Actionarea electrica a MASINILOR UNELTE
Actionarea electrica a Masini unelte alaturi de celelalte sisteme de actionare este prezenta in structura oricarei masini-unelte, de fapt a oricarei masini de lucru.
Actionarea electrica a masinilor unelte se manifesta in cadrul sisteMasini uneltelui de comanda si actionare electrica in care se produce o conversie de energie, si anume din energie electrica in energie mecanica de antrenare a mecanismelor lanturilor cinematice si a unora din ansamblurile masinii unelte.

ECC-reprezinta echipamentul de comanda (conventionala) care contine :convertoare,redersoare,transformatoare,aparataj electric-electronic, aparate electrice pentru vizualizarea valorilor unor parametrii..
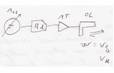
In blocul de comanda (BC) intra tensiunea de la retea care se transforma intr-o tensiune de alimentare a motorului el.(ME) .In alte situatii parametrul variabil poate fi fluxul sau rezistenta retorica , astfel motorul electric sub actiunea variatiei parametrilor isi poate madifica turatia intr-un anumit domeniu la cuplu sau poutere constanta.
La motoarele electrice moderne, la arborele motorului electric, este conectat un tacogenerator (TG) care are rolul de a controla turatia motorului electric si de a da comanda la un regulator de viteza pentru reducerea vitezei la valoarea programata.miscarea de la motorul electric trece prin transmisii mecanice la organele de lucru ale masinii-unelte.
Ex : Arborele principal (AP), saniile transversale si longitudinale din lantul cinematic de pozitionar, ansamblul cap-revolver , motorul electric al transportorului de aschii , motorul el al sisteMasini uneltelui de strangere al dispozitivului de prindere a semifabricatului, motorul el de antrenare a pompei hidrauluice din sisteMasini uneltel hidraulic al strungului.
Rn as = n as max / n as min → P = ct
n OL = nas
D n as = n as min..n as max

Date din catalog

Reglarea vitezei se efectueaza de la motorul electric.
Reglarea turatiei motorului n o n .
n o max , n o min -trebuie sa se faca la cuplu constant(cerinta a lantului cinematic de avans).
Prezenta reductorului in raportul i R D este explicata prin reducerea marimii cuplului rezistent total, redus la arborele motorului electric, si anume 1/ i R D .
MT -transforma miscarea de rotatie in miscare de translatie.
Ex : mecanisMasini uneltel surub-piulita , pinion cremaliera, melc-cremaliera se foloseste la masinile-unelte mari si grele.

H - cursa de lucru extrema
Lantul cinematic este unul auxiliar care asigura miscarea de pozitionare a ansamblului .
Deplasarea se efectueaza cu o viteza rapida ( 3000mmm/min) pe o cursa maxima H , intr-un sens urca iar in celalalt coboara.
Greutatea ansamblului actionat in unele cazuri este importanta ; greutatea sculei
Determina solicitari puternice in mecanisMasini uneltel surub-piulita si in lagarele acestuia L1 L2.
Scoaterea din repaos si aducerea in miscare intr-un timp minim cu o viteza de 3m/min inseamna solicitari puternice pentru motorul electric.
Cuplul total redus la arborele motorului trebuie sa fie mai mic decat momentul maxim dezvoltat de motorul electric la pornire.Aceasta cerinta poate fi satisfacuta daca motorul electric respectiv ar avea un gabarit mare.
Se aplica 2 solutii : reductor sau prevederea unui sistem de echilibrare a ansamplului mobil (acesta poate fi mecanism cu contragreutate , hidraulic sau combinat). Un astfel de sistem poate prelua circa 80-90% din greutatea G la care se adauga si forta de frecare Ff din cupla de translatie.
In aceste conditii motorul electric este Masini uneltelt mai mic si poate asigura cerintele de functionare ale ansamblului atat la pornire cat si la franare.
La masinile-unelte cu comanda numerica (MASINI UNELTENC) motorul de actionare al acestor lanturi cinematice asigura cerintele unui lant cinematic de avans si in acelasi timp si ale unui lant cinematic de pozitionare. Privind regiMasini uneltel de pornire, un astfel de motor de turatie reglabila la cuplu constant asigura pornirea si ajungerea la o viteza de 8-10 m/min in 0,5s.
Motoare electrice utilizate la masinile-unelte
-motoare electrice asincrone (cele mai raspandite sunt cele cu o singura turatie 750, 1500, 3000) ;
-motoare electrice asincrone cu doua sau trei turatii ;
-motoare electrice asincrone cu turatie reglabila la putere sau cuplu constant , care se grupeaza in :
-cu excitatie individuala ;
-cu excitatie in derivatie ;
-cu excitatie in serie ;
-cu excitatie mixta (grupul
generator-motor) ;
- motoare electrice cu curent continuu ( ME c c) la care reglarea turatiei se face in 3 moduri :
-reglarea tensiunii ;
-reglarea fluxului ;
-reglarea rezistentei ;
-motoare electrice sincrone, se folosesc mai putin la masini-unelte ;
-motoare electrice cu interfir axial (pas cu pas) , s-au folosit in actionari d eavans si pozitionare electrohidr.
-motoare electrice asincrone liniare.
Reprezentarea si funtionarea unor scheme electrice (fig E 1, E2)

Reprezentarea si functionarea unor scheme electrice
Schemele electrice sunt proiectate de ingineri proiectanti de masini-unelte si actionari (electrice, hidraulice, etc).
Schema alactrica este un document care face parte din documentatia tenhica a masinii, si care este utila in descrierea functionarii masinii si la identificare unor defectiuni, reparatii ale actionarii electrice sau a intregii masini.
La reprezentare schemelor sunt folosite simboluri indicate in STAS , simboluri utilizate de toti producatorii si proiectantii d emasini de lucru.
In fig E2 (xerox) sunt reprezentate cele doua componente de baza ale oricarei scheme electrice :circuite de forta(prin care se realizeaza alimentarea motoarelor electrice) si circuitul de comanda. De regula schema are atasat un mic tabel in care sunt indicate circuitele precum si alte componente : transformatoare, redresaoare, circuite de franare, circuite de protectie, relee de temporizare etc.
Conform figurii E1 (xerox) a ciclogramei de functionare, schema electrica asigura functionarea celor doua motoare electrice in concordanta cu realizarea ciclului de functionare reprezentat si notat prin fazele :AR, CL, RR, STOP. In fiecare ciclu de lucru cele trei scule scchietoare (tarozi)efectueaza miscari de rotatie (miscarea principala) si miscari de AR (apropiere rapida), RR (retragere rapida) , CL(miscari auxiliare). Pentru asigurarea functionarii conform ciclului de lucru indicat se foloseste un sistem de comanda cu limitatoare electrice de cursa notate b1 ,b2 , b3 .
In lantul cinematic principal antrenat de motorul el se identifica un cuplaj electromagnetic care realizeaza prin intermediul unui inversor I funtia de inversare a sensului de rotatie al sculei aschietoare la inceputul cursei de RR.
In lantul cinematic de apropiere rapida AR , retragere rapida RR si de avans se foloseste deasemenea cate un cuplaj electromagnetic si anume CE2 respectiv CE1 .Aceste lanturi cinematice sunt antrenate de ME 2 care efectueaza miscari in ambele sensuri (inversor I 2).
Ciclograma de functionare indica fazele ciclului de functionare :electric de comanda, electric de executie si antrenare.
Butoanele de comanda fac initierea fazei urmatare : butonul b2 (limitator de cursa) da comanda de trecere de la faza AR la CL .Ca urmare se pune sub tensiune CE1 , ramanand in functiune ME1 si ME 2 sens dreapta..Analog se explica si pt celelalte faze.
O metoda pt inversarea sensului de rotatie a motorului asincron cu o singura turatie : se schimba intre ele doua faze din cele trei ale circuitului de alimentare trifazat ; pentru aseasta in circuitul de forta al motorului ME 1 respectiv ME 2 sunt prevazute cu 2 grupe de cate trei contacte normal deschise( c 1, c2) plasate in circuit.
0-conductor de nul
R,S,T- faze
m- transformator coborator de tensiune
380 /220V
220/110, 48, 24V
Alte tensiuni sunt in special pt circuitul de comanda .
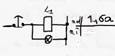
Rd -redresor (transforma curentul alternativ in curent continuu ) necesar alimentarii bobinelor cuplajelor electromagnetice, franelor electromagnetice( in acest caz cele trei cuplaje electromagnetice sunt E1 E2 E3
a - intrerupator trifazic
e - elemente de protectie a schemelor, a circuitelor de forta si a circuitelor de comnda ; in general sunt de tip : sigurante fuzibile sau contacte normal-inchise ale releelor termice.Sigurantele si releul termic protejeaza circuitul la suprasarcina(cuplu >> nominal) sau la supracurenti.
C1 , C2 -bobine ale contactoarelor ;
d1 .d2 -bobine ale releelor intermediare
c1 -contacte normal deschise sau normal inchise apartinand contactorului C1.. Acolo unde gasim d2 langa contactul normal inchis( n.i.) intelegem ca apartin releului intermediar d2.
![]()
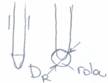
In fig d) contactul normal inchis(n.i.0 apartine unui limitator b3 .
In fig c) -butonul de stop general (care este normal inchis) si care se deschide prin apasarea 1 ,2 .9a(circuitele schemei electrice).Astfel in circuitul 1 pt alimentarea ME 1 , motorul electric este protejat cu cate o siguranta fuzibila e 2 pt fiecare faza si cu cate un contact de releu termic e4 deasemenea pt fiecare faza.O importanta destul de mare o are prezenta celor 3 contacte normal deschise(n. d.) ale C1, cate unul pt fiecare faza a contactorului C 1 , legat in circuitul 6.
Pt a porni ME 1 se apasa butonul b6 , moment in care contactorul isi schimba pozitia contactelor sale.Putem lua degetul de pe buton deoaece circuitul 6a este de memorare : se inchide contactorul C 1.
Se poate renunta la apasarea butonului b6 deoarece bobina contactorului C 1 ramane alimentata prin circuitul 6a .
Oprirea se realizeaza daca se apasa b 1 din circuitul 6.

Circuitele in care sunt reprezentate contacte normal inchis sau normal deschis apartinand lui C1 pentru circuitul 6
Pornim motorul electric ME2 (motor cu 2 sensuri de rotatie) .Atunci cand se inchid contactele normal deschise ale contactorului C2 din circuitul 2 motorul electric porneste sens dreapta (pt aceasta trebuie sa se inchida contactele c2 ale contactorului C2) ; astfel in circuitul 7 sunt prevazute : butonul normal deschis b 8 , contactul normal deschis c2 din circuitul 7a, contactul normal inchis b 3 al unui limitator electric de cursa , contactul normal inchis c3 al contactorului C3.
Contactul C 2 are contactele normal deschise in circuitele 7a, 2 , 8 si 12 si are un contact normal inchis in circuitul 9.
In circuitele de comanda din stanga (11..13) sunt legate, alimentate in curent continuu cele 3 cuplaje electromagneticedispuse in lanturile cinematice ale unitatii de filetare ; astfel CE3 din lantul cinematic principal se inchide si se transmite miscarea atunci cand se pune sub tensiune contactorul C3 din circuitul 9 (atunci cand motorul electric ME 2 functioneaza stanga).
Reprezentarea schemei electrice de pornire-oprire a unui motor electric asincron cu o singura turatie
Reprezentarea schemei de pornire-oprire (P-O) siMasini unelteltana si independenta a doua ME asincrone trifazate cu cate o singura turatie.
Obs : Pentru pornirea indepenta se vor prevedea elemente de eroare de functionare : atunci cand functioneaza unul din motoare celelalat nu functioneaza.
Sisteme de actionare si comanda
automata
Sistemele de actionare si comanda automata (SACA) sunt prezente in streuctura oricarei masini-unelte.
Complexitatea sistemelor este determinata de functiile pe care le indeplinsete masina in procesul de generare precum si in timpul realizarii numeroaselor altor functii auxiliare.
In timpul generarii suprafetelor, masina-unelata prin sistemele sale de actionare si comanda asigura selectarea si mentinerea la valorile programate a valorilor paramatrilor de proces (vas ,w , sens al miscarii, mentinere constanta a valorilor parametrilor. Privind functiile auxiliare ale sistemelor de actionare si comanda automata(SACA) trebuie sa se asigure functionarea in regim tranzitoriu , O-P-I, blocare -deblocare a unor dispozitive si / sau ansambluri mobile ; selectarea , transferul si alimentarea cu scule aschietoare , semifabricate , ungerea cuplelor de rotatie si/sau translatie ; sesizarea si diagnosticarea functionarii unor sisteme de ansambluri ( arbore principal, dispozitiv de prinderea piesei, ansamblul cap-revolver, etc.), functionarea sistemelor de masurare a suprafetelor prelucrate si trimiterea dupa caz a unor corectii care sa compenseze de exemplu uzarea sculelor.
Functionarea sistemelor si deciziile privind efectuarea unor corectii sunt determinate de tipul acestora : sisteme mecanice , hidraulice, electrice, pneumatice dar mai ales combinate(electromecanice, hidromecanice).
Sistemele prevazute la masinile unelte de fabricatie recenta sunt prevazute cu echipamente de comanda care asigura introducerea(programarea rapida) a diferitelor cicluri de functionare, pentru aceasta se foloseste un portprogram. Cel mai evoluat este sisteMasini uneltel prevazut cu ECN care fc CNC( sistem de conturare) si DNC(sisteme puternice cu rol de supervizare si cu rol de comanda directa a mai Masini unelteltor masini-unelte integrate in celule si siteme flexibile de prelucrare).
Utilizarea sistemelor automate in CA la MASINI UNELTECN raspund cerintei de baza care se impune acestora : flexibilitatea. Un sistem este flexibil daca permite reconfigurarea si programarea la noi cerinte de fabricatie in timp minim ca modificari de structura si functionare si costuri minime.
SACA (sisteme de actionare
comanda automata)
Alegerea m-u si a sistemelor SACA depinde de procedeul tehnologic pt prelucrarea piesei, de tipul productiei, de conditiile de exploatare a masinii-unelte.
Masina-unealta este considerata independenta sau integrata in sisteme flexibile de prelucrare.Pentru fabricarea de serie se folosesc masini-unelte specializate (masini-unelte agregat, linii automate, sisteme de comanda conventionale sau comanda numerica).
In structura SACA se indentifica elementele care asigura functiile de comanda de actionare de la cele mai simple (came , opritoare mecanice) pana la cele mai complexe(echipamente de comanda numerica).
SACA se clasifica astfel :
1) SACA rigide
-sunt dpdv al actionarii mecanice, electrice, hidraulice, combinatii (electro-mecanice, hidro-mecanice) ;
- dpdv al elementelor de comanda propriu-zis sunt :tambur cu opritoare mecanice reglabile, tambur cu came de actionare sau de comanda, placi sau tamburi cu came de impuls pentru comanda limitatoarelor electrice.
Un sistem mai evoluat de comanda este sisteMasini uneltel cu arbore de comanda si came, utilizat la strunguri si Masini unelteltiaxe, masini agregat de asamblat, unele masini de prelucrat prin DPR , masini de perforat.

La o raotatie completa a Ac (1)- element central, se executa o piesa sau mai Masini uneltelte piese (in cazul in care masina respectiva are in structura mai Masini uneltelte posturi de lucru identice).
(2) Cama (k) -poate fi : disc, cilindrica, de impuls.

Ac pentru camele de impuls este un tambur de comanda pe care sunt pozitionate unghiular came de impuls.
Camele disc si cilindrice realizeaza /efectueaza atat functia de comanda cat si cea de actionare.
Camele de impuls → comanda
(3) Tachetul poate fi : centric(directia lui de miscare trece prin axa de rotatie a camei), excentric, oscilant.
Pentru proiectarea camei se are in vedere :
1) R1- raza traiectoriei pe care se deplaseaza
T , articulat in punctul 0 ;
2) R2 - distanta dintre axa de rotatie a Ac si articulatia parghiei oscilante ;
3) solutia constructiva a varfului tachetului , poate fi tachet cu varful ascutit, tachet cu rola.
1), 2) - doar pentru T oscilant
3) - pt toate cazurile.
Daca se cunosc :
nac[rot/min] ; nap[rot/min] ;suprainaltarea k→hk [mm] ; δk l , grade

nac= 82 rot/min → intr-un minut se executa 0,82 piese(deci o piesa completa necesita mai Masini uneltelt de 1 minut).
La strungurile SARO, Dn ac : 0,3.0,25rot/min in trepte cu roti de schimb.In functie de complexitatea piesei se poate regla strungul astfel incat sa producem maxim 25 de piese /min, minim 0,3 piese/min.
s = 360o (nac / nap ) (hkl / δkl) ik sanie
mm/rot AP
Dc nac = 0,82 rot/min
nap =1610 rot/min
hk l →suprainaltarea pe cama corespunzatoare unei curse de lucru a saniei actionata pe k, pentru un unghi la centru pe k (δk l) in cursa de lucru respectiva .
hk l =12,3 mm
δk l =23o
i k s →raportul de transfer al mecansmelor care asigura transmiterea miscarii de la cama la sanie.
Profilul (*) trebuie sa fie o portiune dintr-o spirala arhimedica pentru a asigura
Viteza constanta a organului de lucru actionat.
(*) →profilul AB
2) SACA semirigide
-limitatoarede curse reglabile ;
-opritoare mecanice si/sau schimbabile ;
-matrice cu fise ;
-tambur cu comanda cu came/bile.
Actionarea acestora se efectueaza manual, mecanic, electro-mecanic, sau hidraulic.
Reprezentarea schematica a unui sistem de tip matrice sau panou cu fise :

Se compune din 2 placi pe care sunt prevazute o retea de gauri, prin care se stabilesc legaturi electrice(sunt obisnuite atunci cand in orificiul gaurii se introduce o fisa).
Reteaua de linii orizontale asigura programarea secventelor ciclurilor de lucru. Cea de linii verticale se foloseste pt programarea diferitelor functii necesare desfasurarii ciclurilor de lucru.
Se disting 3 secvente(se programeaza pe liniile orizontale):
apropiere rapida AR
cursa de lucru Cl
retragere rapida RR si STOP
Lungimile curselor AR si RR sunt controlate prin limitatoare electrice de cursa reglabile. Configurarea finalizarii secventei curente (in lucru) este comandata pentru trecerea la secventa urmatoare.
Curesle de apropiere si RR se efectueaza in general cu aceiasi viteza. Viteza respectiva se programeaza pe 1 sau mai Masini uneltelte linii veriticale. CL presupune programarea a cel putin 2 functii importante : turatia arborelui principal, avansul sau turatia avansului principal a saniei port scula. Aceste functii se programeaza pe un numar de linii verticale ale matricei. Primele 3 linii alocate programarii nop urmatoarele 3 linii pentru sW. Exista posibilitatea ca ultimele 3 linii sa fie alocate programanrii selectarii sculelor care efectueaza prelucrarile.
![]()
Un al doilea sistem este cel care are in structura tamburi de comanda si este de tip bila sau ki pentru comanda unui limitator de comanda care la randul lor comanda succesiunea secventelor si functiile programabile pentru desfasurarea ciclurilor de lucru.

Pe tambur sunt prevazute 32 de linii echidistante strungul JRT 32/40.
Rotirea tamburului cu cate 9 grade este asigurata de acest tambur care are pe el 40 de dinti actionati de un electromagnet.
Trecerea de la o secventa la alta in cele de 40 maxime posibile se face printr-o comanda electrica.
Cele 32 de coloane programeaza diferitele functii si anume pe primele 4 se programeaza turatiile pe urmatoarele 4 avansul , peu na din coloane sensul de rotatie a AP pe alta din coloane functia de strangere desfacere , pe ultimele 4 coloane se programeaza cele 16 pozitii ale discului port scula a strungului.
SACA elastice - fac parte cele ce folosesc port program de tip cartela perforata cele care folosesc banda perforata, echipamente de comanda numerica de tip NC, CNC care asigura functionarea ECN in regim de conturare, DNC - cele mai evoluate cu comanda direct pe calculator, supravegheaza mai Masini uneltelte echipamente masini CNC, dar controleaza si functii privind controlul piesei, gestioneaza unele costuri.
SACA cu atuomat progrmat
SACA cu comanda adaptiva
Sisteme actionate pentru functii TTA cu sf in bucati .
Tabelul 2.1. -La poz 1 - sunt prevazute schema de actionare si comanda a unui sistem TTA cu tambur (disc cu miscare intermitenta). Deasupra sunt reprezentate functiile elementare componente ale sisteMasini uneltelui TTA. In tabel sunt trecute organele de lucru actionate, structura de lucru a organului de comanda.Natura actionarii (A) si a comenzii (C). Fiecare OEC este constituit din 3 elemente componente denumite generatorul de impuls (GI) elementul intermediar (EI) , elementul de executie.
Clasificarea sistemelor automade de comanda si actionare
- alegerea M.U. si a sistemelor CA si SA depinde de sisteMasini uneltel tehnologic stabilit de prelucrarea piesei de tipul productiei de conditiile de exploatare si a MASINI UNELTE considerata independenta sau integrata in sisteme evoluate in CFP sau SFP.
- pentru fabricatie de serie se folosesc in general MASINI UNELTE specializate (MASINI UNELTE agregat, linii automate, sisteme de comanda conventionale sau comanda numerica)
SACA - se identifica elementele care asigura functiile de comanda sau actionare de la cele mai simple ( came, opritoare,) pana la cele mai complexe (echipamente de comanda numerica, comanda adaptiva)
- sistemele de actionare se clasifica astfel :
- SACA rigide - mecanice , electirce, hidraulice, combinatii electromecanice, hidromecanice.
-dpdv al elementelor de comanda propriui-zis : tambur cu opritoare mecanice reglabile, cu came de actionare sau cama placa sau tambur cu came de impuls pentru comanda limitatorului electirc.
- sisteme cu arbore de comanda si came
Este utilizat la strung mono si Masini uneltelti axe, masini agregat de asamblat, masini de prelucrat prin deformare plastica la rece : masini de indoit.

La o rotatie a Ac se executa o piesa sau mai Masini uneltelte in cazul in care masina are in structura mai Masini uneltelte posturi de lucru.
-cama disc cilindrica de impuls

Tachetul poate fi centric, excentric, oscilant.Tachetul poate fi si cu varf acutit, cu rola.
Daca se cunosc nac[rot/min], nap[rot/min], hk[mm], αkl[grade] :
Nac=0,82[rot/min] => intr-un minut se executa 0,82 piese.
La strungurile SARO :nac :0,3..25 rot/min in trepte cu roti de schimb.In functie de complexitate se pot efectua 25 piese/min.
s = 360snac/nap * hkl/ αkl * ik sanie [mm/rot]AP.
nac=0,82rot/min ; nap=1610 ro/min, hkl=12,3 mm ; αkl=23.
hkl - suprainaltimea pe cama corespunzatoare piesei curse de lucru a saniei actionata pe cama pentru un unghi la centru pe cama αkl in cursa de lucru L respectiva.
ik - raportul de transfer al mecanismelor care asigura transmiterea miscarii de la cama la sanie.
Profilul camei asigura viteaza constanta a oragnului de lucru actionat=> sisteme de actionare semirigide - limitatoare de cursa reglabile, opritoare de cursa reglabile si/sau schimbabile, matrici cu fise, tambur de comanda cu came sau bride.
- actionarea acestoara se efectueaza manual, mecanic in mai putine cazuri, electromecanic sau hidraulic unde sunt prevazute cu o retea de gauri intre care se stablesc legaturi electrice.Legatura este asigurata atunci cand se introduce o fisa.
- reteaua de linii orizontale asigura progranarea asa-zisa frecventei ale ciclului de lucru.Se foloseste pentru programarea diferitelor functii necesare in desfasurarea ciclurilor de lucru.In acest ciclu se disting 3 secvente.Acestea se preogrameaza pe linii orizontale Oy : -o prima secventa AR, a doua secventa Cl si a treia secventa RR si STOP.
AR si RR sunt controlate prin limitatoare elastice de cursa reglabile , configurarea indeplinirii secventei curente este comnadtata pentru trecerea la secventa urmatoare.
- curesle de apropiere si RR se efectueaza in general cu aceiasi viteza , viteza respectiva se programeaza peu na sau mai Masini uneltelte linii veriticale.
CL presupune programarea a cel putin 2 functii importante : turatia arborelui principal, avansul sau turatia avansului principal a saniei port scula.Aceste functii se programeaza pe un numar de linii verticale ale matricei. Primele 3 linii alocate programarii nop urmatoarele 3 linii pentru sW. Exista posibilitatea ca ultimele 3 linii sa fie alocate.
Un al doilea sistem este cel care are in structura tamburi de comanda si este de tip bila sau ki pentru comanda unui limitator de comanda care la randul lor comanda succesiunea secventelor si functiile programabile pentru desfasurarea ciclurilor de lucru.

Pe tambur sunt prevazute 32 de linii echidistante strungul JRT 32/40.
Rotirea tamburului cu cate 9 grade este asigurata de acest tambur care are pe el 40 de dinti actionati de un electromagnet.
Trecerea de la o secventa la alta in cele de 40 maxime posibile se face printr-o comanda electrica.
Cele 32 de coloane programeaza diferitele functii si anume pe primele 4 se programeaza turatiile pe urmatoarele 4 avansul , peu na din coloane sensul de rotatie a AP pe alta din coloane functia de strangere desfacere , pe ultimele 4 coloane se programeaza cele 16 pozitii ale discului port scula a strungului.
SACA elastice - fac parte cele ce folosesc port program de tip cartela perforata cele care folosesc banda perforata, echipamente de comanda numerica de tip NC, CNC care asigura functionarea ECN in regim de conturare, DNC - cele mai evoluate cu comanda direct pe calculator, supravegheaza mai Masini uneltelte echipamente masini CNC, dar controleaza si functii privind controlul piesei, gestioneaza unele costuri.
SACA cu atuomat progrmat
SACA cu comanda adaptiva
Tabelul 2.1. - sunt prevazute schema de actionare si comanda a unui sistem TTA cu tambur (disc cu miscare intermitenta)
Deasupra sunt reprezentate functiile elementare componente ale sisteMasini uneltelui TTA.
In tabel sunt trecute organele de lucru actionate, structura de lucru a organului de comanda.Natura actionarii (A) si a comenzii (C). Fiecare OEC este constituit din 3 elemente componente denumite generatorul de impuls (GI) elementul intermediar (EI) , elementul de executie.
Unele aplicatii in legatura cu sitemele de comanda
In tabelul 2.1 sunt reprezentate prin simboluri si prin schema cinematica si/sau structurala 3sisteme pt realizarea unor fuctii TTA pt semifabricate in bucati.
In cazul 1 functia de transfer intermitent o realizeaza discul D antrenat de un lant cinematic auxiliar format din: motor electric, un reductor Rd si un mecanism pt fractionarea miscarii
Functiile de alimentare-evacuare le realizeaza MHL comandatde un distribuitorcu sertaras(DS).IN partea din stanga ,acolo unde se efectueaza prelucrarea,scula s efectueaza 2 miscari:miscarea principala de rotatie si miscarea de avans axial.In prima figura ,in partea de sus sunt reprezentate prin simboluri functiile alementare ale sisteMasini uneltelui de TTArespectiv.PriMasini uneltel simbol(cel din dreapta)are semnificatia de inmagazinare ordonata a semifabricatelor.Putem intalni:
Inmagazinare partial ordonata
![]()
![]()
Inmagazinare dezordonata
Al doilea simbol are semnificatia de transfer .Aceasta functie se efectueaza gravitational.In acest scop fiind folosit un jgheab notat Jb.Al treilea simbol are semnificatia de dozare;livrare bucata.Functia ce se realizeaza prin retragerea pistonului MH sub actiunea unui arc spre dreapta.A patra functie elementara are semnificatia de transfer-transport pe traiectorie circulara intermitenta.Al 5-lea simbol este postul de lucru ,locul in xare se efectueaza prelucrarea facuta de scula s.Dupa prelucrare continua functia de transfer intermitent (fig 6.a)
In vederea evacuarii piesei prelucrate si alimentarea cu un nou semifabricat este prevazuta ultima functie din sir denumita separare si evacuare.

A- notatie pt alimentare
O- semifabricat
E- evacuare
SisteMasini uneltel functioneaza prin comanda autoamata folosind in principal limitatoare electrice de cursa. In tabel, in partea dreapta sunt indicate cele 2organe de lucru:
T- tija ;
D-disc; Cele 2 elemente ce asigura functionarea OL respectiv MHL si un mecanism
pt fractionarea miscarii (mecanism cu manivela si cruce de
sau mecanism de tip rotor cu dinti sau cu bolturi si cama cilindrica)
Analiza facuta merge mai departe si prezinta elemente ce constitue OL. Cele 3elemente ale unui organ elemtar de comanda sunt:
-GI- generatorul de impulsuri- genereaza si da comanda la 2 elemente limitatoare de cursa EC
-EI- element intermediar - preia semnal de la GI si dupa caz il transforma calitativ sau ii transforma natura(o deplasare intr-o variatie de tensiune sau de presiune)
-EE- element de executie- cum este sertarasul distribuitor DS atunci cand este pus pe pozitia 1, sau un contact notat bm, care se inchide/deschide actionat de natura mobila a unui electromagnet .
Din tabel rezulta si natura actionarilor (A) si a comenzilor (C).
Actionarea: electrica si hidraulica
Comanda: electrica in ambele cazuri
Al doilea sistem este un sistem de alimentare automat cu semifabricate in bucati. Este prevazut cu 2 brate oscilante, brate legate intre ele si antrenate cu Nh oscilant camandate de un DS1.In pozitie reprezentata bratul b1 se alimenteaza cu semifabricate din jgheabul Jb iar bratul b2 apuca piesa prelucrata din mandrina masinii unelte. Urmeaza extragerea celor 2 obiecte prinse si rotirea in sens trigonometric a ansamblului celor 2 brate. Astfel semifabricatul ajunge in dispozitivul de prindere in mandrina iar piesa este evacuata. Livrarea bucata cu bucata a semigabricatului din Jb in care acestea sunt inmagazinate o efectueaza in separator care ste tija t a unui MHL comandat de DS2. Mai jos sunt reprezentate simbolurile functiilor elemntare ale sisteMasini uneltelui TTA
1.PriMasini uneltel simbol -inmagazinarea ordonata
2.Trabsfer- acestea sunt primele 2 pe verticala
3.Dozare- acestea sunt primele 2 pe verticala
4.Stangere-Apucare
5.Oscilare
6.Desfacere pe orizontala
7.Post de lucru
8.Strangere
9.Oscilare
10.Desfacere
11.Evacuare
Sunt indicate si in acest caz datele referitoare la OL actionate OL,OEC-organul elemntar de comanda si natura actionarii si a comenzii.
Al treilea este un sitem ce asigura alimntarea bucata cu bucata
automata a strungului.
Comanda numerica a MASINI UNELTE.
1.Aspecte generale(1947-1949-SUA la institutul MIT) a fostcreata prima MASINI UNELTE, de gaurit si alezat,cu CN si port-program fiind cartela perforata-> e cu 3 axe CN
-1952- apare MASINI UNELTE cu 3axe comandate numeric
-1967-1968-priMasini uneltel echipament de CN
-1969conducerea, comandarea cu calculatorul a unei MASINI UNELTE
-1972-1973-sa realizat adaptarea minicalculatorului la ECN
-1975-1979-
au fost fabricare in
Echipamentele pt sisteMasini uneltel CNC s-au dezvoltat si s-au specializat pe firme. Marile firme sunt si producatoare de ECN (Siemens,Fanuc)
Fabricatia actuala caracterizata prin flexibilitate,precizie, diversitate determina ca si componenta de baza a ST, MASINI UNELTE sa fie cat mai performanta .A fi performanta inseamna a fi rigida, a avea ME puternice, cu turatii, pastrarea in limitele controlabile a caracteristicilor dinamice si termo-elestice. Exploatarea in conditii date a oricarei MASINI UNELTECN presupune in acelasi timp si utilizarea de SA performante.
Comanda programata a unei MASINI UNELTE
Prin aceasta se intelege existenta unui dispozitiv, a unui echipament in care sa se introduca si sa se prelucreze informatii privind comanda masinii: miscari, directii, viteza, blocari/deblocari inversare etc. si care sa aiba legatura cu prelucrarea suprafetei pieselor.
Ca urmare se folosesc:
->> comanda programata prin came (comanda temporala)
->>e incadrata la sisteMasini uneltel de comnda automata cu un arbore de comnda (AC) si came.
->> comanda programata folosita la sisteMasini uneltel de copiere : copiere mecanica,hidraulica, copiere electrica, copiere pe o singura directie sau port program de tip modul care face copiere pe 2/2 si ½ directii.
->> prin comnda numerica (CN). La aceste sisteme echipa elemntului de comnda i se furnizeaza sub forma numerica (alfa numerica). Aceste informatii se refera la marimea deplasarilor ansamblurilor mobile (sanii, mese rotative, traverse, Ap.)
->> vitezele miscarii respective si sensul miscarii diferit functie ca: pornire-oprire, blocare/deblocare, oprire in progr.
In acest scop se folosesc:
-functii pregatitoare G
-functii auxiliare M
Pe baza informatiilor numerice echipamentul trimite comenzi la : elementul de executie de tip ME, cuplaje, care astfel sunt comandate pt a efectua deplasari (miscari) de generare (misc de avand,misc principale) si miscari auxiliare (de pozitionare AR,RR,franare, blocare/
deblocare)
CM prin echipamentele specifice (ECN) este clasificat in principal pe baza a 2criterii:
A) Circuitul informational
In sisteme deschise, denumite si fara bucle de reactie si in sisteme inchise cu bucle de reactie.
Cele deschise au folosit ME pas cu pas sau sisteme electro-hidraulice cu comanda automata. In lipsa buclei de reactie s-a ajuns la structuri complicate de comanda care efectuau numararea impulsurilor de comanda.
-sunt sisteme dificile ca structura si care conduceau la Masini uneltelte erori.
-cele inchise, prezente la toate MASINI UNELTECN actuale au de fapt 2bucle de reactie(una pt deplsarea ansamblului mobil)
Deplasarea si viteza deplasarii, de fapt valorile masurate sunt comparate in ECN in cate un bloc specific denumit comparator cu valorile programate ale acestora.
B) Destinatia ECN-ului si a MASINI UNELTECN
Deosebim sisteMasini uneltel de CN de pozitonare.
->primele aparute'de prel liniara(sunt realizate pt 2 axe comandate numeric;utilizate la strunguri;masini de frezat si rabotat; de conturare ac sunt ECN-CNC.
ECN- se clasifica dupa echipamente specifice in principal pe baza a 2 criterii A,B
(A)Circuit informational
-sisteme deschise denumite si fara bucle de reactie
-sisteme inchise cu bucle de reactie
(B) Destinatia ECN si MASINI UNELTECN
-sisteme de comanda numerica de pozitionare denumite si punct cu punct
-sisteme de prelucrare liniara pt 2 axe comanda numerica se utilizeaza la strunguri,masini de frezat si rectificat.
-de conturare folosit cel mai des.
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
