PROCEDEE DE CONGELARE
Avand in vedere mediul de racire utilizat si modul in care se asigura preluarea caldurii de la produs, procedeele de congelare pot fi clasificate astfel:
in aparate de congelare a produselor in strat fix;
in aparate de congelare a produselor in strat fluidizat;
Tabelul 7.1
|
Modul de ambalare |
|
|
Hartie pergamentata, parafinata sau cerata | |
|
Celofan, polietilena | |
|
Tava din metal captusita cu polietilena | |
|
Cutie din carton cu capac + hartie parafinata | |
|
Lada din carton, fara capac | |
|
Lada din carton, fara capac, captusita cu polietilena | |
|
Lada din carton ondulat, cu capac |
Ca si in cazul refrigerarii, aparatele pentru congelare pot avea o functionare discontinua, semicontinua sau continua.
Sistemele cu functionare discontinua functioneaza cu sarje de produse; procesul de lucru presupune incarcarea cu produse, congelarea si scoaterea produselor. In timpul incarcarii si descarcarii instalatiei, sistemul de racire este oprit pentru a se reduce consumurile energetice.
La aparatele cu functionare semicontinua spatiul in care are loc congelarea este permanent plin cu produse; incarcarea produselor proaspete si evacuarea celor congelate au loc simultan, iar instalatia frigorifica functioneaza permanent.
In cazul sistemelor cu functionare continua produsele trec in mod continuu prin spatiul de racire, fiind incarcate pe la un capat si descarcate pe la celalalt capat.
Este unul din cele mai utilizate procedee, fiind utilizat pentru congelarea carnii in carcase, a pasarilor preambalate, a pestelui de dimensiuni mari, a fructelor si legumelor.
Congelarea are loc in spatii izolate termic, echipate cu baterii pentru racirea aerului si ventilatoare care asigura circulatia aerului. Temperatura aerului este cuprinsa intre -250C si -400C; pentru temperaturi sub -400C, procedeul este neeconomic.
1.1. Aparate cu functionare discontinua
Congelarea cu aer in aparate cu functionare discontinua se realizeaza in celule de congelare si tunele de congelare.
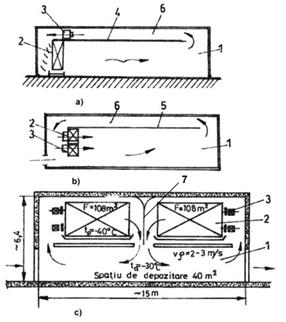
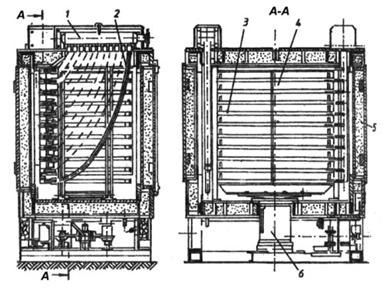
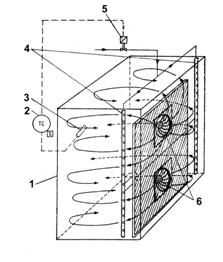
Celulele de congelare (fig. 7.4) sunt prevazute cu instalatii frigorifice proprii, fiind destinate congelarii produselor de dimensiuni reduse, asezate in rastele mobile. Circulatia aerului se realizeaza cu ventilatoare, al caror debit asigura 150.200 recirculari/h; temperatura aerului este de -30.-350C. Celulele din fig. 7.4 au 6 m lungime, 3 m latime si 3,6 m inaltime, aerul circuland pe directie longitudinala. Congelarea este relativ rapida, durata unui ciclu de congelare fiind de cateva ore.
