UNIVERSITATEA TEHNICA " GH. ASACHI"
FACULTATEA DE MECANICA
Proiect de Licenta
Studiul frecarii de rostogolire in microsistemele mecatronice
Capitolul 1: Mecatronica-Stiinta masinilor inteligente
1.1.Notiunea de inteligenta artificiala
1.2.Arhitectura unei masini inteligente
1.3.Definirea functiilor de baza ale unei masini inteligente
1.4.Perceptia la nivelul masinilor inteligente:-senzorii
1.5.Analogia creier computer
1.6.Retele neuronale naturale si artificiale
1.7.Clasificarea actuatorilor utilizati in mecatronica
Capitolul 2: Conceptul de microsistem
2.1.Microsisteme electromecanice-MEMS
2.2.Materiale pentru constructia mems-urilor
2.3.Tehnologii de fabricatie pentru mem-suri
2.4.Microsenzori
2.5.Microactuatori
Capitolul 3: Forte de suprafata in microsisteme mecatronice
3.1.Forte de adeziune
3.2.Forte capilare
3.3.Influenta apei asupra frecarii in micro si nanosisiteme
3.4.Forte electrostatice
3.5.Metode de masurare a fortelor in microsisteme
Capitolul 4: Studiul experimental al frecarii de rostogolire
4.1.Modelul analitic pentru masurarea oscilatorie a unei bile pe o suprafata sferica
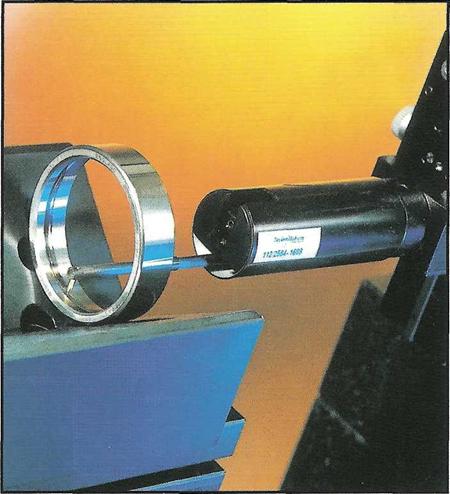
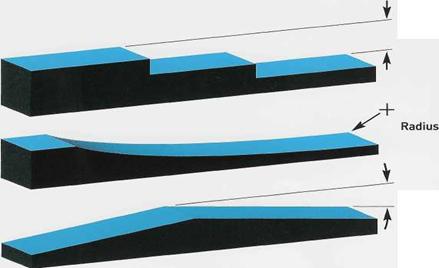
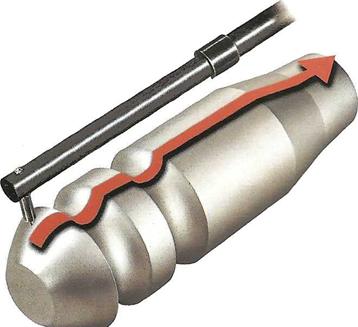
4.2.Investigarea rugozitatii suprafetelor
4.3.Înregitrari
Una din definitiile inteligentei artificiale, acceptate de comunitatea stiintifica, este cea propusa de catre Marvin Minsky, este "stiinta care face ca masinile sa indeplineasca sarcini si functii care necesita inteligenta daca ar fi facute de catre om" (sau abilitatea unor structuri artificial create de om, de a indeplini aceleasi feluri de functii ca si cele care caracterizeaza gandirea umana).Unii cercetatori definesc inteligenta artificiala ca o reproducere sau duplicare a procesului uman de gandire.
Un sistem este considerat inteligent daca "se poate adapta singur la noi situatii, are capacitate de a rationa, de a intelege legaturile dintre fapte, de a descoperi intelesuri si de a recunoaste adevarul".
Prin inteligenta se intelege capacitatea de a intelege usor si bine, de a sesiza ceea ce este esential, de a rezolva situatii sau probleme noi pe baza experientei acumulate anterior.Odata cu avantul stiintei moderne, inteligenta artificiala s-a dezvoltat pe doua mari directii: cercetarea psihologica in domeniul gandirii umane si dezvoltarea tehnologica a sistemelor computerizate foarte sofisticate.
Inteligenta artificiala, reprezinta o materializare a eforturilor incepute in urma cu peste patru decenii, de a face masinile sa gandeasca la fel de inteligent ca oamenii.Termenul este aplicat sistemelor computerizate si programelor capabile sa indeplineasca functii mult mai complexe decat programarea directa, dar inca departe de actuala gandire.Acest domeniu a starnit mari sperante atunci cand calculatoarele au progresat rapid in rezolvarea problemelor de logica si in invatarea jocului de sah. Însa foarte curand s-a inteles ca cele mai dificile lucruri pe care trebuie sa le invete un computer nu sunt logica, matematica sau sahul (definite prin reguli precise care, cu un oarecare efort, pot fi exprimate intr-un limbaj accesibil computerelor), ci acelea legate de bunul simt, cu care oamenii s-au nascut sau pe care l-au dobandit.Astfel, in contextul inteligentei artificiale, calculatoarele trebuie invatate sa invete, sa creeze, sa inventeze, sa gandeasca, sa recunoasca, sa navigheze etc.Vechea idee ca un calculator nu face decat ceea ce i se spune este depasita in lumina programelor de inteligenta artificiala.
La baza marii majoritati de variante de inteligenta artificiala sta ipoteza de interpretare a simbolurilor in conformitate cu care activitatea inteligenta poate avea loc prin simpla manipulare a simbolurilor, fara a fi necesara cunoasterea semnificatiilor acestor simboluri.În prezent, cercetarile in domeniul inteligentei artificiale includ:
Educarea masinii
Educarea masinii reprezinta un proces prin care un calculator invata sa rezolve noi probleme. În anumite limite, masinile pot invata la fel ca si oamenii, prin intermediul unor exemple cu ceea ce este corect si cu ceea ce este gresit, prin compararea lor.Una din limite este reprezentata de faptul ca masinile nu cunosc ce notiuni ar putea fi relevante pentru o anumita problema, astfel ca cei ce se ocupa de educarea computerelor trebuie sa aiba grija ca masina sa-si concentreze atentia catre elementele specifice care fac distinctia dintre un exemplu bun si unul rau.
O metoda de rezolvare a acestei probleme consta in alegerea cu mare atentie a exemplelor utilizate in procesul de educare astfel incat fiecare sa difere de celelalte doar prin una sau doua insusiri semnificative.O alta metoda de invatare ar fi ca masinile sa incerce sa incadreze fiecare exemplu intr-un set de sabloane sau explicatii predefinite si sa fie asistate de un operator uman care sa le corecteze atunci cand gresesc.O metoda diferita de cele de mai sus este cea in care masina serveste pur si simplu ca 'aide-memoire', tinand o evidenta cu toate situatiile intalnite, astfel ca operatorul uman sa obtina mai usor o lista cu toate cazurile similare celui cu care se confrunta.În fine, atat in cazul algoritmilor genetici, cat si in cel al retelelor neuronale, invatarea se realizeaza adaptandu-se la mediul lor.
Întelegerea limbajului
Vorbirea este alcatuita din sunete complexe, produse de aparatul vocal, constituind modul de comunicare umana cel mai important.Pentru ca un om sa poata percepe vorbirea unui alt om este necesar sa utilizeze cunostintele sale despre limbajul respectiv.Pentru ca o masina sa poata percepe vorbirea este necesar ca ea sa fie 'invatata' in mod corespunzator, ceea ce constituie obiectul acestui domeniu al inteligentei artificiale (procesul prin care un computer este invatat sa inteleaga mesajele vorbite).De regula, se desfasoara in doua etape: prima etapa urmareste recunoasterea cuvintelor izolate, iar cea de-a doua, intelegerea propozitiilor formate din mai multe cuvinte (recunoasterea automata a vorbirii).
Atunci cand sunt scrise, cuvintele sunt usor de recunoscut.Recunoasterea cuvintelor vorbite este, in schimb, mai dificila.Toate cuvintele sunt compuse din cateva sunete de baza, numite foneme, insiruite in diferite combinatii (de exemplu, in limba engleza sunt 40 de foneme care corespund, aproximativ, simbolurilor de pronuntie din dictionar).Teoretic, recunoasterea unui cuvant vorbit ar trebui sa fie doar cu putin mai dificila decat recunoasterea unuia scris, fiind suficient sa se urmareasca secventele de foneme.În general, semnalul acustic generat in timpul vorbirii este dependent de mai multi factori, cum ar fi: intonatia vocii, viteza de pronuntie, timbrul vocii, limbajul utilizat, starile fizice si emotionale, originea geografica si sociala a vorbitorului, etc.Sistemele de recunoastere a vorbirii se clasifica, din acest punct de vedere, in sisteme dependente si sisteme independente de vorbitor.Primele sunt mai simple, functioneaza mai sigur si au un vocabular mult mai mare decat celelalte.
Chiar daca masina a inteles cuvintele, cea mai grea sarcina este sa inteleaga semnificatia mesajului din acele cuvinte.Problema consta in dotarea ei cu un minim de cunostinte pentru a putea pricepe chiar si propopozitii foarte simple.Tehnicile utilizate la recunoasterea cuvintelor izolate nu sunt, in general, valabile si pentru vorbirea continua.În acest caz este necesara segmentarea frazei in cuvinte si efectuarea analizei structurale si gramaticale a cuvintelor si propozitiilor.Calculatoarele au inceput sa faca fata unor situatii simple in legatura cu intelegerea limbajului (de exemplu, repartizarea telexurilor care sosesc la banci), dar adevarata intelegere este inca departe.Astfel, una din directiile majore de cercetare in domeniul inteligentei artificiale, pe langa recunoasterea cuvintelor si recunoasterea vorbirii, este intelegerea vorbirii.
În scopul cresterii productivitatii muncii si a realizarii unei comunicari directe om-masina in forma cea mai convenabila, cercetarile ultimilor ani s-au axat pe realizarea si dezvoltarea unor echipamente capabile sa asigure interpretarea mesajelor vorbite si echipamente care sa emita mesaje vorbite corespunzatoare informatiei care trebuie comunicata.Comanda prin voce are numeroase aplicatii industriale si din alte sectoare (tehnica aero-spatiala, echipamente pentru asistarea -persoanelor cu handicap etc).
Rationament case (case-based reasoning)
Acesta reprezinta o tehnica de inteligenta artificiala care se bazeaza pe precedent (tehnica de a invata computerele sa se foloseasca de cunoastere pentru a obtine o noua cunoastere, de exemplu prin deductie).Aceasta tehnologie creeaza o baza de date pentru a descrie situatiile anterioare si inregistreaza operatiunile efectuate in fiecare etapa.Cand apare o noua situatie, computerul incearca sa gaseasca o alta, suficient de asemanatoare, in care sa fie valabile aceleasi operatiuni.Aceasta tehnologie a fost utilizata cu succes pentru a construi baze de date.
Inteligenta artificiala distribuita
Aceasta este o versiune de inteligenta artificiala care pleaca de la ideea ca mai multe inteligente mici pot face mai mult decat o inteligenta mai mare.Inteligenta artificiala distribuita incearca sa rezolve problemele mari prin fragmentarea lor in probleme mai mici si mai simple, fiecare fragment fiind repartizat spre solutionare unui agent separat.
Aceasta conceptie schimba prioritatile de cercetare in domeniul inteligentei artificiale.În loc sa exploateze la maximum fiecare agent, inteligenta artificiala distribuita incearca sa descopere modalitati pentru ca agentii specializati sa-si coordoneze eforturile in directia negocierii, colaborarii si delegarii de responsabilitati.
Cele mai robuste tehnici specifice inteligentei, artificiale, cu numeroase aplicatii, sunt: sistemele expert, retelele neuronale, algoritmii genetici, vederea artificiala, modelarea, planificarea.
Cele mai importante campuri de interes in dezvoltarea cercetarii in domeniul inteligentei artificiale sunt: procesarea informationala, recunoasterea formelor, prelucrarea imaginilor, analiza scenelor, vederea artificiala, jocurile pe calculator precum si diagnosticarea medicala.Cercetarile actuale in procesarea informatilor sunt directionate pe programe care ii dau posibilitatea calculatorului sa inteleaga informatia scrisa sau vorbita ca apoi sa produca rezumate, sa raspunda intrebarilor foarte specifice sau sa redistribuie informatia catre utilizatorii interesati de ariile specifice ale acelei informatii.Esential pentru un astfel de program ar fi abilitatea sistemului de a genera propozitii corecte din punct de vedere gramatical si de a stabili legaturi intre cuvinte, idei sau asociatii cu alte idei.
În continuare, prin masina se intelege un obiect manufacturat care interactioneaza cu mediul sau.Pentru aceasta interactiune fie ca ia din mediu energia necesara si o converteste in energie mecanica si caldura disipata, fie manipuleaza informatii.
Din punct de vedere cronologic, au existat masini simple, conduse de catre un operator uman, masini programate sa se comporte intr-un anumit fel, mai avansate decat primele si, in fine, masini cu proprietati senzoriale, cu capacitate de planificare, recunoastere a formelor, navigare, invatare (cu disponibilitati de prelucrare avansata a informatiilor), numite masini inteligente.Acestea au posibilitatea sa isi modifice comportarea ca o adaptare la modificarile din mediul intern si extern.
În acest context, prin inteligenta se intelege capacitatea unui sistem de a atinge un anumit scop sau de a avea o comportare dorita in conditii de incertitudine.
Sursele de incertitudine sunt reprezentate de aparitia unor evenimente neasteptate si neprevazute (fie in mediul intern, de exemplu defectarea unei componente, fie in mediul extern) si de informatiile incomplete si insuficiente pentru a decide ce trebuie facut.Masinile inteligente, capabile sa ia decizii in aceste conditii de incertitudine, se deosebesc de masinile programate sa desfasoare operatii repetitive, capabile si ele de modificarea propriului comportament dar pe baza unor comenzi date de catre un operator uman.
Masinile inteligente interactioneaza cu mediul lor prin intermediul unor intrari (informatii, energie, material, actiune mecanica a mediului asupra masinilor) precum si a unor iesiri (informatii, energie, actiuni exercitate de masini asupra mediului).
Masinile inteligente pot opera individual sau conectate in cadrul unor sisteme.În acest ultim caz, performantele globale ale acestor sisteme sunt mai bune decat suma performantelor masinilor componente.De asemenea, masinile inteligente opereaza autonom, fara un control total al operatorului uman dar cu posibilitatea de a colabora cu acesta, opereaza in medii nestructurate, ce pot fi periculoase sau lipsite de confort.Domeniile lor de aplicabilitate sunt variate: inginerie nucleara, industrie alimentara, tehnica aero-spatiala, constructii, transport, inginerie biomedicala, exploatare minereu, gaz, petrol, stingere incendii, aplicatii militare, interventii subacvatice etc.
Dintre tipurile de structuri (ierarhizate, in retea si multistrat), pentru masinile inteligente, cea mai adecvata arhitectura este cea de tip retea, prezentata in figura 1.1.
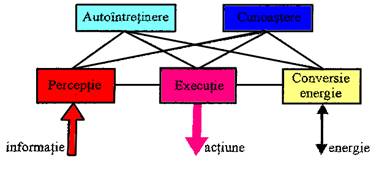
Fig. 1.1 Arhitectura unei masini inteligente
Aceasta arhitectura raspunde setului de functii pe care le are fiecare masina inteligenta.Astfel, o masina inteligenta cuprinde urmatoarele subsisteme de baza:
a) Subsistemul de perceptie, care are rolul de a colecta, stoca, procesa si distribui informatii despre starea actuala a masinii si a mediului in care opereaza.
b) Subsistemul de cunoastere, care are rolul de a evalua informatiile colectate de subsistemul de perceptie si de a planifica actiunile masinii.
c) Subsistemul de executie, responsabil cu desfasurarea tuturor actiunilor masinii, pe baza instructiunilor de la celelalte doua subsisteme.
Asa cum este ilustrat in figura 1.2, instructiunile primite de la subsistemul de cunoastere determina comportamentul planificat iar cele de la subsistemul de perceptie determina comportamentul reactiv.In mod obisnuit, acesta din urma este predominant.
d) Subsistemul de autointretinere are rolul de a mentine masina in conditii bune de functionare.Acest subsistem asigura o monitorizare intermitenta a comportarii masinii pentru a preveni eventualele defecte (autointretinere preventiva) sau pentru a le sesiza imediat ce apar (autodiagnostic).
e) Subsistemul de conversie a energiei asigura cantitatea si forma de energie necesara pentru ca toate celelalte subsisteme sa aiba o buna functionare.
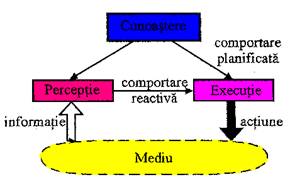
Fig. 1.2 Comportament planificat si reactiv
Componentele fizice din structura acestor subsisteme sunt: senzorii si traductorii, actuatorii, microprocesoarele, retelele de comunicatii, dispozitivele de intrare/iesire, efectorii finali, sursele de energie etc.
Avand in vedere cele prezentate mai sus, in figura 1.3 sunt aratate functiile de baza ale unei masini inteligente:
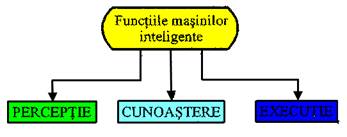
Fig. 1.3 Functiile de baza ale unei masini inteligente
Materializarea acestor functii se poate urmari mai usor considerand urmatorul exemplu: la iesirea unei masini automate de insertie a componentelor electronice pe o placa cu circuite integrate este instalat un sistem de control al calitatii bazat pe inspectie vizuala, ce functioneaza astfel: o camera video observa placile la iesirea din masina; pe baza semnalelor primite de la aceasta camera, este construita o reprezentare interna a obiectului observat (prin metode de recunoastere a formelor si extragere de caracteristici); reprezentarea computerizata a placii este comparata cu reprezentarea placii asamblate corect; daca rezultatul acestei comparatii sugereaza ca operatia nu a fost executata corect sau daca aprecierea nu este concludenta, este generata o comanda de eliminare a placii de pe linia de fabricatie; toate placile eliminate sunt analizate cu scopul de a rezolva ambiguitatile (daca exista) sau pentru a diagnostica defectele; in final este comandat si realizat un raport cu privire la rezultatele acestei analize.
Pentru acest exemplu, subsistemul de perceptie observa placile prin intermediul camerei video si construieste reprezentarea interna a obiectului observat care, in mod normal, contine suficiente informatii referitoare la caracteristicile placii pentru a permite luarea unei decizii privind corectitudinea operatiei de insertie a circuitelor integrate.Subsistemul de cunoastere compara reprezentarea realizata de subsistemul de perceptie cu reprezentarea placii asamblate corect, trimite o comanda subsistemului de executie pentru a elimina placile incorect asamblate, diagnosticheaza defectele si comanda realizarea unui raport printat referitor la aceasta diagnosticare.Subsistemul de executie asigura functia 'trece - nu trece' pentru placi si completeaza, arata si tipareste raportul amintit mai inainte.
Nu exista metode generale de a determina granitele dintre perceptie, cunoastere si executie.Aceste functii distincte ale unei masini inteligente nu sunt in mod obligatoriu implementate ca si componente fizice sau subansamble diferite.
Functia de perceptie
Functia de perceptie asigura necesarul de informatii despre stadiul actual al sistemului si mediului in care opereaza acesta.Pentru realizarea acestei functii se utilizeaza senzori, traductori si sisteme de achizitii de date.Informatiile colectate sunt organizate si pre-procesate pentru a reduce incertitudinea privind starea masinii si a mediului.
Perceptia este, in acelasi timp, si una din functiile importante ale biosistemelor.Multe solutii prin care se materializeaza in tehnica aceasta functie au la baza analogia cu lumea vie.
În continuare sunt prezentate notiuni de baza privind principiile perceptiei in lumea vie, in special in cazul organismului uman.Rezultatele studiilor si cercetarilor in domeniul perceptiei umane urmaresc trei obiective:
a) imbunatatirea diagnosticarii si tratamentului diferitelor afectiuni ale organelor de simt responsabile cu functia de perceptie;
b) realizarea unor organe senzoriale artificiale cu caracteristici functionale cat mai apropiate de cele ale organelor naturale, care sa le inlocuiasca total sau sa le asiste in cazul unor afectiuni;
c) transpunerea in tehnica a legitatilor structurale si functionale ale structurilor biologice senzoriale in vederea realizarii unor produse inalt-performante, cu aplicatii in robotica, constructia de masini si aparate etc. precum si pentru optimizarea interactiunii om-masina.
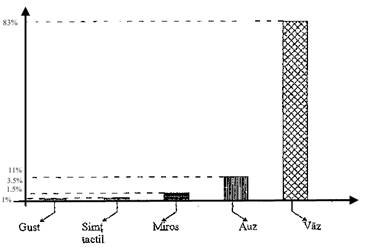
Fig. 1.4 Ponderea informatiilor captate din mediu de catre om
Organismul uman este un biosistem deschis, aflat intr-un permanent schimb de energie, substante si informatii cu mediul inconjurator.Schimbul de informatii cu mediul extern este realizat prin intermediul simturilor: vazul, auzul, simtul tactil, mirosul si gustul.Omul primeste informatii din mediu, in proportie de 1% prin gust, 1,5% prin simtul tactil, 3,5% prin miros, 11% prin auz si 83% prin vaz, (fig. 1.4).
Capacitatile senzoriale sporesc prin combinarea informatiilor captate din interiorul si exteriorul organismului.De exemplu, simtul stereognozic consta in capacitatea de a recunoaste, cu ochii inchisi, un obiect dupa forma, greutatea si natura suprafetei.
Aceste trei functii sunt puse in evidenta in figura 1.5
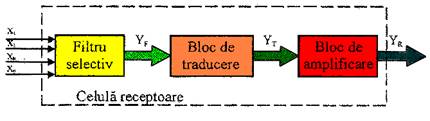
Fig. 1.5 Functiile de baza ale unei celule receptoare
În aceasta figura s-au notat: x1, x2,. xn - stimuli, xk - stimul adecvat, YF - raspunsul filtrului, YT - iesire din blocul de traducere si YR - iesirea din celula receptoare.
În tabelul 1.1 sunt prezentate comparativ fluxurile de informatii ce pot fi receptionate din mediul extern de catre principalii analizori ai organismului uman, in concordanta cu ponderea informatiilor captate de analizori, prezentata mai inainte.
Tabelul 1.1
|
ANALIZOR. |
NUMAR CELULE RECEPTOARE |
NUMAR CAI NERVOASE |
FLUX DE INFORMATII [biti/sec] |
|
Vizual |
125x106- conuri 106-bastonase |
2xl06 |
108 |
|
Auditiv |
104- celule ciliate |
2x104 |
106 |
|
Tactil |
5x105 |
2x105 |
|
|
Termic |
104-cald 105 - rece |
- |
2x103 |
|
Olfactiv |
7x107 |
2x104 |
102 |
|
Gustativ |
3x107 |
2x103 |
10 |
Dupa natura energiei din mediu, receptorii se clasifica astfel: mecanoreceptori, termoreceptori, electroreceptori, fotoreceptori, magnetoreceptori, chemoreceptori.La acestia se adauga algoreceptorii care detecteaza excitatii de intensitate mare si sunt responsabili cu senzatia de durere.
Raspunsul unui receptor nu este de tipul 'tot sau nimic'.Receptorii codifica informatiile prin modularea frecventei.Stimulii slabi dau nastere la impulsuri rare iar cei puternici, la impulsuri frecvente.
Cantitatea de informatie ce poate fi transportata de o singura fibra nervoasa este cuprinsa intre 300 si 400 biti/sec.De exemplu, de la receptorul vizual, informatiile sunt transmise prin 106 fibre, rezultand zeci de milioane de biti/sec primite de creier de la organele senzoriale.
Omul percepe mediul inconjurator prin intermediul celor 5 simturi uzuale: vaz, auz, tactil, miros, gust.Cautand sa-si largeasca cunostintele despre mediu, cercetand in profunzime natura, utilizand microscopul pentru lumea 'micro', respectiv luneta pentru lumea 'macro', omul a realizat limita simturilor sale si drept urmare a necesitatii dispozitivelor capabile sa-l ajute in realizarea cercetarilor si obtinerea de informatii.
Aceste dispozitive ce fac o extensie a simturilor umane au fost numite senzori.Rolul senzorului este de a transforma o marime fizica de intrare (energie), provenita din mediu, intr-o marime electrica (de obicei) de iesire, marime ce poate fi masurata, prelucrata si afisata.În diferite discipline, pe langa notiunea de 'senzor', se utilizeaza notiunea de 'traductor'.
Un traductor este un dispozitiv elementar, capabil intr-un anumit domeniu de masurare, sa converteasca o marime fizica de intrare intr-o marime electrica de iesire.Traductorul in sine nu contine elemente de procesare, scopul lui este doar realizarea conversiei.
Un senzor este un dispozitiv neelementar,uzual bazat pe un traductor,capabil sa converteasca o marime neelectrica intr-o marime electrica si sa o proceseze in concordanta cu un algoritm dat,cu scopul de a furniza o iesire usor interfatabila cu un sistem de calcul.
Principala diferenta fata de notiunea de traductor consta in natura neelementara a senzorului prin faptul ca el este capabil sa posede si alte functii pe langa cea de conversie de energie.
Senzorii se clasifica in:
-senzori inteligenti: pot comunica cu sistemul de calcul in ambele sensuri,adica pe langa faptul ca ei transmit date,ei pot primi date care le determina modul de functionare.De exemplu, in cazul unui senzor de vedere,el poate primi sarcina de a extrage trasaturile imaginii,cu avantajul reducerii fluxului de date de la senzor la sistemul de calcul;
-senzori non-inteligenti: pot doar transmite date, ceea ce poate necesita timpi de comunicatie mai lungi.
Într-un sistem mecatronic, senzorii si traductorii permit modulului de procesare obtinerea de informatii despre proces si mediu.Fara aceste dispozitive, sistemul nu poate functiona.
Clasificari
Senzorii si traductorii pot fi clasificati in raport cu caracteristicile lor de intrare/iesire.Corespunzator marimii fizice de intrare, aceste dispozitive pot fi:
absolute: cand pentru o origine fixata, semnalul electric de iesire poate reprezenta toate valorile posibile ale semnalului de intrare;
incrementale: cand o origine nu poate fi fixata, oricare ar fi valoarea semnalului fizic de intrare, fiecare punct de masura fiind luat drept origine pentru urmatorul punct de masura.
Natura semnalului de iesire determina daca dispozitivul este:
analog: cand semnalul de iesire este continuu si depinde liniar sau neliniar de marimea fizica de intrare;
digital: cand, pentru o marime fizica de intrare continua semnalul de iesire poate lua un numar discret de valori.
Din punct de vedere energetic putem avea dispozitive:
active: realizarea conversiei marimii fizice de intrare in semnal electric se face fara aport de energie auxiliara (termocupluri, dispozitive fotoelectrice etc);
pasive: realizarea conversiei marimii fizice de intrare in semnal electric se face cu aport de energie auxiliara (termorezistente, traductoare tensometrice etc).
Senzorii si traductoarele se pot clasifica si dupa natura caracteristicilor statice si dinamice.Caracteristicile statice descriu performantele dispozitivului in conditii de 'camera' (temperatura de 25±10°C, umiditate relativa 90% sau mai mica, presiune barometrica 880 - 1080 mbar), cu schimbari lente ale marimii fizice de intrare si in absenta socurilor mecanice (cu exceptia cazurilor in care acestea constituie marimea fizica de intrare).Principalele caracteristici statice sunt:
liniaritatea: se defineste ca 'masura' in care legatura intre marimea fizica de intrare si semnalul electric de iesire poate fi exprimata printr-o functie liniara;
precizia: se defineste ca toleranta cu care o marime poate fi repetata (adica 'abilitatea' dispozitivului de a da aceeasi valoare de iesire pentru aceeasi valoare de intrare);
rezolutia: se defineste ca minimul variatiei semnalului de iesire, produs ca urmare a variatiei continue a unui semnal fizic de intrare.
Dupa natura marimii fizice de intrare, putem deosebi senzori si traductori pentru:
marimi geometrice (lungime, arie, volum, nivel, rugozitate etc);
marimi fizice (masa, forta, presiune, viteza, debit, temperatura etc);
marimi chimice (gaze, ioni, pH, umiditate, concentratii etc);
marimi fotometrice.
Functia de cunoastere
Functia de cunoastere consta in a planifica si initia actiunile masinii, luand in considerare informatia asigurata de perceptie.Cunoasterea se refera la luarea unor decizii privind actiunile pe care le va intreprinde masina.În orice moment de timp subsistemul de cunoastere se afla in fata unei multimi de viitoare posibile stadii ale masinii.Prin aceasta functie se alege acea evolutie a masinii care sa asigure avantaje pe termen lung (exprimate variat, ca si cheltuieli minime de material, resurse, energie, risc minim de defectare etc.).Termenul, "cunoastere" este utilizat numai pentru acele subsisteme ale masinii care pot lua decizii in conditii variate si incerte.Un bun subsistem de cunoastere este capabil sa invete din propria experienta si astfel sa-si modifice comportarea privind luarea deciziilor.
Creierul uman si sistemul nervos sunt sisteme structurate ierarhic.La fel, un sistem computerizat, inteligent trebuie sa fie un sistem de multiprocesoare ierarhizate.Calculatoarele indeplinesc functii variate si iau decizii folosind starea alternanta on/off.Elementul de baza al crierului, neuronul, functioneaza dupa acelasi model.Astfel, procesul de gandire umana poate fi "imitat" intr-un calculator digital.
Calculatorul are cinci componente hard fundamentale: unitate logica aritmetica, unitate de control, memorie si echipamentele de intrare si iesire.Aceasta structura este similara cu cea a creierului si a sistemului senzorial uman (fig. 1.6).
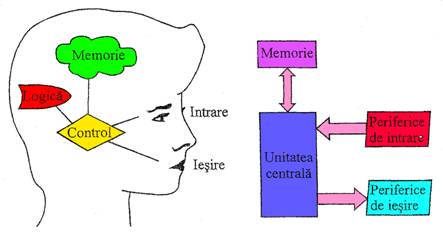
Fig.1.6. Analogia creier - computer
Ochii au rolul echipamentelor de intrare, corzile vocale pe cel al dispozitivelor de iesire iar sistemul nervos central asigura rolul de control, memorie si calcule logice.Desi creierul este structurat in acelasi fel ca si un calculator, el este mult mai lent (computerele opereaza cu viteze de 1 milion de ori mai mari).Pe de alta parte, desi creierul are o viteza mai mica, el proceseaza informatiile simultan, in paralel, pe cand majoritatea calculatoarelor indeplinesc functiile secvential, in serie.
Referitor la marime si densitate, creierul uman este de aproximativ 1000 de ori mai dens decat calculatorul.Volumul sau este de aproximativ 1 litru si contine in jur de 20 de miliarde de neuroni.Ca urmare, marimea unui neuron este de aprox. 0,5x107 cm3.Prin comparatie, marimea unui circuit integrat este de aprox. 10-4cm3.Astfel creierul este de cel putin 1000 de ori mai dens in unitati functionale fata de un calculator digital de aceeasi marime.
În tabelul 1.2 sunt prezentate comparativ si alte caracteristici ale creierului si computerului.
Tabelul 1.2
|
Creierul uman |
Computer digital |
|
Lent |
Rapid |
|
Judecata intuitiva |
Judecata deductiva |
|
Estimare |
Calcul exact |
|
Perceptibil |
Non perceptibil |
|
Uituc |
Memorie pe termen lung |
|
Creativitate |
Activitate repetitiva |
|
Emotional |
Non emotional |
|
Memorie asociativa |
Stocare si regasire a datelor |
|
Învata |
Trebuie programat sa invete |
|
Electro-chimic |
Electronic |
De remarcat ca printre caracteristicile specifice numai creierului se afla perceptia, inventivitatea, gandirea abstracta, intelepciunea, flexibilitatea, gandirea asociativa, creativa si adaptiva.Calculatoarele sunt, in schimb, mai rapide si mai exacte.Este subliniat faptul ca prin capacitatea sa de procesare distribuita si paralela a datelor si informatiilor si de raspuns la stimuli externi, omul capata caracteristici de apartenenta de tip fuzzy la mai multe tipuri de sisteme (tehnice,ecologice, biologice etc).
Odata cu noile tehnologii, computerele digitale vor putea fi la fel de dense sau chiar mai dense decat creierul.
Sistemele de calcul nu reusesc intotdeauna sa faca fata problemelor de dificultate mai mare, cum ar fi: recunoasterea formelor, controlul miscarilor robotilor, luarea deciziilor etc, astfel incat s-au abordat metode noi de prelucrare a datelor.Una dintre aceste directii o constituie retelele neuronale (calculul neuronal, conexionism etc).
În contrast cu masina Von Neummann, care executa un program scris pe baza unui algoritm, retele neuronale invata prin exemple.Rezultatul invatarii nu este un cod, este o reprezentare distribuita a informatiei.Reprezentarea distribuita si calculul local caracteristic retelelor neuronale micsoreza complexitatea elementelor de calcul dar mareste volumul conexiunilor dintre ele.
Neuron natural si neuron artificial.Inspiratie din neurostiinte.Deoarece retelele neuronale artificiale isi au izvorul de inspiratie in rezultatele obtinute de neurostiinte (biologie, neurobiofizica, neurofiziologie) care studiaza sistemul nervos si creierul uman, este utila o prezentare a catorva trasaturi caracteristice neuronilor naturali.Asa dupa cum a fost prezentat mai inainte, creierul uman prezinta o serie de caracteristici care ar fi deosebit de utile unor sisteme artificiale de calcul, cum ar fi: este robust si tolerant la defecte, este flexibil (se poate adapta unui nou context prin invatare), poate prelucra informatii vagi probabilistice, zgomotoase sau inconsistente, este caracterizat de un inalt paralelism, este mic, compact si disipa foarte putina energie.Partea distrasa nu se regenereaza ci se preiau functiile acesteia de catre alte parti intacte ale sistemului nervos.
Pornind de la acest model al neuronului natural, s-a propus un model simplu de neuron artificial, reprezentat schematic in figura 1.7.
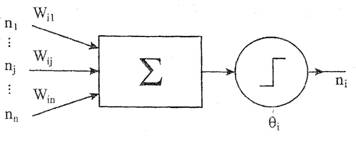
Fig.1.7. Modelul neuronului artificial
Acest neuron artificial calculeaza o suma ponderata a intrarilor si in cazul in care aceasta suma depaseste un anumit prag, la iesire se obtine starea 1, in caz contrar iesirea este 0.În acest model Wij reprezinta intensitatea conexiunii sinaptice de la neuronul j la neuronul i, iar 0i pragul neuronului i.Desi este un model extrem de simplificat al neuronului natural, acest neuron artificial, la fel ca si alte variante de neuroni artificiali, s-au dovedit elemente de calcul deosebit de puternice.
Într-o retea neuronala nu exista date sau instructiuni care sa fie pastrate in memorie, ca si in cazul sistemelor conventionale de procesare a informatiilor.Neuronii genereaza valori de iesire corespunzand valorilor lor paralele de intrare.Rezultatul este starea generala a retelei, imediat ce a atins o stare de echilibru.
Retele realizate cu neuroni artificiali, ce imita retelele biologice de transmitere, procesare si depozitare a informatiilor, prezinta o serie de trasaturi interesante cum ar fi:
o Capacitatea de a invata
Ele invata din exemple, algoritmul de rezolvare al problemei fiind 'imprimat' in conexiunile sinaptice.Învatarea poate fi supervizata cand un 'profesor' furnizeaza raspunsurile corecte si corecteaza raspunsurile actuale, sau nesupravegheata cand nu se cunosc apriori iesirile retelei.Învatarea se numeste antrenare.
o Capacitatea de generalizare
Retele neuronale artificiale, antrenate corespunzator sunt capabile sa raspunda corect in situatii diferite de cele cu care au fost antrenate.Acest lucru se produce deoarece retelele neuronale isi construiesc pe baza datelor de antrenare reprezentari interne ale spatiului de intrare.
o Capacitatea de sinteza
Retelele neuronale artificiale pot lua decizii corecte folosind informatii complexe, incomplete sau afectate de zgomot.
Modele de neuroni si de retele neuronale artificiale
Din punct de vedere structural, modelul neuronal artificial poate fi ierarhizat pe trei nivele: micro-structura la nivelul neuronului artificial, mezo-structura- retele neuronale ca topologii de interconectare a neuronilor si macro-structura - arhitecturi compuse din structuri de retele neuronale
Modele de neuroni (perceptroni) simpli
Neuronul artificial, propus pentru prima oara de Mcullogh si Pitts, a cunoscut si alte modelari care pot fi impartite in doua mari categorii: modele de perceptron fara reactie si modele de perceptron cu reactie.
Clasificarea mezo-structurilor neuronale
Daca neuronii elementari sunt combinati pentru a forma grupuri sau straturi, ei formeaza o retea neuronala artificiala.Exista o varietate de clasificari ale retelelor neuronale artificiale.Dupa topologia retelei, numarul de neuroni, numarul de straturi, gradul de conectivitate si tipul de conexiuni, structurile neuronale se pot clasifica astfel:
o structuri Feedforward (total interconectate sau partial interconectate);
o structuri Feedforward-feedback;
o structuri Feedback (cu reactie locala sau cu reactie globala ).
De-a lungul timpului cele mai numeroase implementari ale retelelor neuronale au fost realizate prin simulare pe calculatoare secventiale.Evident ca implementarea unor structuri masiv paralele si cu granulatie fina pe astfel de calculatoare nu a permis exploatarea completa a potentialului pe care il are modelul conexionist.Au aparut si implementari hardware, unele in tehnologie microelectronica traditionala iar altele incercand sa rezolve problemele legate de spatiul ocupat de interconexiuni, in tehnologie optica si optoelectronica.În figura 1.8 sunt ilustrate tipurile de implementari ale retelei neuronale artificiale.
În incercarea de a exploata imensul potential al retelelor neuronale artificiale, au fost realizate foarte multe aplicatii, intr-o varietate de domenii: medicina (prelucrarea semnalelor medicale, sisteme de clasificare a durerilor de spate, a afectiunilor cardiace, clasificarea tipetelor sugarilor, detectia celulelor canceroase, predictia numarului de globule rosii in sange), arta (compozitor neural, pictor neural), industrie (controlul de calitate al produselor, echipamente de control pentru navigare autonoma, planificarea rutei automobilistice cu evitarea obstacolelor, predictia consumului de apa si de energie electrica), robotica, economie (predictia ratei dobanzilor, selectia angajatilor), telecomunicatii etc.
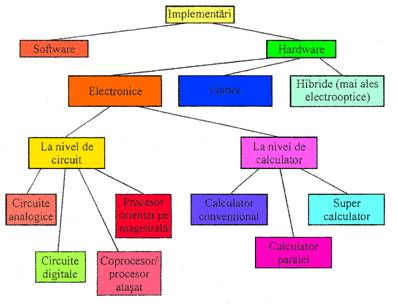
Fig. 1.8 Implementari ale retelei neuronale artificiale
Retelele neuronale artificiale au avut o dezvoltare neuniforma, cu fluxuri si refluxuri, in momentul de fata par a reprezenta un domeniu de mare interes pentru comunitatea stiintifica.Astfel se prevad evolutii in urmatoarele directii:
modelele neuronale vor deveni un instrument esential de prelucrare a informatiei;
modelele neuronale vor evolua in directia aparitiei unor interfete om-masina;
modelele neuronale se vor perfectiona in directia unor structuri plauzibile biologic, care vor face posibila pe de alta parte o cunoastere a domeniului biologic;
rezultatele obtinute privind limitele modelelor actuale vor constitui baza de studiu si cercetare, in software si neurobiologie.
Functia de executie
Functia de executie consta in a initia, controla, desfasura si incheia actiunile masinii, pe baza instructiunilor primite de la cunoastere si de la perceptie.Actiunile masinii constituie interactiunea masinii cu mediul sau.Elementele principale din structura subsistemului de executie sunt actuatorii.
Desi actuatorii specifici aplicatiilor din mecatronica se realizeaza intr-o mare varietate functionala si constructiva, in general au caracteristica urmatoarea structura, (fig.1.9)
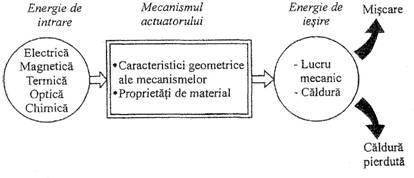
Fig. 1.9 Structura actuatorilor
Conversia energiei de intrare in energie utila de iesire si caldura disipata se realizeaza prin intermediul campurilor electrice, magnetice, ca urmare a unor fenomene fizice: fenomenul piezoelectric, fenomenul magnetostrictiv, fenomenul de memorare a formei, ca urmare a dilatarii corpurilor la cresterea temperaturii, a schimbarilor de faza, a efectului electro-reologic, electrohidrodinamic, de diamagnetism.Mecanismul actuatorului transforma, amplifica si transmite miscarea facand acordul cu parametrii specifici scopului tehnologic.
Actuatorii utilizati in mecatronica pot fi conceputi ca si actuatori liniari sau rotativi, avand cursa limitata sau teoretic nelimitata, cu un element activ sau cu mai multe elemente active in structura.
Actionarea propriu-zisa este obtinuta pe trei cai distincte, expuse in figura 1.10.
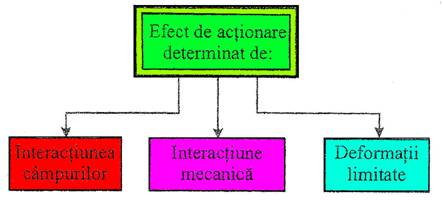
Fig. 1.10 Mijloace de obtinere a efectului de actionare
Interactiunea campurilor magnetice, a curentului electric cu campuri magnetice precum si interactiunea sarcinilor electrice permit materializarea unor actuatori care au cursa teoretic nelimitata (micromotoare de curent continuu, micromotoare de curent alternativ asincrone si sincrone- in special cu rotor pe baza de magneti permanenti, micromotoare electrostatice), sau limitata (micromotoare liniare de curent continuu, microelectromagneti).
Actionarea bazata pe interactiunea mecanica presupune asigurarea fluxului de energie prin intermediul unui agent fizic, de regula un lichid sau un gaz, a carui presiune sau debit determina deplasarea sau deformarea unor elemente active.Astfel, actuatorii cu elemente deplasabile rotative sunt micromotoarele cu palete cu rotatie partiala sau totala, microturbinele iar actuatorii liniari de acest tip sunt reprezentati de cilindri.Actuatorii liniari cu elemente deformabile sunt cei cu tub flexibil si cei cu tub Bourdon iar cei de rotatie au in structura elemente active sub forma de tub rasucit sau tub anizotropic, curbat.
Actuatorii a caror functionare se bazeaza pe deformatiile liniare si unghiulare limitate au in structura unul sau mai multe elemente din materiale 'inteligente' - materiale care au capacitatea de a se deforma controlat, confectionate sub forma lamelara dreapta sau curbata preformata, cilindrica, forma de disc, bara, bara de torsiune, membrana, arc spiral sau elicoidal, astfel incat se obtin atat deplasari liniare cat si deplasari unghiulare.
Elementele active cu deformatie controlata pot fi insotite de elemente elastice pasive sau pot fi inglobate in structuri cu proprietati de elasticitate.Deformatiile liniare sau unghiulare limitate, ce determina practic miscari de translatie alternativa sau de oscilatie, pot fi transformate intr-o miscare continua de rotatie sau de translatie prin intermediul unor mecanisme si in conditiile unei dispuneri corespunzatoare a elementelor active.Transmiterea si amplificarea deformatiilor controlate ale elementelor active se realizeaza prin transmisii prin forma (mecanisme cu clichet, transmisii prin roti dintate, mecanisme pinion - cremaliera si surub - piulita), prin microgrip sau prin frictiune.
În functie de semnalul de intrare folosit pentru deformarea controlata a elementului activ, actuatorii din aceasta categorie se impart, la randul lor, in:
actuatori comandati termic (prin intermediul unui flux de caldura):
o actuatori pe baza de bimetale;
o actuatori pe baza de aliaje cu memoria formei;
actuatori comandati electric (prin intermediul intensitatii campului electric):
o actuatori piezoelectrici, cu elemente active din piezocristale, piezoceramici sau piezopolimeri;
o actuatori electroreologici;
actuatori comandati magnetic (prin intermediul inductiei campului magnetic):
o actuatori magnetostrictivi;
o actuatori pe baza de ferofluide;
actuatori comandati optic ( optoelectric sau optotermic):
o actuatori termo- / electro - fotostrictivi;
o actuatori piro - piezoelectrici;
actuatori comandati chimic:
o muschi artificiali;
alte tipuri de actuatori, bazati pe alte fenomene fizice.
Actuatorii specifici aplicatiilor din mecatronica completeaza in mod fericit gama de elemente de executie utilizate curent in constructia de aparate sau de masini, si anume servomotoarele de curent continuu, motoarele pas cu pas, motoarele electrice sincrone sau asincrone, elementele de executie pneumatice, hidraulice, electro-hidraulice, s.a.m.d.Diversitatea fenomenelor fizice care stau la baza materializarii constructive a actuatorilor prezentati mai sus deschide noi orizonturi in cercetarile privind proiectarea, realizarea si utilizarea acestora si stimuleaza luarea in considerare a noi principii fizice si cautarea a noi materiale cu proprietati deosebite prin intermediul carora sa se raspunda cerintelor de actionare din domeniul mecatronicii.
Actuatori biologici- la care din punctul de vedere al energobionicii prezinta un interes deosebit conversia directa a energiei luminoase in energie chimica (asa cum se intampla la fotosinteza) si conversia energiei chimice in energie mecanica, electrica sau luminoasa.
Actuatori chimici- care tinand seama de fenomenele chimice prin care este generat efectul de actionare, se impart in doua categorii:
a) actuatori pe baza de polimeri
b) actuatori pe baza de reactii chimice prin care energia chimica este convertita in energie mecanica.
Actuatori piezoelectrici- care convertesc energia electrica in energie mecanica prin intermediul efectului piezoelectric invers ce consta in generarea de tensiuni mecanice sau miscare in cazul in care se aplica unui material piezoelectric, un camp electric.
Actuatori magnetostrictivi
Magnetostrictiunea este o proprietate a materialelor magnetice care se manifesta prin variatia dimensiunilor acestora in timpul proceselor de magnetizare.Aceasta proprietate se explica prin alinierea domeniilor magnetice din material in directia de aplicare a campului magnetic.
Actuatori electrostatici - a caror functionare se bazeaza pe conversia energiei electrostatice in lucru mecanic.
Actuatori optici - transforma, direct sau indirect, energia luminoasa in energie mecanica.
2. CONCEPTUL DE MICROSISTEM
Microsistem: sistem tehnic realizat cu ajutorul microtehnologiilor si care poate indeplini functii multiple intr-un spatiu redus.
Structura unui microsistem este determinata de functiile sale si anume:
- detectarea, prelucrarea si evaluarea semnalelor externe;
- luarea unor decizii pe baza informatiilor receptate;
- transformarea deciziilor in comenzi corespunzatoare pentru actuatori.
Componentele unui microsistem
Senzorii se realizeaza in prezent pe un substrat, integrati intr-o matrice senzoriala.In functie de aplicatia acestora, pot utiliza principii mecanice, termice, magnetice, chimice sau biologice.
Actuatorii sunt elemente active ale unui microsistem care permit acestuia sa reactioneze la un stimul (de exemplu: micromotoare, micropompe, supape, intrerupatoare, relee).Spre deosebire de miniaturizarea senzorilor care este posibila in prezent, miniaturizarea actuatorilor este o directie de cercetare care trebuie sa rezolve aspecte multiple privind atat materialele cat si tehnologiile de realizare ale acestora.
Modulul de prelucrare a informatiilor si control al sistemelor are functii complexe si este limitat din punct de vedere al dimensiunilor si al consumului de putere.Algoritmii de control trebuie adaptati la necesitatile si specificul microsistemelor.
Interfata cu alte procese sau sisteme asigura schimbul de energie, informatie si substanta.Se considera ca fezabilitatea si succesul pe piata a viitoarelor microsisteme depinde de dezvoltarea interfetelor practice micro-macro.În prezent, se bucura de un mare interes interfata electrica (pentru transmiterea informatiilor si energiei).Sunt studiate diverse posibilitati de realizare a interfetelor pe cale optica, termica, acustica etc.Pana in prezent, singura metoda utilizata pentru transferul de substanta este cea cu ajutorul unor elemente specifice micro-fluidicii.
Convertoarele A/D si D/A fac deseori parte integranta din interfata electrica.Ele permit conversia semnalelor analogice date de senzori in semnale ce pot fi prelucrate digital precum si controlul analog al actuatorilor utilizand comenzi digitale generate de microcontroler.În cazul microsistemelor cu structura descentralizata, echipate cu senzori si actuatori inteligenti (cu propriile microcontrolere), convertoarele A/D si D/A pot fi integrate direct pe chip-urile microsenzorilor sau microactuatorilor.
Componentele pentru electronica de putere sunt esentiale pentru orice microsistern, ele ridicand deseori probleme electromagnetice sau termice de care trebuie sa se tina seama in faza de proiectare.
Componentele de prelucrare a informatiei genereaza semnale electrice pentru controlul actuatorilor utilizand datele de la senzori.Un ciclu de prelucrare a informatiilor cuprinde: captarea lor, transformarea, stocarea, evaluarea si generarea de semnale.
Semnalele de la diferiti senzori sunt digitalizate cu un convertor A/D si amplificate; semnalele prelucrate servesc ca si semnale de control pentru actuatori.
Microsistemele pot fi auto-monitorizate si testate de propriile unitati de control si pot comunica cu alte sisteme si microsisteme, daca este necesar.
În tabelul 2.1 se prezinta spectrul microsistemelor si metodele corespunzatore de fabricatie.
Tabelul 2.1
|
10 mm |
Metode de observare/masurare |
Elemente componente |
Tehnologii de realizare |
|
Milimasini 1 mm |
Vizibile cu ochiul liber |
Componenete miniaturizate |
Prelucrari de precizie |
|
Micromasini 1 μm |
Microscop optic |
Micro-componente |
Microtehnologii specifice (ex.: LIGA. etc.) |
|
Nanomasini 1 nm |
Microscop electronic |
Componente moleculare |
Ingineria proteinelor. biotehnologie |
Aceasta clasificare acopera o scara dimensionala de la 10 mm la cativa nanometri incluzand toate mecanismele relevante.
Tehnologia microsistemelor-TMS reprezinta solutia actuala de rezolvare a multiplelor probleme legate de performantele deosebite ce se impun componentelor unui sistem: senzori, actuatori, module de prelucrare a informatiilor.
Microrobotii sunt reprezentanti importanti ai microsistemelor.Microrobotii sunt microsisteme ce au volumul sub l cm3.Dimensiunile diferite ale robotilor miniaturizati, ale mini si microrobotilor sunt determinate de aplicatiile lor diferite si implica tehnologii de realizare, metode de masurare, control si de asamblare diferite.Din punct de vedere tehnologic este dificil de delimitat o tipologie specifica mini si microrobotilor, totusi se pot identifica doua clase distincte:
a)microrobotii de tip clasic la care arhitectura este cea a robotilor industriali si manipulatoarelor, fiind obtinuta prin miniaturizarea sau integrarea elementelor componente.Performantele lor functionale depind nemijlocit de progresele tehnologice in directia miniaturizarii senzorilor si actuatorilor.
b)microrobotii neconventionali ce se bazeza pe principii fizice particulare (piezoelectricitate, magnetostrictiune, memoria formei, electroreologie).Acestia utilizeaza proprietatile mecanice, electrice sau magnetice ale asa-numitelor materiale 'inteligente', ceea ce permite, in final, realizarea unor functii specifice robotilor de tip clasic.Cel mai adesea se obtine o mobilitate ce determina deplasarea intregului sistem sau a unei parti a acestuia pe suprafata unui solid, in mediu lichid sau in aer.
Asamblarea microsistemelor, insotita de transportul nedistructiv, manipularea precisa si pozitionarea precisa a microcomponentelor sunt aplicatii dintre cele mai importante ale microsistemelor.
Sunt sisteme integrate de dimensiuni mici si foarte mici (de la cativa micrometri pana la milimetri) care combina in structura lor elemente electrice si mecanice.
Acronim:
MEMS - in SUA
MST (Microsystems technology) - in Europa
Micromachines - in Japonia
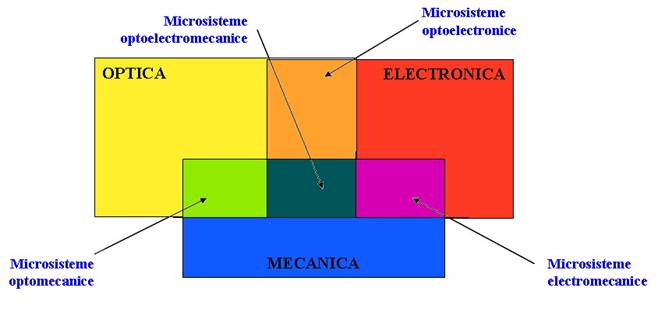
Fig. 2.1.Domenii de interferenta
Sunt fabricate utilizand tehnica de realizare a circuitelor integrate combinata cu microprelucrari ale suportului respectiv materialelor utilizate.În timp ce circuitele integrate sunt proiectate exploatand proprietatile electrice ale siliciului, MEMS utilizeaza atat proprietatile electrice cat si proprietatile mecanice ale acestuia.Într-o forma generala, MEMS constau in microstructuri mecanice, microsenzori, microactuatoare si microelectronica, toate integrate pe acelasi chip.
MEMS se constituie ca un mod de proiectare si creare a unor dispozitive mecanice si sisteme complexe integrand electronica aferenta la nivel micro si nano.
Materiale pentru constructia MEMS - urilor
MEMS-urile sunt microsisteme obtinute prin integrarea de elemente mecanice, de senzori, actuatori si componente electronice pe un substrat comun (de regula o placuta de siliciu), prin tehnologii de microfabricatie specifice.
Componentele electronice se realizeaza prin tehnologiile specifice circuitelor integrate in timp ce componentele micromecanice se realizeaza prin tehnologii de microfabricatie constand din succesiuni de operatii de corodare, adaugare de straturi, inlaturare de straturi de sacrificiu etc.
Principalele materiale utilizate in realizarea MEMS-urilor si exemple de aplicatii sunt prezentate in Tabelul 2.2.
Tabelul 2.2: Tipuri de materiale utilizate in realizarea MEMS
|
Material |
Caracteristici distincte |
Exemple de aplicatii |
|
Siliciu monocristalin (Si) |
Material electronic de inalta calitate cu anizotropie selectiva |
Senzori piezorezistivi |
|
Siliciu policristalin (polisilice) |
Filme de sacrificiu utilizate in fabricarea MEMS |
Suprafata micromasinilor, Actuatori electrostatici |
|
Dioxid siliciu (Si 02) |
Suprafete insulare compatibile cu poisiliciu |
Straturi de sacrificiu utilizate la realizarea micromasinilor, staraturi de pasivare |
|
Azotati de siliciu (Si3N4, SixNy) |
Suprafete insulare, rezistent chimic,durabilitate mecanica |
Starturi de izolatie pentru dispozitive electrostatice, straturi de pasivare pentru dipozitive |
|
Germaniu policristalin (poli Ge), Siliciu cu germaniu policristalin (poli Si-Ge) |
Depozitat la temperaturi joase |
Suprafete integrate MEMS |
|
Aur (Au), Aluminiu (Al) |
Filme fine conductive |
Straturi interconectante, straturi de mascare, intrerupatoare mecanice |
|
Nichel -fier (NiFe) |
Aliaj magnetic |
Actuatori magnetici |
|
Titan-nichel (TiNi) |
Aliaj cu memoria formei |
Actuatori termici |
|
Carbura de siliciu (SiC) Diamant |
Stabilitate electrica si mecanica la temperatura inalta, inertia chimica |
MEMS de inalta frecventa |
|
Galium arsenid (GaAs), Indium fosfid (In P), Indium arsenid (In As) |
Fante pentru trecerea luminii |
Dispozitive optoelectronice |
|
Titanat zirconat (PTZ) |
Material piezoelectric |
Senzori mecanici si actuatori |
|
Poliamide |
Rezistenta chimica, polimer cu temperatura inalta |
MEMS flexibile, bioMEMS |
|
Parilen |
Polimer biocompatibil, depozitat la temperatura camerei |
Straturi de acoperire, structuri polimerice moi |
Materialele utilizate in fabricatia MEMS-urilor sunt de doua feluri:
Materialul de baza utilizat ca substrat este siliciu (silicon in limba engleza).Prezinta urmatoarele avantaje:
-larg raspandit in fabricatia IC (circuitelor integrate);
-bine studiat si exista posibilitatea de a i se controla proprietatile electrice;
-este economic de produs in forma cristalina;
-are proprietati mecanice foarte bune (sub forma de cristal este elastic ca otelul si mai usor decat aluminiu).
Siliciul utilizat in constructia MEMS-urilor se prezinta sub 3 forme:
Siliciu cristalin
Siliciu amorf
Siliciu policristalin.
Siliciu sub forma cristalina de inalta puritate se fabrica sub forma de placute circulare cu diametrul de 100, 150, 200 si 300 mm si cu grosimi diferite.
Siliciu sub forma amorfa nu are structura regulata cristalina si contine numeroase defecte. Împreuna cu siliciul policristalin se poate depune in straturi subtiri de pana la 5 microni.
Siliciu sub forma cristalina are urmatoarele caracteristici fizice:
-limita de curgere = 7x109 N/m2;
-modulul de elasticitate E = 1.6 x 10 11 N/m2
-densitatea = 2,33 g/cm3
-temperatura de topire = 14100C.
Exista si alte materiale care se utilizeaza ca substrat in constructia MEMS-urilor: quartz, sticla,
materiale ceramice, materiale plastice, polimeri, metale.
Quartzul se utilizeaza in constructia MEMS-urilor, in primul rand datorita efectului piezoelectric pe care-l poseda.Este un mineral natural dar, de regula, se utilizeaza quartzul produs sintetic.Quartzul are urmatoarele caracteristici principale:
-modulul de elasticitate E = 1.07 x 10 11 N/m2
-densitatea = 2,65 g/cm3
Exista mai multe tipuri de materiale care se depun sub forma de straturi pe placutele de siliciu:
siliciu policristalin, siliciu amorf, biooxid de siliciu (Si O2), nitrura de siliciu (Si3 N4), oxinitrura de siliciu (SiON);
metale (Cu, W, Al, Ti, Au, Ni), compusi metalici ( TiN, ZnO) sau aliaje (TiNi);
materiale ceramice ( alumina);
polimeri.
Se prezinta mai jos particularitatile principalelor materiale utilizate ca substrat si ca strat de depunere.
1. Siliciul
Siliciul se utilizeaza la fabricarea microsensorilor inca din anul 1950.Atunci s-a descoperit ca Si are coeficienti piezorezistivi foarte inalti fata de cei ai traductoarelor tensometrice metalice ceea ce-l face primul material din categoria celor utilizate la fabricarea MEMS-urilor.
Siliciul monocristalin
In constructia MEMS-urilor siliciul monocristalin are functii cheie fiind unul dintre cele mai versatile materiale combinind anizotropia cu bune caracteristici mecanice.Avind un modul al lui Young de 190GPa siliciul monocristalin se compara din punct de vedere mecanic cu otelul care are un modul al lui Young de 210GPa.Proprietatile mecanice favorabile au facut siliciul monocristalin utilizabil ca material pentru membrane, lamele si alte structuri.Siliciul monocristalin este utilizat in primul rind la fabricarea structurilor mecanice.
1.2 Siliciu policristalin
Pentru MEMS- uri si circuite integrate (IC) filmele din siliciu policristatlin sunt depuse utilizind un proces cunoscut ca depunere chimica de vapori la presiune joasa (LPCVD = low-presure chemical vapor depositon).Procesul are loc intr-un interval de temperatura cuprins intre 580°C si 650° si o presiune de 100 pina la 400 mtorr.Atmosfera gazoasa cea mai utilizate este gazul silan (Si H4).Filmele fine de siliciu polcristalin constau intr-o colectie de mici monocristale a caror microstructura si orientare depind de conditiile modului de depunere.Pentru un proces tipic LPCVD temperatura de tranzitie de la starea amorfa la cea cristalina este de 570°C, cu depunerea stratului amorf in jurul temperaturii de tranzitie.La 600°C, grauntii cristalini sunt mici si egali pe cind la 625°C grauntii sunt mari si alungiti.Rezistivitatea siliciului policristalin poate fi modificata prin saturare si se practica in general la filmele subtiri folosind fosforul ca saturant la saturarea componentelor MEMS din siliciu policristalin deoarece acesta are o mare viteza de difuzie.Difuzibilitatea in filmele subtiri este de 1×1012 cm2/s.
Conductivitatea termica este o alta caracteristica importanta a siliciului policristalin si depinde de conditiile de depunere.Pentru filmele cu granulatie fina conductivitatea termica este de 25% din cea a siliciului monocristalin iar pentru filmele cu granulatie mare conductivitatea termica este de 50% sau 85% din valoarea celei specifica siliciului monocristalin.Ca si proprietatile termice si cele electrice ale siliciului policristalin si tensiunile reziduale inmagazinate in filmele de siliciu policristalin depind de conditiile de depunere ale filmelor.Pentru filmele depuse in conditii tipice (200 mtorr, 625°) tensiunea reziduala este nesemnificativa, tensiuni reziduale mari intilnindu-se in filmele amorfe si cele de siliciu cu structura alungita a grauntilor.
1.3 Siliciul poros
Siliciul poros este produs la temperatura camerei prin gravare electrochimica a Si in acid hidrofluoric (HF).Daca este configurat sub forma unui electrod intr-un circuit electrochimic bazat pe (HF), sarcinile pozitive de la suprafata Si faciliteaza schimbul atomilor de fluor cu atomii de hidrogen de la marginile suprafetei de Si.Calitatea suprafetei este data de densitatea porozitatii de la suprafata, care este controlata prin aplicarea unei densitati de curent.Pentru densitati de curent innalte, densitatea porozitatii este inalta iar suprafata gravata va fi neteda.Pentru densitati de curent mai mici, densitatea porozitatii este scazuta si concentreaza numeroase defecte de suprafata in anumite regiuni.Defectele de suprafata debuteaza prin marirea gravurii ce guverneaza procesul de producere a porozitatii.Marimea porilor si densitatea sunt relative in functie de tipul de Si folosit si de conditiile electrochimice. Ambele tipuri de siliciu atit cel monocristalin cit si cel policristalin pot fi transformate in siliciu poros.
Cresterea suprafetei de schimb a siliciului poros il face un material atractiv pentru aplicatii de tipul celor lichide sau gazoase, incluzind membranele de filtrare si straturile de absorbtie chimica, cind este folosit siliciul monocristalin ca substrat.
1.4 Dioxidul de siliciu
Dioxidul de siliciu (SiO2) este unul dintre cele mai utilizate materiale pentru realizarea MEMS-urilor. In acoperirile de suprafata a micromasinilor, SiO2 este utilizat ca material de sacrificiu, deoarece este usor de dizolvat pentru a fi inlaturat fara ca dizolvantul sa atace polisiliciul din strat. Dioxidul de siliciu mai poate fi utilizat si ca strat masca pentru filmele subtiri din polisiliciu, deoarece este rezistent chimic sau ca strat de pasivare pe suprafetele dispozitivelor de mediu foarte sensibile.
Cel mai utilizat procedeu de obtinere a straturilor subtiri de dioxid de siliciu este oxidarea termica si LPCVD. Oxidarea termica a Si este realizata la temperatura de 900°C-1,200°C in prezenta oxigenului pur.Chiar daca oxidarea termica este un proces limitat termic, grosimea maxima a filmului ce poate fi obtinuta este de 2μm, grosime ce este suficienta pentru numeroase aplicatii.Oxidarea termica a siliciului poate fi realizata numai pe substrat de siliciu.Filmele din dioxid de siliciu pot fi depozitate pe o mare varietate de materiale ca substrat prin procesul LPCVD.In general, prin LPCVD se obtin straturi de o grosime > 2μm la temperatura mult mai scazuta decit cea termica.Cunoscute ca si oxidari la temperatura joasa, aceste filme sunt utilizate ca straturi de sacrificiu.
1.5 Nitrura de Si (Si3N4)
Nitrura de Si este utilizat in MEMS-uri ca material pentru izolatii electrice, pasivarea suprafetelor, suprafete de mascare si ca material mecanic.Doua metode de depunere sunt cunoscute pentru nitrura de Si la depunerea in straturi subtiri: LPCVD si respectiv PECVD. Utilizarea procedeului PECVD in aplicatiile straturilor pe micromasini este limitat de continutul crescut in fluorohidrati dar este un procedeu in urma caruia se obtin filme de siliciu cu proprieteti atractive pentru incapsulare.Materialul obtinut prin procedeul LPCVD este foarte rezistent la atacul chimic si ca urmare este foarte utilizat la realizarea straturilor de suprafata ale micromasinilor.Nitrura de siliciu obtinut prin LPCVD este utilizat sub forma insulara deoarece are o rezistivitate de 106Ω×cm. Depunerea se realizeaza in mod tipic la temperaturi si presiuni cuprinse intre 700°C-900°C si 200 mtorr-500 mtorr. Sursele de gaz sunt diclorosiliciul (SiH2Cl2) si amoniacul (NH3).Microstructura filmului astfel produs este amorfa.Datorita acestor proprietati filmele de Si3N4 au fost utilizate ca structuri mecanice de suport sau ca straturi insulare pentru senzorii de presiune piezoelectrici.
2. Materiale bazate pe germaniu
Ca si siliciu, germaniu este un material utilizat la realizarea materialelor semiconductoare iar studii recente il considera materialul ideal pentru realizarea tranzistoarelor si semiconductoarelor. Exista un interes crescut pentru utilizarea Ge la realizarea dispozitivelor micromasinilor datorita temperaturii scazute de depunere a materialului pe suprafetele realizate.
2.1 Germaniul policristalin
Filmele fine de Ge policristalin pot fi depuse prin LPCVD la temperatura mai mica de 325°C pe subtrat Si, Ge si pe SiO2.Filmele de Ge pot fi folosite ca si straturi de sacrificiu.Tensiunea reziduala acumulata in filmele formate poate fi redusa la aproape zero dupa o usoara calire la temperaturi modeste de (30-600°C).Ge policristalin este impermeabil la KHO si de aceea este utilizat la realizarea membranelor de Ge pe substrat de Si.Proprietatile mecanice ale G policristalin sunt comparabile cu cele ale polisiliciului avind un modul de elasticitate de 132 GPa iar rezistenta la rupere este cuprinsa intre 1,5 GPa si 3 GPa.Ge policristalin poate fi utilizat ca strat de sacrificiu pe suprafate de polisiliciu la realizarea straturilor de acoperire micromasini.Utilizind acest procedeu, dispozitive ca termistori bazati pe Ge policristalin si senzori cu membrane de presiune pe baza de Si3N4 folosesc drept straturi de sacrificiu i timpul fabricarii Ge policristalin.
2.2 SiGe policristalin
La fel ca si Ge policristalin, SiGe policristalin este un material care poate fi depus la temperaturi mai scazute ca cele ale siliciului.Procedeul de depunere se face prin metodele LPCVD, APCVD si RTCVD (rapid thermal CVD) utilizind ca gaze precursoare Si H4 si GeH4.Temperatura de depunere este cuprinsa in intervalul 450°C pentru LPCVD si 625°C RTCVD.In general temperatura de depunere depinde de concentratia Ge in filmul respectiv, cu cit concentratia Ge este mai crescuta cu atit temperatura de depunere este mai scazuta.Ca si polisiliciul, poli-SiGe poate fi saturat cu bor si fosfor pentru modificarea conductivitatii.In situ suprasaturarea cu bor poate fi realizata la temperaturi mai mici de 450°C ceea ce demonstreaza ca temperatura de depunere a fimelor conductive saturate cu bor poate fi redusa la 400°C daca continutul de Ge este mentinut la o concentratie de 70%.Pentru filmele imbogatite cu Ge se foloseste un strat fin de polisiliciu sau uneori SiO2.Ca si majoritatea materialelor compuse, variatia compozitiei filmelor poate schimba proprietatile fizice ale materialului. De exemplu gravarea Poli-SiGe pe H2O2 la concentratii ale Ge de peste 70% face ca proprietati cum sunt microstructura, tensiunile remanente, conductivitatea filmului si gradientul tensiunilor remanente sa depinda in mod direct de concentratia Ge in materialul dat.In ce priveste tensiunea remanenta in situ s-au produs filme saturate cu bor al caror tensiune remanenta este mai mica de 10MPa.La realizarea MEMS-urilor Poli SiGe este utilizat la realizarea starturilor de acoperire ale componentelor MEMS avind ca start de sacrificiu Ge policristalin.Un avantaj al acestei tehnici este acela ca stratul de acoperire este depus direct pe structura de interes ceea ce reduce aparitia capacitatilor parazite si rezistentei de contact caracteristice.
3.Metale
Dintre toate materialele asociate cu realizarea MEMS metalele sunt cel mai utilizate.Filmele fine metalice sunt utilizate in medii cu capacitati diferite pentru confectionarea mastilor microsenzorilor si microactuatorilor.Filmele metalice pot fi depuse utilizind o multime de tehnici cum sunt: evaporarea, pulverizarea, CVD, si electroacoperiri.Metalele cel mai utilizate in microfabricatele electronice sunt Au si Al si de regula sunt utilizate la realizarea conectorilor.Un exemplu in acest sens il reprezinta utilizarea Au la realizarea intrerupatoarelor micromecanice.Aceste intrerupatoare sunt construite folosind un strat de sacrificiu din dioxid de siliciu.Straturile din nitrura de siliciu si dioxidul de siliciu sunt depuse prin metoda PECVD iar Au este depus prin electrodepunere dintr-o solutie de sulfit de sodiu. Un multistrat din Ti si Au este pulverizat inainte de a fi electrodepus.Structurile tristrat sunt alese pentru a minimiza efectele daunatoare ale gradientilor de temperatura si tensiune din timpul proceselor de realizare ale componentelor microelectronice.
Un alt metal utilizat la realizarea MEMS este Al, de exemplu la fabricarea microintrerupatoarelor pe baza de Al.Aceste intrerupatoare utilizeaza diferentele dintre tensiunile remanente din filmele fine de Al si Cr pentru a crea o consola comutatoare ce capitalizeaza aceste diferente de tensiune din materiale.Fiecare intrerupator este alcatuit din o serie de console bimorfe astfel incit structura rezultata sa se plieze mult peste planul real generind diferentele de tensiune in structura bimorfa. Intrerupatoarele de acest gen sunt in general lente 10 ms, dar voltajul de activare de numai 26V poate determina inchiderea acestora.
Alt material utilizat in realizarea MEMS este aliajul metalic cu memoria formei utilizat la realizarea microactuatorilor.Aceasta proprietate de momorare a formei rezulta din transformarea reversibila a martensitei ductile intr-o faza austenitica utilizata in aplicatia data.Acest efect reversibil este utilizat ca mecanism acuator, fara ca materialul sa sufere modificari in timpul tranzitiei.La impulsuri rezonabile pot fi obtinute forte si tensiuni inalte in aceste metale cu memoria formei ceea ce face ca actuatorii cu memoria formei sa fie utilizati in MEMS-uri bazate pe microdispozitive microfluidice ca microvalvele sau micropompele.Cel mai popular aliaj cu memoria formei este Ti Ni sau nitinolul care lucreaza la o densitate de 50 MJ/m3 si o banda de frecventa de 0,1 kHz.Si acest tip de material este utilizat in realizarea microvalvelor.
În proiectarea si realizarea MEMS-urilor trebuie avute in vedere urmatoarele:
Fabricatia structurilor de tip MEMS este similara cu fabricatia conventionala a microcircuitelor integrate la care se adauga o serie de tehnologii specifice.Astfel, structurile MEMS sunt, in general structuri multistrat realizate prin succesiuni de procedee de depunere pe o structura de baza si de corodare cu diverse tehnologii, tehnologii numite generic "micromachining".
Exista doua mari categorii de tehnologii de prelucrare: Surface micromachining si Bulk micromachining.
A. Surface micromachining - presupune prelucrarea la nivelul straturilor depuse si se bazeaza pe procese de corodare a acestor straturi numite straturi de sacrificiu, realizandu-se astfel structuri mecanice suspendate (de tip lamele, bride - intalnite la microsenzori) sau mobile ( roti, discuri, balamale etc) intalnite la micromotoare, microactuatori etc.
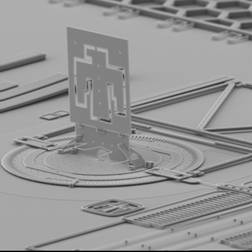
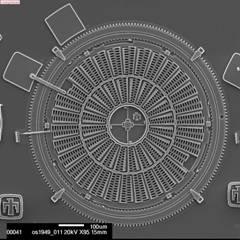
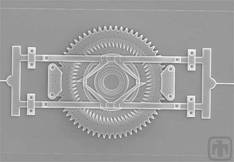
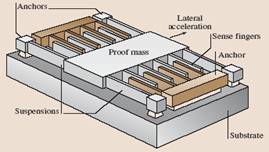
In Tabelul 2.3 sunt prezentate cateva tipuri de MEMS-uri realizate prin aceste tehnologii:
Tabelul 2.3
|
|
A vertical mirror erected on an rotary indexing stage The vertical mirror is held in place via hinges and snap springs |
|
|
Torsional Ratcheting Actuator. A high torque rotary electrostatic actuator |
|
|
Indexing Motor - 2nd View |
|
|
Accelerometru capacitiv |
|
|
Schema simplificata a fabricarii MEMS-urilor tehnologia Surface micromachining |
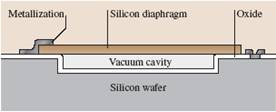
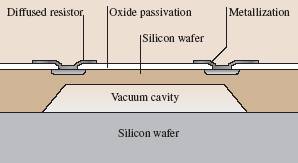
B. Bulk micromachining - Prelucrare in interiorul materialului - in volum.
Aceste tehnologii presupun prelucrarea prin corodare a structurii de baza realizandu-se structuri mecanice suspendate peste structura de baza.
In tabelul 2.4 sunt prezentate unele tipuri de MEMS-uri fabricate prin aceste tehnologii.
Tabelul 2.4
|
|
Senzor capacitiv de presiune |
|
|
Senzor de presiune piezorezistiv |
Ambele tehnologii de prelucrare au la baza trei procedee distincte:
A. Depunerea de straturi,
B. Litografia
C. Corodarea.
Exista doua grupe de tehnologii de depunere: depuneri care au la baza reactii chimice si depuneri care se bazeaza pe procedee fizice.
A.1 Depuneri bazate pe reactii chimice
Se utilizeaza urmatoarele tipuri de depunere:
o Chemical Vapor Deposition (CVD)
o Epitaxy
o Electrodeposition
o Thermal oxidation
Aceste procedee se bazeaza pe formarea unor straturi solide direct prin reactii chimice intr-un mediu gazos sau intr-un mediu lichid. Straturile astfel formate ( cu grosimi de cativa nanometri pana la 0,1 mm) pot constitui elemente solide in structurile MEMS sau pot fi depozitate pe substrat de siliciu.
A.2 Depuneri bazate pe procedee fizice:
o Physical Vapor Deposition (PVD)
o Casting
In aceste cazuri straturile depuse nu formeaza reactii chimice cu materialul de substrat.
Placutele care realizeaza substratul sunt introduse intr-un reactor care este alimentat cu mai multe gaze.Principiul de baza consta in dezvoltarea de reactii chimice intre gazele introduse si condensarea produselor de reactie pe suprafetele placutelor din reactor.
Se utilizeaza 3 tehnologii CVD pentru MEMS:
Low Pressure CVD (LPCVD);
Plasma Enhanced CVD (PECVD);
- Atmospheric Pressure CVD ( APCVD)
Metoda LPCVD produce straturi uniforme dar necesita temperaturi ridicate, de peste 600oC iar viteza de depunere este relativ mica.
Metoda PECVD necesita temperaturi scazute (pana la 300oC ) ca urmare a aportului de energie dat de plasma introdusa in reactor.
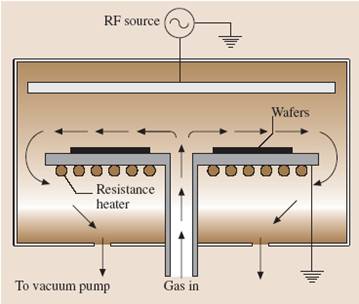
Fig. 2.1: Schema de principiu pentru procedeul PECVD
Tehnologiile CVD se utilizeaza pentru depunerea straturilor de siliciu amorf si siliciu policristalin folosind silanul ca gaz de baza.Pentru obtinerea de impuritati in stratul depus se adauga si alte gaze.Functie de gazele utilizate si de temperatura la care se face depunerea pot apare tensiuni reziduale de intindere sau de compresiune in straturile depuse.Utilizand depuneri succesive de siliciu amorf si siliciu cristalin in grosimi diferite se poate controla starea de tensiuni in straturile depuse.Se depun prin tehnologiile CVD si straturile de nitrura de siliciu (Si3 N4) sau de bioxid de siliciu (Si O2).La aceste depuneri pot aparea tensiuni in straturi de pana la 1GPa in cazul Si3 N4 si de pana la 0,3 GPa in cazul SiO2.
A.1.2 Epitaxy
Tehnologia epitaxy presupune depunerea unui strat cu mentinerea orientarii cristalografice a substratului pe care s-a facut depunerea.Daca se utilizeaza ca substrat siliciu amorf sau policristalin stratul depus prin tehnologia epitaxy va avea o structura amorfa sau, respectiv, policristalina.
Cea mai raspandita este tehnologia Vapor Phase Epitaxy (VPE) care presupune introducerea unor gaze intr-un reactor cu incalzire prin inductie in care sunt incalzite numai placutele pe care urmeaza sa se depuna.
Prin aceasta tehnologie se pot depune straturi ce pot depasi 100 μm.Tehnologia se utilizeaza pentru realizarea straturilor de siliciu cu grosimi cuprinse intre 1 micron si 100 microni.Schema de principiu este data in fig. 2.2
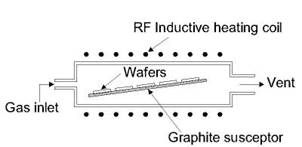
Fig. 2.2:Schema de principiu pentru tehnologia VPE.
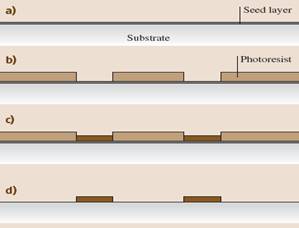
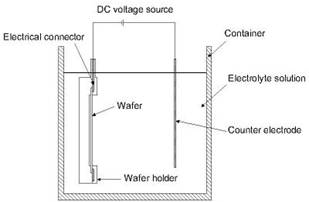
Fig. 2.3: Formarea de structuri metalice prin electrodeposition si schema de principiu pentru procedeul Electrodeposition.
Este o tehnologie de baza care consta in simpla oxidare a substratului intr-un mediu bogat in oxigen si la temperaturi de 800° C-1100° C.Procesul de oxidare si depunere a stratului de oxid se face prin consumarea substratului (de exemplu, pentru 1 micron de strat de Si O2 format si depus se consuma 0,45 microni de siliciu din substrat).Pe masura ce stratul de oxid creste, procesul de oxidare devine mai lent.Prin acest procedeu se obtin straturile de Si O2.Sxhema de principiu este prezentata in fig.2.4.
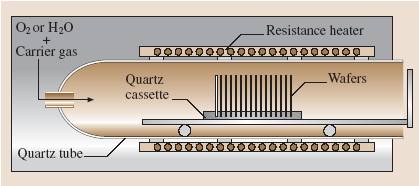
Fig.2.4: Schema de principiu pentru oxidarea termica.
Tehnologiile de depuneri de straturi de tip PVD presupun transferul de material dintr-o sursa si depozitarea lui pe un substrat.Calitativ, straturile depuse prin tehnologia PVD sunt inferioare celor depuse prin CVD (astfel pentru metale depuse rezistenta electrica creste iar la straturile depuse cu rol de izolator electric creste numarul de defecte din strat). Sunt doua tehnologii mai importante: evaporation si sputtering.
Substratul pe care se face depunerea precum si materialul din care se realizeaza stratul de depunere sunt plasate in interiorul unei incinte vidate.Materialul de depunere este incalzit pana la temperatura de fierbere cand incepe sa se evaporeze si se depune prin condensare pe suprafetele placutelor de substrat.In functie de metoda de incalzire exista e-beam evaporation si resistive evaporation.Metoda e-beam evaporation consta in incalzirea materialului cu un fascicol de electroni pana la evaporare, conform schemei din fig.2.5.Metoda evaporarii rezistive presupune incalzirea pana la evaporare a materialului de depunere ca urmare a trecerii curentului electric.
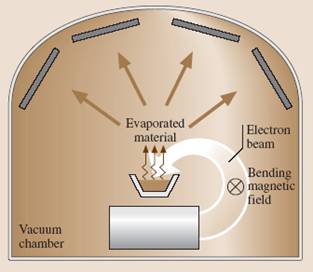
Fig. 2.5: Schema de principiu pentru metoda E-beam evaporation
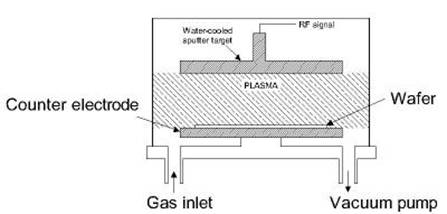
Fig. 2.6: Schema de principiu a tehnologiei de depunere prin sputtering.
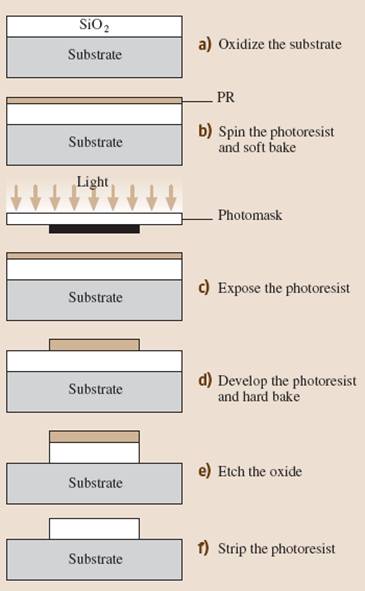
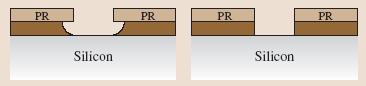
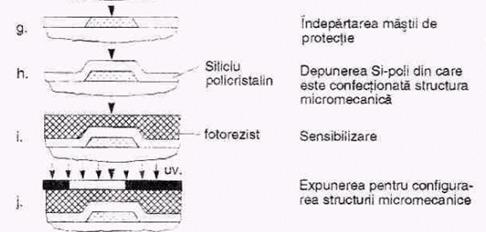
Fig. 2.7: a) Straturi obtinute prin litografiere
Materialul fotosensibil (photoresist sau resist), atunci cand este expus unei radiatii isi modifica rezistenta chimica fata de solutia de developat.Functie de modul in care se face developarea pot rezulta doua categorii de straturi litografiate: straturi pozitive care pastreaza configuratia sablonului si straturi negative cand zonele afectate de radiatie sunt mai rezistente la substanta de developare ca in fig. 8.
Tehnica litografiei este principala tehnologie de realizare a formelor in microprelucrarea sistemelor.
Straturile fotosensibile sunt utilizate drept sablon pentru obtinerea diverselor configuratii fie prin eroziune, fig. 2.8-a, fie prin depunere, fig. 2.8-b.
Dupa obtinerea configuratiei dorite, straturile de fotorezist se indeparteaza.
Litografierea impune operatii importante de aliniere a sablonului peste placuta de siliciu, conditii speciale de timp de expunere si tip de radiatie.
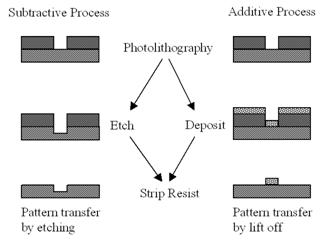
Fig. 2.8: a) Transfer de model prin corodare ( etching), b) Transfer de model prin depunere
Atat straturile depuse cat si materialul de substrat pot fi modelate prin procedeul de corodare in vederea obtinerii unor configuratii dorite.
Se utilizeaza doua tipuri de corodare:
C. 1.Corodare intr-un mediu umed (Wet Etching), cand microstructura este introdusa intr-o solutie chimica.Uzual se utilizeaza acidul fluorhidric (pentru corodarea bioxidului de siliciu), acid fosforic (pentru corodarea nitrurii de siliciu), amestecuri de acid azotic, acid fluorhidric sau acid acetic (pentru corodarea siliciului monocristalin).Forma obtinuta prin corodare depinde de viteza de corodare pe diverse directii, existand astfel corodare anisotropica - cand se obtine o forma de trunchi de piramida/dreptunghiulara, fig. 9.b, si corodare isotropica, cu aceeasi viteza pe toate directiile si se obtine o forma sferica, fig. 2.9.a.
a) b)
Fig. 2.9 Corodare umeda isotropica si anisotropica
C. 2.Corodare uscata (Dry Etching), cand procesul de corodare se realizeaza la presiune scazuta si prin bombardarea cu ioni sau cu electroni se produc reactii chimice locale cu degajare de compusi volatili. In functie de tipul de reactor utilizat exista trei tipuri principale de corodare uscata:
- Corodare cu ioni reactivi (RIE).
Placutele de corodat sunt introduse in reactor impreuna cu o serie de gaze.Cu ajutorul unei surse de energie inalta (RF) se produc ioni care bombardeaza suprafetele placutelor.O parte din ioni, avand suficienta energie pot scoate atomii din materialul corodat fara reactii chimice (similar ca la procesul de depunere de tip PVD).O alta parte din ioni produc reactii chimice si se corodeaza zonele dorite.Procesul este complex si presupune o combinatie de efecte chimice si fizice.
- Corodare fara ioni reactivi - Sputter etching este apropiata de tehnologia de depunere PVD - sputtering.Diferenta consta in aceea ca se urmareste corodare si nu depunere.
- Corodare cu vapori reactivi.Procedeul presupune corodarea zonelor intr-un mediu cu gaz sau cu amestec de gaz coroziv.
Procedeele de corodare a straturilor stau si la baza tehnologiei "straturilor de sacrificiu".In esenta, procedeul presupune depunerea si configurarea unor straturi care reprezinta negativul unor spatii sau cavitati.In final, aceste straturi se indeparteaza rezultand configuratia dorita.
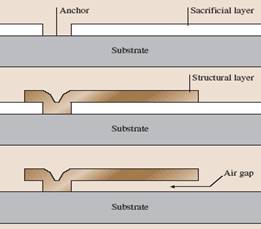
In fig. 2.10 este prezentata o schema simplificata de obtinere a unui micro-arc lamelar din siliciu policristalin, unde se pot vedea succesiuni de procedee de depunere, de litografiere si corodare
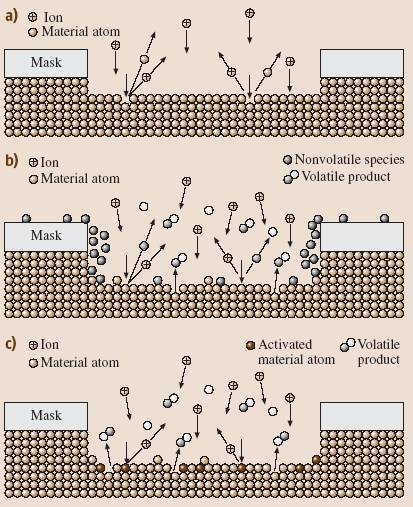
Fig. 2.10 Reprezentarea shematica a corodarii uscate: a) corodare cu ioni reactivi; b) corodare fara ioni reactici; c) corodare cu vapori reactivi.
Asamblare si integrare de sistem
De-a lungul anilor s-au dezvoltat diferite moduri de abordare in ceea ce priveste integrarea de sistem a MEMS-urilor:
Exemplu numarul 1
Prezentarea schematica a fazelor de producere a unui micro arc lamelar din siliciu policristalin
2.4. Microsenzori
2.4.1. Microsenzori de presiune
Pentru sesizarea presiunii, microsensorii au la baza urmatoarele procese:
deformarea elastica a unei membrane sub actiunea presiunii si masurarea tensiunilor in membrana prin efect de piesorezistivitate;
modificarea capacitatii electrice prin deplasarea relativa a doua suprafete;
efect piezoelectric.
Microsenzorul de presiune cu efect piezorezistiv este prezentat schematic in fig. 2.11a. Schematic, tehnologia de fabricatie este data in fig.2.11b.
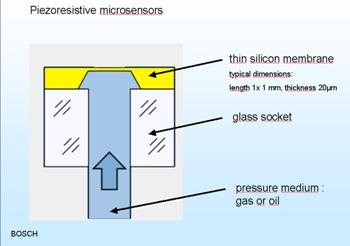
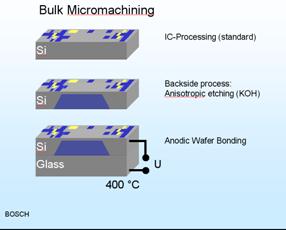
a b
Fig. 2.11
Membrana elastica este realizata din placuta de siliciu ( cu dimensiunile 1x1x0,020 mm) in care s-a corodat forma de trunchi de piramida.Placuta de siliciu este fixata pe un suport.Pe suprafata placutei din siliciu sunt implantate 4 microrezistente (2 rezistente laterale Rl si 2 rezistente transversale Rt) ce joaca rol de traductori piezorezistivi ( fig.2.12).Traductorii piezorezistivi sunt asezati la marginea zonei corodate, unde tensiunile create de presiune sunt maxime.
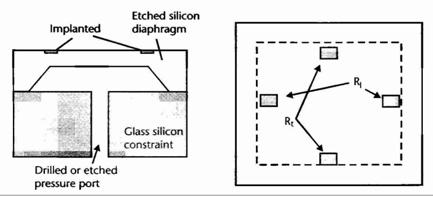
Fig. 2.12
Microsenzorul este introdus intr-o carcasa metalica vidata, asa cum se poate vedea in fig. 2.13, unde este prezentat schematic senzorul de presiune realizat pentru automobile de firma Bosch-Germania.
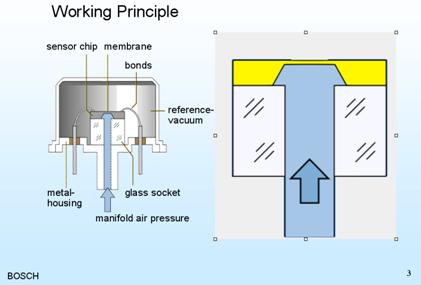

Fig. 2.13
Microsenzorii de presiune capacitivi au la baza modificarea distantei (si implicit a capacitatii electrice) dintre 2 microelectrozi dintre care unul este fix iar celalalt este montat pe o membrana flexibila ce se deformeaza atunci cand actioneaza presiunea, fig. 2.14.
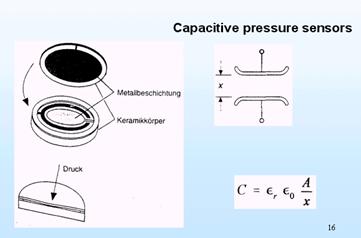
Fig. 2.14
Un model performant de microsenzor capacitiv este prezentat in fig. 2.15 a, pentru presiuni de 0 -8 bar (realizat la University of Southampton Institute of Transducer Technology- Anglia). Microsenzorul cuprinde doua placute din siliciu, una plata si cea superioara ondulata prin procedeul de corodare anisotropica.Intre cele doua placute se pozitioneaza un strat de Si O2, strat a carui grosime dicteaza spatiul dintre cele duoa placute si, implicit, capacitatea electrica.Dimensiunile acestui microsenzor sunt indicate in fig. 2.14-b , cu urmatoarele valori: Ht=200mm, El=200mm, Ed=100mm, R=750mm, Hl=800mm, Hg=100mm, Dl=1500mm, G=2mm .
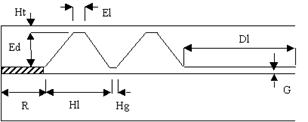
a)
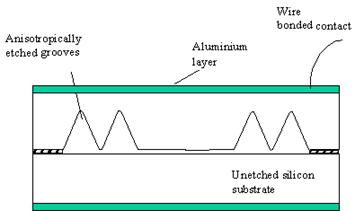
b)
Fig.2.15
Cele doua placute au forma patrata iar cele doua canale sunt tot sub forma de patrate concentrice, asa cum se poate vedea in fig.2.16
Fig. 2.16
Sunt destinati sesizarii acceleratiei in miscare liniara dupa una sau mai multe directii (accelerometru) precum si pentru sesizarea miscarii unghiulare dupa una sau mai multe axe (giroscop).Au numeroase aplicatii in industria automobilului (airbeg, suspensii active, controlul tractiunii), in industria militara si aerospatiala pentru ghidarea inertiala, in monitorizarea pacientilor bolnavi de Parkinson, etc.
Microsenzorul de acceleratie se bazeaza principial pe schema din
fig. 2.17.O masa m
este legata de suport
prin intermediul unui element elastic avand
Fig. 2.17
Orice modificare a vitezei sistemului, pe directia de oscilatie a masei m va induce o forta de inertie: F = m.a, forta care va scoate din echilibru masa m.
Sesizarea fortei de inertie poate fi facuta prin diverse procedee:
-Capacitiv, prin modificarea unui interstitiu dintre masa si un reper fix.
-Piezoresistiv prin masurarea tensiunilor din elementul elastic;
-Piezoelectric pe baza comprimarii elementului elastic
In fig. 2.18 sunt prezentate schematic metoDa
piezorezistivitatii si metoda capacitiva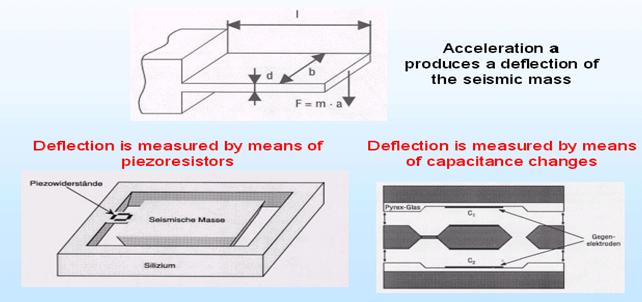
Fig. 2.18
Metoda piezorezistivitatii presupune utilizarea unor traductori piezorezistivi in zona solicitata mecanic a elementului elastic.
Metoda capacitiva presupune utilizarea a doua capacitati (C1 si C2 in fig. 2.18) astfel incat miscarea de vibratie a masei inertiale sa modifice diferential cele 2 capacitati, in timp ce distanta d1 dintre placile condensatorului C1 se micsoreaza, distanta d2 dintre placile condensatorului C2 se mareste ca in fig. 2.19.
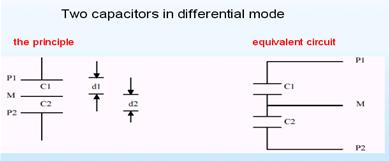
Fig. 2.19
Un microsenzor de acceleratie realizat de firma Bosch
-
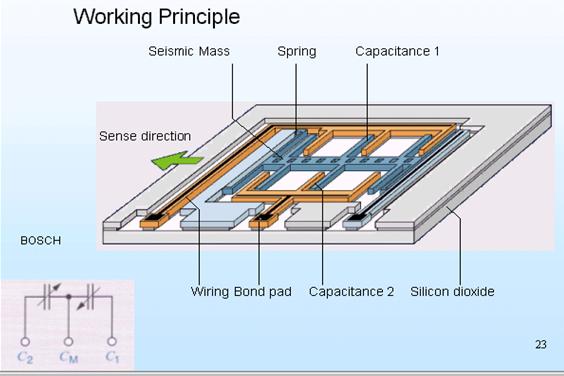
Fig. 2.20
Masa seismica centrala este rezemata la capete pe lamele elastice iar in zona centrala se realizeaza cei doi condensatori C1 si C2.Intreaga structura este realizata prin tehnologia de prelucrare a placutelor de siliciu, cu depuneri si corodari adecvate formei finale impuse.
Pentru cresterea sensibilitatii se poate utiliza un numar sporit de condensatoare, realizate pe acelasi principiu.De asemenea, asezarea condensatoarelor pe doua directii permite detectarea acceleratiei pe doua directii, asa cum este prezentat microsenzorul de acceleratie bidirectional din fig. 2.21.
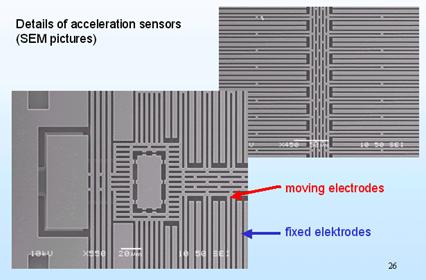
Fig. 2.21
MICROACTUATORI
Functia de executie intr-un sistem (microsistem) mecatronic consta din initierea, controlul si realizarea interactiunii masinii cu mediul, pe baza intructiunilor primite de la functia de cunoastere.Functia de executie se realizeaza prin intermediul actuatorilor (microactuatorilor).Actionarea are la baza, in general, trei tipuri de interactiuni: interactiunea campurilor, interactiunea mecanica si deformatii limitate ale unor materiale.
1. Microactuatori functionand pe baza interactiunii campurilor se bazeaza pe interactiuni ale campurilor magnetice, ale campurilor electrice cu campuri magnetice, ale sarcinilor electrice: micromotoare rotative de curent continuu, de curent alternativ asincrone si sincrone, micromotoare electrostatice, micromotoare liniare de curent continuu, microelectromagneti, microintrerupatoare etc.
2. Microactuatorii care se bazeaza pe deformatii limitate ale unor materiale au in componenta lor, ca element activ un material "inteligent"- material care are capacitatea de a se deforma controlat (lamele, discuri, membrane, arcuri elicoidale si spirale etc.).Deformatiile limitate ale acestor materiale inteligente pot fi transformate in miscari continue cu ajutorul unor mecanisme (mecanisme cu clichet, cu roti dintate, surub - piulita etc.).
În fuctie de semnalul de intrare, deformatiile limitate pot fi realizate prin mai multe procedee:
prin flux termic, in cazul bimetalelor si a aliajelor cu memoria formei;
prin comanda electrica, in cazul microactuatorilor piezoelectrici si a microactuatorilor electroreologici;
prin comanda magnetica, in cazul microactuatorilor magnetorestrictivi si a microactuatorilor pe baza de ferofluide;
prin comanda optica,in cazul microactuatorilor termo-electro-fotorezistivi si a microactuatorilor piro-piezoelectrici;
prin comanda chimica.
3. Microactuatorii functionand pe baza interactiunilor mecanice au la baza transmiterea energiei pe baza unui fluid sau gaz care actioneaza asupra unor elemente mecanice (pistonase, membrane, tuburi flexibile etc.) asigurand realizarea unui lucru mecanic: micropompe, micromotoare cu palete, microcilindri etc.
1.1. Micromotoare electrice
Principiul de fuctionare este cel intalnit la motoarele electrice clasice cu circuit de curent electric in camp magnetic.
Elementele componente (rotor, stator, lagare pentru rezemare) sunt realizate din structuri pe baza de siliciu, fabricate cu tehnologiile specifice.In fig. 2.23 se prezinta schema de fabricatie a unui micromotor electric iar in fig. 2.24 si 2.25 se prezinta doua scheme de micromotoare.
Fig. 2.23 Schema de fabricatie pentru un micromotor electric cu elemente pe baza de siliciu
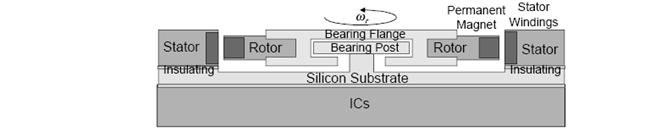
Fig. 2.24 Sectiune printr-un micromotor
Fig. 2.25 Micromotor cu capacitate variabila cu elemente pe baza de siliciu
Pe langa micromotoarele rotative exista o diversitate de microactuatori actionati prin camp magnetic, care realizeaza miscari limitate.Un microactuator magnetostatic este prezentat in fig.2.26
Fig. 2.26 Microactuator magnetostatic
O alta solutie constructiva de microactuator magnetostatic este prezentata in fig. 2.27, cu deformarea elastica a unei membrane.
Fig. 2.27 Microactuator magnetostatic cu membrana
Un alt exemplu de microactuator magnetic este motorul liniar din figura 2.28.Magnetul ramane in canal, el fiind ridicat si miscat in fata si in spate schimbind directia curentului prin infasurarile rotorului de aceeasi parte in timp util.
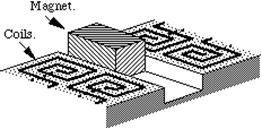
Fig. 2.28 Actuator liniar cu camp electromagnetic
La dispozitivul din figura 6 o problema comuna care poate sa apara in cazul actuatorilor magnetici este faptul ca infasurarile sunt supradimensionate (este foarte greu de miniaturizat trei infasurari considerabile ca dimensiuni).Dezavantajul actuatorilor magnetici este acela ca au dimensiuni mari si sunt mari consumatori de energie.
1.2. Microactuatori electrostatici.
Au la baza fortele electrostatice ce se dezvolta intre doua suprafete aflate la distanta foarte apropiate una de alta, fig. 2.29
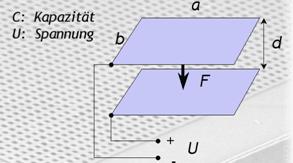
Fig. 2.29
Astfel, intre 2 placi cu dimensiunile axb, aflate la distanta d una fata de cealalta si supuse unei tensiuni electrice U se dezvolta o energie potentiala W data de relatia:
i![]()
n care termenul ![]() reprezinta
capacitatea electrica C dintre cele doua placi, εr
este permitivitatea relativa a materialului dintre placi iar ε0
este permitivitatea electrica a vidului
reprezinta
capacitatea electrica C dintre cele doua placi, εr
este permitivitatea relativa a materialului dintre placi iar ε0
este permitivitatea electrica a vidului
(![]() = 8,854 10-12 F/m).
= 8,854 10-12 F/m).
Pe directia normala la cele doua suprafete actioneaza o forta de atragere F data de relatia:
![]()
Exemplul 1 :
a = b = 2 mm
d = 5 µm
U = 12 V
er
Rezulta o forta de atractie F = 0.1 mN.
![]()
Pe directia laterala, conform fig. 2.30, actioneaza o
forta F* data de relatia:
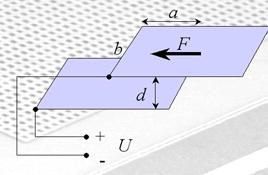
Fig. 2.30
Exemplul 2:
a = 1 mm
b = 2 mm
d = 5 µm
U = 12 V
er
Rezulta o forta laterala F* = 0.3 µN
1.2.1. Microactuatori electrostatici interdigitali
Pe principiul fortei electrostatice laterale functioneaza microactuatorii electrostatici tip pieptene sau microactuatori interdigitali (Comb micro actuators).Acesti microactuatori cuprind doua structuri de tip pieptene, una stationara si una mobila cu electrozi ce se intrepatrund ca in fig. 2.31-a. Structura mobila este ancorata printr-un sistem de lamele elastice care permit deplasarea laterala ( fig. 2.31-b).
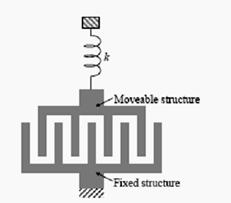
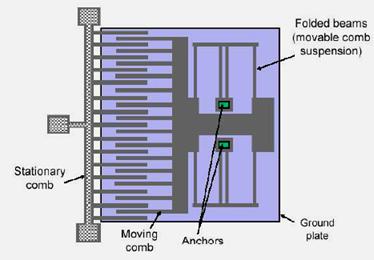
a) b)
Fig. 2.31
În cazul microactuatorilor tip pieptene cu N electrozi, forta laterala generata de campul electrostatic (FE) este data de relatia:
![]()
in care b
reprezinta latimea electrozilor
iar d reprezinta distanta dintre electrozi.
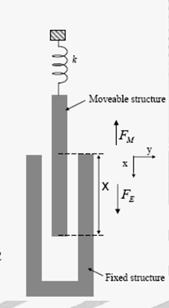
Fig. 2.32
Asa cum este prezentata in fig. 2.32, forta electrostatica tinde sa atraga electrozii mobili iar acestei forte i se opune forta elastica FM data de relatia:
![]()
unde k este
La echilibru cele doua forte devin egale si din aceasta egalitate se poate determina deplasarea relativa a electrozilor pentru o geometrie data si pentru o tensiune electrica impusa:
![]()
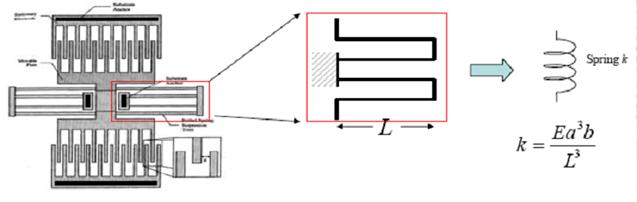
Fig. 2.33
In cazul unei structuri elastice realizata din doua lamele incastrate, ca in fig. 2.33, constanta de elasticitate k este data de relatia:
![]()
unde E este modulul de elasticitate al lamelelor elastice, b este latimea lamelelor, h este grosimea lamelelor iar L este lungimea lamelelor.
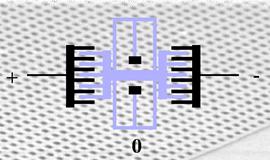
a)
![]()
![]()

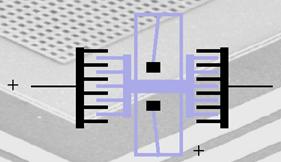
![]()
b) c)
Fig. 2.34
Microactuatorii electrostatici de tip pieptene pot functiona uni- sau bidirectional, ultimul caz fiind prezentat shematic in fig. 2.34.Astfel, in functie de polaritatea aplicata la electrozii ficsi ( pozitiva in stanga si negativa in dreapta) si de polaritatea la electrozii mobili se poate obtine stationare (polaritate zero pe electrozii mobili, fig. 2.32-a, deplasare la stanga, fig. 2.34-b (polaritate negativa la electrozii mobili) sau deplasare la dreapta, fig. 2.34-c (polaritate pozitiva pe electrozii mobili).
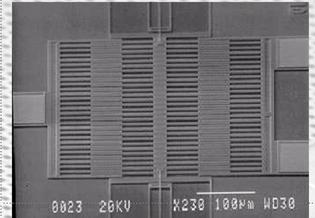
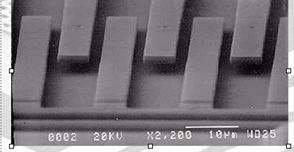
Fig. 2.35
In fig. 2.35 este prezentat un microactuator electrostatic tip pieptene, bidirectional realizat de firma Cronos Integrated Mikrosystems Inc. cu urmatoarele caracteristici tehnice:
Deplasarea
maxima ![]() [µm];
[µm];
Forta dezvoltata ![]() [pN], unde tensiunea U este
data in volti.
[pN], unde tensiunea U este
data in volti.
Micromotorul rotativ electrostatic prezentat in fig. 2.36 are rotorul cu diametrul de 0,13 mm si este pus in miscare de rotatie de fortele de atractie electrostatice dezvoltate intre rotor si stator.
Fig. 2.36 Micromotor rotativ electrostatic
1.2.3. Microintrerupatoare electrostatic
In fig.2.37 se prezinta schema de principiu si o imagine a a unui microintrerupator electrostatic iar in fig. 2.38 este prezentata tehnologia de fabricatie.
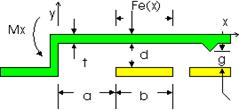
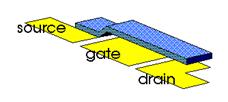
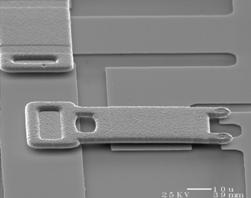
Fig. 2.37
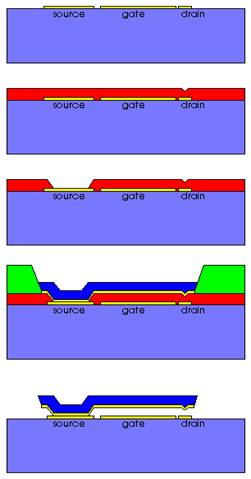
Fig. 2.38
1.2.4. Microactuator electrostatic cu frecare
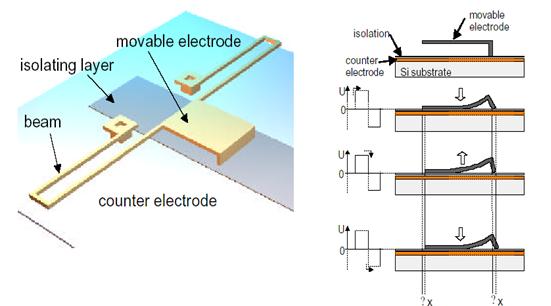 Conform schemei din fig. 17 sub actiunea
campului
electrostatic electrodul mobil este atras spre electrodul fix si, ca urmare a
deformatiilor elastice si
a frecarii, apare o
microdeplasare x a electrodului mobil.Operatia
se repeta rezultand in final o deplasare
sacadata cu pasul x a
electrodului mobil
Conform schemei din fig. 17 sub actiunea
campului
electrostatic electrodul mobil este atras spre electrodul fix si, ca urmare a
deformatiilor elastice si
a frecarii, apare o
microdeplasare x a electrodului mobil.Operatia
se repeta rezultand in final o deplasare
sacadata cu pasul x a
electrodului mobil
Fig. 17
Fig2.38
1.2.5. Valve micro-pneumatice (FhG-IFT).
Sunt valve miniaturizate din polisiliciu ce au actionare electrostatica, utilizate in ventilatia aerului. În fig. 2.39 este prezentata o solutie constructiva realizata de Fraunhofer IFT- Germania. Functionarea se bazeaza pe deformatia elastica a diafragmei sub actiunea fortei electrostatice si deschiderea ventilului de intrare a fluidului in microcamera.Schimbarea polaritatii la electrozi conduce la indepartarea membranei si crearea unei presiuni in microcamera, cu deschiderea ventilului de iesire.
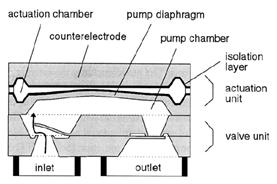
Fraunhofer IFT
Jahr: 1995
Medium: Flüssigkeit
Systemgröße: 7*7*2 mm
Betriebsspannung: 200 V
Frequenz: 1 1000 Hz Fig. 2.39
Druckaufbau: 31 kPa
In fig. 2.40 se prezinta un microventil de gaz actionat electrostatic si realizat de firma Honeywell Inc.
Jahr: 1999
Medium: Gas
Systemgröße: 3.6*3.6 mm
Membrangröße: 350*390 µm
Betriebsspannung: 30 V
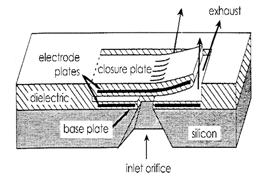
Fig.2.40
1.2.6 Microsisteme cu oglinzi mobile (Spatial Light Modulator - SLM)
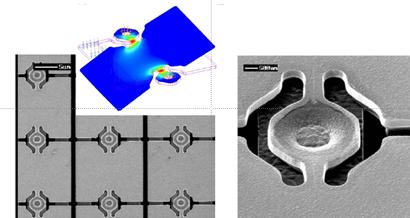
Fig. 2.41
In fig. 2.41 este prezentat un sistem Spatial Light Modulator, in care microplacutele cu rol de oglinzi sunt articulate elastic astfel incat se pot inclina cu un anumit unghi, functie de fortele electrostatice care se dezvolta.In functie de polaritatea realizata placutele sunt pot fi orientate diferentiat, reflectand razele luminoase (laser) in directii prestabilite, ca in fig. 2.42.
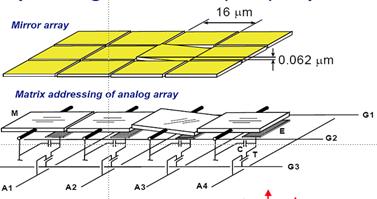
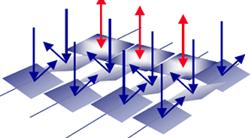
Fig. 2.42
2. Microactuatori termici.
Se bazeaza pe expansiunea termica liniara / expansiunea volumului sau schimbarea de faza. Actuatorii termici bimorfi utilizeaza diferentele dintre coeficientii de dilatare termica a materialelor din care sunt realizati.
2.1. Microactuatori tip Cilia
Sunt de tip bimorf, realizati in sisteme de cate 4 lamele de forma celei prezentate in fig.2.43-a. Fiecare lamela este compusa din doua straturi de poliamida cu coeficienti diferiti de dilatare termica ( Low - CTE polymide si High - CTE Polymide).Cele doua straturi sunt depuse pe o placuta electrostatica din aluminiu si o microrezistenta electrica TiW, fig. 2.43-b.
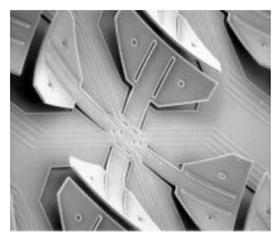
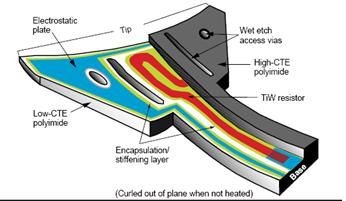
a) b)
Fig. 2.43
Actionarea celor 4 lamele asezate ortogonal se face atat prin efect electrostatic cat si prin efect termic - prin incalzirea microrezistentei electrice cele doua straturi de poliamida se dilata diferentiat, rezultand modificarea pozitiei lamelelor.
Constructiv exista mai multe structuri cu cate 4 lamele ca in fig. 2.44 si 2.45.Modificarea controlata a pachetelor de 4 placute ( notate simbolic N,E,W,S sau n, e, w,s dupa cum sunt ridicate sau culcate) permite deplasarea unei micropiese in diverse directii.Astfel, in fig.23 este prezentata schema de miscare a lamelelor pentru o deplasare de la stanga la dreapta.Initial placutele sunt de tip news ( adica, toate sunt culcate).In faza a II-a se ridica doar placutele din directia vest si se obtine configuratia neWs cu deplasarea spre dreapta.Urmeaza ridicarea lamelelor din dreapta: nEWs, coborarea lamelelor din stanga :nEws si in final, coborarea lamelelor din dreapta news, cu o noua deplasare spre dreapta.
Fig. 2.44
Fig. 2.45
In fig. 2.45 sunt prezentate cele 4 faze pentru o deplasare in diagonala: news, neWS, NEWS, News.
2.2 Microactuatori care se bazeaza pe schimbarea de faza
Sunt cei mai raspanditi si sunt actuatorii bazati pe aliaje cu memora formei ce utilizeaza aliaje care-si pot modifica dimensiunile prin tranzitia materialului de la o forma a unei faze cristaline la alta. Aliaje cu aceste proprietati sunt : Ni/Ti, Au/Cu, In/Ti.
In fig. 2.46 este prezentat un microactuator cu memoria formei.La trecerea curentului prin lamelele realizate din aliaje cu memoria formei, ca urmare a cresterii temperaturii in lamele apar tensiuni care le deformeaza intr-opozitie prestabilita initial.
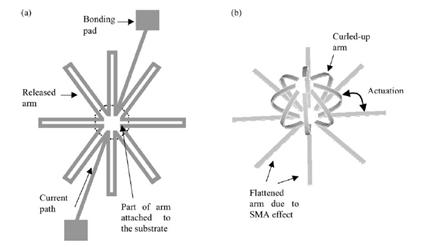
Fig. 2.46
Solutia constructiva a acestor microactuatori cu memoria formei este prezentata in fig. 2.47, aliajul utilizat fiind NiTi, depus pe strat de siliciu policristalin.
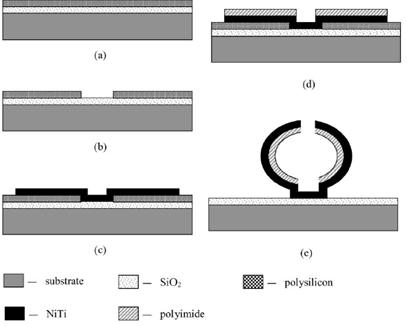
Fig. 2.4
3. Microactuatori piezoelectrici
Efectul piezoelectric este folosit in dispozitivele pentru generarea semnalelor de forta.Daca o tensiune este aplicata asupra unui film de material piezoelectric se genereaza o forta .In fig. 2.48 se prezinta schematic principiul de functionare a unui microactuator piezoelectric.În figura 2.48a, un strat al materialului piezoelectric se depune pe o membrana elastica.Aplicand tensiune electrica pe stratul piezoelectric, se dezvolta o forta care deformeaza membrana elastica.
Fig. 2.48 Actuator piezoelectric.
a) material piezoelectric depus pe o lamela elastica ;
b) indoirea filmului pizoelectric ca urmare a tensiunii aplicate ;
c) membrana de siliciu ;
d) deformarea membranei de siliciu
Membrane cu strat de material piezoelectric stau la baza realizarii unor microvalve ce sunt folosite pentru a pompa fluide in sisteme microfluidice:
Micro-Pompa piezoelectrica (FhG-IFT) realizata la Institutul Festkoerpertechnik (IFT) din Munich, fig.28. O piesa din material piezoelectric este atasata membranei fine de siliciu ce constituie mecanismul de actionare a pompei.Debitul micropompei poate fi ajustat de frecventa is amplitudinea tensiunii aplicate stratului de material piezoelectric.
 a)
a) 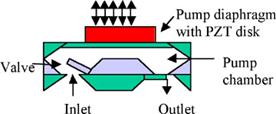 b)
b)
Fig.2.49 (a) Micropompa piezoelectrica (Sursa: FhG-IFT). (b) Principiu de functionare: o piesa din material piezoelectric ce actioneaza asupra diafragmei pompei de silicon
Micropompa este folosita pentru diferite lichide (pe baza de apa, organice) si gaze.Are o mare aplicabilitate in domeniul medical in special la dozarea medicamentelor din singe.Prototipul are o dimensiune de 7 mm x 7 mm x 1 mm is poate pompa mai bine de 1 ml/min de lichid sau 3 ml/min de gaz.
4. Microactuatori hidraulici
Microactuatorii hidraulici sunt micromotoare actionate hidraulic au capacitatea de a genera o putere destul de mare din exterior in interiorul tuburilor cu dimetre mici.Acesti actuatori hidraulici sunt folositi in cazul cateterelor microchirurgicale, fig. 2.50
Fig 2.50.Microactuator hidraulic
FORTE DE SUPRAFATA ÎN MICROSISTEME MECATRONICE
In microsisteme, dimensiunile sunt de ordinul de marime 10-9 - 10-3 m, masele elementelor sunt de ordinul 10-6 - 10-3 grame iar fortele sunt de ordinul a 10-6 - 10-3 N.Uzura este practic nula in aceste microsisteme iar procesele de frecare si de ungere prezinta legi cu totul diferite ca cele din domeniul macrosistemelor.
Daca in macrosisteme fortele de suprafata dominante sunt cele date de frecarea (uscata, limita sau mixta) sau de frecarea fluida din straturile de lubrifiant, in cazul microstemelor, prezinta importanta numeroase forte de interactiune la scara atomica, neglijate in macrosisteme: forte de adeziune; forte capilare; forte electrostatice, forte de dispersie ca urmare a electronilor fluctuanti; forte Van der Waals ; forte electromagnetice.
Doua elemente aflate in contact direct se atrag reciproc, contactul fiind o stare de energie minima.Pentru desfacerea contactului este necesara o forta numita forta de adeziune.
Se poate demonstra ca raportul dintre forta de adeziune si forta de greutate a unei sfere de raza R pe o suprafata plana este proportionala cu 1/R2.Prin urmare, intre o sfera de 100 microni si una de 1 micron, raportul fortelor de adeziune creste de 10 000 de ori.
Fortele de adeziune pot fi pe directie normala la suprafetele aflate in contact atunci cand cand suprafetele se indeparteaza sau pot fi pe directie tangentiala atunci cand suprafetele sunt in miscare de alunecare.
Schematic, determinarea celor doua tipuri de forte de adeziune se prezinta in figurile 3.1 si 3.2
Modelul de baza este de tip bila pe suprafata plana.
Astfel, in fig. 3.1, prin apasarea placii asupra bilei se produce o deformare elastica a resortului iar forta de apasare Fn poate fi exprimata cu relatia:
![]() (1)
(1)
unde k este ![]() reprezinta
deformatia elastica a arcului. Deplasand in sens invers
placa, arcul revine la pozitia initiala si este intins
suplimentar cu deformatia (zmax - z0 ) ca urmare a fortei de adeziune exprimata de relatia:
reprezinta
deformatia elastica a arcului. Deplasand in sens invers
placa, arcul revine la pozitia initiala si este intins
suplimentar cu deformatia (zmax - z0 ) ca urmare a fortei de adeziune exprimata de relatia:
![]() (2)
(2)
In fig. 2 suprafata plana se deplaseaza tangential in raport cu bila.Ca urmare a adeziunii dintre bila si suprafata plana, bila se deplaseaza odata cu placa si arcul se intinde cu o anumita deformatie, pana cand se atinge o valoare maxima a fortei tangentiale Ffs numita forta de frecare statica sau forta de frecare de adeziune,
![]() (3)
(3)
Dupa atingerea valorii limita Ffs bila se desprinde de pe suprafata placii capatand o viteza v2 diferita de viteza placii v1, bila alunecand astfel peste placa.In aceste conditii arcul este tensionat cu o forta mai mica Ffd, numita forta de frecare dinamica.

Fig. 3.1
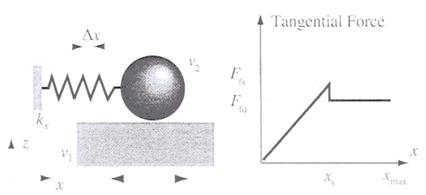
Fig. 3.2
Alunecarile si de aderentele se pot repetata succesiv in cazul vitezelor mici de alunecare generandu-se fenomenul de Stick-Slip (alunecare sacadata).
In fig. 3.3 este prezentata schema utilizata de Scherge pentru masurarea fortei normale de adeziune
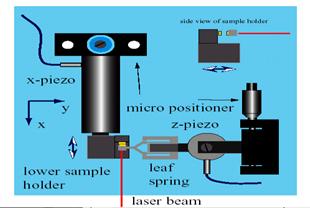
Fig.3.3
Dispozitivul utilizat cuprinde doi
traductori piezoelectrici, unul pentru deplasarea pe directia axei x ( x-
piezo) cu o deplasare maxima de 20![]() si unul pentru pozitionarea pe directia
axei z ( z -piezo).Dispozitivul masoara forta de adeziune dintre
doua placute de silicon cu suprafata de 3 mm2,
cu o rugozitate de Ra = 1nm.Una din placute este
fixata la capatul traductorului x-piezo iar cealalta
placuta este fixata pe bratul unui arc dublu lamelar,
de mare precizie, confectionat din sticla.In spatele acestei
placute este fixata o oglinda pentru reflectarea razei de laser
utilizata pentru masurare.Forta de adeziune dintre cele
doua placute determina deformarea elastica a lamelelor
de sticla iar prin sistemul de masurare cu oglinda si
raza de laser se obtine o precizie dimensionala a deformatiei
arcului de pana la 1nm, ceea ce inseamna o precizie a
fortei de adeziune de 5nN.
si unul pentru pozitionarea pe directia
axei z ( z -piezo).Dispozitivul masoara forta de adeziune dintre
doua placute de silicon cu suprafata de 3 mm2,
cu o rugozitate de Ra = 1nm.Una din placute este
fixata la capatul traductorului x-piezo iar cealalta
placuta este fixata pe bratul unui arc dublu lamelar,
de mare precizie, confectionat din sticla.In spatele acestei
placute este fixata o oglinda pentru reflectarea razei de laser
utilizata pentru masurare.Forta de adeziune dintre cele
doua placute determina deformarea elastica a lamelelor
de sticla iar prin sistemul de masurare cu oglinda si
raza de laser se obtine o precizie dimensionala a deformatiei
arcului de pana la 1nm, ceea ce inseamna o precizie a
fortei de adeziune de 5nN.
In fig. 3.4 este prezentata dependenta forta - deformatie la nivelul arcului dublu lamelar.Astfel, in zona (a) cele doua placute se apropie, in zona (b) - (c) placutele vin in contact direct si sunt apasate, in zona (c) - (d) placutele sunt indepartate.Prin indepartarea celor doua placute, ca urmare a aderentei se produce incovoiere in sens invers a lamelelor elastice pana la desprinderea completa a celor doua placute. Forta de sens invers astfel masurata reprezinta forta de aderenta si este notata in figura cu Fa.
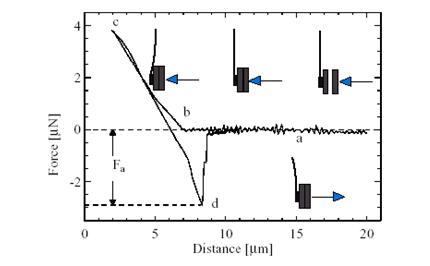
Fig. 3.4
Pentru un contact de tip bila-suprafata plana, ca in fig. 3.5, adeziunea se manifesta prin dezvoltarea unei forte Fa de atragere a bilei de suprafata plana.Daca asupra bilei actioneaza si o forta suplimentara de apasare Q, raza cercului de contact dintre bila si suprafata sferica a se mareste ca urmare a actiunii fortei de adeziune.Exista maui multe modele de calcul a adeziunii la un contact de tip microbila-suprafata plana.Modelele Johnson-Kendall-Roberts (JKR) si Derjaguin-Muller-Toporov (DMT) sunt cele mai raspandite.In tabelul 3.1 sunt prezentate relatiile de calcul pentru raza cercului de contact precum si pentru calculul fortei de adeziune pentru cele doua modele de adeziune JKR si DMT la care s-a adaugat si modelul clasic de contact Hertzian, fara adeziune.
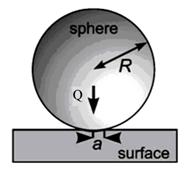
Fig. 3.5
Tabelul 3.1.
|
Hertz |
DMT |
JKR |
|
|
a |
|
|
|
|
Fad |
0 |
|
|
Semnificatia termenilor este urmatoarea:
-Q = forta normala, N;
-R = raza bilei, in m;
-A = raza suprafetei de contact bila-plan, in m;
- , unde E1 si E2
reprezinta mudulele de elasticitate pentru bila si plan,
in Pa iar
, unde E1 si E2
reprezinta mudulele de elasticitate pentru bila si plan,
in Pa iar![]() si
si ![]() sunt coeficientii
Poisson;
sunt coeficientii
Poisson;
-W = lucru mecanic de adeziune la nivelul suprafetelor in contact ca o suma dintre lucrul mecanic dat de fortele moleculare Van der Waals si lucrul mecanic dat de fortele de interactiune chimica, in N/m.
Pentru o bila din otel pe o suprafata de siliciu, W = 0.070 N/m.
Ex. de calcul: Pentru o
bila din otel cu raza de 1 mm, in contact cu o
placuta de siliciu se va dezvolta o forta de adeziune
de Fad = ![]() si rezulta:
Fad= 4.39.10-4 N = 0,439 mN.
si rezulta:
Fad= 4.39.10-4 N = 0,439 mN.
Daca se considera
greutatea acestei bile: ![]() , unde ρ este densitatea otelului in kg/m3
iar g = 10 m/s2, acceleratia gravitationala,
rezulta: G = 0,326 mN.Prin urmare, o microbila din otel cu raza
de 1mm poate fi tinuta lipita de o placuta de
siliciu.
, unde ρ este densitatea otelului in kg/m3
iar g = 10 m/s2, acceleratia gravitationala,
rezulta: G = 0,326 mN.Prin urmare, o microbila din otel cu raza
de 1mm poate fi tinuta lipita de o placuta de
siliciu.
In fig. 3.6 se prezinta o comparatie intre greutatea unei microbile si fortele de adeziune care pot tine bila lipita de suprafata: forte de adeziune moleculara (Van der Waals), forte de adeziune capilare, date de tensiunea superficiala a apei care adera pe suprafete si fortele electrostatice.
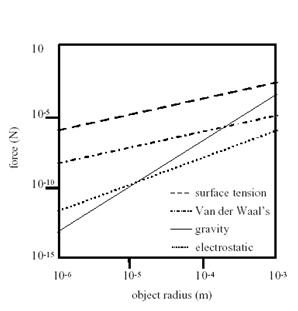

Fig. 3.6
Intr-un micro sau nanosistem de tip bila/plan, incarcat cu o forta normala Q0, ca urmare a fortelor de adeziune, aria de contact Ac este data de relatia Johnson-Kendall-Roberts (JKR) :
 (4)
(4)
unde E*=Etot reprezinta modulul de elasticitate echivalent.
In absenta unei forte normale de apasare, bila adera pe suprafata plana si pentru a o putea desprinde trebuie actionat asupra ei cu o forta:
![]() (5)
(5)
Prezenta adeziunii modifica relatia
clasica a lui Amontons pentru forta de frecare (![]() ).
).
Astfel, forta de frecare in prezenta adeziunii se poate exprima cu ajutorul relatiei:
![]() (6)
(6)
unde ![]() reprezinta o tensiune de forfecare critica
(considerata a fi
reprezinta o tensiune de forfecare critica
(considerata a fi ![]() este aria de contact.
este aria de contact.
Astfel, relatia (6) sugereaza ca frecarea este controlata atat de adeziune cat si de sarcina.
Pentru zona micro si nanometrica, deci pentru sarcini mici, forta de frecare este data numai de componenta de adeziune:
![]()
 (7)
(7)
Pentru zona macro, la solicitari mari, forta de frecare este data de legea lui Amontons:
![]() (8)
(8)
3.2.Forte capilare
Apa din atmosfera
condenseaza pe suprafetele elementelor in contact in
straturi de grosime de pana la zeci de nanometri.Suprafetele
ajunse in contact sunt atrase de presiunea
 (9)
(9)
unde ![]() este energia
superficiala, pentru apa
este energia
superficiala, pentru apa ![]() iar razele r1 si r2
sunt indicate in fig. 7. Aria acoperita de lichid este:
iar razele r1 si r2
sunt indicate in fig. 7. Aria acoperita de lichid este: ![]() iar forta capilara
poate fi scrisa:
iar forta capilara
poate fi scrisa:
![]() (10)
(10)
Daca hl este grosimea meniscului de aparazele r1 si r2 pot fi exprimate in functie de hl iar relatia (10) devine:
 (11)
(11)
In aplicatiile practice hl <<R , iar forta capilara capata expresia simplificata:
 (12)
(12)
Pentru cazul a doua bile in contact, cu razele R1 si R2, forta capilara este data de relatia:
![]() (13)
(13)
unde R* este raza de curbura
echivalenta  .
.
Asa cum se poate vedea din fig.3.7, efectul de capilaritate domina adeziunea intre suprafete la scara micro si nanometrica.
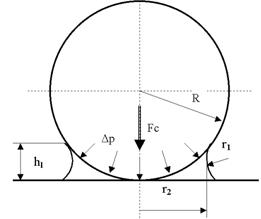
Fig.3.7
In functie de natura suprafetele elementelor in contact , hidrofile - capabile sa absoarba apa din atmosfera sau hidrofobe- cu capacitate redusa de a absorbi apa din atmosfera, straturile de apa depuse variaza de la zeci de nanometri grosime pana la cateva randuri de molecule de apa ( un
strat de molecule de apa are aprox. 0,25 nanometri.Masuratori facute de Opiz pe suprafetele unui microtribosistem de alunecare de tip sfera/plan, confectionat din silicon Si(100) au pus in evidenta influenta presiunii aerului, a temperaturii sau a umiditatii asupra straturilor de apa depuse din atmosfera pe suprafete hidrofile si hidrofobe.In fig. 3.8 este prezentata influenta presiunii aerului.
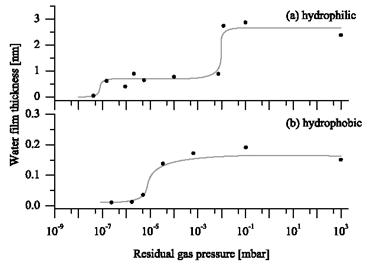
Fig. 3.8
In conditii de presiune normala atmosferica, pe suprafetele hidrofile se depun cel putin 10 randuri de molecule de apa (ajungand si la 50 de straturi de molecule sau chiar mai mult) in timp ce pe suprafetele hidrofobe se depune doar unul sau doua straturi de molecule de apa.
Prezenta straturilor de molecule de apa influenteaza puternic frecarea la scara micro si nanometrica.Astfel, dupa cum se poate vedea in fig. 8, cand microtribosistemul bila/plan este incarcat cu forta normala de 60nN, la presiune normala, atmosferica, forta de frecare este de aprox. 20 de ori mai mare in cazul suprafetelor hidrofile, cu straturi groase de apa depusa, decat in cazul suprafetelor hidrofobe pe care sunt depuse doar cate un rand de molecule de apa.
Raportand forta de
frecare la forta de apasare se obtin valori ale coeficientului
de frecare cu mult peste 1 (![]() ).
).
Valorile mari ale fortelor de frecare se explica prin dominanta efectelor capilare, atunci cand pe suprafete exista depuse mai multe randuri de molecule de apa.In fig.3.9 se prezinta existenta a trei zone distincte de frecare in microtribosisteme, atunci cand presiunea scade de la valoarea normala la valoarea de 10-10 bar.
Astfel, la grosimi de cateva straturi de molecule de apa (peste 0,7 nm) dominante sunt fortele capilare.Pentru grosimi mai mici de 2-3 randuri de molecule de apa (sub 0,7 nm) frecarea este dominata de efectele de vascozitate iar pentru presiuni sub 10-10 bar, frecarea este practic uscata, de tip solid-solid.
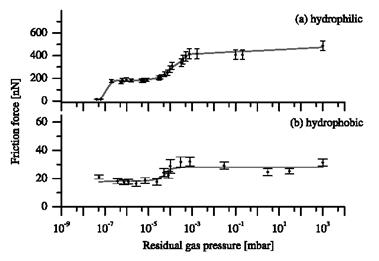
Fig. 3.9
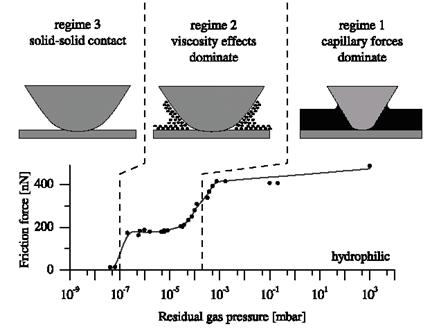
Fig. 3.10
Influenta capilaritatii asupra fortei de frecare se poate vedea si din fig. 3.10.Astfel in zona a) suprafetele sunt departate astfel incat efectul capilaritatii nu se manifesta iar forta de frecare este zero.. In zona b), apropierea bilei de suprafata plana face sa se dezvolte punti de capilaritate intre cele doua suprafete, cu cresterea accentuata a fortei de atractie si, implicit, cu cresterea fortei de frecare.
Apropierea in continuare a celor doua suprafete:
zona c) inseamna o crestere mult mai mica a fortei de frecare pana la contactul direct solid/solid.
zona d) sugereaza variatia fortei de frecare atunci cand suprafetele sunt indepartate.
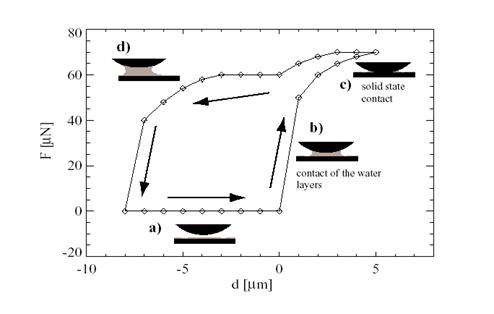
Fig. 3.11
Straturile de apa depuse pe suprafetele hidrofile, la presiune normala, atmosferica, sunt mai mari sau mai mici, functie de temperatura si umiditatea mediului.Determinari ale fortelor de frecare in functie de temperatura si de umiditate pun in evidenta variatii mari ale grosimii straturilor depuse, asa cum se vede in fig.3.12.
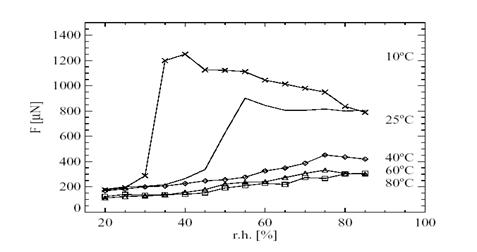
Fig. 3.12
Doua concluzii importante se desprind:
1. La temperaturi de pana la 20 - 25 de grade, umiditatea din atmosfera influenteaza puternic frecarea in micro si nanosisteme atunci cand depaseste (30-35)%.Se pot observa cresteri de 5-6 ori ale fortelor de frecare.
2. La temperaturi mai mari de 400C, cresterea umiditatii aerului influenteaza in mica masura cresterea frecarii in micro si nanosisteme.
La suprafetele hidrofobe temperatura si umiditatea influenteaza nesemnificativ frecarea in micro si nanosisteme.
O prezentare schematica a evolutiei fortei de frecare in functie de distanta dintre suprafete
(masurata in unitati atomice) este facuta in fig. 3.13.
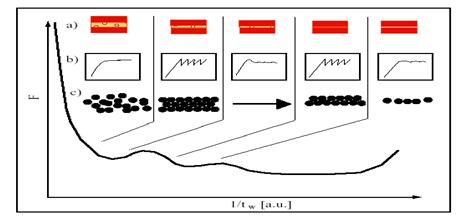
Fig. 3.13
La straturi groase de apa aderata pe suprafete frecarea este mare si este dictata de efectele capilare.Reducerea straturilor de molecule de apa aderente la suprafetele in contact are ca efect reducerea fortelor de frecare pana la o valoare minima corespunzatoare unor straturi limita de cate 2 randuri de molecule pe fiecare suprafata.Reducerea in continuare a straturilor de molecule de apa duce la cresterea frecarii si trecerea in zona frecarii uscate.
. Forte electrostatice
Se dezvolta intre o sfera cu raza r incarcata cu sarcina electrica q si o suprafata plana si poate fi estimata cu relatia:
![]() (14)
(14)
unde ![]() este permitivitatea
electrica a mediului ce separa bila de suprafata plana.
este permitivitatea
electrica a mediului ce separa bila de suprafata plana.
Pentru cazul a doua suprafete plane separate de un spatiu d, fig. 3.14, forta electrostatica se determina cu relatia:
![]() (15)
(15)
Pentru un microcub aflat in camp electrostatic, forta electrostatica este data de relatia:
![]() (16)
(16)
Punand conditia ca greutatea cubului elementar sa fie echilibrata de forta electrostatica rezulta dimensiunea maxima a microcubului care poate fi mentinut intre cele 2 placi:
![]() (17)
(17)
Metode de masurare a fortelor in microsisteme
Masurarea fortelor normale si tangentiale impune utilizarea unor aparate cu posibilitatea de a sesiza forte de ordinul de marime a 10-9N.Unul dintre aceste aparate, denumit AFM (Microscopul de forta atomica) are o precizie de masurare este de 0.02 nN (nanoMewton).
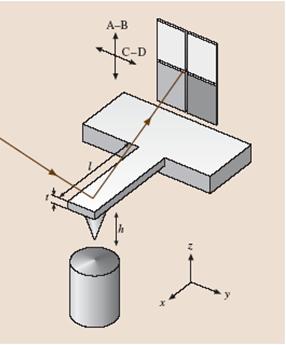
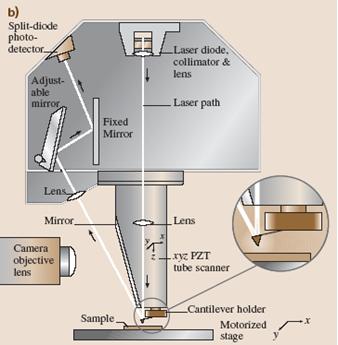
Fig. 3.16
Cu ajutorul unei fototdiode segmentata in 4 se pot detecta deformatiile elastice ale lamelei pe doua directii - pe directia fortei normale si pe directia fortei tangentiale.
4.Studiul experimental al frecarii de rostogolire
4.1.Modelul analititc pentru miscarea oscilatorie a unei bile pe o suprafata sferica
Pentru a determina
pierderile prin frecare in cazul unui microtribosistem de rostogolire s-a pus
la punct o metodologie bazata pe oscilatia libera a unei bile pe o
suprafata sferica aflata doar sub influenta
gravitatiei. În figura urmatoare este prezentat principiul metodei.
In functie de nivelul cuplului de frecare de rostogolire Mr si de pozitia de start (unghiul ![]() , bila va avea un anumit numar de oscilatii pe
suprafata sferica data.
, bila va avea un anumit numar de oscilatii pe
suprafata sferica data.
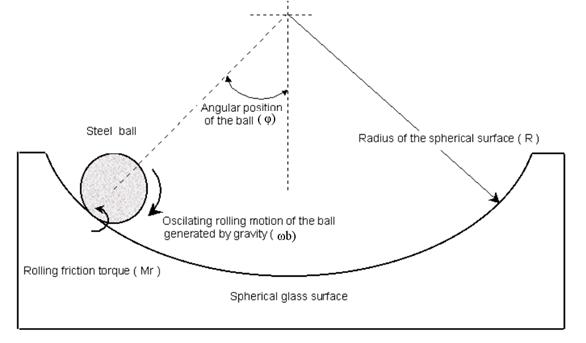 Fig.
4.1 Oscilatia bilei pe suprafata
sferei
Fig.
4.1 Oscilatia bilei pe suprafata
sferei
a)Relatiile matematice pentru oscilatiile libere ale bilei
Cand bila ruleaza pe suprafata sferica din pozitia unghiulara φ0 in pozitia unghiulara φ, asa cum se observa in figura urmatoare, poate fi scrisa urmatoarea ecuatie energetica:
![]() (1)
(1)
unde:
- ![]() = variatia energiei cinematice a
bilei;
= variatia energiei cinematice a
bilei;
- ![]() = energia pierduta la contactul
bila-cursa;
= energia pierduta la contactul
bila-cursa;
- ![]() = energia potentiala a bilei.
= energia potentiala a bilei.
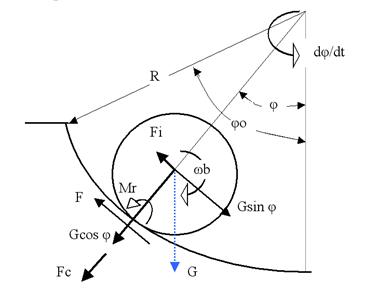
Fig.4.2 Reprezentarea fortelor si momentelor de rezistenta ce actioneaza asupra bilei
Pentru ca bila sa aiba o viteza initiala zero (la pozitia unghiulara φ0 ) variatia energiei cinematice este data de relatia:
 (2)
(2)
Variatia rotatiei
bilei poate fi exprimata ca: ![]()
Ecuatia (1) permite determinarea urmatoarei ecuatii:
 (3)
(3)
Ecuatia (3) poate fi derivata in raport cu timpul rezultind o ecuatie diferentiala pentru miscarea bilei:
 (4)
(4)
unde:
 si
si 
Aproximand ![]() (pentru
oscilatii mici), ecuatia (4) este o ecuatie
diferentiala neomogena si poate fi rezolvata cu
urmatoarea solutie generala:
(pentru
oscilatii mici), ecuatia (4) este o ecuatie
diferentiala neomogena si poate fi rezolvata cu
urmatoarea solutie generala:
 (5)
(5)
Constantele C1 si C2 sunt determinate in accord cu conditiile initiale:
t=0, ![]() si
si ![]() =0
=0
Solutia pentru ambele conditii mentionate anterior este:
 (6)
(6)
Cand bila ruleaza
pe suprafata sferica din pozitia unghiulara corespunzatoare
lui ![]() in pozitia
unghiulara φ cand viteza bilei este zero, ca rezultat al
efectului inertial, se poate obtine urmatoarea ecuatie
diferentiala, astfel ca rezultat al echilibrului energetic:
in pozitia
unghiulara φ cand viteza bilei este zero, ca rezultat al
efectului inertial, se poate obtine urmatoarea ecuatie
diferentiala, astfel ca rezultat al echilibrului energetic:
 (7)
(7)
Cu aproximatia ![]() ,
ecuatia (7) poate fi rezolvata si se obtine urmatoarea
solutie generala:
,
ecuatia (7) poate fi rezolvata si se obtine urmatoarea
solutie generala:
 (8)
(8)
Constantele C3 si C4
sunt determinate in accord cu aceleasi conditii initiale:
la t=0, ![]() si
si ![]() =v0, cand v0 este viteza maxima
unghiulara a bilei oscilante.
=v0, cand v0 este viteza maxima
unghiulara a bilei oscilante.
Solutia pentru conditiile mentionate este:
 (9)
(9)
b)Fortele tangentiale si normale ce actioneaza asupra bilei
În accord cu fig. 2, echilibrul fortelor ce actioneaza asupra unei bile care se rostogoleste, permite urmatoarele relatii pentru fortele tangentiale si normale:
![]() (10)
(10)
![]() (11)
(11)
Forta inertiala Fi si forta centrifuga Fc pot fi exprimate rezolvand urmatoarele ecuatii:
 (12)
(12)
 (13)
(13)
Expresiile finale pentru fortele tangentiale si normale:
 (14)
(14)
 (15)
(15)
Un coeficient de frecare conventional
in cazul microbilei a fost introdus in acord cu urmatoarea
relatie, cand acceleratia bilei este zero (pozitia cand
![]() ):
):
 (16)
(16)
Oscilatiile bilei sunt
posibile doar daca unghiul pozitiei initiale al bilei ![]() tinde la valoarea
limita
tinde la valoarea
limita ![]() determinate de
relatia:
determinate de
relatia:
 (17)
(17)
c)Procedeu experimental
Oscilatiile libere ale catorva microbile de otel pe o suprafata sferica de sticla sunt inregistrate cu o camera video. Numarul oscilatiilor bilei si amplitudinea oscilatiilor au fost determinate la doua conditii de temperatura de: 700 C si 100 C, ambele pentru bile pe suprafete sferice.Umiditatea atmosferica relativa este cuprinsa intre valorile (70 - 80)%.Experimentele au fost realizate pentru patru bile avind diametrul de: 1 mm, 3 mm, 7 mm si 9,525 mm.Suprafata sferica de rulare are o raza de R = 57 mm si un diametru de 70 mm.Variatia pozitiei bilei in oscilatiile libere data de ecuatiile (6) si (9) sunt folosite pentru a determina rezistenta la frecarea dintre bila si suprafata.Urmatorul pas a fost simularea oscilatiilor libere ale bilei:
Pentru o pozitie
unghiulara data a bilei,![]() si un moment de frictiune impus Mr,
din ecuatia (6) a fost determinat timpul t1 cand
si un moment de frictiune impus Mr,
din ecuatia (6) a fost determinat timpul t1 cand![]() (mingea revine la nivelul cel mai jos);
(mingea revine la nivelul cel mai jos);
Pentru ![]() a fost
determinata viteza maxima unghiulara a bilei
a fost
determinata viteza maxima unghiulara a bilei  ;
;
Din ecuatia (9) s-a
determinat timpul t2 cand viteza unghiulara a bilei este
zero si pozitia bilei corespunde noului nivel inalt ![]() ;
;
Procedeul s-a repetat cu
pasul:a) pentru noua pozttie initiala a bilei ![]() , cand
, cand ![]() <
<![]() ;
;
Numarul oscilatiilor simulate a fost comparat cu valorile experimentale inregistrate de camera video iar corectia pentru momentul de torsiune Mr a fost realizata facand corespondenta oscilatiilor simulate ale bilei cu oscilatiile experimentale.
d)Rezultatele numerice
Cu ajutorul
inregistrarii video a oscilatiilor libere ale bilei s-a
determinat momentul frecarii de rostogolire Mr cu metoda
descrisa anterior.Experimentele realizate la 700C sunt
considerate ca fiind oscilatiile bilei in conditii de frecare
uscata [4,6,7] si este evidentiat doar efectul adeziunii.Cu
relatia (16) s-a calculat coeficientul frecarii de rostogolire
conventional ![]() petru toate diametrele
bilelor si pentru fiecare pozitie la viteza maxima.
petru toate diametrele
bilelor si pentru fiecare pozitie la viteza maxima.
In fig. 4.3. sunt prezentate valorile coeficientului de frecare de rostogolire pentru bila cu diametrul de 1 mm si in fig. 4.4. sunt prezentate valorile coeficientului de frecare de rostogolire pentru bila cu diametrul 9.525 mm.Diametrul de 9.525mm a fost utilizat pentru a determina diferentele dintre scara micro si macro.
Fig. 4.3.Coeficientul de frecare pentru bila Fig.4.4.Coeficientul de frecare pentru cu diametrul de 1 mm (conditii uscate) bila cu diametrul de 9.525 mm(conditii uscate)
Rezultatele evidentiaza faptul ca macrobila (9.525 mm) are o valoare a coeficientului de frecare de rostogolire de 0.004, pentru microbila (1 mm) valoarea coeficientului de frecare de rostogolire este 0.025.
Pentru a evidentia efectul de capilaritate in frecarea de rostogolire s-au realizat experimente asemanatoare la o temperatura de 100C avind apa condensata pe suprafata.
In fig. 4.5. sunt prezentate valorile coeficientului de frecare de rostogolire pentru bila cu diametrul de 1 mm si in fig. 4.6. sunt prezentate valorile coeficientului de frecare de rostogolire pentru o bila cu diametrul de 9.525 mm.
Fig. 4.5.Coeficientul de frecare pentru Fig. 4.6.Coeficientul de frecare pentru
bila cu diametrul de 1mm bila cu diametrul de 9.525 mm
(efect de capilaritate) (efect de capilaritate)
Se poate observa o crestere importanta a coeficientului de frecare de rostogolire pentru bila de diametrul 1mm ca rezultat al efectului de capilaritate.Astfel coeficientul de frecare de rostogolire poate creste pina la 0.06.Efectele de capilaritate au mica influenta in cazul macrobilei ( 9.525 mm); coeficientul de frecare prezinta o crestere de la 0.004 la 0.005.
Valorile medii pentru coeficientul de frecare cu privire la conditiile de uscat si efectele de capilaritate experimental determinate, sunt prezente in fig.4.7 pentru toate mingile care au fost testate.
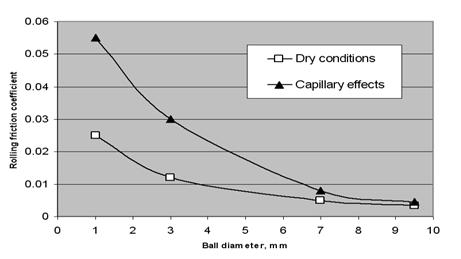
Fig.4.7. Coeficientul experimental al frecarii de rostogolire
e)Concluzii
Este posibil sa obtinem o estimare buna a coeficientului de frecare doar monitorizand oscilatiile libere ale bilei peste o suprafata sferica.
Pentru o bila macro (cu diametru de 9.525 mm) coeficientul de frecare de rostogolire intre otel si sticla determinat cu procedura propusa este intre 0.003-0.005, cu o crestere mica cauzata de efectele capilaritatii.
Pentru o bila micro (cu diametru de 1 mm) adeziunea in conditii de uscat duce la o crestere a coeficientului de frecare de la 0.015 pana la 0.03.In experimentul realizat anterior pentru o bila micro de 0.285 mm a fost obtinut un coeficient de frecare de rostogolire de 0.008-0.015.
Efectele de capilaritate conduc la o importanta crestere a coeficientului de frecare pentru bilele micro.Astfel ca pentru o bila cu diametru de 1 mm efectul de capilaritate duce la o crestere a coeficientului de frecare cu aproximativ o ordine de magnitudine comparata cu conditiile de uscat.
4.2. Investigarea rugozitatii suprafetelor

Taylor-Hobson este o companie care
produce tehnologie de ultima ora, la cele mai inalte standarde
de precizie in domeniul metrologiei de suprafata si
forma.Firma ofera solutii de masurare atat prin
contact cat si non-contact pentru cele mai diverse aplicatii
precum: industria automobilelor, industria rulmentilor, instrumente
optice, hard-diskuri, semiconductoare, MEMS-uri si altele.
Taylor Hobson realizeaza aparatura de masurare a abaterilor
de suprafata si in doua categorii distincte de instrumente:
a. Instrumente pentru masurarea rugozitatii (Surtronic DUO si
Surtronic 25), instrumente pentru masurarea rugozitatii, ondulatiei
si formei suprafetei (Form Talysurf Intra, Talysurf CCI 3000, etc).
b. Masurari de abateri de la circularitate cu un grad mai inalt
sau mai redus de automatizare (Talyrond 130&131, Talyrond 265, Talyrond
290, Talyrond 440&450, Talyrond 73.
FORM TALYSURF INTRA
Cu Form Talysurf Intra reprezentat in fig. 4.8 inspectia
componentelor nu ar trebui sa fie mai complexa decat
productia acestora.Inspectia si analiza sunt rapide si eficiente
prin intermediul software-ului personalizat cu icoane intuitive.

Fig.4.8
Efectueaza masuratori in mediu industrial ale formei si suprafetei:
-poate opera la distanta cu ajutorul undelor infrarosu;
-dispune de un ecran VGA color cu touchscreen;
-este puternic, dispunand de un software usor de utilizat.
Form Taysurf Intra
Este folosit pentru masurarea simultana a dimensiunii, formei si rugozitatea suprafetei.Curbura, inclinarea, rugozitatea si ondulatia toate infuenteaza suprafetele doar atunci cand interactioneaza cu alte suprafete.Form Talysurf Intra detecteaza si evalueaza toate elementele cu o simpla traversare peste obiectul masurat.
Original Form Talysurf a fost dezvoltat in 1984 pentru precizia industriei de rulmenti si lagare.
Primul instrument folosit pentru a masura dimensiunea, forma si textura pe suprafetele curbe, a demonstrat abilitatea Taylor Hobson pentru a conduce spre tendintele din industrie a masurarilor de suprafata.
De atunci premisa de baza a fost rafinata, imbunatatita si extinsa sa fie convenabila si pentru alte industrii, si inca nu este depasita.
Form Talysurf Intra este ultima metrologie a ingineriei pentru suprafete indiferent de modul sau locul de munca.
Poate sa se intrebuinteze si cu modulul de control al procesorului pentru o operatie completa, fiind portabil sau cu un calculator pentru a functiona ca o statie de inspectie, ori cu ambele.
Intra se misca cu usurinta si in camera cu atmosfera controlata, cat si in cele cu atmosfera necontrolata.Chiar si ocazional operatori vor fi in stare sa mentina consumul inalt cu rezultate de incredere.
Acum, pentru prima data putem sa facem inspectia calitatii suprafetei controland procesul de fabricare fara sa intrerupem programul de fabricare.
Alegerea produsului corect
Parametrii simpli ai rugozitatii ca cei Ra pot sa fie verificati cu instrumentele de serie surtronic. Daca aveti nevoie de o analiza avansata, nivele mai superioare de acuratete sau o flexibilitate mai mare, Form Talysurf Intra este alegerea perfecta.El combina specificatiile de grad inalt al industriei cu o simplitate de functionare pentru caracterul practic imbatabil si valoare.
Analiza fundamentala
Elementele masurabile a unei suprafate sunt dimensiunea, forma, rugozitatea si ondulatia.Multe specificatii inalte ale componentelor necesita analiza tuturor celor patru.
Dimensiunea- forma functionala a unei suprafete ce este definita de razele de cerc, unghi, distanta, si relatia liniara intre caracteristici.
Forma- deviatiile de la forma intentionata a unei suprafete (sferice, conice, etc.) adesea este cauzata de inexactitatile masinii-unealta.
Rugozitatea - deliberata, un element controlabil al componentei produsului este creata de actiunea cutitului aschietor sau masina procesului.
Ondulatiile- sunt un efect nedorit al unei masini-unealta rezultand dintr-o vibratie, rigiditate sau alte instabilitati ale masinii procesului.
Rugozitatea suprafetei si ondulatiile ei
În privinta rugozitatii suprafetei au fost sistematizate intr-un tablou unitar realizarile in domeniul modelarii procesului, in diversitatea sa, data de factorii de influenta luati in calcul de fiecare dintre autori si anume: fie geometria sculei utilizate, fie rugozitatea initiala a suprafetei, fie parametrii regimului de prelucrare utilizati.Fara exceptie cercetarile au aratat ca marimea rugozitatii obtinute influenteaza esential: rezistenta la uzura (abraziva), rezistenta la oboseala - cresterea ei fiind evidenta pe masura scaderii rugozitatii de la un procedeu de prelucrare la altul, cat si rezistenta la coroziune, favorizata de aceleasi valori reduse ale rugozitatii.
Intra este alegerea corecta
Pentru culegerea informatiilor corecte, calibrul trebuie sa traverseze peste piesa intr-o dreapta rectilinie astfel incat cutitul sa vina in contact cu suprafata care se testeaza.
Form Talysurf Intra este alunecator si poate sa se intrebuinteze pentru ondulatii, profile si alti parametrii ca Material Ratio cu incredere absoluta in rezultatele masuratorii.
Pentru industria propie Form Talysurf Intra ofera o productivitate exceptionala pentru o gama larga de industrii si aplicatii.
Pentru bugetul propriu, pentru uz general sau pentru rezolvarea problemei unei aplicatii specifice, Form Talysurf Intra poate sa fie configurat sa obtina performanta in functie de bugetul avut.
Pentru viitor spre deosebire de sistemele inchise care vor fi invechite cand cerintele se vor schimba, Form Talysurf Intra poate fi extins sa rezolve orice va aparea in viitor.
Urma alunecarii bratelor trebuie sa furnizeze acces la caracteristicile interne ca de exemplu urmele bilei si canelurile inelului reprezentata in fig. 4.9.

Fig. 4.9

Rezolutia inalta
la alunecare este necesara pentru masurarea ondulatiilor si
fortelor prezentata in fig. 4.10
Fig. 4.10
|
|
Trasaturile formei masurate pot sa fie sferice, concave, convexe, interne sau externe ilustrate in fig. 4.11.

Fig. 4.11
Calibrarea sistemului.
Asa cum cele trei elemente de textura a sprafetei functioneaza precum una, fiecare element de masura a sistemului este facut sa completeze pe celalalt.Specificatia unei componente nu conteaza cat de remarcabila ar fi, este fara sens in context cu sistemul.
Form Taysurf Intra optimizeaza performanta sistemului cu ajutorul calibrarii unei bile.
Liniaritatea si domeniul vast asigura masurarea corecta a distantei, razei si ungiului prezentate in fig. 4.12
|
|
Fig. 4.12
Ultra software
Ultra software a fost prima oara
lansat in 1998.A fost conceput de metrologi special pentru instrumentele
Taylor Hobson ce intrebuinteaza PC-ul.Este un software ce
incorporeaza tot controlul sistemelor de masura,
functiile de calibrare si masurare.
Ultra lucreaza sub
platforma Windows 2000® si Windows XP®, si prezinta starea
instrumentului si informatiile de masura simplu si
clar, utilizand o combinatie de imagini grafice si date
numerice pe acelasi ecran sau raport printat prezentat in fig. 4.13.
Programul Ultra este disponibil pentru ambele sisteme - Netezimea suprafetei si Circularitate - aducind un nivel inalt de uniformitate a capabilitatii programului pentru toate instrumentele Taylor-Hobson.
Fig.4.13
Caracteristicile programului Ultra
|
|
|
|
Control total al instrumentului
Ultimele standarde ISO sunt
oferite, cu actualizari continue pentru a preintampina
evolutiile pietei.
Asistenta extinsa
on-line acopera utilizarea instrumentului, analiza si afisarea
rezultatelor, dar ofera si informatii de baza in
metrologie.
Suportul si instruirea
prin Centrele de Excelenta asigura clientilor accesul la
experienta in metrologie de neegalat.
Utilizatorii pot scrie sau
edita programele de masura pentru a executa sarcini repetitive -
mareste volumul de piese masurate in productiile de serie.
Masoara componentele atat
manual cat si automat.
Analizeaza datele
masurate, afiseaza si printeaza rezultatele pentru
circularitate, rectilinitate orizontala sau verticala, planeitate, cilindricitate,
textura suprafetei, ondulatie, forma, sfericitate, conicitate si
profil (fig.4.14).
Exclude regiuni in
cadrul unei masuratori anterior analizei cerute.
Ofera moduri de afisare si
printare a rezultatelor personalizate.
|
|
|
|
|
|
a) b)
Fig.4.14
a)masoara profilul neprelucrat b)detaliu al razei intr-o zona marita
Cararacteristicile profilometrului Form Talysurf Intra
Masurarea si calculul parametrilor uzuali dupa standardele:DIN EN ISO 4287; DIN 4288; DIN EN ISO 13565; ISO 12085; DB N 31007; JIS B 601;
Limitele deplasarii transversale: 0,1mm - 50 mm;
Viteza de masurare: minim 1mm/s - maxim 10 mm/s;
Intervalul de preluat date pe directia transversala: 0,5 µm;
Pasul de esantionare: 0.08 / 0.25 / 0.8 / 2.5 / 8 mm;
Abaterea liniara pe directia transversala: 0,2 µm la o deplasare de 20 mm;
Domeniul maxim de masurare pe verticala: 1 mm;
Precizia de masurare: 3 nm pentru o variatie de 0,2 mm pe inaltime si maxim 16 nm la o variatie de 1mm pe inaltime;
Precizia de masurare la abateri de forma: eroarea de masurare a razei: 0,04% - 2%;
eroarea de masurare unghiulara: 1%, cu limita de +/- 350
Domeniu de masurare nominala (Z)2-1 mm (0.04-in)
Rezolutia-16 nm @ 1 mm range (0.63 pin @ 0.04-in) 3nm @ 0.2 mm range (0.12 uin @ 0.008 in)
Lungimea cutitului, tipul de masurare, forta-60 mm, 2pm raza, 1mN
Greutatea-unitatea transversala: 4.9Kg (10.8lbs)
Temperatura de depozitare-de la 5o C pana la 40° C
Umiditatea de depozitare-de la 10% pana la 80%
Temperatura de functionare-de la 15oC pana la 30°C
Gradul de temperatura-<2°C pe ora
Umiditatea de functionare-de la 45% pana la 75%
Alimentarea electrica- 110/220/240V 60 Hz
Accesorii
Toate accesoriile de care avem nevoie pentru a folosi Form Talysurf Intra sunt furnizate standard.Oricum, pentru mai multe cerinte privind masurarile, noi avem un domeniu larg de accesorii care pot sa fie comandate separat.
1 Masa universala de lucru
Stagiul complet de asamblare pentru a furniza X, Y, Z, rotatia si inclinatia miscarilor de pozitie. Include blocuri in forma de V si locatii plate pentru amplasarea pe slotul T de la baza granitului.
Stagiul de amplasare a axelor x
Este cel mai simplu stagiu de asamblare cu pozitia axelor x, blocuri V si locatii plate pentru montarea la baza granitului.
2 Bila Joint Vise
Furnizeaza pozitie universala pentru rotatie de 360 de grade si inclinatie de 180 de grade,
in special pentru componenetele usoare sau mici.
3 Masa de lucru ajustabila
Cu ajutorul ei se fac ajustari fine la rotatie [+/-3], la inclinatie [+/-10mm] pentru pozitionarea piesei.
4 Blocuri in forma de V
Pentru a suporta componentele cilindrice mari.
Calibrarea standard a razelor
Pentru sistemele care folosesc software calibrarea pieselor sferice este necesara.
5 Bila si Roller Unit.
Dispozitivul de fixare special roteste bila peste cutitele stationare pentru inspectia fortei periferice tangentiale asupra calitatii suprafetei.Include un set de patru placute pentru diametrele bilei.
4.3.Înregistrari
-asupra alunecarii
-asupra frecari
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |