Constructia bielei
Biela face legatura intre piston si arborele cotit, avand si rolul de a transmite forta de presiune dezvoltata prin arderea combustibilului. Prin intermediul bielei miscarea alternativa de translatie a pistonului este transformata in miscare de rotatie a arborelui cotit.
Masa si constructia bielei influenteaza modul de functionare a motorului.
Biela are trei parti componente (fig. 4.1):

Figura 4.1
1) piciorul bielei - se articuleaza cu pistonul prin intermediul boltului
2) capul bielei - se articuleaza cu fusul maneton al arborelui cotit
3) corpul bielei - este partea centrala, care face legatura intre piciorul bielei si capul bielei.
Pentru a permite articularea cu fusul maneton, capul bielei se sectioneaza dupa un plan normal (fig. 4.2a) pe axa longitudinala a acestuia sau in planuri inclinate la 300, 450 (fig. 4.2b), 600 fata de acest plan normal. Partea detasabila a capului se numeste capac. Fixarea capacului se face cu ansamblari filetate.

Figura 4.2
In general, sectiunea transversala a corpului are forma de dublu T (sau H). Pentru asigurarea ungerii piciorului bielei in cazul montajului cu bolt flotant se poate practica un canal in lungul corpului. O solutie mai economica pentru ungerea piciorului este gaurirea acestuia in partea superioara.
Asupra bielei actioneaza forta de presiune dezvoltata prin arderea combustibilului si forta de inertie a maselor in miscare de translatie. Efectul fortelor centrifuge care apar datorita miscarii oscilatorii, care solicita corpul bielei la incovoiere, poate fi neglijat in calculele uzuale.
Biela este supusa alternativ la solicitari de intindere si compresiune. La motoarele supraalimentate solicitarea de compresiune este mai mare decat cea de intindere. De aceea este necesar sa se acorde o mare atentie solicitarii de flambaj.
Solicitarea de intindere este semnificativa in cazul m.a.s. rapide.
Ansamblarea filetata prin care se fixeaza capacul de biela trebuie sa satisfaca urmatoarele cerinte:
- sa mentina strans unite cele doua componente
- sa asigure forma geometrica corecta
Din punct de vedere constructiv trebuie avut in vedere:
- asigurarea stabilitatii dimensionale a suprafetelor interioare ale piciorului si capului
- realizarea unei ungeri corespunzatoare a piciorului. La motoarele actuale canalele de ungere practicate in lungul corpului sunt rar folosite. Se prefera gaurirea partii superioare a piciorului.
- asigurarea unei asamblari corecte a capului
- proiectarea formei constructive in concordanta cu solicitarile
Piciorul bielei are o forma tubulara. Racordarea piciorului cu capul se face la un unghi j fata de axa longitudinala (fig. 4.3)
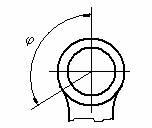
Figura 4.3
Cu cat unghiul j are o valoare mai mica biela va fi mai robusta, dar in schimb masa sa creste.
Sectionarea oblica a capului se face de obicei la 450, pentru a permite trecerea bielei prin cilindru la montaj. Dezavantajul acestei solutii este gaurirea bielei intr-o zona intens soliciata (zona de legatura dintre corp si cap) si, in plus, suruburile de fixare sunt supuse la actiunea fortelor tangentiale.
Se aplica sectionarea oblica a capului in special la motoarele cu cilindri in V si la m.a.c.-urile pentru vehicule comerciale, deoarece diametrul fusului maneton este mai mare, ceea ce face ca si diametrul exterior al capului sa creasca.
Raportul dintre raza manivelei si lungimea bielei pentru motoarele de autoturisme este:
L=r/l=0,28 0,33 , cu valori mai mici pentru m.a.c.
Tehnologii de realizare a semifabricatului
a. Forjare in matrita
Materialele utilizate pentru forjarea in matrita sunt bare de otel avand sectiunea circulara sau dreptunghiulara incalzite la 1520-1570 K.
Pentru obtinerera structurii si caracteristicilor mecanice necesare se aplica diferite tratamente, in functie de tipul otelului:
- calire in timpul forjarii
- racirea controlata in curent de aer
- calire prin metoda conventionala
De obicei, biela se forjaza dintr-o bucata, sectionarea capului fiind realizata ulterior.
b)Turnare
Bielele din fonta se toarna in forme din nisip
c)Sinterizare
Sinterizarea pulberilor metalice se face in cuptoare electrice la aproximativ 1400 K si este urmata de forjare in matrita pentru a mari densitatea materialului piesei.
Indiferent de modul de realizare a semifabricatului urmeaza operatiile de prelucrare mecanica prin care rezulta forma finala.
Materialele utilizate pentru fabricarea bielelor se aleg in functie de solicitari si de tipul motorului. Cele mai utilizate sunt:
- pentru semifabricat obtinut prin turnare:
- fonta cu grafit nodular
- fonta neagra maleabila
Fonta cu grafit nodular este mai avantajoasa din punct de vedere economic si al proprietatilor mecanice si este mai ieftina. Incluziunile compacte de grafit confera acestei fonte rezistenta si duritate buna si, in plus, usureaza turnarea. In urma turnarii se obtine structura ceruta, fara a fi necesare tratamente termice suplimentare.
In cazul fontei negre maleabile, pentru a obtine structura ceruta este necesara aplicarea unor tratamente termice dupa turnare.
-pentru semifabricat obtinut prin forjare in matrita:
- oteluri slab aliate - 27MnVS6
- oteluri manganoase - C40 sau C70S6
- oteluri aliate - 34Cr Ni Mo6 sau 42CrMo4 pentru biele care lucreaza in conditii grele
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