Tunelele de congelare au lungimi de 9,12, 15 sau 18 m si latimi de 3 sau 6 m, fiind destinate congelarii a pana la cateva zeci de tone pe sarja. Sunt folosite pentru congelarea carcaselor de carne, pasarilor preambalate etc.
|
|
Fig. 7.4 - Celule de congelare 1-racitoare de aer; 2-spatii de congelare. |
Ca si in cazul tunelelor de refrigerare, circulatia aerului in tunelele de refrigerare poate sa fie:
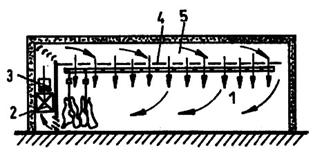
La varianta constructiva din fig. 7.5a, aerul rece este refulat de catre ventilatorul (3) prin racitorul de aer (2), circulatia prin spatiul racit realizandu-se pe directie longitudinala; recircularea aerului (aspirarea de catre ventilator) se face prin canalul (6), realizat cu ajutorul plafonului fals (4). In varianta din fig. 7.5b, aerul circula de asemenea pe directie longitudinala, dar canalul de recirculare a aerului este realizat cu ajutorul peretelui lateral (5), in timp ce la solutia din fig. 7.5c, aerul rece este dirijat catre spatiul de racire cu ajutorul deflectorului (7). Viteza de circulatie a aerului prin spatiul de racire (neincarcat cu produse) este de 1,5.2 m/s, ceea ce corespunde unei viteze reale, peste produsele de congelat, de 3.4 m/s.
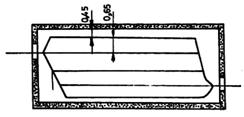
Amplasarea produselor in tunelul de congelare se face astfel incat suprafata de produs spalata de curentul de aer sa fie maxima, iar rezistentele opuse la curgerea aerului sa fie minime. Astfel, atunci cand circulatia aerului se realizeaza pe directie longitudinala, carcasele de carne sunt dispuse pe linii aeriene amplasate pe lungimea tunelului (fig. 7.6a), in timp ce in cazul circulatiei transversale, carcasele sunt dispuse pe linii aeriene amplasate transversal (fig. 7.6b).
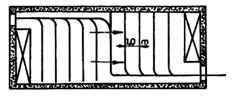
In cazul congelarii animalelor mici sub forma de carcase congelate, de multe ori se prefera circulatia verticala a aerului (fig. 7.7), asigurandu-se astfel o distributie mai uniforma a aerului rece asupra produselor de congelat. Aerul refulat de catre ventilatorul (3) trece prin fantele executate in plafonul fals (4), ajungand apoi in spatiul de congelare (1).
|
|
Fig. 7.5 - Tunele de congelare a-tunel cu circulatie longitudinala a aerului, cu plafon fals; b- tunel cu circulatie longitudinala a aerului, cu perete despartitor; c- tunel cu circulatie longitudinala a aerului, cu deflector; 1-spatiu de congelare; 2-racitor de aer; 3-ventilator; 4-plafon fals; 5-perete lateral; 6-canal pentru aer recirculat; 7-deflector. |
|
||
|
a) |
b) |
|||
|
Fig. 7.6 - Amplasarea produselor in tunelul de congelare a-pe linii aeriene dispuse longitudinal; b-pe linii aeriene dispuse transversal. |
||||
|
|
Fig. 7.7 - Tunel de congelare cu circulatie verticala a aerului 1-spatiu de congelare; 2-racitor; 3-ventilator; 4-plafon fals; 5-canal de refulare a aerului. |
|
||
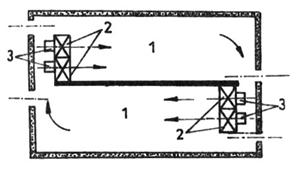
Varianta din fig. 7.8 presupune existenta a doua tunele de congelare alaturate, fiecare cu propriul sau sistem de racire, format din racitorul (2) si ventilatorul (3); fiecare tunel are rol de canal de recirculare a aerului pentru celalalt tunel; astfel, aerul asigura racirea produselor pe parcursul intregului sau circuit. Circulatia transversala a aerului se utilizeaza in cazul unor tunele de congelare de lungimi mari; racitoarele sunt montate fie pe un intreg perete lateral, fie dupa un plafon fals, iar produse le (pasari,vanat marunt, dar si semicarcase de porc) sunt suspendate sau asezate pe rastele.
|
|
Fig. 7.8 - Tunele de congelare alaturate 1-spatii de congelare; 2-racitoare de aer; 3-ventilatoare. |
|
|
|
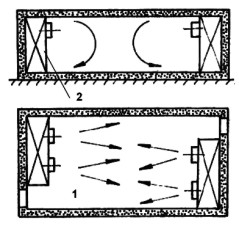
Fig. 7.9 - Tunel de congelare cu circulatie mixta a aerului 1-spatiu de congelare; 2-racitor |
|
In fig. 7.9 este prezentata constructia unui tunel cu circulatie mixta a aerului; racitoarele de aer (2) sunt dispuse pe directie longitudinala, pe pereti opusi. In zona centrala a spatiului de congelare (1), acolo unde cei doi curenti de aer longitudinali se intalnesc, apare o circulatie verticala a aerului, de sus in jos.
Durata congelarii intr-un tunel de congelare depinde de tipul produsului:
Pentru eficienta exploatarii, capacitatea tunelului se alege astfel incat sa se realizeze o durata de incarcare de maximum 2.3 ore.
1.2. Aparate cu functionare semicontinua
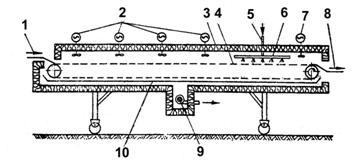
Dupa cum s-a mentionat anterior, in
cazul sistemelor cu functionare semicontinua, incarcarea si descarcarea
produselor au loc simultan. In fig. 7.10 este prezentata o instalatie de
congelare cu functionare semicontinua, la care produsele sunt asezate in tavi
pe carucioarele (3). In momentul in care pe
|
|
|
Fig. 7.10 - Instalatie de congelare cu functionare semicontinua 1-racitor; 2-deflector; 3-carucior cu produse de congelat; 4-ventilator; 5-sistem de deplasare a carucioarelor; 6-canal de aer; 7-usa; 8-dispozitiv de prindere a caruciorului; 9-motor de antrenare. |
Temperatura aerului este de -35.-400C, iar viteza de 1.2,5 m/s; durata procesului de congelare este cuprinsa intre 4.6 ore pentru carcase de gaini agatate si 15.20 ore daca acestea sunt ambalate in cutii de carton.
1.3. Aparate cu functionare continua
In cazul acestor instalatii, procesul de refrigerare decurge in mod continuu; in mod permanent pe la un capat al instalatiei se introduc produsele proaspete, iar pe la celalalt capat sunt preluate produsele congelate. Pentru scurtarea duratei de congelare, se utilizeaza viteze ale aerului mai mari decat la aparatele cu functionare discontinua sau semicontinua; vitezele de deplasare ale produselor sunt relativ mici.
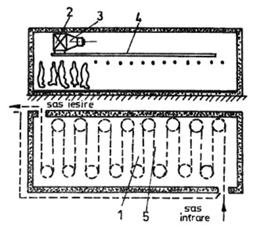
In fig. 7.11 este prezentata schema de principiu a unui tunel de congelare cu functionare continua, cu deplasarea longitudinala a aerului, destinat congelarii carcaselor de carne.
Carcasele sunt agatate in carlige de lantul transportor (5); dispunerea in zig-zag a lantului asigura lungirea traseului parcurs de catre produs (fata de cazul in care lantul ar fi fost dispus pe directie longitudinala), cea ce asigura marirea timpului disponibil pentru congelare. Aerul este vehiculat de catre ventilatorul (3), iar canalul format cu ajutorul plafonului fals (4) asigura dirijarea curentului de aer.
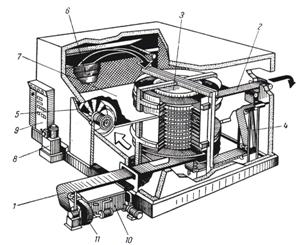
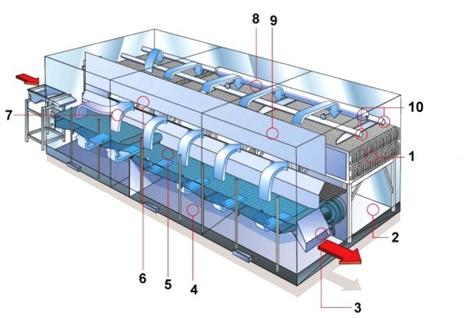
Pentru congelarea unor produse de dimensiuni mici (carne portionata, fileuri de peste etc.) se utilizeaza aparate cu functionare continua, cu banda transportoare. Pentru reducerea gabaritului instalatiei, banda transportoare se dispune sub forma de spirala, pe mai multe niveluri; in fig. 7.12 este prezentat un astfel de aparat de congelare, realizat de catre FRIGOSCANDIA. Banda transportoare este impletita din otel inoxidabil, putand fi astfel curbata pentru a urmari profilul circular al tamburului (3).
Produsele de congelat sunt asezate la capatul (1) al benzii; miscarea de rotatie a tamburului asigura antrenarea benzii, iar produsele sunt evacuate prin gura de evacuare (2).
|
|
Fig. 7.11 - Tunel de congelare cu functionare continua, cu circulatie longitudinala a aerului 1-spatiu de congelare; 2-racitor; 3-ventilator; 4-plafon fals; 5-lant de transport. |
|
||
|
|
|
|||
|
|
Fig. 7.12 - Aparat de congelare cu aer racit, de tip Gyrofreeze-FRIGOSCANDIA 1-capatul de alimentare al benzii; 2-gura de evacuare; 3- tambur; 4-dispozitiv de intindere a benzii; 5-ventilator; 6- racitor de aer; 7-tavan fals; 8-sistem de actionare; 9-panou electric; 10-sistem de spalare a benzii; 11-ventilator pentru uscarea benzii. |
|||
Aerul circula pe directie verticala peste tambur, fiind introdus pe la partea superioara si aspirat de catre ventilatorul (5) de la partea inferioara a tamburului. Cele doua fluxuri de aer sunt separate de catre tavanul fals (7); racirea este asigurata de catre vaporizatorul (6).
Igienizarea benzii este realizata inainte ca aceasta sa ajunga in zona de incarcare (1), cu ajutorul sistemului de spalare (10) si a ventilatorului (11).
Durata procesului de congelare se regleaza prin modificarea turatiei tamburului de antrenare; aceasta este cuprinsa intre 17 minute pentru fileuri de peste si 130 de minute pentru preparatele culinare asezate in tavi.
1.3. Aparate de congelare in strat fluidizat
Acest procedeu de congelare se utilizeaza pentru produse alimentare de dimensiuni reduse (fructe, legume).
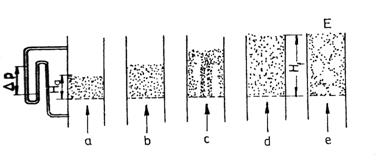
Principiul stratului fluidizat rezulta din fig. 7.13; astfel, daca un material sub forma de particule este supus actiunii unui curent de aer ascendent, pe masura ce viteza curentului de aer creste stratul de material incepe sa se fluidizeze (fig. 7.13b). In momentul in care viteza aerului atinge valoarea optima (fig. 7.13d), intreaga masa de particule se va gasi suspendata in curentul de aer, sub actiunea fortelor aerodinamice ce actioneaza asupra particulelor. Cresterea vitezei aerului peste valoarea optima va conduce la strapungerea stratului de material si la antrenarea particulelor de catre curentul de aer (fig. 7.13e) in momentul in care se depaseste viteza de plutire a particulelor.
|
|
|
Fig. 7.13 - Principiul formarii stratului fluidizat a-strat fix (faza preliminara); b-afanarea stratului de material; c-inceperea fluidizarii (strat prefluidizat); d-strat fluidizat; e-strat strapuns. |
Asupra unei particule aflate intr-un curent de aer ascendent actioneaza doua forte:
 ,
unde:
,
unde:v- viteza curentului de aer sm/st;
de - diametrul echivalent (determinat ca raport intre volumul si suprafata particulei) smt;
r - densitatea particulei skg/m2t;
Raportul dintre cele doua forte se numeste numarul Froude:
![]()
Fluidizarea produselor are loc in conditii optime pentru Fr = 40.120.
In cazul congelarii in strat fluidizat, produsele (2, fig. 7.14) sunt asezate pe suprafata unei site mobile (1), aflate deasupra sitei fixe (3). Curentul de aer rece trece prin orificiile sitelor si antreneaza produsele, astfel formandu-se stratul fluidizat. Pentru a se usura fluidizarea stratului de produse, sita superioara oscileaza pe directie orizontala. Durata congelarii este cuprinsa intre 3.5 minute si 9.15 minute, in functie de tipul produsului.
|
|
Fig. 7.14 - Principiul congelarii in strat fluidizat 1-sita mobila; 2-strat de produse; 3-sita fixa. |
In functie de solutia constructiva adoptata, aparatele de congelare in strat fluidizat pot fi cu jgheab sau cu banda transportoare.
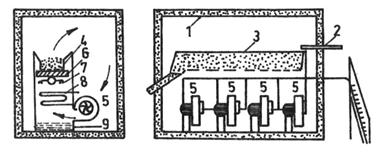
In fig. 7.15 este prezentat un aparat de congelare in strat fluidizat, cu jgheab perforat; alimentarea cu produse de congelat se realizeaza cu ajutorul rampei de alimentare (2), iar produsele cad in jgheabul (4). Acesta este perforat la partea inferioara, pentru a permite trecerea curentului de aer si are o miscare de oscilatie pe directie longitudinala pentru a favoriza formarea stratului fluidizat.
Curentul de aer ascendent este produs de catre ventilatoarele (5), amplasate sub jgheabul (4); aerul este racit prin contact cu racitoarele (8). Inlaturarea ghetii formate pe vaporizatoarele (8) se realizeaza prin oprirea instalatiei frigorifice si stropirea acestora cu apa pulverizata prin duzele de decongelare (7). Apa este apoi colectata in tava (9), iar curentul de aer usuca racitoarele; separatorul de picaturi (6) impiedica antrenarea picaturilor de apa de catre curentul de aer. Pentru aceste aparate, numarul Froude are valori de 100.120; pentru produse sensibile (capsuni) se accepta valori mai reduse, pentru a se evita deterioararea acestora.
|
|
|
Fig. 7.15 - Aparat de congelare in strat fluidizat, cu jgheab 1-carcasa; 2-rampa de alimentare; 3-strat fluidizat de produse; 4-jgheab; 5-ventilatoare; 6-separator de picaturi; 7-duze pentru decongelare; 8-racitor de aer; 9-tava de colectare a apei. |
Constructia unui aparat de congelare in strat fluidizat cu banda transportoare este prezentata in fig. 7.16. Acesta este prevazut cu doua benzi transportoare realizate prin impletire, din otel inoxidabil. In camera (2) sunt amplasate ventilatoarele care aspira aerul peste vaporizatorul (1) si il dirijeaza catre partea inferioara a benzilor transportoare. Aerul este apoi trimis prin canalele (6) si (9) catre vaporizator. Degivrarea vaporizatorului se realizeaza combinat, cu apa (rampele 10 sunt echipate cu duze de pulverizare) si aer cald insuflat prin rampa (8). Daca se renunta la vibrarea benzilor si se reduce debitul de aer, aparatul se poate folosi si pentru congelarea in strat fix.
Prin modificarea vitezei de deplasare a benzilor transportoare se regleaza durata procesului de congelare, in functie de produs.
|
|
|
Fig. 7.16 - Congelator in strat fluidizat, cu banda transportoare (FloFREEZE, FRIGOSCANDIA) 1-vaporizator; 2-camera ventilatoarelor; 3-gura de descarcare; 4-podea izolata termic; 5-benzi transportoare; 6, 9-canale de aer; 7-curentul de aer; 8, 10-sistem de degivrare cu apa si aer. |
Procedeul presupune punerea in contact direct a produselor de congelat (fileuri de peste, carne transata si dezosata etc.), ambalate sub forma de pachete paralelipipedice, cu suprafete metalice racite. Suprafetele metalice pot fi placi, benzi transportoare metalice sau cilindri.
Congelarea prin contact cu suprafete metalice reci permite realizarea transferului termic prin conductie intre produse si suprafetele metalice; acestea din urma pot fi racite direct sau cu agenti intermediari. Prin eliminarea aerului ca mediu intermediar se imbunatateste procesul de preluare a caldurii si astfel durata procesului de congelare se reduce.
