
ACTIUNEA METALURGICA A INVELISURILOR.
Electrozii pentru sudarea cu arcul electric sunt formati dintr-o vergea de sarma pe care este aplicat un invelis. Aplicarea invelisului se face prin presarea pastei pe sarma si in cazuri rare, prin imersionarea sarmei in pasta de vascozitate mica.
Imersionarea este o metoda care se aplica numai atunci cand pasta pentru invelisul electrodului nu se preteaza la presare, intrucat substantele plastifiante nu-I confera plasticitatea necesara. Dezavantajul acestei metode este productivitatea redusa si neuniformitatea grosimii invelisului, care se si topeste neuniform si prezinta dificultati la sudare.
Topirea invelisului electrozilor se produce din interior spre exterior, conform campului termic din spatiul arcului electric, ceea ce conduce la formarea unui crater. Cu cat grosimea invelisului este mai mare, cu atat gradientul de temperatura pe raza, variaza mai mult si craterul va fi mai adanc, dupa cum se observa din fig. 5.2
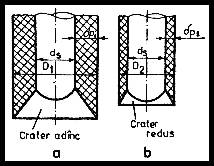
Fig. 5.2. Formarea craterului la electrozii inveliti pentru sudare
a) electrod cu invelis gros
b) electrod cu invelis subtire
Dupa cum rezulta si din figura, in cazul electrozilor cu invelisul gros, craterul din capatul electrodului este mai adanc decat in cazul electrozilor cu invelis subtire. Prin aceasta in cazul electrozilor cu invelisul gros, dispersia energiei termice a arcului este mai mica, iar patrunderea sudurii este mai mare.
Totodata, grosimea invelisului dp actioneaza si asupra protectiei cusaturii, motiv pentru care, in unele cazuri este necesara determinarea ei. Utilizand notatiile din fig. 5.2, se poate scrie:
![]() (5.10)
(5.10)
Intrucat densitatea materialului invelisului variaza in functie de componenti, este mai utila calcularea coeficientului de participare a invelisului Kp, care reflecta mai bine cantitatea efectiva de invelis.
La acelasi
tip de invelis, marimea Kp determina intensitatea
activitatii invelisului asupra picaturilor de metal cu care
vine in contact. La marirea continua a lui Kp,
actiunea invelisului creste pana la o limita de unde
ramane in continuare stationara. Astfel, in cazul unui
invelis, care are rolul de a proteja picaturile metalice,
fata de actiunea azotului din atmosfera, se constata o
scadere a continutului de azot, de la 0,18 la 0,04%, atunci cand Kp
creste de la 0 - 30%. La Kp > 30%, continutul de azot din metalul
topit ramane practic la valoarea
Din acest motiv cantitatea de invelis se alege astfel incat efectul favorabil asupra metalului topit sa fie maxim
Marirea cantitatii de invelis peste aceasta limita este nerationala. In mod obisnuit Kp se situeaza la limita de 20 - 30%.
Sunt cazuri speciale in care electrozii contin pulberi metalice in invelis pentru marirea randamentului de depunere, iar Kp = 80 - 120%.
Prin actiunea sa metalurgica, invelisul topit intra in reactie chimica, inca din craterul electrodului cu picaturile metalice topite, continuand aceasta actiune pana in momentul solidificarii sudurii. Pe langa actiunea sa de purificare a baii metalice, (legand chimic impuritatile sau dizolvandu-le), zgura imbunatateste considerabil regimul termic la sudare, intrucat la incalzire pot avea loc reactii endoterme, iar la racire reactii exoterme. Prin aceasta se reduce intrucatva supraincalzirea baii, iar racirea ei este mai putin rapida.
Zgura prin compozitia sa, furnizeaza si protejeaza totodata, trecerea elementelor de aliere in metalul topit, influentand in mod direct coeficientii de trecere.
Factorii determinanti asupra actiunii metalurgice a invelisurilor, respectiv a zgurilor formate, asupra metalului topit, depind de:
a) constantele termofizice (temperatura de inmuiere si de topire, temperatura si caldura de formare a oxizilor si a zgurii, caldura latenta de topire si capacitatea calorica).
b) Vascozitatea si variatia acesteia, in functie de compozitia invelisurilor si de valoarea temperaturilor. Astfel, unele zguri au o vascozitate redusa influentand favorabil reactiile chimice dorite. Alte zguri (cele bazice si cele rutilice), au un interval redus de solidificare si o viteza mare de crestere a vascozitatii, ceea ce favorizeaza sudarea de pozitie (plafon plan vertical, etc.).
In fig. 5.3 este prezentata variatia vascozitatii diferitelor zguri, in functie de temperatura. Din aceasta figura se observa ca in cazul invelisului bazic, rezulta o zgura cu intervalul redus de solidificare, avand o vascozitate redusa, chair la temperaturi joase, la care alte zguri sunt deja solidificate. Astfel vascozitatea zgurii la temperatura de 1210oC este de 2,0 poisee. Aceasta proprietate este conferita zgurii de fluorura de calciu din invelisul electrozilor si apare pregnant cu bazicitate ridicata.
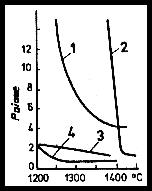
Fig. 5.3. Variatia vascozitatii zgurilor provenite din topirea invelisurilor, in functie de temperatura
1 - zgura acida
2 - zgura titanic acida
3 - zgura rutilica
4 - zgura bazica
c) Greutatea specifica in stare lichida a zgurii. S-a constatat ca greutatea specifica a zgurii lichide poate influenta forma cordonului de sudura. Asupra formei mai actioneaza si vascozitatea zgurilor, iar influenta lor se poate observa in fig. 5.4.
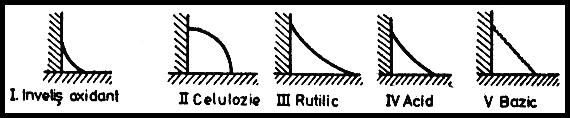
Fig. 5.4 Influenta naturii invelisului asupra formei sectiunii cusaturii
d) Capacitatea de dizolvare a unor compusi existenti in metalele topite din spatiul arcului.
In aceasta categorie se poate incadra actiunea oxidului de calciu din invelis, asupra desulfurarii si defosforarii:
(CaO) +
(3CaO) + P2O5 ((CaO)3 P2O5) (5.12)
Daca este mentinuta bazicitatea zgurii si o temperatura redusa, compusii formati din reactiile 5.11 si 5.12 vor ramane in (zgura). In caz contrar rectiile sunt reversibile si compusii nedoriti se vor reintoarce in metalul lichid , provocand fragilitate la cald sau la rece.
e) Coeficientii de contractie si structura in stare solida, care sunt foarte importanti, atunci cand se urmareste desprinderea usoara a zgurii de pe cordon.
In cazul sudarii in straturi suprapuse, acest lucru este extrem de important, intrucat o curatire insuficienta a zgurii de pe cordon, poate genera incluziuni de zgura intre straturile sudate. Acest defect este mai frecvent intalnit la sudarea cu electrozi bazici, la care desprinderea zgurii este mai grea, de pe suprafata neregulata a cordonului. Ele se manifesta mai ales in colturi si in locurile mai greu accesibile sculelor pentru curatirea zgurii. Aceste locuri sunt in plus si concentratori de tensiuni, prin insasi geometria lor, la care se adauga deci factorii de concetrare datorati incluziunilor.
La ora actuala au fost elaborati electrozi pentru sudare, la care datorita coeficientilor de dialtare (contractie) ai zgurilor, diferiti fata de cei ai metalului de baza, are loc o desprindere neprovocata a zgurii de pe cordon, la racire (spre exemplu, zgurile cu continut de ZrO2 se desprind singure).
f) Gradul de aciditate al zgurii si caracterul componentilor care influenteaza atat transferul picaturilor de metal topit prin arc, cat si reactiile de oxido-reducere, influentand coeficientii de trecere. Astfel se remarca zgurile bazice, la care transferul este globular, datorita tensiunii superficiale create, iar coeficientii de trecere sunt maximi. De obicei electrozii aliati au invelisul bazic, pentru a favoriza trecerea elementelor de aliere prin arc, avand pierderi reduse, respectiv coeficienti de trecere mari. Spre exemplu, in cazul electrozilor bazici, este suficienta adaugarea a 5% FeMn pentru dezoxidare, surplusul peste aceasta valoare fiind utilizat la aliere. In cazul invelisului acid este utilizat pentru aliere doar surplusul de feromangan peste 20%, intrucat in atmosfera oxidanta a arcului se consuma mult mai mult feromangan.
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |