aceasta va fi scoasa din linie in postul de expertiza si trimisa in postul de retus.
q PIESE SAU ORGANE NC NERETUSABILE IN POSTURILE MANUALE
Piesele NC ce nu pot fi retusate in post sunt declarate neconforme si trec prin toate posturile din linie pana in postul de expertiza fiind apoi trimise in postul de retus, urmand procedura standard de retus.
5.4 Nivel de retus in zona de expertiza
a) Demontare, reintroducere subansamble in linia de asamblare;
b) Demontare, reciclare piese bune.
Reciclarea subansamblelor sau ansamblelor va fi autorizata de senior si reprezentantul controlului in conformitate cu LISTA PIESELOR NERECICLABILE si cu starea de calitate a pieselor reciclabile.
5.5 Expertiza si retus
Identificarea CV-urilor cu cartonase galbene se face in postul de expertiza; in functie de operatia la care se detecteaza NC, se face retusul conform procedurii de mai jos.
Procedura de retus linie U2
Cutie de viteze neconforma pe linia de pregatire carter ambreiaj ( TFA) se rebuteaza (nu este prevazut niciun fel de retus pe TFA)
Cutie de viteze declarata neconforma la operatia 190 :
Se declara neconforma in operatia 200 (manual) rasucind cheia «CV NECONFORMA» catre dreapta, se tine cheia actionata si se apasa butonul de culoare galbena «CV NECONFORMA». Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra (ciuperca) din post pentru evacuare paleta.
Cutia de viteze ajunge in postul 205 unde operatorul declara cutia neconforma urmand aceeasi procedura (rasuceste cheia « CV NECONFORMA » catre dreapta, se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA », apoi operatorul valideaza neconformitatea cutiei apasand butonul de culoare neagra din post pentru evacuare paleta.)
Cutia de viteze ajunge in postul 210 (post automat) in posturile automate validarea se face automat de catre post .
Cutia intra in postul 230 (manual), validarea neconformitatii cutiei se face de catre operator urmand procedura anterioara pentru posturile manuale (rasuceste cheia « CV NECONFORMA » catre dreapta , se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA ».Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra din post pentru evacuare paleta.)
In continuare, cutia trece prin posturile 240, 260, 280, 300, 310, 320, 330, 340, unde validarea neconformitatii se face automat de catre fiecare post. In posturile 280,290,320, care sunt manuale, operatorul trebuie doar sa apese butonul negru (ciuperca) pentru eliberarea paletei.
Dupa operatia 340 cutia declarata neconforma este introdusa automat in postul de retus. Aici retusorul studiaza neconformitatea si vede care este defectul , apoi trece la remedierea lui. Dupa efectuarea retusului retusorul pozitioneaza manual paleta pe eticheta dinamica si cere reinscrierea etichetei ca fiind conforma la operatia 180, pozitionand cheia de pe pupitrul de comanda pe pozitia "180", apoi o introduce in linia principala inainte de operatia 180.
Cutie de viteze declarata neconforma la operatia 200:
Cutia de viteze ajunge in postul 205 unde operatorul declara cutia neconforma urmand aceeasi procedura (rasuceste cheia « CV NECONFORMA » catre dreapta , se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA ».Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra din post pentru evacuare paleta.)
Cutia de viteze ajunge in postul 210 (post automat) In posturile automate validarea se face automat de catre post .
Cutia intra in postul 230 (manual) Validarea neconformitatii cutiei se face de catre operator urmand procedura anterioara pentru posturile manuale (rasuceste cheia « CV NECONFORMA » catre dreapta , se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA ».Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra din post pentru evacuare paleta.)
In continuare, cutia trece prin posturile 240 ,260,280,300,310,320,330,340, unde validarea neconformitatii se face automat de catre fiecare post. In posturile 280,290,320,care sunt manuale, operatorul trebuie doar sa apese butonul negru (ciuperca) pentru eliberarea paletei.
Dupa operatia 340 cutia declarata neconforma este introdusa automat in postul de retus .Aici retusorul studiaza neconformitatea si vede care este defectul , apoi trece la remedierea lui . Dupa efectuarea retusului retusorul pozitioneaza manual paleta pe eticheta dinamica si cere reinscrierea etichetei ca fiind conforma la operatia 180 , pozitionand cheia de pe pupitrul de comanda pe pozitia "180", apoi o introduce in linia principala inainte de operatia 180.
Cutie de viteze declarata neconforma la operatia 210:
In postul 210 (post automat) , validarea neconformitatii se face automat de catre post.
Cutia intra in postul 230 (manual) Validarea neconformitatii cutiei se face de catre operator urmand procedura anterioara pentru posturile manuale (rasuceste cheia « CV NECONFORMA » catre dreapta , se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA ».Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra din post pentru evacuare paleta.)
In continuare, cutia trece prin posturile 240 ,260,280,300,310,320,330,340, unde validarea neconformitatii se face automat de catre fiecare post. In posturile 280,290,320,care sunt manuale, operatorul trebuie doar sa apese butonul negru (ciuperca) pentru eliberarea paletei.
Dupa operatia 340 cutia declarata neconforma este introdusa automat in postul de retus (350) .Aici retusorul studiaza neconformitatea si vede care este defectul , apoi trece la remedierea lui . Dupa efectuarea retusului retusorul pozitioneaza manual paleta pe eticheta dinamica si cere reinscrierea etichetei ca fiind conforma la operatia 180 , pozitionand cheia de pe pupitrul de comanda pe pozitia "180", apoi o introduce in linia principala inainte de operatia 180.
Cutie de viteze declarata neconforma la operatia 230:
Cutia intra in postul 230 (manual) Validarea neconformitatii cutiei se face de catre operator urmand procedura anterioara pentru posturile manuale (rasuceste cheia « CV NECONFORMA » catre dreapta , se tine cheia actionata si se apasa butonul de culoare galbena « CV NECONFORMA ».Apoi operatorul valideaza neconformitatea cutiei apasind butonul de culoare neagra din post pentru evacuare paleta.)
In continuare, cutia trece prin posturile 240 ,260,280,300,310,320,330,340, unde validarea neconformitatii se face automat de catre fiecare post. In posturile 280,290,320,care sunt manuale, operatorul trebuie doar sa apese butonul negru ( ciuperca) pentru eliberarea paletei.
Dupa operatia 340 cutia declarata neconforma este introdusa automat in postul de retus .Aici retusorul studiaza neconformitatea si vede care este defectul , apoi trece la remedierea lui . Dupa efectuarea retusului retusorul pozitioneaza manual paleta pe eticheta dinamica si cere reinscrierea etichetei ca fiind conforma la operatia 180 , pozitionand cheia de pe pupitrul de comanda pe pozitia "180", apoi o introduce in linia principala inainte de operatia 180.
Cutie de viteze declarata neconforma la operatiile 240, 260, 280, 290, 300, 310, 320, 330, 340:
pentru cutiile de viteze declarate neconforme la una din operatiile de mai sus validarea neconformitatii se face automat de catre fiecare post. In posturile 280,290,320,care sunt manuale, operatorul trebuie doar sa apese butonul negru (ciuperca) pentru eliberarea paletei.
Dupa operatia 340 cutia declarata neconforma este introdusa automat in postul de retus Aici retusorul studiaza neconformitatea si vede care este defectul , apoi trece la remedierea lui. Dupa efectuarea retusului retusorul pozitioneaza manual paleta pe eticheta dinamica si cere reinscrierea etichetei ca fiind conforma la operatia 240, pozitionand cheia de pe pupitrul de comanda pe pozitia "240", apoi o introduce in linia principala inainte de operatia 240.
7 . Cutie declarata neconforma la operatia 360 (bancurile de proba):
cutia declarata neconforma la bancul de proba , se retuseaza in functie de natura defectului , se duce in operatia 350 si se inscrie ca fiind conforma la operatia 240 , dupa care se introduce in linie in postul 240. In cazul in care se constata ca defect raport neconform la pinionul de tahometru sau la cutia diferential, aceasta nu se mai retuseaza.
Cutie declarata neconforma la operatiile 375, 380, 390.
- aceasta se retuseaza in operatia 400. Aici se intra prin portic si se face retusul pentru urmatoarele neconformitati :
lipsa buson golire;
lipsa cala mentinere;
lipsa reniflard;
8 . Cutie declarata neconforma la operatia 400 (strangere neconforma buson de golire) se scoate pe porticul manual si se introduce inca odata in aceeasi operatie.
5.6 Iesirea cutiilor neconforme:
In cazul unor neconformitati pe TFA, intre operatiile 10-90, carterele sunt luate de pe paleta la op 90, iar paleta isi continua drumul pe TFA, informatiile fiind transferate si pe o paleta din linia principala.
In cazul unor neconformitati intre 90 si 130, carterele sunt luate de pe paleta inainte de basculare, iar paleta isi continua drumul pe TFA, informatiile fiind transferate si pe o paleta din linia principala.
Cutiile neconforme in linia principala ajung la operatia 350, unde sunt tratate de retusor, care stabileste daca le recalifica sau le atribuie cartonas rosu.
q Linia de asamblare lucreaza in FIFO:
ESTE INTERZISA scoATEREA paletelor cu cutii de viteze
in curs de asamblare de pe conveiorul de antrenare.
Urmarirea calitatii:
O urmarire a calitatii se face plecand de la informatiile semnalate prin cartonasele gqlbene si rosii.
Cartonasele sunt inscrise automat in eticheta cu memorie imbarcata de pe palete, acestea fiind gestionate de un reprezentant al calitatii din celula tehnica si arhivate 18 luni. Retranscrierea informatiilor de pe cartonase pe registrul DE ÎNREGISTRARE C.G. / C.R. cat si arhivarea este in responsabilitatea reprezentantului calitatii din celula tehnica.
5.8 Plan de supraveghere:
Planul de supraveghere are in componenta:
5.8.1 NIVEL I DE SUPRAVEGHERE
Se bazeaza pe principiul auto - controlului, control secvential, delegat la fabricatie si se face de catre operator care completeaza fisa de relevare SUMEQ conform procedurii D30050-01-006 PQ
In cazul constatarii unei neconformitati este anuntat seniorul sau seful UEL si se utilizeaza instructiunile stabilite de serviciul calitate :
- D40060-02-034PQ identificarea, izolarea, analiza si tratarea produsului NC
- D30040-02-001IL circuitul unui produs NC in atelier
5.8.2 NIVEL II DE SUPRAVEGHERE
Este asigurat permanent de catre seful UEL:
- audit de proces urmarind instructiunea D30050-03-009IL
5.8.3 NIVEL III DE SUPRAVEGHERE
Este asigurat de catre tehnicianul de calitate :
- audit de proces realizat de serv. Calitate este un audit de nivel III urmarind instructiunea D30050-02-005 IL
supraveghere calitate prin SUMEQ: prelucreaza valorile de la nivelele I si III si comunica indicele de conformitate (IQ)
completare matrice QA
5.8.4 NIVEL IV DE SUPRAVEGHERE
Are urmatoarele componente :
- demerite static de cutie conform gamei de demerit stabilita de serviciul Metode Proces, iar modul de prelevare si reactivitatea sunt descrise in procedura D30050-03-016 IL
- audit de proces efectuat de Serviciul Audit Central Uzina conform planului de audit
Fiecare nivel de supraveghere verifica functionarea nivelurilor inferioare, ia masuri pentru buna lor functionare si se intereseaza de rezultatele lor. Un indicator de calitate important este TNC (nr. de neconformitati gasite la fabricant), urmarit in timp prin SUMEQ.
Evolutia calitatii va fi urmarita de catre serviciul calitate care da informatiile responsabililor de planurile de actiune.
Actiunile de animare a calitatii vor fi desfasurate la toate nivelurile ierarhice.
6. PRINCIPII DE APROVIZIONARE
6.1. Amonte
Piesele POE livrate prin camion sunt descarcate in magazia de piese DMD H40 intr-o zona rezervata acestei activitati. Pinioanele, arborele primar, arborele secundar, butucul balador se vor reconditiona in bacuri de plastic pentru a fi plasate pe mobilele din posturi. Pentru celelalte repere se vor utiliza direct ambalajele furnizorilor in mobilele din bord de linie sau in containere plasate pe baze rulante. Stocarea tuturor pieselor si a intregii diversitati poate alimenta linia cu o autonomie de la 1 ora la 3 zile maxim. În toate cazurile furnizorul CKD este responsabil de livrarea componentelor si trebuie sa respecte tactul liniei 100%.
Aprovizionarea zonei se face cu tractorul electric (gaz) si baze rulante in functie de consum.
6.2. Aval
Linia de asamblare Cutie de viteze U2 nu este situata in aproprierea clientului sau: Linia GMP. Ea trebuie sa satisfaca si sa raspunda 100% cererii respectand fluxul de asamblare din UCM pentru SOLENZA si X 90,si pe stoc pentru o zi de productie de GMP-uri
Cutiile sunt dispuse in containere de cate 8 buc. CV. Ele sunt identificate prin etichete corespunzatoare tipului si indicelui. Ele sunt livrate direct in zona de stocare de unde sunt incarcate in camioane pentru a fi transportate in linia de montaj GMP. Trebuie rotit stocul de substitutie pentru a asigura reinoirea.
6.3. Diversitatea pieselor de montat este prezenta in post
Se face aprovizionarea pe unitate de conditionare; unitatea va fi desigilata de operatorul logistic care face aprovizionarea mobilelor dinamice din fiecere post de asamblare manual, dar si a bolurilor vibrante sau stocatoarelor din posturile automate. Fiecare reper este amplasat intr-un loc bine precizat in mobile dinamice, indicat prin etichete de identificare reper situate atat in fata, cat si pe spatele mobilei. El este identificat pentru operator in fata postului de lucru si in spatele postului pentru operatorul logistic. Ambalajele goale sunt eliminate pe ultimul etaj al mobilei dinamice de catre operatori din post sau operatorii logistici sau la cosuri situate in aproprierea liniei.
In cazul in care diversitatea pe piesa de acelasi tip este mai mare de 2, gestiunea pe familie de cutie se face cu mobila dinamica cu lampi, panouri de diversitate sau ecrane diversitate.
In cazul posturilor in care gestiunea diversitatii se face cu mobila dinamica, aceasta este prevazuta cu un automat care va fi capabil sa aprinda lampi in corespondenta cu tipul de cutie care se fabrica. In cazul in care diversitatea in post este mare, este prevazut un panou de ajutor pentru operator care indica corespondenta pieselor cu tipul de cutie de viteze.
6.4. Aprovizionarea postului
Operatorul logistic face o prima trecere pentru aprovizionarea tuturor pieselor in fiecare post si efectueaza alte treceri functie de necesitati. Autonomia posturilor pentru piesele principale este cuprinsa intre 30 min; 120 min; 240 min; 480 min. Deconditionarea ambalajelor va fi facuta de personalul logistic care aprovizioneaza postul.
6.5 Recuperare ambalaje:
Pentru recuperare ambalaje, cartoane, plastice nereutilizabile operatorul are obligatia sa le depoziteze pe ultimul rand din mobila dinamica, iar operatorul logistic sa le elimine din linia de fabricatie. Pentru UCM - urile mari, operatorul logistic are obligatia sa le deplaseze in zona de stocare si pliere a ambalajelor.
7. MOD DE FUNCTIONARE A POSTURILOR MANUALE
7.1 Structura posturilor:
Toate posturile sunt compuse din:
q O pozitionare marcata a locului de efectuare a operatiei
q Dispozitive de asamblare in functie de tip cutie de viteze
q Mijloace de control in functie de tip CV
q Posturi semiautomate functie de proces
q Ambalaje pe sol, pe baze rulante, pe mobile dinamice, pe baze inclinate
q Fise tehnice, de control, schema, de intretinere, de securitate, FIM si FIU
q Panouri, ecrane si mobile dinamice cu lampi pentru gestionare diversitate
q Piese martor sau fotografii reprezentative pentru operatia ce se va realiza
q Cutii rosii pentru piesele neconforme
q Mese, suporti
7.2 Mod de functionare:
Întrucat paletele sosesc in post (impinse de conveiorul actionat electric), acestea sunt oprite in zona de lucru de catre opritoarele situate pe conveior in fiecare post de lucru, astfel incat eticheta de pe paleta sa fie pozitionata perfect deasupra antenei de citire a acestora. Operatorul asteapta citirea etichetei si urmareste mesajele afisate pe ecranul din post. Este interzisa inceperea montajului inainte de afisarea tipului de cutie si afisarea reperelor care trebuie montate (acolo unde este cazul). Apoi operatorul monteaza piesele urmand gama, cu ajutorul dispozitivelor si efectueaza controlul in frecventa stabilita.
Ca urmare a efectuarii unei operatii neconforme, operatorul cheama seniorul din zona pentru a decide daca operatia este buna sau nu. Odata operatia declarata neconforma, operatorul elibereaza paleta din post apasand butonul de culoare neagra pe care este inscris acest lucru, spre postul urmator.
7.3 Descrierea posturilor de asamblare manuale:
OP 10 - Punere carter ambreiaj pe paleta. In acest post operatorul aseaza pe paleta tubul de ghidare, pivotul pentru furca de debreiere si carterul ambreiaj. Apoi pozitioneaza pe carterul ambreiaj burduful de la furca de debreiere si deflectorul de ulei. La schimbarea rafalei, operatorul este atentionat prin aprinderea becului din post si este obligat sa valideze schimbarea de rafala apasand butonul de validare. Piesele sunt aduse in post de catre operatorul de logistica, acesta avand obligatia sa asigure aprovizionarea postului cu reperele necesare conform sinopticului din post.
OP 80 - Montaj cutie diferential pe CED; In acest post, operatorul pozitioneaza cutia diferential pe paleta, apoi monteaza pe aceasta roata de tahometru, monteaza pe CED pinionul si axul de tahometru, dupa aceea pozitioneaza carterul ambreiaj pe paleta, peste cutia diferential; Montajul pieselor se face conform diversitatii din post, diversitate asigurata de afisorul din post si tablourile de diversitate din post. La schimbarea rafalei, operatorul este atentionat prin aprinderea becului din post si este obligat sa valideze schimbarea de rafala apasand butonul de validare. Piesele din post sunt aprovizionate de catre operatorul de logistica , acesta avand obligatia sa asigure aprovizionarea cu piese conform sinopticului din post.
Op 90 - Presare bucsa demaror sau pion demaror pe CED. Operatorul ia carterul ambreiaj de pe paleta si il pozitioneaza pe dispozitivul masinii de presat. Aici preseaza bucsa sau pionul de centrare, in functie de diversitatea afisata pe panoul de diversitate. In cazul cutiilor de viteze pentru motor D, acestea nu impacteaza acest post, pionul de centrare demaror fiind presat la oparatia 100 (automat). La schimbarea rafalei, operatorul este atentionat prin aprinderea becului din post si este obligat sa valideze schimbarea de rafala apasand butonul de validare.
OP 130 - Insurubare prezon K9K. Acest post este specific cutiilor de viteze JH3*053 pentru motoarele K9K (diesel). Operatorul, cu ajutorul masinii electrice de insurubat din post, insurubeaza prezonul autotarodor in carterul ambreiaj.
OP 190 - Montaj componente 1 pe CED. Operatorul monteaza ax furca ½ pe arborele secundar asamblat, monteaza busonul de mentinere ampilaj pe arborele secundar in pozitie stransa, apoi monteaza ansamblul AP/AS/ax furca ½ in carterul ambreiaj. Dupa aceea evacueaza protectorul tub ghidare si monteaza obturatorul pe cutia diferential. La schimbarea rafalelor, efectueaza zipare tip pregatire arbore secundar, pentru verificare tip ampilaj. La inceputul fiecarei cutii de conditionare ax furca ½, se efectueaza zipare. Diversitatea de furca ½ este afisata in tabloul de diversitate din post prin aprinderea ledului corespunzator reperului respectiv. Dupa montaj, operatorul valideaza conformitatea cutiei si elibereaza paleta apasand butonul de validare din post.
OP 200 - Montare componente 2 pe CED. Operatorul monteaza rolele de interblocare 1-2 si 3-4, apoi ax furca 3/4, pozitioneaza stiftul in ax furca ¾, monteaza ax viteza a 5-a pe CED si pozitioneaza furca vit. a 5-a pe paleta. Diversitatea de furci este asigurata de tabloul de diversitate din post prin aprinderea ledurilor corespunzatoare tipului de cutie. Dupa efectuarea operatiei se valideaza conformitatea si se elibereaza paleta, apasand butonul de validare din post. Aprovizionarea pieselor in post se face pe mobile dinamice, de catre operatorul de logistica, in functie de diversitati, conform sinopticului din post.
OP 205 - Montare ax marsarier. Operatorul monteaza axul marsarier asamblat, in functie de diversitatea cutiei de viteze, si apoi il stiftuieste.
ATENTIE: operatorul va trebui sa apese numai o singura data pe butonul dispozitivului de stiftuit, altfel operatia devine neconforma. Apoi efectueaza stiftuire furca ¾, cupleaza in viteza a 3-a, monteaza magnetul si inlatura busonul de mentinere arbore secundar asamblat. Dupa efectuarea operatiei, operatorul valideaza conformitatea si elibereaza paleta catre postul urmator, apasand butonul din post.
OP 220 - Preinsurubare ax comanda. Se aseaza carterul mecanisme pe dispozitivul rotativ, apoi se monteaza axul comanda asamblat si se pozitioneaza levierul de pasaj. Dupa aceea se executa preinsurubarea celor 3 suruburi M8x1,25x30. Apoi indexeaza dispozitivul de prindere.
OP 221 - Stiftuire ax comanda. Operatorul monteaza ansamblu element blocare (element blocare, bucsa de centrare, surub M6x30), strange la cuplu surubul autotarodor M6x30.
OP 222 - Strangere la cuplu. Operatorul monteaza elementul de ungere, reniflardul interior, apoi indexeaza dispozitivul de prindere carter mecanisme si strange la cuplu cele 3 suruburi M8x1.25x30. Dupa aceea aseaza carterul mecanisme pe suport.
OP 223 - Montaj bile si arcuri pe carterul mecanisme. Operatorul ia carterul mecanisme din post si il pozitioneaza pe dispozitivul din post cu orificiile pentru bile asezate in partea de sus. Monteaza cele 3 arcuri si cele 3 bile, apoi le blocheaza prin introducerea dispozitivului de mentinere bile. Apoi aseaza carterul pe paleta de pe rolgangul care le transporta catre operatia 230.
OP 230 - Montaj carter mecanisme pe carter ambreiaj. In acest post opratorul verifica conformitatea carterului ambreiaj in functie de cutia de viteze care se fabrica, citind mesajul afisat pe ecranul afisorului din post. De asemenea, verifica si conformitatea cordonului de loctite de pe CED si, daca nu este conform, il completeaza cu ajutorul pistoletului manual din post. Apoi oparatorul monteaza carterul mecanisme pe carterul ambreiaj, recupereaza dispozitivul de mentinere bile si il trimite pe planul inclinat spre postol 223. Monteaza manual monteaza manual stiftul de mentinere ax marsarier. Apoi monteaza protectorul busonului de umplere, rondela de apasare a 5-a si introduce cutia de viteze in treapta a 3-a. Evacueaza apoi paleta catre postul 223.
OP 280 - Pregatire grup viteza a 5-a. Operatorul trebuie sa astepte ca antena din post sa citeasca eticheta de pe paleta, apoi vizualizeaza mesajul care apare pe ecranul afisorului din post. Acest mesaj ii spune operatorului ce repere sa monteze, in functie de diversitate. Apoi, operatorul monteaza bucsa, pinionul liber, pinionul fix, butucul balador (prins in furca de mentinere) si contactorul marsarier. Dupa aceea, elibereaza paleta din post catre postul urmator. Aprovizionarea pieselor in post intra in obligatia operatorului de logistica.
OP 290 - Presare grup viteza a 5-a. In acest post, operatorul insurubeaza cele doua ogive (pe arborele primar si pe arborele secundar) cu ajutorul masinii de insurubat pneumatice din post, apoi preseaza, pe rand, pinionul fix si butucul balador. Dupa presare, desurubeaza ogivele, recupereaza furca de mentinere si o trimite pe planul inclinat spre operatia 280. Apoi elibereaza paleta spre postul urmator, apasand butonul din post.
OP 300 - Stiftuire furca a 5-a. Operatorul monteaza suportul cablu de ambreiaj depune loctite pe filetul arborelui secundar cu ajutorul pistolului de depunere loctit, monteaza surubul pe arborele secundar, rondela striata a 5-a, piulita pe arborele primar, pozitioneaza stift in ax si furca a 5-a si efectueaza stiftuire furca a 5-a si. Apoi elibereaza paleta spre postul urmator, apasand butonul din post. Aprovizionarea pieselor in postul de lucru se face de catre operatorul de logistica, care are obligatia sa asigure necesarul de piese in post, conform sinopticului.
OP 320 - Montaj capac spate grup viteza a 5-a. Operatorul citeste tabloul de diversitate din post si alege tipul de capac pe care trebuie sa-l monteze. De asemenea, pe tabloul de diversitete din post este afisat si elementul de strangere (prezon sau surub) precum si locatia unde se fixeaza acestea, in functie de tipul de cutie de viteze. Dupa identificarea elementelor de montat, operatorul monteaza garnitura de etansare, capacul de inchidere si suruburile sau prezoanele (in functie de diversitate). In cazul cutiilor de viteze de tip JH3*053, JH3*057, inaitea montarii garniturii de etansare se verifica vizual prezenta stiftul de mentinere ax marsarier apoi se realizeaza strangerea la cuplu suport cablu ambreiaj la cuplul de strangere conform fisei de control. La o frecventa de 1/200 se verifica si contactorul de mers inapoi. Aprovizionarea pieselor in postul de lucru se face de catre operatorul de logistica, care are obligatia sa asigure necesarul de piese in post, conform sinopticului.
OP 360 - Incercarea cutiilor de viteze pe bancul de proba. In acest post alimentarea cu cutii de viteze se face automat. Operatorul citeste mesajele de pe afisorul bancului si respecta intocmai instructiunile afisate pe acesta. Rodajul cutiei se face respectand ordinea afisata pe afisorul cu leduri din post. In cazul conformitatii rapoartelor de transmitere se vor aprinde ledurile de culoare verde, iar daca rapoartele sunt declarate neconforme se vor aprinde ledurile de culoare rosie. De asemenea, daca la sfarsitul ciclului cutia este declarata neconforma, pe afisaj apare scris acest lucru si motivul pentru care cutia a fost declarata neconforma (raportul de transmitere necorespunzator). Daca la sfarsitul ciclului cutia este declarata conforma, acest lucru este afisat si, de asemenea, este aprins un led de culoare verde. Verificarea la zgomot se face auditiv de operator. In functie de conformitatea cutiei de viteze aceasta este trimisa pe conveior fie catre postul urmator, fie catre iesire cutii neconforme, pentru a fi trimisa la retus. Retusul cutiilor de viteze se face conform Procedurii de retus din postul de retus.
Op 380 - Pregatire finala postul 1. Operatorul monteaza capacul cutie diferential si protectorul tahometru, monteaza busonul de golire si garnitura, greseaza axul de comanda in interiorul burdufului, conform fisei de post, apoi lipeste eticheta code bare pe capacul de inchidere, in pozitia mentionata in fisa de post. Dupa efectuarea operatiei, operatorul elibereaza paleta spre postul urmator.
OP 390 - Pregatire finala postul 2. Opertorul monteaza reperele conform FOS-ului din post. Mai intai greseaza furca de debreiere, apoi monteaza rulmentul de presiune, monteaza furca de ambreiaj, monteaza protectorul arborelui primar, montaj racord exterior reniflard si inel toric pe planetara. Diversitatea reperelor in funcie de tipul de cutie se face printr-un tablou de diversitate prevazut cu lampi. Aprovizionarea postului cu piese se face de catre operatorul de logistica. Acesta are obligatia de a aproviziona mobila dinamica aflata in vecinatatea postului iar operatorul aprovizioneaza platourile din post.
OP 430, 440, 450 - Post de descarcare CV asamblata. In acest post, operatorul verifica prezenta urmatoarelor repere: Protector cutie diferential, protector buson de umplere, protector tahometru, rulment de presiune, protector arbore primar, inel zero arbore planetar, conformitate gravare. Dupa aceste verificari, operatorul descarca cutia de viteze de pe paleta si le aseaza in containerul specific, pentru CV de intern, si pe masa de descarcare pentru cutiile de export, la care sa face conditionare la sursa. Dupa incarcarea unui container, operatorul zipeaza etichetele cod bare de pe capacul de tabla si se genereaza automat eticheta GALIA, care se pune pe container, pentru containerele de circuit intern.
OP 500 - Pregatire grup viteza a 5-a. Operatorul ia pinionul fix si liber viteza a 5-a si le aseaza pe dispozitiv pentru ascultare. Porneste dispozitivul si observa acul ceasului comparator (daca are bataie). Daca pinioanele nu prezinta lovituri, acesta le pozitioneaza in cosul special pentru piese bune. Apoi pregateste butucul balador viteza a 5-a, cu arc de mentinere si inel sincron, si le aseaza pe dispozitivul specific din post. Gestionarea diversitatii din post se face conform tabelului de diversitati din post.
Pentru CV JH3*053 si JH3*057, operatorul pregateste ansamblul balador viteza a 5-a pe dispozitivul de lucru, asambland levierele si inelul sincronizator, actioneaza dispozitivul ducandu-l in pozitia de verificare. Dupa confirmare montare corecta, se retrage dispozitivul si se pune ansamblul balador pe carucior.
OP 510 - Detectare lovituri arbore secundar. Operatorul preia arborele secundar conform tipului de cutie, il aseaza pe dispozitivul de detectare a loviturilor. Porneste dispozitivul si observa acul ceasului comparator (daca are bataie). Daca arborele nu prezinta lovituri, operatorul il pozitioneaza pe paleta si evacueaza paleta catre op 540.
OP 520 A - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar. Operatorul ridica paleta si o aseaza pe rolgang, apoi completeaza poka-yoke cu 3 inele de siguranta si 4 rondele canelate, selecteaza setul de componente, arbore primar+pinioane viteza 1, 2, 3, 4, le aseaza pe dispozitiv si verifica prezenta loviturilor. Dupa aceea aseaza pinioanele vit. 2, 3, 4 pe paleta si pinionul vit I-a pe arborele secundar.
OP 520 B - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar. Operatorul completeaza poka-yoke cu 3 inele de siguranta si 4 rondele canelate, selecteaza setul de componente, arbore primar+pinioane viteza 1, 2, 3, 4, le aseaza pe dispozitiv si verifica prezenta loviturilor. Dupa aceea aseaza pinioanele vit. 2, 3, 4 pe paleta si pinionul vit I-a pe arborele secundar.
OP 540 - Pregatire butuc-balador 3-4. Operatorul monteaza inelul de frictiune uleiat in inelul sincron superior, inelul sincron inferior si aseaza ansamblul pe paleta, pentru deplasare in postul 550. Ia ansamblul butuc-balador 3-4 si monteaza 3 arcuri si 3 galeti in locasurile dintre butuc si balador, apoi aseaza ansamblul pe paleta, pentru deplasare in postul 550.
OP 545 - Pregatire butuc-balador 1-2. Operatorul monteaza inelul de frictiune uleiat in inelul sincron superior, inelul sincron inferior si aseaza ansamblul pe arborele secundar. Ia ansamblul butuc-balador 1-2 si monteaza 3 arcuri si 3 galeti in locasurile dintre butuc si balador, apoi aseaza ansamblul pe arborele secundar.
OP 550 - Asamblare arbore secundar 1. Operatorul aseaza arborele secundar cu pinionul viteza I-a, inele sincronizatoare si de frictiune si balador 1-2 montate pe el pe dispozitivul de presare, cupleaza in viteza I-a, preseaza inelul de oprire, asambleaza rondela canelata, inelul sincron uleiat, asambleaza inelul sincron uleiat, pinionul viteza a 2-a, rondela canelata, preseaza inel de oprire, realizeaza gimnasticarea ansamblului, apoi aseaza arborele secundar asamblat pe paleta. Asambleaza rondela canelata pe AS ass si pinionul viteza a 3-a, apoi evacueaza paleta catre postul urmator.
OP 560 - Asamblare arbore secundar 2. Operatorul aseaza arborele secundar asamblat pe dispozitivul de presare, asambleaza rondela canelata, inelul sincron uleiat, butucul balador 3-4 asamblat, cupleaza in viteza a 3-a, aseaza inelul sincron uleiat, pinionul viteza a 4-a, rondela de apasare uleiata si realizeaza gimnasticarea ansamblului, apoi aseaza arborele secundar asamblat pe rolgang.
Pentru operatiile de strangere (op 130 - strangere prezon K9K si op 320 - strangere suport cablu ambreiaj).
Masinile de insurubat electrice sunt legate la o cutie de capete ce are ca functiune schimbarea programului de strangere in functie de capul de cheie selectionat sau in functie de secventa programata pentru tipul de cutie specific.
Operatorul realizeaza operatia de strangere pana la validarea cuplului. În acest sens el este ajutat de diodele pozitionate pe corpul masinii de insurubat.
Diodele verzi: insurubare buna, operatorul lasa masina de insurubat sau selecteaza un alt cap de cheie.
![]()
![]() Diodele
rosii: insurubare gresita; in acest caz
operatorul trebuie sa urmeze procedura urmatoare:
Diodele
rosii: insurubare gresita; in acest caz
operatorul trebuie sa urmeze procedura urmatoare:
Ø Însurubare gresita aNULARE defect desurubare si reinsurubare:
![]()
Daca este bine SFÂRSIT OPERATIE
![]()
![]() Daca este gresit ANULARE DEFECT DESURUBARE COMPLETA SI
SCHIMBARE COMPONENTA (surub, prezon)
Daca este gresit ANULARE DEFECT DESURUBARE COMPLETA SI
SCHIMBARE COMPONENTA (surub, prezon)
Ø Însurubare buna
![]()
q Daca este bine SFÂRSIT OPERATIE
8. MOD DE FUNCTIONARE A POSTURILOR AUTOMATE
Posturile automate inlocuiesc posturile manuale, avand ca functionalitate asigurarea procesului . Ele autorizeaza conformitatea operatiei inscriind in eticheta dinamica rezultatul (proces conform sau neconform).In funcie de rezultatul procesului, daca acesta este neconform, cutia respectiva este etichetata automat cu cartonas rosu si va trece prin toate posturile din aval fara sa permita vreo interventie asupra ei.
8.1. Descrierea posturilor automate
- OP 20 Presare bucsi centrare CED/CM. Acest post efectueaza presarea automata a bucsilor de centrare intre cele doua semicartere. Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic.In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica) , neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui bol vibrant pe care operatorul de logistica il incarca atunci cand este nevoie.
- OP 30 Presare/sertizare rulment D51. Acest post efectueaza presarea automata a rulmentului D51 (pentru arborele secundar). Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic. In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. De asemenea, dupa ce se efectueaza operatia de presare a rulmentului, se trece la operatia de sertizare a acestuia, in patru puncte. Alimentarea postului se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie (primeste mesaj pe afisorul din post).
- OP 40 Presare rulment D68. Acest post efectueaza presarea automata a rulmentului D 68 (pentru cutia diferential). Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic. In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie(primeste mesaj pe afisorul din post).
- OP 50 Presare tub ghidare si inel oprire rulment D68. Acest post efectueaza presarea automata a inelului de oprire pentru rulmentul D 68. Dupa aceea, are loc presarea tubului de ghidare. Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic.In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie(primeste mesaj pe afisorul din post).
- OP 60 Presare rulment D130. Acest post efectueaza presarea automata a rulmentului D 130 (pentru cutia diferential). Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic. In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica) , neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie(primeste mesaj pe afisorul din post).
- OP 100 Presare cutie diferential. Acest post efectueaza presarea automata a cutiei diferential pe carterul ambreiaj. Dupa presarea cutiei diferential se preseaza si inelul de oprire pe arborele planetar al cutiei diferential. Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic. In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica) , neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului cu inele de siguranta sa face automat se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie(primeste mesaj pe afisorul din post).Cutiile diferential insotesc carterulambreiaj din postul 80.
- OP 110 Presare pivot si simering D56. Acest post efectueaza presarea automata a pivotului pentru furca de debreiere si a simeringului de etansare a cutiei diferential. Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic.In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica) , neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui alimentator special, pe care operatorul de logistica il incarca atunci cand este nevoie(primeste mesaj pe afisorul din post). Pivotul insoteste paleta din operatia 10.
- OP 120 Presare bucsi centrare fata motor. Acest post efectueaza presarea automata a bucsilor de centrare pe fata motor. Procesul de presare este supravegheat de un dispozitiv de control tip METROLOGIC, care inregistreaza efortul de presare si cursa de presare si le afiseaza pe un afisor electronic.In cazul neconformitatii procesului, (efort mai mare sau mai mic, cursa mai mare sau mai mica), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui bol vibrant pe care operatorul de logistica il incarca atunci cand este nevoie (cand primeste mesaj pe afisorul din post).
- OP 125 Insurubare prezon cuplare motor. Acest post efectueaza insurubarea automata a prezonului de cuplare pe motor. In cazul neconformitatii procesului, (insurubare necorespunzatoare), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. Alimentarea postului se face automat, cu ajutorul unui bol vibrant pe care operatorul de logistica il incarca atunci cand este nevoie.(cand primeste mesaj pe afisorul din post).
- OP 130 Control insurubare prezon cuplare motor si insurubare prezon K9K. In acest post are loc controlul automat al prezonului de cuplare motor printr-un senzor de distanta care trimite meajul citit la automatul din post. Neconformitatea operatiei este inscrisa in eticheta dinamica a paletei si cutia este etichetata cu cartonas rosu.
- OP 145 Citire automata a etichetei de pe paleta. Postul lectureaza automat datele de pe eticheta dinamica a paletei din TFA si le transmite automatului din postul 160 pentru inscrierea lor in eticheta de pe paleta liniei principale, paleta pe care trebuie returnat carterul ambreiaj asamblat.
- OP 160 Returnare carter ambreiaj de pe paleta de TFA pe paleta de linie principala. In acest post are loc rasturnarea automata carterului.
- OP 210 Depunere cordon threebond pe carterul ambreiaj. Acest post depune automat cordonul de threebond pe CED in functie de tipul de cutie care este citit pe eticheta dinamica a paletei din post. De asemenea, controleaza automat prezenta rondelei de apasare viteza a 4-a, prezenta magnetului si diversitatea furcii viteza a 5-a. Tot in acest post are loc gresarea baladoarelor ½ si ¾.
- OP 240 Control zavoarare axe furci. In acest post are loc controlul automat al prezentei rolelor de zavorare pentru axe furci. In cazul neconformitatii procesului (lipsa role de blocare), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu.
- OP 260 Strangere la cuplu suruburi de contur. In acst post are loc srangerea automata suruburilor de contur. Postul este prevazut cu 16 brose tip GEORGES RENAULT. Alimentarea postului se face automat, cu ajutorul unui bol vibrant si al unui distribuitor automat pentru suruburile de contur. Aprovizionarea cu suruburi se face de catre operatorul de logistica (atunci cand primeste mesaj pe afisorul din post).
- OP 310 Strangere automata a grupului viteza a 5-a. Acest post efectueaza insurubarea automata a grupului viteza a 5-a si a contactorului marsarier. In cazul neconformitatii procesului (insurubare necorespunzatoare), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu. De asemenea, acest post realizeaza gresarea automata a baladorului viteza a 5-a.
- OP 330 Strangere la cuplu capac inchidere grup viteza a 5-a. Acest post efectueaza insurubarea automata capacului de inchidere a grupului viteza a 5-a, folosind o masina de strans cu 3 brose. In cazul neconformitatii procesului (insurubare necorespunzatoare), neconformitatea este inscrisa in eticheta dinamica si cutia este etichetata cu carton rosu.
- OP 375 - Gresare caneluri. In acest post se face gresrea automata a canelurilor.
- OP 400 Strangere buson de golire si debridare paleta. Acest post efectueaza strangerea automata a busonului de golire ulei si debridarea automata a cutiei de pe paleta. Neconformitatea operatiei (insurubare necorespunzatoare sau debridare necorespunzatoare) este inscrisa in eticheta dinamica a paletei si cutia este etichetata cu cartonas rosu.
- OP 410 Gravare CV. In acest post are loc gravarea cutiei de viteze. In funcie de datele citite pe eticheta dinamica, postul efectueaza automat gravarea in locul destinat acestei operatii, conform standardelor RENAULT.
- OP 420 - Decrosare. Citire eticheta si decrosare in SIP.
9. ZONA DE DEMERITE
Zona de demerit va fi alimentata cu cutii de viteze provenind din linia de fabricatie sau de la clientul intern. Frecventa de prelevare a cutiilor de viteze este de 1/1000 CV. Cutia de viteze este prelevata de operatorul care efectueaza demeritul. Postul de demerit este amplasat in interiorul liniei, pentru a-i permite operatorului sa recupereze o cutie buna la iesirea din linia de montaj (in cel de-al doilea post de descarcare). Rezultatul operatiei de demerite se completeaza in fisa de demerite si se preia de catre Seviciul Calitate, prin intermediul reprezentantului acestuia in linie. Apoi operatorul care face operatia de demerit va trece la recuperarea pieselor care vor fi remontate in linie, conform listei de piese recuperabile afisata in postul de demerit.
10. ZONA DE EXPERTIZA SI RETUS
Cutiile de viteze cu cartonas rosu sunt expertizate apoi demontate, iar piesele sunt reciclate dupa decizia comitetului de expertiza (tehnician calitate, tehnician metode, tehnician fabricatie). Lista pieselor care nu mai pot fi reciclate este afisata in postul de expertiza si retus.
Cutiile de viteze cu cartonas galben sunt expertizate si retusate, apoi recalificate prin intermediul SIP.
Informatiile inscrise pe cartonasele galbene sau rosii sunt transferate pe fisa de
evidenta de reprezentantul celulei tehnice. Cartonasele sunt conservate 18 luni de catre tehnicianul de calitate.
Fisele de analiza sunt conservate 5 ani de serviciul calitate (norma 0010415/..M)
Ca urmare a aplicarii unui cartonas rosu, dupa demontare in zona de expertiza piesele bune si curate sunt reciclate in posturile de asamblare cu ajutorul unui carucior specific. Receptia pieselor in post este facuta de operatorul senior, dupa ce piesele au fost validate de comitetul de expertiza. Piesele defecte sunt returnate la furnizor, pentru analiza, fiind depuse in containerul de piese neconforme (de culoare rosie) si contabilizate.
Pentru demontare, operatorul va utiliza dispozitivele din dotare din zona de expertiza.
11. SISTEMUL DE INFORMARE
Filmul de fabricatie trebuie sa raspunda la urmatoarele functiuni :
11.1 Gestiunea filmului:
Acest film cuprinde ordinea de fabricatie pentru reperele date ce poate fi modificat ca urmare a evolutiei (ex. reper nou). El va fi introdus lansatorul de organe, care este singura persoana ce poate introduce sau modifica filmul de fabricatie. In cazul in care se prevaleaza o cutie de viteze pentru demerit, dupa ce s-a stabilit care tip de cutie va fi prevalat, lansatorul de organe va suplimenta filmul de fabricatie cu un OF cu acel tip de cutie pentru a realiza numarul de cutii de viteze cerut.
11.2 Trasabilitate
Gravarea cutiei de viteze in operatia 410 si lipirea etichetei cod bare pe capacul de inchidere viteza a 5-a , in operatia 380, permit trasabilitatea cutiei in linia de asamblare si la client. Ele asociaza:
Tipul cutiei de viteze, reperul, seria si site-ul unde a fost produsa.
12. CURATENIA
Atelierul este curatit de doua ori pe zi , in permanenta, cu o masina de spalat manipulata de un operator din serviciul administrativ.
Despre curatenia atelierului se va discuta in reuniunile UEL-urilor.
Curatirea paletelor (TFA si LP ) se va face o data pe saptamana de catre fabricant.
Evacuarea deseurilor (ambalaje carton si hartie) este asigurata de compartimentul
LOGISTICA.
Piesele disponibile in posturi pe mobile in bord de linie, trebuie sa fie curate si uscate si gata sa fie utilizate.
La un repaus mai mare de doua ore, piesele vor fi acoperite (capace in cazul ambalajelor din carton, folii de plastic etc.)
=> ansamblul curateniei in atelierul de asamblare este exigenta: este in responsabilitatea sefului de atelier.
13. ARANJAREA ECHIPAMENTELOR, PIESELOR ÎN POST
Utilajele, echipamentele de control, etaloanele sunt aranjate in suporti specifici pe
mobilier.
Piesele in posturi se vor monta direct din unitatea de conditionare fara alte manipulari: termoformate, cartoane, ambalaje specifice.
14. INTRETINERE
14.1 Transabilitate
In celula de intretinere sunt evidentiate :
Planurile echipamentelor si masinilor
Planurile electrice
Contractele de mentenanta
Piese de schimb
15. PROTECTIE:
Subansamblele preasamblate in asteptare de a fi asamblate vor fi protejate cu o folie de plastic.
La livrarea cutiilor in linia de GMP, orificiile de la pinionul tahometru, busonul de umplere, cutia diferential, preculm si canelurile arborelui primar sunt obturate cu protectoare din plastic.
Cutiile de viteze in curs de asamblare raman sub huse in post in timpul schimbarii echipelor de lucru si in week-end.
La sfarsitul schimbului si in week-end piesele sunt protejate, echipamentele, aparatura de control si de masura sunt protejate in conditionarea lor.
16. LANT DE ETALONARE:
Periodicitatea de etalonare a aparatelor si echipamentelor de control este mentionata in fisele de viata, intocmite de Serv. Metrologie DMD.
O eticheta (procedura D310-02-004 IL) lipita pe aparate sau pe echipamentele de control indica data de etalonare si mentioneaza data urmatoarei interventii.
Lantul de etalonaj este pilotat de metrologia DQ.
Etalonarea masinilor de insurubat este realizata de mentenanta la sesizarea
tehnicianului de fabricatie din celula de tehnica care este garantul calitatii mijloacelor (CAM, CPK) .
17. PIESE NECONFORME
Ambalajele rosii vor fi amplasate in apropierea posturilor pentru a depune piesele
neconforme, seniorul liniei identifica natura defectului piesei ca urmare a unei expertize. Reactivitatea trebuie sa fie imediata in cazul pieselor neconforme dintr-un lot nou.
Natura defectului este mentionata pe o eticheta (alba cu dunga rosie) care insoteste piesa neconforma.
Piesele neconforme sunt ridicate la sfarsitul schimbului de serviciul calitate si sunt depozitate pentru a fi analizate de comitetul de expertiza.
Dupa analiza, piesele sunt fie returnate la furnizor, fie distruse, fie reciclate.
18. DOCUMENTATIE IN POSTURI :
In fiecare post de lucru trebuie sa se gaseasca documentatia urmatoare :
18.1 Documentatie tehnica :
Sinoptic de fabricatie
Fise tehnice
Fise schema
FOS (fisa postului)
Fise puncte cheie (fotografii, piese exemplu)
18.2 Documentatie de control :
Fise de control
Fise de etalonare
Fise schema de control
Fise SUMEQ
Instructiuni de lucru
18.3 Documentatie de exploatare:
Fise de securitate
Fise de conditionare piese
Fise produs
18.4 Legenda de culori a suportilor de fise
Verde: fise de control individual
fise de control proces
modul operator
fise de etalonare
validitate mijloace de control
Rosu : remarci particulare
proceduri de exploatare particulare operatiei.
supraveghere proces anti-eroare
remarci generale
posturi in derogare
Alb : fise tehnice
fise schema
Albastru : instructiuni de post
Galben : notite tehnice
fise de securitate in post
Gri intretinere nivel 1 si nivel 2 mentenanta
Negru : diverse
19. FORMARE OPERATORI
Dupa formarea operatorilor din punct de vedere PROCES si CALITATE, sunt atestati prin eliberarea permiselor de conducere.
Aceste atestari sunt conservate si puse la dispozitie de Seful de atelier
Macheta CV din atelier
Piese reprezentative
Plan de formare pentru operatori
Scoala de dexteritate
Capitolul III
Optimizarea sistemului de aprovizionare
Situatia actuala
Linia U2 este o linie de asamblare semi-automata, cutiile fiind plasate pe palete, care sunt aduse la fiecare post cu ajutorul unui rolgang actionat prin intermediul unui lant cu ajutorul unor motoreductoare.
Linia are doua parti principale: o parte de pregatire pentru carterul ambreiaj-diferential (TFA) si partea de asamblare in linia principala intre operatiile 170 si 420, si doua zone de pregatire, pentru empilage si carter mecanisme.
1. Partea de pregatire CED (TFA) se compune din 13 posturi automate de lucru (posturile 20, 30, 40, 50, 60, 85, 100, 110, 120, 125, 140, 145, 160) si 4 posturi manuale de lucru (posturile 10, 80, 90, 130), deservite de 4 operatori.
2. Partea de asamblare din linia principala este compusa din 11 posturi automate (posturile 170, 210, 240, 260, 310, 330, 340, 350, 400, 410, 420) si 17 posturi manuale (posturile 190, 200, 205, 230, 280, 290, 300, 320, 360 - 2 posturi, 375, 380, 390, 420, 430, 440, 450) posturi manuale deservite de 14 operatori.
3. Zona de pregatire empilage, compusa din 7 posturi (510, 520A, 520B, 540, 545, 550, 560), deservite de 6 operatori.
4. Zona de pregatire carter mecanisme, compusa din 4 posturi (220, 221, 222, 223), deservite de 4 operatori.
Zona de pregatire empilage:
1. Post 510 - Detectare lovituri pinion liber 5 si arbore secundar;
2. Post 520 - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar;
3. Post 540 - Pregatire butuc balador 1-2, 3-4;
4. Post 545 - Asamblare dublu con;
5. Post 550 - Asamblare arbore secundar 1;
6. Post 560 - Asamblare arbore secundar 2.
Zonele reprezentate cu sageata reprezinta banda, zonele reprezentate prin culoarea gri reprezinta masa de lucru a operatorului si zona reprezentata prin culoarea portocaliu reprezinta caruciorul cu care se face in prezent aprovizionarea postului 190 cu componente (arborele primar, arborele secundar, pinioane vit. a V-a).
1.1. Descrierea posturilor de lucru din zona de pregatire empilage:
Operatia 510 Detectare lovituri pinion liber 5 si arbore secundar. Operatorul preia arborele secundar conform tipului de cutie, il aseaza pe dispozitivul de detectare a loviturilor. Porneste dispozitivul si observa acul ceasului comparator (daca are bataie). Daca arborele nu prezinta lovituri, operatorul il pozitioneaza pe paleta si evacueaza paleta catre op 540.
OP 520 - Detectare lovituri pinion liber 1, 2, 3, 4 si arbore primar. Selecteaza setul de componente, arbore primar+pinioane viteza 1, 2, 3, 4, le aseaza pe dispozitiv si verifica prezenta loviturilor. Dupa aceea aseaza pinioanele vit. 2, 3, 4 pe paleta si pinionul vit I-a pe arborele secundar.
OP 540 - Pregatire butuc-balador 1-2, 3-4. Operatorul monteaza inelul de frictiune uleiat in inelul sincron superior, inelul sincron inferior si aseaza ansamblul pe paleta, pentru deplasare in postul 550. Ia ansamblul butuc-balador 3-4 si monteaza 3 arcuri si 3 galeti in locasurile dintre butuc si balador, apoi aseaza ansamblul pe paleta, pentru deplasare in postul 550.
OP 545 - Asamblare dublu con. Operatorul monteaza inelul de frictiune, inelul sincron inferior, inelul sincron superior, butucul-balador 1-2 pe arborele secundar si aseaza pe paleta butucul-balador 3-4, pentru deplasare in postul 550.
OP 550 - Asamblare arbore secundar 1. Operatorul aseaza arborele secundar cu pinionul viteza I-a, inele sincronizatoare si de frictiune si balador 1-2 montate pe el pe dispozitivul de presare, cupleaza in viteza I-a, preseaza inelul de oprire, asambleaza rondela canelata, inelul sincron uleiat, asambleaza inelul sincron uleiat, pinionul viteza a 2-a, rondela canelata, preseaza inelul de oprire, realizeaza gimnasticarea ansamblului, apoi aseaza arborele secundar asamblat pe paleta. Asambleaza rondela canelata pe arbore si pinionul viteza a 3-a, apoi evacueaza paleta catre postul urmator.
OP 560 - Asamblare arbore secundar 2. Operatorul aseaza arborele secundar asamblat pe dispozitivul de presare, asambleaza rondela canelata, inelul sincron uleiat, butucul balador 3-4 asamblat, cupleaza in viteza a 3-a, aseaza inelul sincron uleiat, pinionul viteza a 4-a, rondela de apasare uleiata si realizeaza gimnasticarea ansamblului, apoi aseaza arborele secundar asamblat pe rolgang.
Operatorul din postul 560 - "Asamblare arbore secundar 2" mai are ca sarcina umplerea caruciorului (24 kitt-uri) cu piese finite (arborele primar, arborele secundar, pinioane vit. a V-a), piese ce urmeaza a fi livrate in postul 190. La sfarsitul realizarii a fiecare 24 kitt-uri (arborele primar, arborele secundar, pinioane vit. a V-a), cand caruciorul este plin operatorul din postul 560 trebuie sa mute caruciorul plin pe pozitie viitoare pentru a fi preluat si transportat de operatorul de la logistica in postul 190. Operatorul din postul 190 monteaza ax furca ½ pe arborele secundar asamblat, monteaza busonul de mentinere empilage pe arborele secundar in pozitie stransa, apoi monteaza ansamblul AP/AS/ax furca ½ in carterul ambreiaj. Dupa aceea scoate protectorul tub ghidare si monteaza obturatorul pe cutia diferential. La schimbarea rafalelor, efectueaza zipare tip pregatire arbore secundar, pentru verificare tip empilage. La inceputul fiecarei cutii de conditionare ax furca ½, se efectueaza zipare. Diversitatea de furca ½ este afisata in tabloul de diversitate din post prin aprinderea ledului corespunzator reperului respectiv. Dupa montaj, operatorul valideaza conformitatea cutiei si elibereaza paleta apasand butonul de validare din post.
În urmatorul tabel am notat timpii de ciclu care ii sunt necesari operatorul din postul 560.
|
Analiza timp ciclu (secunde) operatia 560 "asamblare pinion vit a IV-a si balador" |
||||||
|
Presare inel de oprire |
Asanblare sincronizator v 3-4 |
Asamblare pinion liber v 4 |
Verificare functionare sincronizator |
Asamblare buson mentinere arbore secundar |
Mutare carut transport empilage |
Total timp ciclu |
|
7,20 |
12,60 |
16,20 |
23,40 |
28,80 |
40,00 |
30,00 |
Tabel 1 - Analiza timp ciclu (secunde) operatia 560 "asamblare pinion vit a IV-a si balador"
![]()

Grafic 1 Analiza timp ciclu (secunde) operatia 560 "asamblare pinion vit a IV-a si balador"
În graficul 1 am prezentat situatia actuala din postul 560 din punct de vedere timpi ciclu. Prima operatie pe care o face muncitorul se numeste "presare inel de oprire", operatie la care ii sunt necesare 7,2 secunde; a II-a operatie se numeste "asamblare sincronizator vit. 3-4", operatie la care ii sunt necesare 5,4 secunde; a III-a operatie se numeste "asamblare pinion liber vit. 4", operatie la care ii sunt necesare 3,6 secunde; a IV-a operatie se numeste "verificare functionare sincronizator", operatie la care ii sunt necesare 7,2 secunde; a V-a operatie se numeste "asamblarea buson mentinere arbore secundar", operatie la care ii sunt necesare 5,4 secunde.
Tciclu op 560 = 7,2+5,4+3,6+7,2+5,4 = 28,8 secunde
Unde:
Tciclu op 560 - timp ciclu pentru operatia 560
Aceasta valoare, 28,8 secunde, reprezinta timplu efectiv in care operatorul din postul 560 realizeaza o piesa. Fiecare operator are la dispozitie 30 secunde pentru a realiza toate operatiile care ii revin, 30 secunde fiind timpul de cadenta (la fiecare 30 secunde se realizeaza o cutie de viteze).
Ttotal schimb = 480 minute = 28 800 secunde
Tpauza de masa = 20 minute = 1 200 secunde
Tpauza tehnologica = 2 * 10 minute = 20 minute = 1 200 secunde
Treuniune UEL = 5 minute = 300 secunde
Ttot pauza = 20 + 10 + 10 + 5 = 45 minute = 2 700 secunde
Tlucrat ef = 480 - 20 - 10 - 10 - 5 = 435 min = 26 100 secunde
Unde:
Ttotal schimb - timp total pe schimb
Tpauza de masa - timp pauza de masa
Tpauza tehnologica - timp pauza tehnologica
Treuniune UEL - timp reuniune UEL (unitate elementara de lucru)
Ttot pauza- timp total pauza
Tlucrat ef - timp lucrat efectiv
Piese realizate pe schimb = 860 piese
Tcadenta = 26 100 / 860 = 30 secunde
Tramas mutare carut = 30 - 28,8 = 1,2 secunde
Tnecesar mutare carut = 10 secunde
Unde:
Tcadenta - timp cadenta
Tramas mutare carut - timp ramas pentru mutare carut
Tnecesar mutare carut - timp necesar pentru mutare carut
Din calcul rezulta 1,2 secunde ramase operatorului din postul 560 pentru a muta carutul pe pozitie viitoare pentru a fi preluat si transportat de operatorul de la logistica in postul 190, timp insuficient pentru a efectua aceasta operatie.
Zona rosie din grafic ne arata ca operatorul din postul 560 mai are nevoie de cel putin 10 secunde pentru a muta carutul in zona de unde este preluat de operatorul de la logistica.
Identificarea problemei
Pe baza celor prezentate mai sus, este clar ca ne confruntam cu doua probleme majore, prima problema: incacarea operatorului postului 560; a II-a problema: timpul lucrat efectiv de operatorul de la logistica, acesta lucrand prea putin timp din cele 435 minute care reprezinta timpul de lucru efectiv.
Operatorul din postul 560 este nevoit sa lucreze in graba pentru as realiza norma zilnica, si mai mult daca operatorul din postul 560 nu tine ritmul cu banda poate influenta productia in ziua respectiva. Totodata, daca operatorul lucreaza in graba nu se mai poate concentra pe operatia care o desfasoara si poate interveni foarte usor riscul de accidentare. În cadrul tuturor companiilor se pune accent pe prevenirea riscului de accidentare, se investeste foarte mult in echipamente de protectie, in modernizari efective pentru a preveni si indeparta riscul de accidentare cat mai mult posibil. Aceasta este prima problema care trebuie avuta in vedere pentru a fi rezolvata.
Tciclu op 560 = 7,2+5,4+3,6+7,2+5,4 = 28,8 secunde
Tramas mutare carut = 30 - 28,8 = 1,2 secunde
Tmutare carut = 11,2 sec
Tincarcare = 40 - 30 = 10 secunde
Unde:
Tciclu op 560 - timp ciclu pentru operatia 560
Tramas mutare carut - timp ramas pentru mutare carut
Tmutare carut - timp mutare carut
Tincarcare - timp incarcare operator post 560
Operatorul din postul 560 are timpul incarcat cu 10 secunde la fiecare 12 minute cand caruciorul este plin cu kitt-uri necesare pentru postul 190. Acest timp de 10 secunde este necesar pentru mutarea carutului de catre operatorul din postul 560 pe pozitie viitoare pentru preluarea lui de operatorul de la logistica.
Tincarcare carut = 24 kitt-uri * 30 sec = 12 min
Nr curse pe zi = 860 / 24 = 36 curse
Tpierdut de op 560 pe schimb = 36 curse * 10 sec = 360 sec = 6 min
Tm = zC - (zSL + zCO + zDT) = 365 - (107 + 24 + 0) = 234 zile
Tpierdut de op 560 pe an = 234 *6 = 1 404 min/an
Unde:
Tincarcare carut - timp necesar pentru incarcare unui carucior
Tpierdut de op 560 pe schimb - timp pierdut de operatorul postului 560 in 8 ore de lucru
Tm - timpul anual disponibil al unui muncitor
zC - numarul de zile calendaristice (365 zile), zSL - numarul sarbatorilor legale si zilele nelucratoare conform codului muncii (107 zile), zDT -numarul de zile anual rezervate reviziilor tehnice si intretinerii utilajelor, instalatiilor si a cladirii (10 - 15 zile), zCO - zile concediu de odihna (24 zile)
A II-a problema o reprezinta timpul lucrat efectiv de operatorul de la logistica, acesta lucrand prea putin timp din cele 435 minute care reprezinta timpul de lucru efectiv.
|
Încarcare operator logistica |
|
|
Timp total |
480 min |
|
Timp lucrat ( transpor empilage) |
36 min |
|
Pauza |
40 min |
|
Reuniune UEL |
5 min |
|
Timp NonVA |
399 min |
În graficul de mai sus este prezentata situatia actuala a timpului de lucru efectiv in ceea cel priveste pe operatorul de la logistica. Din acest grafic se observa ca operatorul logistica lucreaza efectiv 36 minute dintr-un total de 480 minute.
Ttotal = 28 800 secunde = 480 minute
Tpauza de masa = 1 200 secunde = 20 minute
Tpauza tehnologica = 1 200 secunde = 10 minute + 10 minute
Treuniune UEL = 300 secunde = 5 minute
Ttot pauza = 2 700 secunde = 45 minute
Tde lucru ef = 480 - 20 - 10 - 10 - 5 = 435 min = 26 100 secunde
Unde:
Ttotal- timp total de lucru pe zi
Tpauza de masa - timp pauza de masa
Tpauza tehnologica - timp pauza tehnologica
Treuniune UEL - timp reuniune UEL (unitate elementara de lucru)
Ttot pauza- timp total pauza
Tde lucru ef - timp lucrat efectiv
Mai sus am prezentat timpii efectivi pentru un schimb si anume timp total de lucru pe zi, timp pauza de masa, timp pauza tehnologica, timp reuniune UEL, timp lucrat efectiv, pentru a putea face comparatii intre timpul lucrat de operatorul de la logistica si un oarecare muncitor.
Tincarcare carut= 24 kitt-uri * 30 sec = 12 min
Nr curse pe zi = 860 / 24 = 36 curse
Tmutare carut in post 190 = 30 secunde
Tlucrat de operatorul logistica = (30 * 36) * 2 = 2160 secunde = 36 min/zi
Tde lucru ef = 480 - 20 - 10 - 10 - 5 = 435 min = 26 100 secunde
TnonVA = 435 - 36 = 399 min/zi
Ptimp lucrat de catre operator logistica
Tpierdut efectiv = 480 - 36 = 444 min
Unde:
Tincarcare carucior - timp necesar pentru incarcare unui carucior
Tmutare carut in post 190 - timp mutare carut in postul 190 de catre op logistica
Tlucrat de operatorul logistica - timp lucrat de operatorul de la logistica
Tde lucru ef - timp lucrat efectiv
TnonVA - timp non valoare, timp care nu aduce nici un beneficiu firmei
Ptimp lucrat de catre operator logistica - procent timp lucrat de catre operatorul logistica
Tpierdut efectiv - timp pierdut efectiv
În urma celor calculate mai sus reiese ca operatorul de la logistica lucreaza cu mult mai putin decat ar trebui sa lucreze in mod normal. Dintr-un procent de 100% acest lucreaza decat 7,5% adica dintr-un total de 480 minute el lucreaza numai 36 minute, restul de timp (444 minute) pierzandu-l fara sa aduca beneficii firmei la care lucreaza.
Sop logistica = 1 900 Ron/luna * 12 = 22 800 Ron/an
Panuale = 1400 + 700 + 600 = 2 700 Ron/an
BV = 11 * (9 * 22) = 2 178 Ron/an
Total = 27 678 Ron/an
Scuvenit = 27 678 * 7,5% = 2 075,85 Ron/an
Pfirma = 27 678 - 2 075,85 = 25 602,15 Ron/an
Unde:
Sop logistica- salariu operator logistica
Panuale - preme anuale
BV - bonuri valorice
Scuvenit - salariu cuvenit cu adevarat de op logistica
Pfirma - pierdere firma
Facand un calcul economic, in ceea ce priveste salariul operatorului logistica, observam ca firma plateste pentru angajatul sau aproximatie 27678 Ron/an (suma nu poate fi determinata cu exactitate), cu 25602,15 mai mult decat merita cu adevarat salariatul de la logistica. Pierderea firmei este cu mult mai mare pentru ca nu am avut suficiente date sa calculez cheltuiala acestuia cu masa si transportul, in plus adevarata pierdere este de doua ori mai mare pentru ca avem doi angajati pe acest post (unu angajat pentru schimbul 1 si un angajat pentru schimbul 2).
Forta de munca totala se calculeaza avand la baza fondul anual de prestari servicii pentru activitatea deservita (Mop.log) si timpul anual disponibil al unui muncitor (Tm), relatia de calcul find urmatoarea:
Nm = Mop.log / Tm (muncitori)
Tm = (zc - (zSL + zCO)) * tm ns (ore)
Tm = (365 - (107 + 24)) * 8 * 2 = 3 744 ore
Mop.log = 234 * 0,6 = 140,4 ore/an
Nm = 140,4/3744 = 0,0375 (muncitori/schimb)
Nm = 0,0375 * 2 = 0,075 (muncitori)
Unde:
Nm - numarul de muncitori
Tm - timpul anual de lucru pentru un muncitor
Mop.log timp anual real de lucru pentru operatorul logistica
tm - timp de lucru al unui muncitor
ns - numar schimburi
În urma calculului fortei de munca rezulta ca timpul anual de lucru pentru un muncitor este de 1 872 ore/an, avand in vedere ca se lucreaza in doua schimburi timpul anual de lucru va fi dublu si anume 3 744 ore/an, in concluzie cei doi operatori de la logistica ar trebui sa lucreze fiecare cate 1 872 ore/an pentru as merita salariu in proportie de 100%. Calculand timpul anual real de lucru pentru operatorul logistica obtinem ca acesta lucreaza doar 140,4 ore/an dintr-un total de 1 872 ore/an cu 1 731,6 ore mai putin decat ar trebui in mod normal.
În urma acestor calcule s-a putut determina numarul de muncitori necesari pentru a muta carutul din postul 560 in postul 190, acest numar de muncitori este 0,075 muncitori, deci necesarul nu este nici macar de 10% pentru cele doua schimburi, in conditiile in care in acest moment sunt angajate 2 persoane pentru a face aceasta operatie.
Obiectiv
Ca si obiectiv, este nevoie sa se implementeze un nou sistem pentru a transporta acest carut din postul 560 in postul 190, un nou sistem care sa rezolve problema din postul 560 si anume sa nu se mai piarda cele 10 secunde cu mutarea carutului si problema operatorilor de la logistica, se incerca reincadrarea acestora pentru ca nu aduc niciun beneficiu sectiei montaj cutii viteze din contra cresc cheltuielile cu salariile.
Pentru a elimina aceste doua probleme se incearca implementarea unui Vehicul Ghidat Automat (AGV - Automated Guided Vehicle) care sa preia sarcina celor doi operatori de la logistica si in plus sa-i usureze munca operatorului din postul 560, sa nu mai piarda cele 10 secunde care le pierde in prezent cu mutarea carutului.
Distanta dintre cele doua posturi este de 50 m, AGV-ul trebuie proiectat in asa fel incat sa parcurga aceasta distanta in 12 minute. Aceste 12 minute ii sunt necesare operatorului din postul 560 pentru a incarca carutul cu cele 24 kitt-uri.
Tincarcare carut = 24 kitt-uri * 30 sec = 12 min
Ttraseu complet AGV 12 min = 720 secunde
Llungime traseu total tur/retur = 50m + 50m = 100m
VAGV = (5000cm / 720 sec) * 2 = 13,88 cm/s = 0,1388 m/s
VAGV = 0,1388 * 3,6 = 0,49968 km/h
Unde:
Tincarcare carut - timp necesar pentru incarcare unui carucior
Ttraseu complet AGV - timp necesar pentru ca AGV-ul sa faca un traseu complet
Llungime traseu total tur/retur - lungime traseu total tur/retur
VAGV - viteza AGV
Traseu pe care trebuie sa-l parcurga AGV-ul nostru are o lungime totala de 100 m (tur/retur), lungime ce trebuie parcursa in 12 minute. Pentru ca aceasta distanta sa fie parcursa in cele 12 minute AGV-ul trebuie sa se miste cu 13,88 cm/s, adica sa circule cu o viteza de 0,49968 km/h.
Trebuie avut in vedere ca aceste calcule sunt doar calcule teoretice, cand se va monta vehiculul ghidat automat trebuie urmarit cat timp pierde cand preia carutul din postul 560 si cat timp pierde cand elibereaza carutul in postul 190 pentru ca acesti timp nu pot fi aproximati de la inceput. Timpii de incarcare si eliberare carut sunt foarte importanti de determinat pentru ca vor influenta viteza AGV-ului. Acest AGV-u iti da posibilitatea sa-i reglezi viteza dupa propriile nevoi, in cazul in care se greseste la calcul timpilor de miscare vehiculul ghidat automat iti permite sa-i modificiin orice moment.
În cazul in care nu vom calcul cu precizie timpii de care are nevoie vehiculul ghidat automat pentru a parcurge un circuit complet riscam ca acesta sa nu duca la timp piesele in post si operatorul de la postul 190 sa fie nevoit sa opreasca banda. În cazul in care se opreste banda va avea de suferit intreaga productie pe ziua respectiva.
În concluzie timpii de care are nevoie vehiculul ghidat automat pentru a parcurge un circuit complet trebuie determinati foarte exact.
Capitolul IV
Vehicule Ghidate Automat
Date generale
Subsistemele logistice ale unor sisteme de fabricatie moderne utilizeaza, pentru manipularea si transportul materialelor, pieselor, semifabricatelor si produselor finite, diverse structuri robotice: brate manipulatoare, vehicule ghidate automat (numite si platforme mobile sau carucioare de transport) si chiar structuri pasitoare in locul sistemelor traditionale de transport si manipulatoare manuale. În acest fel creste sensibil flexibilitatea si productivitatea sistemelor de fabricatie in care operatiile de deservire, paletizare, depaletizare etc. ocupa un volum mare de activitate. Vehiculele ghidate automat (AGV) ajuta la reducerea costurilor de productie si creste eficenta intr-un sitem de productie. AGV-urile pot remorca obiecte in spatele lor in containere mici pe care sa le transporte automat. Aceste containere pot fi folosite pentru a muta materialele direct pe linia de productie. Anumite AGV-uri foloesesc o furca pentru a ridica obiectele pentru depozitare. Se pot folosi si la transportarea medicamentelor intr-un spital.
Primele cercetari asupra unor vehicule ghidate automat (roboti mobil) au fost realizate in S.U.A, in jurul anilor 1975. Desi a trecut o perioada destul de indelungata de la primele cercetari, totusi, la ora actuala, se constata inca o lipsa de informatii coerente despre solutiile adoptate de diverse firme constructoare si despre performantele diverselor solutii. Cercetarile actuale, in domeniu, sunt indreptate spre proiectarea si testarea unor solutii constructiv-functionale noi, spre proiectarea si realizarea unor componente electronice si electrice noi precum si spre problema navigarii propriu-zise, in vederea urmaririi optime a unor traiectorii impuse de scena de operare a sistemului de fabricatie respectiv.
Arhitecturile prezentate in literatura de specialitate sunt destul de variate, motricitatea fiind asigurata prin intermediul unor roti motoare, actionate individual, de preferinta cu motoare de curent continuu sau pas cu pas electrice. În aceasta lucrare sunt continuate si dezvoltate cercetarile anterioare ale colectivului de autori privind aplicarea instrumentatiei virtuale in diverse domenii ale cercetarii sau tehnicii: reglari de temperatura in diverse instalatii termice industriale (cu stabilizare sau dupa program), comanda unor servomotoare (de curent continuu, pas cu pas), reglarea nivelelor lichidelor in vase tehnologice, controlul fortei de strangere in dispozitive de prehensiune etc. Astfel, lucrarea a avut ca scop realizarea unor structuri hardware si software care sa permita efectuarea unor studii teoretice si experimentale privind conducerea dupa traiectorii dorite ale unor vehicule ghidate automat.
În acest scop s-a realizat, mai intai, o platforma mobila, de dimensiuni reduse, echipata cu doua motoare electrice pas cu pas (MPP) si o roata libera. MPP actioneaza cele doua roti motoare si permit, in urma unor comenzi corespunzatoare, realizarea urmaririi unei traiectorii dorite. Pentru comanda MPP s-a adoptat perechea de circuite integrate specializate, produse de firma SGS Thomson Microelectronic , pentru care au fost proiectate si realizate circuitele aferente. Partea de software a fost dezvoltata in mediul de dezvoltare LabVIEW, rezultand in acest fel un ansamblu hardware - software flexibil, care permite efectuarea unor studii si cercetari experimentale de laborator, dat fiind dimensiunile reduse ale platformei mobile. Pentru a intelege AGV este necesar sa intelegem fundamentele ale sitemelor flexibile de fabricatie (FMS). FMS sunt un mijloc de fabricare a produselor. FMS este mai mult o psihologie. FMS este ideea ca rapiditatea este mai buna si foloseste masina pentru fabricarea produselor. In comparatie cu oamenii care ar face acelasi operatii masinile le fac 24 de ore pe zi. FMS foloesesc masini computerizate cu control numeric (CNC) pentru a forma o celula de lucru. Fiecare celula indeplineste o operatie specifica pentru a asista la fabricarea unui produs. Desi FMS este rapid si eficace nu este ieftin si are nevoie de multe masini scumpe. De obicei costa milioane de dloari pentru implementarea FMS intr-o fabrica. In loc sa foloseasca un FMS complet, multe companii folosesc parti din FMS numite celule de favricatie flexibile.
Acestea sunt folosite pentru a realiza o parte a produsului cu masini si cealalta parte prin alte metode. De multe ori unu sau mai multe AGV-uri sunt folosite in FMS pentru a conecta celulele de lucru impreuna..
2. Proiectarea hardware a vehiculului ghidat automat
Structura mecanica s-a ales sub forma unei platforme dreptunghiulare pe care se dispune sarcina de manipulat. Deplasarea robotului mobil este realizata cu ajutorul a trei roti din care doua sunt motoare ai una este directoare, libera.
Sistemul cuprinde urmatoarele elemente principale: un calculator pe care este instalat mediul de dezvoltare LabVIEW, o placa de achizitii LabPC+ (NATIONAL INSTRUMENTS) montata intr-unul din sloturile PCI ale calculatorului, doua circuite de comanda (CC1 _i CC2) realizate cu circuite integrate L297 si L298N [8] alimentate de la surse separate, doua motoare pas cu pas electrice (MPP1 si MPP2 cu pasul 1.80/0.2N) care constituie sistemul de actionare al robotului mobil din care fac parte.
Fig. 1. Schema principala a sistemului proiectat
Sistemele de pozitionare, in care se folosesc MPP, solicita adesea un unghi de pas mic si in consecinta un numar de pasi pe rotatie marit (rezolutie mare). Aceasta se poate realiza daca se mentine numarul de poli aparenti egal, de exemplu cu 8, in cazul MPP cu numarul de faze m=4 (A, B, C, D - circuite de comand_) si se executa mai multi dinti pe fiecare suprafata polara.
În Fig. 2 se prezinta un astfel de MPP cu caracteristicile:
numarul de faze (circuite de comand_) m=4 (A, B, C, D);
numar de poli pe stator: 2*ps=8;
θp=1.80;
200 pasi/rotatie;
impuls bipolar.
Fig. 2. MPP cu θp =1.80, 200 pasi/rotatie
Circuitul de comanda (Fig. 3) pentru un singur motor, realizat cu circuite integrate L297 si L298N, permite comanda bipolara a unui motor prin intermediul a doua punti PWM complete (L298N).
Fig. 3. Schema circuitului de control
Circuitul L297 se caracterizeaza prin aceea ca poate genera trei secvente de comanda: normal (doua faze excitate), wave drive (o faza excitata) si half-step (alternativ o faza/doua faze excitate). Forma de realizare a vehiculului ghidat automat impreuna cu circuitul de comand poate fi observat in Fig. 4 si Fig. 5.


Fig. 4 Structura hard a vehiculului ghidat Fig. 5 Circuitul de comanda
automat
Pentru o buna manevrare si o stabilitate a platformei, in spatiile neaccidentate in care va evolua vehiculul ghidat automat, este necesar ca rotile motoare sa fie suficient de distantate pentru a pastra centrul de greutate intr-o suprafata cat mai mare. S-a ales solutia pozitionarii celor trei roti intr-un triunghi isoscel cu rotile motoare amplasate pe latura mai scurta si cu roata libera in varful format de cele doua laturi egale. Pentru proiectarea dimensiunilor rotilor, tinand cont de faptul ca nu sunt impuse restrictii de rezistenta, sau ales dimensiuni in functie de materialele disponibile. Roata libera este astfel executata incat sa permita rotirea in jurul axei proprii, pentru a nu limita in nici un fel posibilitatile de deplasare a vehicului.
AGV in FMS sunt folosite pentru a trasporta un obiect de la punctul A la punctul B. AGV foloseste pentru sistemul de naviare senzori. Sunt doi senzori principali pe care AGV ii foloseste la navigare, unul conectat si unul wireless.
2.2 Senzorul conectat
Senzorul conectat este plasat sub robot si este cu fata spre pamant. Un fir este pus la aproximativ 1 inch sub pamant si se taie o bucata in pamant pentru a se vedea firul. Senzorul simte frecventa radio care este transmisa prin fir si o urmareste. Daca AGV este pus cu abatere de la traseu atunci AGV se va corecta singur si va continua sa urmeze semnalul.
Navigarea wireless este realizata prin motarea a tinte reflectante la poli sau pe masini. AGV-ul are un transmitator si receptor de laser pe o tureta rotativa. Laserul este trimis si apoi receptat iar unghiul si distanta sunt calculate automat si memorate de catre AGV. AGV are harta in memorie si isi poate gasi locatia prin reflectarea laserului in tinte. Poate naviga la o anumita locatie prin updatarea constanta a senzorului.
Alta forma de wireless AGV este giroscopul de navigare. Aceasta metoda include folosirea unui giroscop pentru a detecta cea mai mica schimbare in directia robotului. Pe platforma spatiului de munca sunt instalati magneti si AGV detecteaza acesti magneti cu un senzor. Acesti magnesti asigura robotul ca este pe cursul bun. Giroscopul detecteaza cea mai mica abatere si o corecteaza pentru a tine AGV pe cursul cel bun. Marja de eroare pentru aceasta metoda este de ±1 inch.
2.5 Controlul directiei
Pentru a ajuta un AGV la navigare se pot folosi doua siteme de control al directiei diferite. Controlul de viteza diferential este cel mai comun. In aceasta metoda sunt doua seturi de roti conduse. Fiecare set este conectat la un tren de conducere. Aceste trenuri de conducere folosesc viteze diferite pentru a intoarce sau aceasi viteza pentru a perimte AGV sa mearga inainte si inapoi. Metoda de intoarcere a AGV este similara cu a tancurilor. Aceasta metoda este buna deoarece se manevreza usor in spatii mici. Aceasta metoda de intoarcere se foloeste foarte des in spatii mici sau langa masini , dar nu poate fi folosita atunci cand remorcheaza. Celalalt tip de directie folosit este acela de a controla directia rotiilor AGV. Acesta este similar cu cel al autovehiculelor. Este mai precis. Aceste tipuri de AGV au o intoarcere mai fina dar nu pot intoarce in locuri prea mici. Controlul directiei rotilor AGV poate fi folosit in toate aplicatiile, spre deosebire de controlul diferential. Controlul directiei rotilor este folosit si pentru remorcare.
2.6 Decizia de cale
AGV trebuie sa ia decizii in selectarea directiei. Aceasta se realizeaza prin diferite metode: de obicei prin modul selectat (doar pentru navigarea cu fir), si prin modul de selectare a directiei (doar la navigarea wireless) sau mai repede cu ajutorul unei bande magnetice amplasate pe podea nu doar pentru a ghida AGV dar si pentru problemele de comanda a directiei si a vitezei.
2.7 Modul de selectare al frecventei
Modul de selectare al frecventei isi bazeaza decizia pe frecventele emise din podea. Cand un AGV se apropie de un punct conectat AGV detecteaza frecventa si cu ajutorul unei harti stocate in memorie alege ce mai buna cale. Frecventele diferite sunt necesare doar la punctul de decizie pentru AGV. Frecventele se pot schimba la loc dupa acel punct. Aceasta metoda nu este usor expandabila.
2.8 Modul de selectare al directiei
Un AGV care foloseste modul de selctare al directiei alege calea bazaduse pe o cale preprogramata. Foloseste masuratorile luate de la senzori si le compara cu valorile date de programatori. Cand un AGV se aproprie de un punct de decizie trebuie doar sa decida daca sa urmareasca calea 1,2,3 etc. Aceasta decizie este simpla deoarece cunoste calea care a fost deja programata. Aceasta metoda creste costul unui AGV pentru ca este necesara o echipa de programatori pentru a programa AGV cu calea corecta si schimbarea acesteia cand este necesar. Aceasta metoda este usor de schimbat si de pregatit.
2.9 Modul bandei magnetice
Banda magnetica este pusa pe suprafata podelei sau ingropata 10mm, nu doar asigura calea pe care AGV trebuie sa o urmeze ci poate sa determine AGV sa schimbe banda, sa accelereze, sa incetineasca sau sa opresca.
2.10 Controlul traficului
Sistemele flexibile de productie necestita mai multe AGV acestea necesitand un control al traficului pentru evitarea coliziunilor intre AGV-uri. Metodele includ controlul zonei.
2.11 Controlul zonal
Controlul zonal este favorit pentru ca este usor de instalat si usor de extins. Controlul zonal foloseste transmitator wireless pentru a transmite un semnal intr-o anumita arie. Fiecare AGV constine un sistem de detectare pentru a repera semnalul si al trimite inapoi la transmitator. Daca zona este libera se emite un semnal care da voie orcarui AGV sa intre in zona respectiva. Cand un AGV este in acea zona se emite un semnal care opreste toate AGV care incerca sa intre in zona respectiva pana cand zona este libera. Odata ce AGV a iesit din zona respectiva unul dintre AGV-urile care asteapta este lasat sa intre. O alta metoda pentru a instala un management pentru controlul zonal este echiparea fiecarui robot cu un transmitator/receptor. Prin aceasta metoda fiecare AGV isi delimiteaza zona lui. O problema este aceea ca atunci cand o zona este libera exista pericolul de coliziune intre AGV.
2.12 Controlul pentru inaintare
Controlul pentru inaintare foloseste senzori pentru a evita coliziunea cu alt AGV in zona respectiva. Acesti senzori includ: sonic, care functioneaza ca un radar; optic, care foloseste un senzor infrarosu; si bara, senzor de contact fizic. Cele mai multe AGV-uri sunt echipate cu un senzor de bara. Senzorul sonic transimte unui "chirp" un semnal de frecventa inalta si apoi asteapta revenirea semnalului, cu ajutorul semnalului revenit AGV poate determina daca exista un obiect in fata si ia decizile necesare pentru evitarea coliziunii. Senzorul optic foloseste un transmitator/receptor si transmite un semnal infrarosu care este reflectat inapoi; mergand pe principiu similar ca senzorul sonic. Sunt greu de instalat si de lucrat cu ele..
2.13 Controlul combinator
Controlul combinator foloeste senzori pentru evitarea coliziunilor si senzori de control zonal. Combinarea acestora previn coliziunea in orice situatie. Pentru operatii normale controlul zonal este folosit cu senzori pentru evitarea coliziunilor ca backup.
3. Proiectarea Software a conducerii vehiculului ghidat automat
Mediul de programare LabVIEW combina un limbaj de programare grafic cu un mediude dezvoltare performant care simplifica procesul de elaborare al software-ului specific instrumentatiei virtuale.
Instrumentele virtuale dezvoltate in LabVIEW se compun din doua parti:
Panoul frontal realizat in vederea implementarii programului de comanda a platformei realizate, (Fig. 6), contine o serie de controale si indicatoare, sub forma de butoane, casute indicatoare si aparate indicatoare, necesare pentru setarea placii de achizitie LabPC+, pentru fixarea perioadei de esantionare respectiv pentru setarea liniilor digitale de comunicatie cu subsistemul hardware, pentru efectuarea comenzilor de pornire, oprire, reversare, regimul de functionare a celor doua MPP. Astfel:
Controlul "placa de achizitie" seteaza pozitia placii de achizitie din cadrul calculatorului;
Controlul "digital canal out" este folosit pentru transmiterea semnalelor de la placa de achizitie LabPC+ la circuitele de comanda ale celor doua MPP;
Controlul "esantionare" realizeaza temporizarea buclei While din diagrama bloc, prin fixarea unei perioade de esantionare corespunzatoare functionarii corecte a programului elaborat;
Cele doua butoane "Enable" asigura circuitelor de comanda tensiunea de 5V, necesara activarii celor doua circuite de comanda, semnalul ENABLE, folosindu-se doua linii digitale ale portului selectat;
Controalele "sens motor 1" si "sens motor 2", realizeaza comanda necesara fixarii sensurilor de rotatie ale celor doua motoare (CW/CCW - din Fig. 3);
Butoanele pentru selectarea modurilor de operare half/full ale celor doua motoare pas cu pas sunt "mod operare 1" si "mod operare 2";
Controalele "line out for sens", "line out for Half/Full", "line out for sens 2", "line out for Half/Full 2" permit inscrierea valorilor numerice care identifica liniile digitale din cadrul portului digital folosit;
Butonul "Înainte" asigura inaintarea/stationarea platformei comandate;
Viteza poate fi controlata prin intermediul instrumentului de control "Perioada dintre pulsuri" de pe panoul frontal;
Butonul "Pornit/Oprit" asigura functionarea instrumentului virtual, validarea functionarii buclei While.
Fig. 6 Panoul frontal de comanda a vehiculului ghidat automat
Diagrama bloc (Fig. 7) contine functii LabVIEW (subinstrumente virtuale), selectate din mediul de dezvoltare LabVIEW, care permit vehicularea dorita a fluxului de informatii in scopul scrierii la portul digital selectat, setarea timerelor placii de achizitii LabPC+ respective fixarea perioadei de e_antionare. Astfel:
Ø Functia "DIG LINE" seteaza o valoare pe linia portului digital;
Ø Functia "I CTR Control" programeaza timerele de pe placa de achizitii;
Ø Temporizarea buclei while se realizeaza cu ajutorul instrumentului "Wait Until Next ms Multiple".
Pentru comanda celor doua motoare sunt necesare semnale de clock cu frecventa variabila, semnale ce se cer aplicate celor doua circuite L297, din cadrul celor doua circuite de comanda, CC1 si CC2 din Fig.1. Prin urmare, s-a apelat la ceasurile 1 si 2, ale placii de achizitie LabPC+, care necesita un semnal de clock pe intrarile lor. În acest caz, s-a folosit ceasul 0 al placii de achizitii LabPC+, ca generator de clock pentru cele doua ceasuri. Pentru a realiza acest lucru s-a legat iesirea ceasului 0 care lucreaza la o frecveta de 2 Mhz, reprezentat prin pinul 41 al placii de achizitie, la intrarile de clock ale ceasurilor 1 si 2, programate corespunzator, reprezentate prin pinii 45 respectiv 48 ai placii de achizitie LabPC+ (Fig. 1).
Semnificatia controlului "Perioada dintre pulsuri" de pe panoul frontal are un corespondent in diagrama block reprezentat sub forma unui numar de tip "double", cu acelasi nume, care realizeaza o scalare a clockului fiecaruia dintre ceasurile programate in acelasi mod de operare. Gama de valori rezultat la ieirea placii de achizitie, in urma alegerii modului de programare, ale celor doua timere, este cuprinsa intre 200Hz si 1MHz.
Fig. 7. Diagrama bloc corespunzatoare panoului frontal de comanda a vehiculului ghidat
Automat
3.1 Managementul Sistemului
Industrii cu AGV au nevoie sa aiba un control asupra AGV ului. Sunt trei metode pentru a controla AGV: tabloul de locatie, CRT color graphics display, si unitatea centrala de logare si raport. Un tablou de locatie este un simplu tablou pentru a vedea in ce zona este un anumit AGV. Daca AGV sta intr-o zona prea mult, poate insemna ca s-a blocat sau s-a stricat. CRT color graphics display arata in timp real unde este fiecare vehicul. Mai arata si voltajul bateriei unui anumit AGV. Unitatea centrala de logare tine evidenta tuturor AGVs din sistem. Unitatea de logare centrala stocheaza toate datele si istoria vehicolelor care poate fi printata pentru suport tehnic si pentru verificarea timpului de functionare. AGV este un sistem des folosit in FMS pentru, transport, si conectarea subsistemelor mai mici intr-o unitate mai mare de productie. AGVs au nevoie de multa tehnologie pentru a asigura evitarea coliziunilor si pentru siguranta de a ajunge la destinatie. Incarcarea si transportul materialelor dintr-o zona in alta este operatia principala a AGV. AGV necesita multi bani de investit, dar isi indeplinesc operatile foarte eficent. In locuri ca Japonia automatizarea a crescut si se considera ca sunt de doua ori mai eficace ca fabricile din America. Pentru un cost mare initial costul total scade in timp.
3.2 Tipuri de vehicule
AGVS vehicule de remorcare
AGVS vehicule de transport AGVS Pallet Trucks are designed to transport palletized loads to and form floor level; eliminating the need for fixed load stands.
AGVS vehicule de incarcare si descarcare
AGVS vehicule de transport usor
AGVS vehicule de asamblare
Robotul mobil este in general un dispozitiv mecatronic complex, care asigura un anumit grad de autonomie ce permite navigatia in scene de operare naturale sau preparate aprioric, fiind capabil sa execute o clasa de sarcini utile pe parcursul deplasarii sale. Din acest punct de vedere exista o gama foarte larga de configuratii mecatronice care pot fi incadrate in aceasta clasa:
Un vehicul cu roti este considerat robot mobil daca dispune de un anumit grad de autonomie in navigatie.
Robotii manipulatori conventionali din aplicatiile industriale pot dobandi mobilitate prin instalarea lor pe o platforma mobila.
Robotii mobili proiectati pentru aplicatii speciale, al caror sistem de locomotie se bazeaza pe senile, structuri pasitoare, serpuitoare sau alte solutii constructive neconventionale.
Constructia si exploatarea robotilor mobili mentine in actualitate toate problemele generale ale robotilor conventionali: mecanica versatila si fiabila, sisteme de actionare performante, sisteme senzoriale capabile sa controleze cu rapiditate si precizie o clasa larga de parametrii, sisteme de conducere cu functionare adaptiva in timp real, etc.
În acelasi timp se cer rezolvate probleme noi, a caror complexitate este di-rect proportionala cu gradul de autonomie ce se doreste obtinut: cunoasterea scenei de operare si reactualizarea sa dinamica pe parcursul navigatiei, determinarea unei traiectorii optime din punct de vedere al sarcinii curente si al interactiunii cu scena de operare, localizarea permanenta a robotului in scena sa de operare, tratarea in timp real a unui volum mare de informatii diverse, asigurarea independentei energetice, coordonarea in timp real cu celelalte sisteme conexe in scopul realizarii functiei propuse, etc.
Deoarece o autonomie relativ completa, comparabila cu cea umana, ramane inca un deziderat al roboticii, problemele enumerate sunt ponderate corespunzator clasei de aplicatii la care trebuie sa raspunda robotul. Alegerea unui optim intre performante si cost constituie si pentru robotii mobili factorul economic primordial al promovarii lor in domenii diverse, cu importante beneficii materiale si / sau sociale.
Pana in prezent, complexitatea si pretul de cost relativ mare al robotilor mobili au limitat raspandirea lor. Cercetarile initiale efectuate in cateva laboratoare universitare de prestigiu au vizat cu precadere testarea unor algoritmi de inteligenta artificiala. Cu timpul, a aparut din ce in ce mai evident ca numeroase operatii repetitive, obositoare, de rutina, periculoase sau chiar irealizabile de catre operatorii umani pot fi preluate de robotii mobili. Se pot cita ca exemple sarcinile din mediile ostile, cu aer viciat, din centralele nucleare (supraveghere functionala, masurarea nivelului de radiatii, manipularea combustibilului nuclear), din spatiul cosmic (vehicule de explorare a planetelor, sateliti artificiali), din oceane (montarea conductelor petroliere si a cablurilor telefonice, explorari geologice, recuperarea navelor scufundate), sau cele din mediul industrial si sfera serviciilor (transportul pieselor, curatenie ambientala, tunderea gazonului). În fig 8 sunt rezumate principalele domenii de utilizare precum si cateva dintre aplicatiile posibile ale robotilor mobili.
|
Domenii de utilizare a robotilor mobili |
Clase de aplicatii si functii realizate |
|
Industria prelucratoare |
Transportul componentelor si produselor finite Supravegherea procesului de fabricatie |
|
Industria nucleara |
Supravegherea incintelor Manipularea materialelor radioactive Intretinerea instalatiilor din centralele nucleare |
|
Industria chimica |
Supraveghere tehnologica Manipularea substantelor toxice |
|
Industria militara |
Supraveghere si patrulare Minari si deminari de terenuri sau obiective Manipularea munitiei |
|
Securitatea civila |
Neutralizarea activitatilor teroriste Deminari sau montarea explozivilor Supravegherea depozitelor de explozibili |
|
Industria miniera |
Asistenta de urgenta Abataje complet automate si autonome functional |
|
Submarin |
Montarea cablurilor sau conductelor Prospectiuni geologice Recuperarea navelor scufundate |
|
Lupta contra incendiilor |
Localizarea sursei Patrulare pentru detectia emanatiilor periculoase Stingerea incendiilor |
|
Agricultura |
Tunderea gazonului Operatii asupra solului Culegerea fructelor |
|
Constructii |
Realizarea autonoma a lucrarilor specifice Transport de materiale |
|
Curatenie |
Curatirea suprafetelor in mediul civil sau industrial |
|
Educatie si divertisment |
Dezvoltarea aptitudinilor tehnice Jucarii inteligente |
|
Sanatate |
Supraveghere in spitale Transportul medicamentelor catre bolnavi |
|
Birotica |
Distribuirea corespondentei in birouri Deservirea locurilor de munca |
|
Umanitar |
Ajutor handicapatilor locomotori sau orbilor Companie copiilor sau persoanelor in etate |
Fig 8 Domenii de utilizare pentru robotii mobili.
Exemplele enumerate in fig. 8 subliniaza ca domeniile de utilizare pot fi cu certitudine extrem de diverse. Ca si in alte situatii este de neconceput o solutie universal valabila, de la caz la caz impunandu-se adoptarea unui grup de solutii constructive si conceptuale care sa raspunda optim obiectivului sau grupului de obiective propuse.
Exista numeroase criterii ce pot fi avute in vedere pentru clasificarea robotilor mobili, cel care retine atentia in mod deosebit fiind gradul de autonomie, respectiv capacitatea decizionala a robotului in prezenta unei informatii preliminare (insuficiente sau eronate) pentru realizarea sarcinii curente. În anumite domenii, cum ar fi astronautica, autonomia robotului mobil reprezinta o caracteristica funda-mentala, intrucat durata comunicatiilor cu operatorul uman este in general prea mare in raport cu capacitatea sa de mobilitate. Alte criterii ce pot fi retinute pentru clasificarea robotilor mobili vizeaza solutiile constructive adoptate, cum ar fi: reali-zarea motricitatii si a sustentatiei, tipul sursei energetice si al actionarilor, sistemul senzorial imbarcat, gradul de structurare a scenei de operare etc., aspecte ce vor fi abordate in cele ce urmeaza.
Din punct de vedere al gradului de autonomie putem sa distingem urmatoarele solutii:
Robot mobil telecomandat permanent de un operator uman, la care opera-torul comanda si controleaza in mod continuu toate sarcinile elementare care urmeaza a fi realizate de catre robot.
Robot mobil telecomandat periodic de un operator uman, la care opera-torul intervine numai pentru a asigura nivelul decizional global, robotul controland actiunile sale intre comenzile primite de la operator.
Robot mobil autonom, care realizeaza obiectivele predefinite cu ajutorul capacitatii decizionale proprii (sistem de ghidare, de navigatie, baza de cunostinte dinamice, etc.) intr-un mediu partial cunoscut si structurat. Aceasta clasa prezinta cel mai mare interes stiintific din punct de vedere al autonomiei si inteligentei imbarcate.
Mobilitatea si autonomia in robotica sunt doua notiuni ce evolueaza rapid odata cu progresul tehnic si reducerea pretului de cost al echipamentelor electroni-ce complexe. Pentru robotii mobili, functia de mobilitate reprezinta in cazul gene-ral capacitatea de deplasare fara ajutor extern intre doua pozitii, sau mai precis:
Capacitatea de evolutie intr-un mediu ostil (periculos, gen labirint, etc.) si pe diverse tipuri de soluri, inclusiv cele nepreparate (nisip, pietris).
Posibilitatile existente in evitarea sau depasirea obstacolelor (obstacole naturale, scari, plane inclinate, etc.). Performantele realizate: viteze, acceleratii, raza de actiune, capacitate de transport, etc.
Autonomia unui robot mobil trebuie asigurata din cel putin doua puncte de vedere dupa cum urmeaza:
Autonomie energetica: sursa energetica, cel mai adesea un acumulator, este imbarcata. Robotul poate reincarca acumulatorul cu ajutorul uneia sau a mai multor instalatii fixe prevazute in spatiul sau de operare.
Autonomie de decizie sau inteligenta robotului mobil: variantele industriale uzuale pot fi filoghidate, optoghidate, radioghidate sau cu traiectorii memorate si evolueaza intr-un mediu definit si aprioric cunoscut.
Autonomia de decizie apare daca robotul trebuie sa rezolve evenimente neasteptate pe parcursul deplasarii. Nivelul superior de inteligenta presupune capacitatea robotului de a se orienta singur intr-o scena a carei topografie este sumar cunoscuta. Trebuie atunci modelat mediul, reactualizata permanent baza de cunostinte in timpul deplasarii si elaborate deciziile corespunzatoare. Aceste variante, mult mai complexe, constituie robotii mobili autonomi propriu-zisi si reprezinta acum mai ales o directie de cercetare, fara aplicatii industriale imediate.
Bazei electromecanice a unui robot mobil ii revine deci sarcina asigurarii motricitatii si mobilitatii intregii structuri in vederea exercitarii sarcinilor specifice. Solutiile globale avute in vedere la realizarea acesteia influenteaza esential performantele finale ale robotului mobil. Desi exista o multitudine de solutii concrete pentru realizarea propulsiei unui robot mobil, calea energetica asociata fiecarei actionari este principial aceeasi. Ansamblul Controler - Convertizor de putere - Element de executie - Senzori constituie ceea ce denumim actionare inteligenta. Pentru asigurarea locomotiei unui robot mobil sunt posibile mai multe solutii care pot fi grupate in doua clase principale:
Contact direct cu solul. Aceasta clasa include cele trei solutii constructive traditionale: cu roti, cu senile si cu structuri antropomorfe pasitoare sau serpuitoare.
Fara contact direct cu solul. Aceasta clasa include solutiile neconventionale: cu perna de aer, sustentatie magnetica sau de navigatie propriu-zisa, ca in cazul vehiculelor spatiale sau submersibile.
Multe dintre aplicatiile industriale ale robotilor mobili (si nu numai) s-au concentrat pana in prezent asupra solutiei cu roti, fiind de prevazut si in viitor aceiasi directie datorita pretului de cost incomparabil mai mic raportat la specificitatea si functionalitatea caracteristica. În capitolul de fata vor fi abordate in exclusivitate variantele constructive posibile ale robotilor mobili cu sustentatie prin roti.
În mediul industrial, robotii mobili cu cai de ghidare s-au impus deja ca solutii eficiente de transport, adecvate unei organizari de tip CIM (Computer Integrated Manufacturing). Ei realizeaza urmarirea unui traseu care poate fi cablat (adica materializat pe sol sub forma unui traseu electric conductor in ghidarea inductiva, traseu de vopsea in ghidarea optica, sina conducatoare in ghidarea mecanica) sau memorat . Sistemele bazate pe roboti mobili sunt destinate in principal inlocuirii sistemelor traditionale de transport pentru sarcini individuale, paletizate sau in vrac, iar in subsidiar realizarii unor functii de supraveghere, control sau intretinere ambientala. Aplicatiile curente vizeaza deservirea magaziilor automate cu componente si subansambluri, alimentarea fluxurilor uzinale, transferul interfazic intre statiile automate de procesare sau posturile manuale, transportul produselor finite catre magazii, legatura cu instalatiile nocive omului, curatirea periodica a planseelor, supravegherea contra incendiilor, etc.
Evaluarea diferitelor referinte bibliografice permite definirea caracteristicilor constructive generale ale robotilor mobili de uz industrial realizati pana in prezent. Solutia curenta este cea a unor vehicule electrice, de forma rectangulara, cu trei, patru sau mai multe roti, dintre care una sau doua motrice si / sau directoare. Din punct de vedere al scopului functional, acestia pot fi dotati cu brat manipulator, cu elevator destinat paletizarii, cu platforma de asamblare sau alte solutii pentru destinatii speciale. Sarcina utila variaza intre 50-1.000 Kg, cei destinati transportului containerelor sau produselor speciale acceptand sarcini mai mari. Viteza maxima pe tronsoanele liniare ale traiectoriilor este de cca. 1-2 m/s, iar precizia de pozitionare finala poate atinge 2-5 mm, dar uzual este de ordinul a 10 mm. Raza minima de curbura a traiectoriilor depinde atat de dimensiunile robotului cat si de solutiile constructive adoptate, in mod normal fiind cuprinsa intre 500-1500 mm. Actionarile sunt realizate cu motoare de curent continuu si mai rar cu motoare pas cu pas. Alimentarea actionarilor cu puteri individuale in gama 60-100 W cat si a celorlalte dispozitive imbarcate este asigurata prin baterii de 12-24 V, cu capacitati de ordinul a 150 Ah. Autonomia poate depasi 15 ore si pot fi prevazute dispozitive de incarcare automata pe durata opririi in puncte predefinite.
3.3 Robotul mobil cu directie de tip osie franta
Pentru elaborarea modelului cinematic sa consideram structura mecanica din Figura 9, unde functia de motricitate este asigurata de osia posterioara iar cea de propulsie de 'osia franta' anterioara.
Notatiile
introduse in Figura 9 au urmatoarea semnificatie: P - punctul caracteristic al robotului
mobil, punct mijlociu al axei fixe posterioare, de coordonate ![]() si viteza
si viteza ![]()
![]() - distanta dintre axa fixa
posterioara si axa de directie anterioara; q -
orientarea curenta a robotului mobil in raport cu axa OX a sistemului de referinta
global asociat scenei de operare; a - unghiul de directie; G - portiunea de traiectorie
descrisa de punctul caracteristic P.
- distanta dintre axa fixa
posterioara si axa de directie anterioara; q -
orientarea curenta a robotului mobil in raport cu axa OX a sistemului de referinta
global asociat scenei de operare; a - unghiul de directie; G - portiunea de traiectorie
descrisa de punctul caracteristic P.
y
![]()
![]()
YRM
a
G
P
XRM
Y

![]()
![]()
![]()
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
 Fig.
9. Robotul mobil cu directie de tip
osie franta
Fig.
9. Robotul mobil cu directie de tip
osie franta

Asa
cum rezulta din Figura 9, robotul mobil poate fi substituit prin punctul
sau caracteristic P in
sistemul de referinta global atasat scenei de operare.
Pozitia robotului in acest sistem de referinta este
descrisa prin doua variabile de pozitionare ![]() , iar orientare sa
prin variabila q. Cunoscand viteza v si unghiul a pot fi stabilite urmatoarele ecuatii de
miscare:
, iar orientare sa
prin variabila q. Cunoscand viteza v si unghiul a pot fi stabilite urmatoarele ecuatii de
miscare:
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
Prin integrarea lor rezulta ecuatiile parametrice de miscare ale acestui tip de robot, parametrul t reprezentand timpul scurs de la inceperea miscarii:
![]() (4)
(4)
 (5)
(5)
 (6)
(6)
În
ecuatiile (1) - (6) se considera cunoscuta viteza v a punctului caracteristic P, intrucat la acest tip de
robot functia de motricitate este cel mai adesea realizata cu o
singura roata motoare amplasata chiar in acest punct.
Pentru imbunatatirea stabilitatii, la variantele
mecanice mai evoluate pot fi prevazute alte doua roti libere la
rotatie, coaxiale (ca in figura 9) sau nu cu punctul P. Starea robotului mobil va fi
reprezentata deci din punct de vedere cinematic de vectorul coordonatelor
generalizate ![]() . Fiecare
coordonata generalizata are o evolutie continua in
timp,
. Fiecare
coordonata generalizata are o evolutie continua in
timp, ![]() reprezentand valorile initiale
asociate punctului initial PI al
traiectoriei.
reprezentand valorile initiale
asociate punctului initial PI al
traiectoriei.
În procesul de planificare a traiectoriei un robot mobil este uzual modelat printr-un corp geometric adecvat formei sale si considerat apoi liber la translatie si rotatie. Aceasta supozitie nu este integral adevarata decat pentru constructiile mecanice cu capacitate de pivotare, restul introducand restrictii cinematice. Spre exemplu, structura cinematica a robotului mobil cu directie de tip osie franta din Figura 9 u este capabila sa realizeze pivotarea. Aceste restrictii pot fi cuantificate prin relatii matematice si sunt necesare pentru eliminarea anumitor parametrii si reducerea spatiului configuratiilor. O a doua categorie de restrictii sunt dictate de capacitatea robotului de a satisface performante impuse de viteza si acceleratie pe o anumita traiectorie, motiv pentru care mai sunt denumite si restrictii dinamice.
Reluand
cazul robotului mobil cu directie de tip osie franta din Figura
9, robotul este modelat geometric printr-un dreptunghi in planul XOY iar starea robotului este
reprezentata prin vectorul variabilelor de pozitie - orientare ![]() , unde orientarea
este o variabila modulo
, unde orientarea
este o variabila modulo ![]() . În timpul
evolutiei pe traiectorie punctul P
descrie traiectoria curbilinie G care admite ca tangenta
permanenta axa mijlocie longitudinala de lungime
. În timpul
evolutiei pe traiectorie punctul P
descrie traiectoria curbilinie G care admite ca tangenta
permanenta axa mijlocie longitudinala de lungime ![]() . Exista deci
o restrictie in miscarea robotului exprimata prin
ecuatia (7), obtinuta prin divizarea ecuatiilor (1) si
(2):
. Exista deci
o restrictie in miscarea robotului exprimata prin
ecuatia (7), obtinuta prin divizarea ecuatiilor (1) si
(2):
![]() (7)
(7)
Considerand
ca scena de operare a robotului este plana, numarul gradelor de
libertate ale robotului mobil este egal cu doi. În acelasi timp,
coordonatele generalizate reprezentate prin vectorul ![]() sunt in numar de trei. Deoarece
numarul gradelor de libertate ale robotului mobil este mai mic decat
numarul coordonatelor generalizate, robotul mobil este supus in
miscare restrictiei
nonholonomice reprezentata de ecuatia (7). Aceasta
inseamna ca robotul nu-si poate schimba independent
pozitia si orientarea, cele doua marimi fiind cuplate prin
structura sa cinematica.
sunt in numar de trei. Deoarece
numarul gradelor de libertate ale robotului mobil este mai mic decat
numarul coordonatelor generalizate, robotul mobil este supus in
miscare restrictiei
nonholonomice reprezentata de ecuatia (7). Aceasta
inseamna ca robotul nu-si poate schimba independent
pozitia si orientarea, cele doua marimi fiind cuplate prin
structura sa cinematica.
3.4 Robotul mobil cu roata motrico-directoare
Asa cum s-a precizat anterior, o astfel de structura mecanica utilizeaza o singura roata dispusa anterior in raport cu sensul normal de deplasare atat pentru functia de motricitate (prin comanda vitezei unghiulare) cat si pentru functia de directie (prin comanda orientarii planului rotii in raport cu axa mediana longitudinala a robotului). Axa posterioara contine doua roti independente la rotatie care sunt destinate exclusiv realizarii sustentatiei. Aceasta structura mecanica a unui robot mobil (Figura 10) mai este cunoscuta si sub denumirea de triciclu.
Fig 10 Robotul mobil cu roata motrico-directoare
Daca v reprezinta
comanda de viteza si a comanda de directie aplicate rotii
motrico-directoare anterioare, se pot stabili urmatoarele ecuatii
cinematice neliniare care descriu comportarea robotului in raport cu
sistemul de referinta absolut atasat scenei de operare, unde ![]() reprezinta lungimea axei mediane
longitudinale a robotului:
reprezinta lungimea axei mediane
longitudinale a robotului:
![]()
![]()
![]()
Se considera starea robotului reprezentata prin pozitia si orientarea sa momentana, adica:
![]()
Prezenta unei singure roti motrico-directoare determina considerarea vectorului de comanda ca fiind format din doua elemente: comanda de viteza v (aplicata prin subsistemul de tractiune) si comanda de orientare a de tip unghi (aplicata prin subsistemul de directie).
![]()
În aceste conditii, folosind notatia matriceala, se poate scrie:
unde ![]() este matricea
neliniara asociata modelului. Pentru scrierea ecuatiilor
urmatoare au fost folosite notatiile din Fig. 11.
este matricea
neliniara asociata modelului. Pentru scrierea ecuatiilor
urmatoare au fost folosite notatiile din Fig. 11.
Fig 11.Robotul mobil cu roata
matrico-directoare
Unghiul de viraj al rotii motrico-directoare este dat de:
![]()
Viteza liniara a robotului (asociata punctului sau caracteristic P) poate fi determinata pe baza vitezei unghiulare a rotii motrico-directoare:
![]() (1)
(1)
Viteza de rotatie a robotului in jurul centrului traiectoriei momentane va fi:
![]() (2)
(2)
Ecuatiile (1) si (2) constituie modelul cinematic direct al robotului mobil cu roata motrico-directoare.
Cunoscand viteza
unghiulara a rotii motrico-directoare ![]() si unghiul
instantaneu de viraj al rotii
si unghiul
instantaneu de viraj al rotii ![]() , se poate determina viteza liniara si cea
unghiulara a robotului la nivelul punctului sau caracteristic P. Unghiul la centru descris de robot
poate fi determinat astfel:
, se poate determina viteza liniara si cea
unghiulara a robotului la nivelul punctului sau caracteristic P. Unghiul la centru descris de robot
poate fi determinat astfel:
![]() (3)
(3)
de unde:
![]() (4)
(4)
Prin rescrierea ecuatiei (1) se obtine:
![]() (5)
(5)
iar din ecuatia (3.4.54) rezulta:
 (6)
(6)
Ecuatiile
(5) si (6) constituie modelul
cinematic invers al robotului mobil cu roata motrico-directoare.
Aceste ecuatii permit atat determinarea vitezei unghiulare ![]() cat si
a orientarii
cat si
a orientarii ![]() a rotii motrico-directoare a robotului
mobil, elemente necesare pentru realizarea unei traiectorii impuse
caracterizata prin viteza liniara v
si viteza unghiulara q
a rotii motrico-directoare a robotului
mobil, elemente necesare pentru realizarea unei traiectorii impuse
caracterizata prin viteza liniara v
si viteza unghiulara q
3.5 Incarcarea bateriilor
Fiecare depinde de preferinta userului. Cele mai comune tehnologi folosite la incarcarea bateriiloor este Battery Swap, Automatic/Opportunity Charging, and Automatic Battery Swap.

'
Automatic /

'Automatic and opportunity battery charging' permite operatia continua. La un AGV normal incarcarea pentru 12 minute la fiecare ora pentru incarcare automata si nici o intervenite manuala necesara. Daca este utilizata oportunitatea un AGV va primi o incarcare de cate ori apare o oportunitate. Cand o baterie ajunge la un nivel predeterminat AGV va termina operatia curenta care ia fost data si apoi se va duce la statia de incarcare.
3.6 Automatic


'Automatic battery swap' este o alternativa la schimbarea bateriilor manual. Necesita o piesa aditionala de masina automata, un incarcator de baterie automat. AGVs va opri la statia de schimbare a bateriilor si i se va schimba bateria automat. Schimbatorul automat de baterii va pune bateriia descarcata intr-un slot de incarcare pentru incarcare automata. Schimbatorul de baterii automat tine evidenta bateriilor din sistem si le ia doar cand sunt complet incarcate.
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