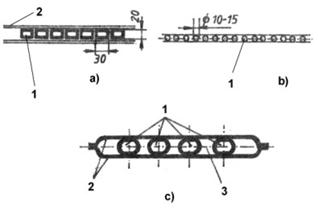
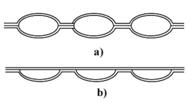
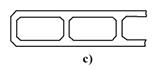
In fig. 7.17 sunt prezentate cateva variante constructive de realizare pentru placile de racire; in principiu, acestea sunt formate din placile metalice (2), intre care se gasesc tevile (1) ale vaporizatorului instalatiei frigorifice. Exista si variante la care placile metalice sunt ondulate, iar agentul frigorific circula prin spatiile interioare astfel formate (fig. 7.18).
|
|
Fig. 7.17 - Placi metalice pentru congelare prin contact a-cu tevi cu sectiune dreptunghiulara; b-cu tevi cu sectiune circulara; c-cu tevi cu sectiune eliptica; 1-tevi; 2-placa metalica; 3-spatiu vidat. |
|
|
|
|
|
|
Fig. 7.18 - Vaporizatoare pentru racire prin contact a, b-foi din tabla sudate; c-extrudate. |
||
Pentru asigurarea contactului dintre produse si placile de racire, acestea se pot deplasa, realizand o usoara presare a produselor de congelat; deplasarea placilor se realizeaza cu ajutorul unui sistem hidraulic sau pneumatic.
Aparatele de congelare pot fi:
Functionarea acestor aparate poate fi discontinua sau continua. In fig. 7.19 este prezentata constructia unui aparat de congelare cu placi orizontale.
Produsele se introduc in spatiile (4) dintre placile de racire; fiecare placa de racire este conectata prin furtunurile (2) la colectoarele de agent frigorific (1). Dupa introducerea produselor, cilindrul hidraulic asigura presarea produselor intre placi. Temperatura de vaporizare a agentului frigorific in interiorul placilor de racire este de -38.-400C; in functie de tipul produselor si de grosimea acestora, iar timpul de congelare este cuprins intre 25.30 minute si 150.240 minute. Aparatul este cu functionare discontinua, procesul de refrigerare presupunand parcurgerea celor trei etape specifice (incarcare, congelare, descarcare).
Aparatele de congelare cu placi verticale (fig. 7.20) au o constructie asemanatoare celei a aparatelor cu placi orizontale.
|
|
||
|
|
Fig. 7.19- Aparate de congelare prin contact, cu placi orizontale 1-colector pentru agent frigorific; 2-furtun; 3-placa metalica racita; 4-spatiu pentru produse; 5-usa; 6-cilindru hidraulic. |
|
|
|
Fig. 7.20 - Congelator cu placi verticale |
|
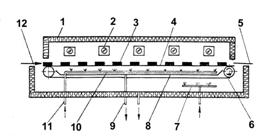
Aparatele de congelare cu banda metalica racita au un proces de functionare continuu si utilizeaza un agent intermediar de racire, aflat la temperaturi de -35.-400C, care este pulverizat, prin intermediul unei rampe cu duze (10, fig. 7.21), pe suprafata inferioara a unei benzi transportoare metalice (4), pe care o racesc. Produsele de congelat (3) intra prin gura de alimentare (12) si ajung in contact cu fata superioara a benzii. Partea superioara a produselor, care nu se gaseste in contact cu banda metalica racita, este congelata cu ajutorul aerului rece produs de racitoarele (2). Dupa descarcarea produselor prin gura de descarcare (5), banda este spalata de catre sistemul de spalare (7).
|
|
|
|
Fig. 7.21 - Aparat de congelare cu banda metalica racita 1-carcasa; 2-racitoare de aer; 3-produse; 4-banda transportoare metalica; 5-iesire produse congelate; 6-sistem de antrenare a benzii; 7-sistem de spalare; 8-tava de colectare a agentului intermediar; 9, 11-racorduri agent intermediar; 10-duze de pulverizare; 12-gura de alimentare. |
|
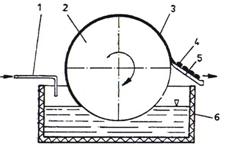
Aparatele de congelare cu cilindri metalici raciti sunt utilizate pentru congelarea produselor alimentare lichide sau semilichide; acestea vin in contact cu suprafata exterioara sau interioara a unui cilindru metalic, racit cu agent frigorific. Produsul congelat pe suprafata cilindrului este desprins apoi prin raclare.
In fig. 7.22 este prezentat principiul de functionare al unui aparat de congelare prin contact cu suprafata exterioara a unui cilindru metalic. Cilindrul metalic (2), aflat in miscare de rotatie, este racit in interior cu agent intermediar. Produsul de congelat, sub forma lichida, ajunge in rezervorul (6) prin racordul de alimentare (1); cilindrul metalic este partial scufundat in materialul de congelat si acesta ingheata pe suprafata cilindrului, formand stratul (3). Sistemul de raclare (5) desprinde materialul congelat de pe suprafata cilindrului.
|
|
Fig. 7.22 - Congelarea prin contact cu suprafata exterioara a unui cilindru metalic 1-alimentare cu produs lichid; 2-cilindru metalic racit; 3-strat de produs congelat; 4-produs congelat raclat; 5-sistem de raclare; 6-rezervor. |
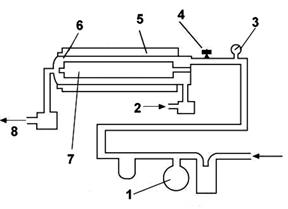
In fig. 7.23 este prezentata schema de principiu a unui sistem de congelare a inghetatei s36, 37t, prin contactul acesteia cu suprafata interioara a cilindrului metalic (6). Inghetata in stare lichida intra prin racordul (2); in masa de inghetata se injecteaza aer (50% aer si 50% inghetata), produs de catre compresorul (1).
In spatiul (5), exterior cilindrului (6), are loc evaporarea agentului frigorific, la temperaturi de -35.-300C. Cilindrul (6) avand miscare de rotatie, desprinderea inghetatei se realizeaza cu ajutorul unui sistem de raclare (7). Inghetata este evacuata prin racordul (8), la o temperatura de aproximativ -50C, fiind supusa ulterior unui proces de calire (depozitare timp de cateva ore la o temperatura de -250C).
|
|
Fig. 7.23 - Instalatie pentru congelarea inghetatei 1-compresor pentru aer; 2-racord intrare inghetata; 3-manometru; 4-supapa de siguranta; 5-spatiu agent frigorific; 6-cilindru metalic; 7-sistem de raclare; 8-racord iesire inghetata. |
Metoda prezinta avantajul unor durate de congelare mai mici decat in cazul racirii cu aer deoarece coeficientul de transfer de caldura de la produs la lichid este de cel putin zece ori mai mare decat cel corespunzator transferului de caldura catre aer; ca urmare, la produsele de dimensiuni mici, timpul de congelare se scurteaza semnificativ. La produsele de dimensiuni mari, micsorarea duratei congelarii este mai putin importanta. Din aceste motive, procedeul se aplica pentru congelarea pasarilor preambalate in pungi impermeabile sau a pestilor.
Ca agenti intermediari se utilizeaza in special solutiile de clorura de calciu sau de clorura de potasiu in apa; mai rar utilizate sunt solutiile alcoolice.
Pentru a se evita contactul direct al agentului intermediar cu produsul de congelat, acesta din urma se ambaleaza in pelicule impermeabile sau in cutii metalice etanse.
Aparatele utilizate pentru congelarea prin contact cu agenti intermediari sunt cu functionare continua; contactul dintre produs si agent se realizeaza prin imersie, stropire sau mixt.
Metoda presupune utilizarea caldurii latente de vaporizare a agentului frigorific, la presiune atmosferica, pentru congelarea produselor. Agentii frigorifici trebuie sa indeplineasca urmatoarele conditii:
Avand in vedere aceste cerinte, agentii frigorifici ce pot fi utilizati pentru congelare sunt azotul lichid si bioxidul de carbon lichid; se mai utilizeaza protoxidul de azot si aerul, de asemenea in stare lichida.
Aparatele de congelare sunt cu functionare discontinua sau continua.
4.1. Congelarea cu azot lichid
Congelarea cu azot lichid se poate realiza intr-un proces discontinuu sau continuu.
Aparatele cu functionare discontinua sunt realizate sub forma de dulapuri sau celule de congelare, avand capacitati relativ mici (100.500 kg produse/h).
In fig. 7.24. este prezentata schema de principiu a unui dulap de congelare cu azot lichid. Produsele sunt introduse in incinta (1), fiind asezate in tavi; prin rampele cu duze (4) in incinta se introduce azot lichid, care este pulverizat asupra produselor de congelat. Ventilatoarele (6) asigura circulatia si repartitia picaturilor de azot si a vaporilor.
Schema unei instalatii de congelare cu azot lichid, cu functionare continua, este prezentata in fig. 7.25. In principiu aceasta este formata din incinta (3), in interiorul careia se deplaseaza banda transportoare (4), realizata din plasa de otel inoxidabil. Produsele sunt introduse prin gura de incarcare (1) si sunt congelate prin pulverizare de azot lichid din rampa (6). Vaporii de azot din incinta sunt vehiculati de catre ventilatoarele (2) si in zona de preracire, iar ventilatorul (7) asigura circulatia vaporilor in zona de uniformizare a temperaturii. Picaturile de azot lichid sunt colectate in tava (10) pentru a se folosi si efectul lor de racire. Ventilatorul (9) realizeaza evacuarea vaporilor de azot din incinta. In functie de dimensiunile instalatiei si natura produselor de congelat, capacitatea acesteia poate fi cuprinsa intre 90.230 kg/h si 680.1800 kg/h. Durata totala a congelarii este de aproximativ 8 minute, din care preracirea dureaza 5.6 minute, iar congelarea propriu-zisa dureaza un minut.
|
|
Fig. 7.24 - Dulap de congelare cu azot lichid, cu functionare discontinua 1-incinta izolata termic; 2-termostat; 3-traductor de temperatura; 4-rampe pulverizare azot lichid; 5-electrovalva; 6-ventilatoare. |
Instalatia din fig. 7.26 realizeaza congelarea produselor prin imersarea acestora intr-o baie de azot lichid, timp de 1.10 secunde; acest proces are loc in incinta (3), in care se gaseste o baie cu azot lichid. Produsele introduse prin gura de alimentare (1) ajung pe banda (2), partial imersata in azot lichid, iar apoi sunt descarcate pe banda transportoare (7), aflata in tunelul de uniformizare a temperaturii (11); aici are loc racirea prin convectie si uniformizarea temperaturii, ventilatoarele (5) si (6) asigurand circulatia vaporilor reci de azot peste produse.
|
a) |
|
|
b) |
c) |
|
Fig. 7.25 - Instalatie de congelare cu azot lichid, cu functionare continua a-schema de principiu; b-vedere generala; c-banda transportoare metalica; 1-gura de alimentare; 2, 7, 9-ventilatoare; 3-incinta izolata termic; 4-banda transportoare; 5-conducta de alimentare cu azot lichid; 6-rampa de pulverizare; 8-gura de evacuare a produselor; 10-tava. |
|
|
|
|
|
Fig. 7.26 - Instalatie de congelare prin imersare in azot lichid; 1-gura de alimentare; 2, 7-benzi transportoare; 3-baie cu azot lichid; 4-racord alimentare cu azot lichid; 5, 6-ventilatoare; 8-racord evacuare azot; 9-gura de evacuare produse congelate; 10, 12-mecanismele de antrenare ale benzilor transportoare; 11-tunel de uniformizare a temperaturii. |
|
4.2. Congelarea cu bioxid de carbon lichid
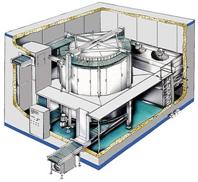
Aparatele ce realizeaza congelarea cu ajutorul bioxidului de carbon lichid au o constructie asemanatoare celor care utilizeaza azot lichid, putand fi cu functionare discontinua sau continua. Ca exemplu, in fig. 7.27 este prezentat un aparat cu banda spirala; constructia acestuia este in principiu asemanatoare cu cea aparatelor cu aer racit. Bioxidul de carbon lichid este pulverizat asupra produselor ce trebuie congelate, avand o temperatura de -790C. Bioxidul de carbon in stare gazoasa este preluat de ventilatoare si evacuat in atmosfera, consumul de bioxid de carbon lichid fiind de 1.2 kg/kg produs. In unele cazuri (aparate avand capacitati foarte mari) se utilizeaza o instalatie de recuperare si comprimare a bioxidului de carbon.
|
|
|
|
Fig. 7.27 - Instalatii de congelare cu CO2, cu banda transportoare in spirala |
|
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |