Proiect de absolvire scoala profesionala
Specialitatea: mecanic-auto
Tema de proiect
Repararea si intretinerea transmisiei cardanice
Memoriu justificativ
Transmisia automobilului are rolul de a transmite momentul motorului la rotile motoare, modificandu-i, in acelasi timp, si valoarea in functie de marimea rezistentelor la inaintare. Ea este cuprinsa din: ambreiaj, cutia de viteze, transmisia longitudinala, transmisia principala (angrenajul in unghi), diferential, arbori planetari si transmisia finala.
Lucrarea de fata isi propune sa abordeze o serie de aspecte legate de transmisia longitudinala (cardanica) privind: rolul, conditiile impuse, clasificarea, cinematica, constructia transmisiei dar si metode pentru reparare si intretinere a acesteia, utilizate la automobile.
Transmisa cardanica are rolul de a transmite un moment, fara amplificare, intre diferite organe ale automobilului, a caror pozitie relativa este, in general, variabila. Transmisiile cardanice se compun dintr-un ansamblu de organe (articulatii, arbori, cuplaje de compensare, amortizoare, suporturi intermediare etc.), care constituie o unitate functionala independenta.
Arborii longitudinali sunt organe ale transmisiei longitudinale care fac legatura intre doua articulatii cardanice, avand rolul de a transmite la distanta momentul motor.
Transmisa cardanica are rolul de a transmite un moment, fara amplificare, intre diferite organe ale automobilului, a caror pozitie relativa este, in general, variabila. Transmisiile cardanice se compun dintr-un ansamblu de organe (articulatii, arbori, cuplaje de compensare, amortizoare, suporturi intermediare etc.), care constituie o unitate functionala independenta.
La constructiile de automobile, transmisiile cardanice se folosesc ca transmisii de forta, pentru a transmite momentul motor intre diferite ansambluri ale transmisiei si ca transmisii de comanda (la sistemul de directie etc.). in cazul cand se folosesc ca transmisii de forta, transmit momentul motor astfel: de la ambreiaj la cutia de viteze, atunci cand cutia de viteze este asezata pe cadrul automobilului, separat de motor; de la cutia de viteze la reductorul-distribuitor, cand acestea sunt montate separat pe cadrul automobilului; de la cutia de viteze sau reductorul-distribuitor la transmisia principala; de la diferential la roti in cazul automobilelor cu suspensie independenta a rotilor motoare; de la diferential la rotile de directie si motoare.
Conditiile principale impuse transmisiilor cardanice sunt urmatoarele: sa asigure sincronismul miscarii transmise; sa realizeze compensarile axiale si unghiulare necesare; sa realizeze amortizarea vibratiilor; sa atenueze solicitarile dinamice; sa asigure unghiurile necesare intre axele arborilor; sa aiba o durabilitate mare si un randament cat mai ridicat; constructia sa fie simpla si economica; montarea si demontarea, sa fie usoare; intretinerea sa fie simpla; ansamblul transmisiei sa fie echilibrat dinamic; tehnologia de executie sa fie simpla.
Clasificarea transmisiilor cardanice se poate face in functie de: destinatie, legea de transmitere a miscarii, modul de constructie. Dupa destinatie, pot fi: transmisii de forta si transmisii de comanda. In functie de legea de transmitere a miscarii, pot fi: transmisii asincrone si transmisii sincrone. Din punctul de vedere constructiv, transmisiile cardanice pot fi: rigide sau elastice, cu lungime, arborilor variabila sau constanta; cu configuratie plana sau spatiala, cu pozitia relativa a arborilor invariabila sau variabila; bicardanice ,tricardanice, tetracardanice etc.
Transmisia longitudinala are rolul de a transmite momentul motor de la cutia de viteze la transmisia principala in cazul automobilelor organizate dupa solutia clasica, precum si de la cutia de viteze la reductorul-distribuitor si de la acesta la puntile motoare, si intre punti, in cazul automobilelor cu mai multe punti motoare. Rezulta, deci, ca transmisia longitudinala asigura transmiterea momentului motor intre diferite ansambluri ale transmisiei automobilului, a caror pozitie relativa este, in general, variabila.
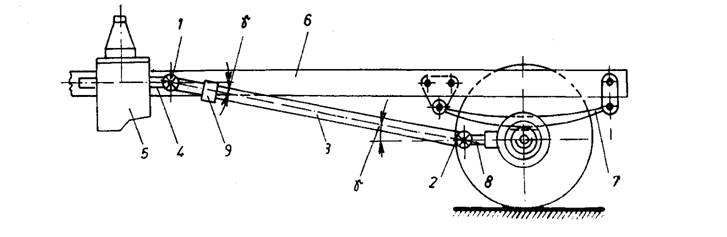
Cutia de viteze 5 (fig.1.1) este montata pe cadrul 6, iar transmisia principala impreuna cu puntea motoare este legata de cadru prin intermediul arcurilor 7. In acelasi timp, axa geometrica a arborelui secundar 4 al cutiei de viteze este asezata sub un anumit unghi in raport cu axa geometrica a arborelui conductor 8 al transmisiei principale, unghi care variaza in timpul deplasarii automobilului, deoarece variaza distanta dintre cei doi arbori in functie de sarcina utila, rigiditatea suspensiei si denivelarile drumului. De aceea, pentru a transmite momentul motor de la un arbore la altul, care au axele geometrice, dispuse sub un unghi variabil y, se foloseste transmisia longitudinala compusa din articulatiile cardanice l si 2, arborele longitudinal 3 si cuplajul de compensare axiala 9.
Clasificarea transmisiilor longitudinale se poate face dupa mai multe criterii:
dupa legea de transmitere a miscarii, transmisiile longitudinale pot fi: asincrone si sincrone. La transmisiile asincrone, raportul de transmitere este o marime periodica, avand valoarea medie egala cu unu; la cele sincrone, raportul de transmitere este constant si egal cu unu;
din punct de vedere constructiv, transmisiile longitudinale pot fi: deschise sau inchise, transmisiile longitudinale inchise sunt dispuse intr-un tub central;
dupa numarul de articulatii cardanice, se deosebesc transmisii monocardanice, bicardanice, tricardanice etc.
 In figura 1.2 se prezinta schemele
diverselor transmisii longitudinale utilizate la automobilele 4X2. Solutia cu tub central (fig.1.2 a)
utilizeaza o singura
articulatie cardanica. Transmiterea fortelor si a
momentelor de la
rotile motoare la cadrul automobilului se face prin intermediul tubului central (trompei cardanice) 4, in interiorul
In figura 1.2 se prezinta schemele
diverselor transmisii longitudinale utilizate la automobilele 4X2. Solutia cu tub central (fig.1.2 a)
utilizeaza o singura
articulatie cardanica. Transmiterea fortelor si a
momentelor de la
rotile motoare la cadrul automobilului se face prin intermediul tubului central (trompei cardanice) 4, in interiorul
Fig.1.1
Compunerea transmisiei longitudinale
caruia se afla 'arborele
longitudinal 2. in cazul transmisiei
longitudinale deschise, sunt utilizate
doua, articulatii cardanice 1 (fig.1.2 b) montate la
capatul arborelui longitudinal.
Deoarece, in timpul deplasarii automobilului, distanta dintre cele doua articulatii cardanice este variabila,
transmisia longitudinala este prevazuta cu un cuplaj de compensare axiala 5. in cazul automobilelor cu ampatament mare, pentru a mari rigiditatea arborelui
longitudinal si pentru a-i micsora tendinta de vibrare, transmisia longitudinala este prevazuta cu un arbore principal 2 si unul sau doi arbori intermediari 3 (fig.1.2 c si d), care au un suport intermediar 6, fixat pe cadrul automobilului.
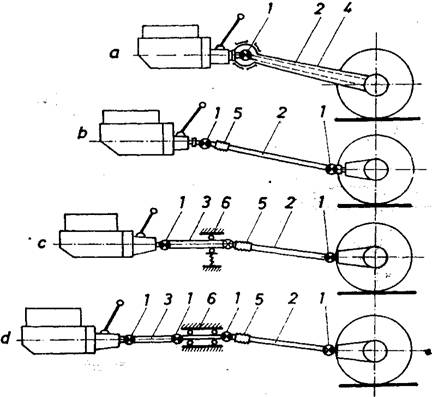
Fig.1.2 Scheme de transmisii longitudinale, utilitate la automobilele 4X2.
In figura 1.3 se reprezinta schema transmisiei longitudinale utilizata la automobilele 4X4; in figura 1.4 schema de transmisii longitudinale utilizate la automobilele 6X4, iar in figura 1.5 scheme de transmisii longitudinale utilizate la automobilele 6X6.
In figura 1.6., a este reprezentata schema unei articulatii cardanice la care arborele 1 este conducator, iar arborele 2 condus si formeaza cu primul unghiul y - in timpul rotatiei, punctele AA' ale furcii arborelui 1 descriu cercul 3, care se gaseste intr-un plan perpendicular pe arborele 1.
Punctele BB' ale furcii arborelui condus descriu cercul 4, care se gaseste intr-un plan ce face unghiul y cu planul cercului 3. Baca se considera ca arborele 1 se roteste pana cand punctul A ajunge in A1 , in acelasi timp punctul B va ajunge in B1.
Intre deplasarile unghiulare ale celor
doi arbori exista urmatoarea
relatie:
tg a=tg β cos γ,
in care: a este deplasarea unghiulara a arborelui conducator; β deplasarea unghiulara a arborelui condus; γ - unghiul dintre cei doi arbori.
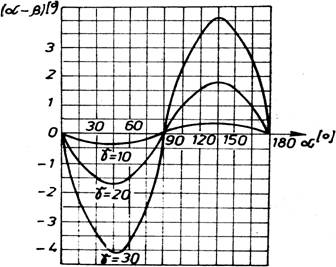
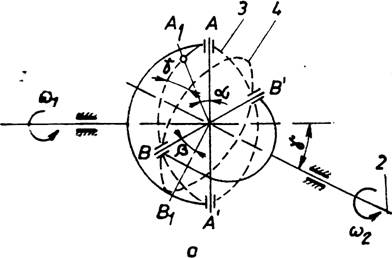
Fig.1.6. Schema de functionare a articulatiei cardanice rigide si variatia decalajului unghiular dintre furci in functie de unghiul de rotire al furcii conducatoare.
Din relatia (1.1) rezulta ca, la o rotire uniforma a arborelui conducator 1, arborele condus 2 se roteste neuniform si aceasta neuniformitate este cu atat mai mare, cu cat unghiul y dintre cei doi arbori este mai mare.
Asincronismul miscarii furcilor articulatiei cardanice poate fi apreciat prin deplasarea unghiulara relativa a furcilor α-β (decalajul unghiular). In figura 1.6, b este reprezentata dependenta decalajului unghiular (α-β) in functie de unghiul a pentru diferite valori ale unghiului y. Din figura rezulta ca, la o rotatie completa a arborelui conducator (α=0 360°), arborele condus ramane in urma de doua ori si intrece tot de doua ori arborele conducator. De asemenea, asincronismul miscarii este cu atat mai mare cu cat unghiul Y dintre cei doi arbori este mai mare.
Legatura dintre vitezele unghiulare ω1 si ω2 ale celor doi arbori se poate obtine prin diferentierea relatiei (1.1), considerand unghiul y constant:
![]()
Prin impartirea ambelor parti ale ecuatiei cu dt si tinand seama ca dα/dt=ω1 iar dβ/dt=ω2, rezulta:
![]()
Daca se considera relatia trigonometrica cos2 a=l/(l+tg2 α) in care se inlocuieste din relatia (1) tg ω= tg α/cos y, rezulta dupa transformari:
![]()
Inlocuind in relatia (1.3) pe cos2β dat de relatia (1.4) si tinand seama ca tg2 α cos2 α=sin2 α, se obtine:
![]() (1.5)
(1.5)
Valoarea maxima a raportului ω2/ω1 se obtine pentru α=0, rezultand :
Raportul are valoarea minima, pentru α=π/2,3π/2 rezultand:
Limita maxima si limita minima a raportului sunt cu atat mai apropiate una de alta, cu cat unghiul y dintre cei doi arbori este mai mic.
Dependenta dintre diferenta vitezelor unghiulare
ω1-ω2 si viteza unghiulara ω1
a arborelui conducator se
obtine pornind de la relatia
(1.5). (prin schimbarea semnului
ambelor parti, carora
li se adauga apoi o unitate), rezultand:
![]()
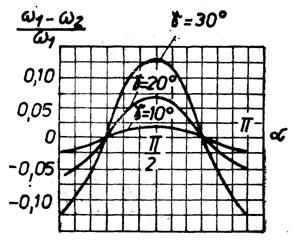 In figura 1.7 se reprezinta grafic relatia (1.8), din care rezulta ca si
viteza unghiulara a arborelui condus in timpul unei rotatii ramane in urma de doua ori si intrece
tot de doua ori viteza
unghiulara a arborelui conducator.
In figura 1.7 se reprezinta grafic relatia (1.8), din care rezulta ca si
viteza unghiulara a arborelui condus in timpul unei rotatii ramane in urma de doua ori si intrece
tot de doua ori viteza
unghiulara a arborelui conducator.
Fig. 1.7. Variatia decalajului vitezelor unghiulare ale articulatiei cardanice rigide.
Pentru a inlatura dezavantajul articulatiei cardanice, transmisiile longitudinale cele mai raspandite la automobile utilizeaza doua articulatii 4 si 5, asezate la extremitatile arborelui longitudinali (fig.1.8).La o deplasare unghiulara a arborelui conducator 1, arborelui longitudinal 2 ii va corespunde deplasarea unghiulara φ1 iar relatia dintre ele este:
tg α=tg φ1 cosγ1
De la arborele longitudinal 2, miscarea se transmite, prin articulatia cardanica de la celalalt capat, arborelui condus 3. Daca q>i este deplasarea unghiulara a arborelui 2 si l a arborelui 3, atunci se poate scrie:
tg α=tgφ1cosγ1
Daca se inlocuieste tg φ1 din relatia (1.10) in relatia (1.9), rezulta:
Din relatia (1.11) rezulta ca transmisia bicardanica devine sincrona daca γ1=γ2 . In cazul in care unghiul γ1 este diferit de unghiul γ2 ,decalajul unghiular α-β dintre arborii 1 si 3 variaza in functie de unghiurile de inclinare dintre arborele longitudinal si arborele conducator si condus, conform figurii 1.9, a. Din figura rezulta ca decalajul unghiular (α-β) este maxim pentru γ2=0 si are valoarea zero cand γ1=γ2.
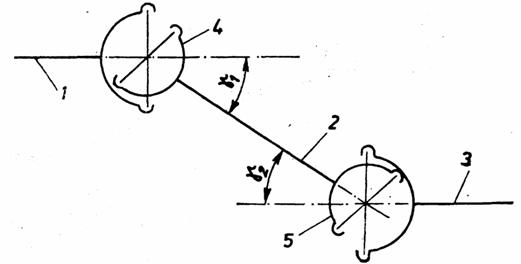
Fig.8. Schema cinematica a transmisiei longitudinale bicardanice.
Trebuie subliniat faptul ca, si in cazul in care arborele longitudinal 3 se va roti cu o viteza unghiulara variabila, daca furcile 4 si 5, montate la extremitatile arborelui longitudinal, nu sant in acelasi plan ci fac intre ele un unghi φ. In figura 1.9, b este reprezentata variatia decalajului unghiular (α-β) in functie de unghiul de rotatie a al arborelui conducator pentru diferite unghiuri de decalare φ ale furcilor, cand
Din cele de mai sus rezulta ca sincronismul transmisiei longitudinale bicardanice se obtine daca sunt indeplinite conditiile: unghiurile si pe care le face arborele longitudinal cu arborele conducator si condus sunt egale; furcile montate la extremitatile arborelui longitudinal sunt in acelasi plan; axele furcilor arborelui conducator si condus sunt coplanare.
In practica, transmisia longitudinala bicardanica se intalneste fie in varianta Z - cea mai utilizata (fig.1.10, a), fie in varianta M (fig.1.10, b).
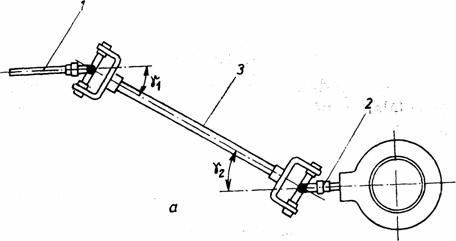
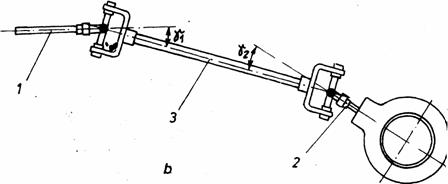
Fig.1.10. Transmisii longitudinale bicardanice:
arbore conducator; 2 - arbore condus; 3 - arbore longitudinal; Y1 si Y2 - unghiurile dintre axele arborilor.
CAP.2
Articulatiile cardanice sunt mecanisme care servesc la transmiterea miscarii de rotatie intre doi arbori concurenti, cu unghiuri intre axe, in general, variabile si al caror raport de transmitere este egal cu unu. Din punct de vedere constructiv si al principiului de functionare, articulatiile cardanice pot fi asincrone si sincrone. La randul lor, articulatiile cardanice asincrone se impart in articulatii cardanice rigide si articulatii cardanice elastice. Articulatiile cardanice sincrone pot fi articulatii cardanice duble (obtinute prin dublarea celor asincrone) si articulatii cardanice cu viteze unghiulare egale (homocinetice). La transmisiile longitudinale ale automobilelor se folosesc articulatii cardanice asincrone rigide si elastice. Articulatiile cardanice homocinetice se folosesc, in special, la rotile de directie ale automobilelor cu punte de directie si motoare.
Articulatiile cardanice asincrone rigide pot fi cu lagare cu alunecare sau cu rulmenti si permit transmiterea miscarii de rotatie datorita legaturii articulate a elementelor componente.
Transmisiile longitudinale ale automobilelor moderne sunt prevazute cu articulatii cardanice asincrone rigide de tip deschis, cu rulmenti cu role-ace. Aceste articulatii au o durata mare de functionare si permit, la dimensiuni constructive reduse, transmiterea unor sarcini mari la turatii ridicate.
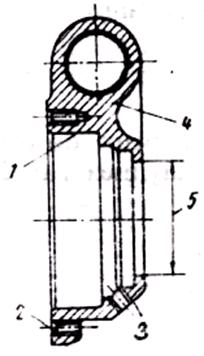
Articulatia cardanica asincrona rigida de tip deschis se compune din furcile l si 3 (fig.2.11, a), asamblate cu crucea 2, prin intermediul rulmentilor cu role-ace 9. Furca 1 este prevazuta in majoritatea cazurilor cu o flansa cu ajutorul careia se asambleaza, prin suruburi, de flansa arborelui secundar al cutiei de viteze sau de flansa arborelui pinionului transmisiei principale. Furca 3 este solidarizata la rotatie cu arborele longitudinal 5 fie prin sudura, fie printr-un butuc canelat care permite modificarea distantei dintre cele doua articulatii cardanice ale arborelui (cuplaj de compensare axiala). Crucea cardanica este prevazuta cu canale de ungere prin care lubrifiantul de la ungatorul 4 ajunge la rulmenti.
Alezajele mari din fusurile crucii servesc la marirea elasticitatii acestora, uniformizand distributia eforturilor pe lungimea fusurilor, si ca rezervor de lubrifiant. Rulmentii cu role-ace sunt compusi dintr-o carcasa 10, in care se gaseste un numar mare de role-ace 9, care ruleaza direct pe fusul crucii. Carcasa rulmentilor este fixata in bratele furcilor cu ajutorul capacelor 8, fixate cu suruburile 11 si asigurate cu saibele 7. Garnitura de etansare 6 nu permite scurgerea lubrifiantului din articulatii cardanica si in acelasi timp protejeaza rulmentii contra patrunderii murdariei. Supapa de siguranta 12 mentine presiunea lubrifiantului la o anumita valoare, permitand eliminarea surplusului e lubrifiant si a bulelor de aer in timpul gresarii.
La unele tipuri constructive de articulatii cardanice, fixarea carcasei rulmentilor in orificiile bratelor furcilor se face cu ajutorul unui inel de siguranta 13 (fig.2.11, b si c), dispus la unul din capetele carcasei.
In figura 2.12 se prezinta sisteme de etansare utilizate la articulatiile cardanice deschise. Sistemul de etansare cu inel din pasla (fig.2.12, a) este compus din inel de etansare I, din pasla presata, montat in carcasa metalica 2, si din bucsa 3. Suprafata frontala a bucsei este apasata pe inelul din pasla, realizand etansarea in ultimul timp, se utilizeaza foarte mult articulatiile cardanice ce folosesc dispozitive de etansare cu mansoane de cauciuc montate pe fusul crucii cu o restrangere initiala. La sistemul din figura 2.12, b mansonul din cauciuc 3 este montat sub saiba 4, in carcasa 5 a carei margine exterioara este indoita in degajarea inelului exterior al rulmentului 6, Opritorul de praf 2 este montat prin presare pe portiunea fusului 1 de diametru mai mare. Canalele radiale 7 din manson servesc la eliminarea surplusului de lubrifiant si aerului in timpul gresarii conform traseului indicat de sageti, in cazul in care bratul crucii 1 are o forma tronconica (fig.2.12, c), etansarea se face cu ajutorul mansonului din cauciuc 2, montat in carcasa 3. Mansoanele de cauciuc sunt prevazute cu locasuri pentru lubrifiant sub diferite forme (fig.2.12, d). Lacasul din manson se umple cu lubrifiant spre a proteja rulmentul impotriva coroziunii. Mansoanele de etansare se executa din cauciuc sintetic rezistent la temperaturi ridicate (85°C) si la actiunea lubrifiantului.
Pentru a obtine paralelismul axei rolei - ac a rulmentului cu generatoarele suprafetelor fusului crucii si alezajului furcii in zona de contact, in stare deformata, se utilizeaza prelucrarea coaca a fusului sau alezajului furcii. Conicitatea fusului trebuie sa fie inversa celei din carcasa, iar diferenta dintre diametrele maxim si minim trebuie sa fie cuprinsa intre 0,1 si 0,5% din diametrul mediu.
Articulatiile cardanice asincrone elastice se monteaza, in general, intre cutia de viteze si reductorul-distribuitor cand acestea sunt montate in cartere diferite, pentru compensarea sau eliminarea inexactitatilor montajului si deplasarile dintre acestea (datorita deformatiei cadrului automobilului). Aceste articulatii contribuie si lai micsorarea sarcinilor dinamice, la amortizarea vibratiilor si a oscilatiilor de torsiune care apar in transmisia automobilului.
Articulatia cardanica asincrona elastica (fig.2.13) se compune din furcile 2 si 4 cu trei brate dispuse la 120° unul fata de altul, fixate cu suruburile 6 de discul elastic 3. Deformatiile discului elastic 3 permit transmiterea miscarii de la un arbore la altul sub un unghi de 3-5°. Montarea articulatiei in transmisia automobilului se face prin solidarizarea furcii 2 de arborele; conducator 1 si montarea culisata a furcii 4 pe arborele condus 5 pentru compensarea abaterilor axiale. Discul elastic, de obicei, se executa dintr-o textura cauciucata, care rezista la o temperatura cuprinsa intre -45 si +60°C.
Arborii longitudinali fac legatura intre doua articulatii cardanice sau intre articulatia cardanica si unul din ansamblul transmisiei automobilului, avand rolul de a transmite la distanta momentul de torsiune. Arborii longitudinali sunt formati din partea centrala (arborele propriu-zis) de sectiune circulara si piese de legatura cu articulatiile cardanice sau ansamblul transmisiei.
Partea centrala a arborelui longitudinal poate fi tubulara sau plina. Arborii tubulari sunt cei mai utilizati, deoarece, in comparatie cu arborii cu sectiune plina, au o rigiditate mai mare pentru aceeasi greutate, permitand marirea turatiei de functionare. Forma constructiva a arborelui longitudinal depinde de lungimea dintre articulatiile cardanice, de regimul de incarcare si de locul de dispunere in cadrul transmisiei.
In figura 2.14, a este reprezentata constructia arborelui longitudinal executat dintr-un tub de otel 8, avand la capatul dinspre cutia de viteze, montat prin presare si consolidat prin sudura, un arbore canelat 5, pe care culiseaza furca 2 a articulatiei cardanice 1; la capatul dinspre puntea motoare este montata furca 10 a articulatiei cardanice 12. Montarea furcii 2 pe arborele 5, prin intermediul canelurilor, este necesara pentru a permite variatia distantei dintre axele crucilor cardanice 3 si 11 datorita variatiei sagetii suspensiei. Aceasta imbinare poarta denumirea de cuplaj de compensare axiala. Pentru micsorarea frecarii dintre caneluri si a uzurii lor, acestea! sunt unse prin intermediul ungatorului 4, montat in butucul furcii 2. Pentru ca unsoarea sa nu iasa din regiunea de ungere, precum si pentru a nu patrunde murdarie, butucul furcii 2 este prevazut la capat cu garnitura de etansare 6.
La alte tipuri constructive, cand arborii cardanici lucreaza in medii cu impuritati, cuplajul de compensare axiala, in afara de inelul de etansare l, este protejat de un manson gofrat din cauciuc 2 (fig. 2.14, b). In unele cazuri, pentru etansare, se utilizeaza un tub telescopic suplimentar 2 (fig.2.14, c), fixat pe arbore printr-un inel de cauciuc 4; Etansarea suplimentara se obtine prin inelul 3, montat la celalalt capat al tubului metalic 2. Formarea pernelor de aer in timpul deplasarilor relative se evita prin orificiul 5.
Dupa fabricare, arborele longitudinal, impreuna cu articulatiile cardanice este supus echilibrarii dinamice. Echilibrarea arborelui se realizeaza cu adaosuri de metal, prin sudare prin puncte, sub forma placutelor 7 si 9 (fig.2.14)
CAP.3
Elementele articulatiei cardanice care se calculeaza sunt: furca, crucea si rulmentii cu role-ace.
Furca cardanica este solicitata de forta F (ce actioneaza in punctul B si este perpendiculara pe planul furcii (fig. 3.15).
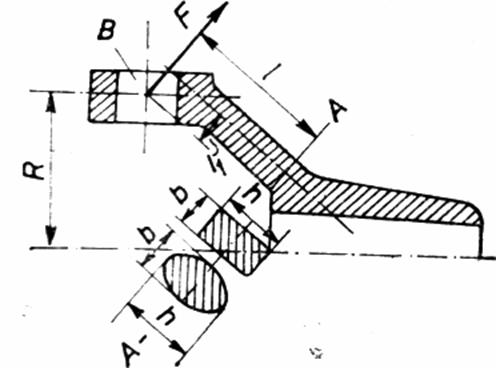
Fig. 3.15. Schema de calcul a furcii articulatiei cardanice
Sectiunea periculoasa A-A este solicitata la incovoiere si la rasucire. Forta F care solicita fiecare brat al furcii cardanice este data de relatia:
![]()
in care: Mc este momentul de calcul al transmisiei longitudinale; R-raza medie la care actioneaza forta F.
Efortul unitar de incovoiere in sectiunea A-A este:

unde Wi=b*h2/6 - pentru sectiunea dreptunghiulara si
Wi=b*h2/10 - pentru sectiunea eliptica.
Sub actiunea fortei, F bratul furcii, in sectiunea A-A, este solicitat la rasucire:

unde Wt=ab2h pentru sectiunea dreptunghiulara si
Wt=pb2h/16 0,2 b2h pentru sectiunea eliptica.
Coeficientul a depinde de raportul h/b (tabelul 3.1).
Valorile coeficientului a Tabelai 3.1
|
h/b | |||||||||||||
|
a | |||||||||||||
Pentru materialele furcilor cardanice, efortul unitar admisibil la incovoiere este sai=100-120 N/mm2, iar efortul unitar admisibil la torsiune tat=120-150 N/mm2.
Furcile cardanice se executa din oteluri cu continut mediu de carbon, 0,35-0,45%, sau din oteluri de imbunatatire slab aliate. Dupa calire si revenire, duritatea furcilor variaza intre 197 300 HB in functie de tipul automobilului.
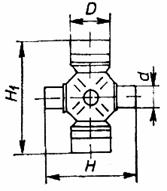
In tabelul 3.2 se dau principalele dimensiuni ale furcilor cardanice in functie de momentul maxim transmis.
Principalele dimensiuni ale furcilor cardanice in functie de momentul maxim transmis Tabelul 3.2
|
Momentul maxim transmis, N.m |
A |
B |
C |
D |
E |
F |
G |
H |
|
2,5+0,l5 | ||||||||
|
2,5+0,l5 | ||||||||
|
2,5+0,l5 | ||||||||
|
+/- 0,1 |
2,5+0,l5 | |||||||
|
2,5+0,l5 | ||||||||
|
|
||||||||
Crucea cardanica este supusa solicitarilor de incovoiere, forfecare si strivire de catre forta Fl (fig. 2,16). Forta F1 este rezultanta a doua forte, una din partea furcii arborelui conducator si alta din partea furcii arborelui condus. Rezultanta care actioneaza asupra fiecarui brat al crucii cardanice se calculeaza cu relatia:
![]()
unde g
este unghiul dintre axele arborilor.
Efortul unitar la incovoiere in sectiunea A-A, se calculeaza cu relatia:
Se admite un efort unitar admisibil la incovoiere sai=150-180 N/mm2.
Solicitarea la forfecare la baza fusului se determina cu relatia:
![]()
in care forta F` se calculeaza cu relatia:
![]()
Se recomanda taf=50-80 N/mm2.
Verificarea1 la strivire se face determinand presiunea specifica pe fusul crucii, sub actiunea fortei F1 cu relatia:
![]()
![]()
Se recomanda: ssa=8-10 N/mm2 pentru bucse din otel; ssa=35- -45 N/mm2 pentru rulmenti cu role-ace.
In tabelul 3.3 se dau principalele dimensiuni ale crucilor cardanice in functie de momentul maxim transmis.
Tabelul 3.3
|
Momentul maxim transmis, N.m |
d |
D |
H | |
|
| ||||
|
|
||||
Crucile cardanice se executa din oteluri aliate de cementare, elementul principal de aliere fiind cromul. Cementarea se face pe o adancime de 0,7-1,5 mm. Duritatea variaza intre 56 si 65 HRC.
Rulmentii utilizati la articulatiile cardanice se caracterizeaza printr-o miscare oscilatorie. Capacitatea portanta dinamica a rulmentilor cu role-ace se determina cu relatia:
C=afKS [N]
in care: a - este un coeficient care tine seama de caracterul rotatiei;
f - coeficient ce tine seama de conditiile de incarcare si functionare; K - sarcina specifica, in N/cm2; S - suprafata echivalenta de sprijin.
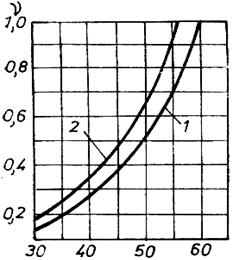
Coeficientul a, pentru rulmentii cu ace cu inel exterior forjat, are valoarea a=0,66, in cazul rotatiei continue, si a=0,6, in cazul rotatiei oscilatorii. Pentru celelalte tipuri de rulmenti cu ace, a==l, in cazul rotatiei continue, si a=0,9, in cazul rotatiei oscilatorii, in cazul sarcinii variabile, se recomanda f=0,7. Sarcina specifica K se determina in functie de durabilitatea adoptata si de produsul nd din figura 3.17 (n fiind turatia, in rpm, iar d diametrul caii de rulare, in mm). Valorile K determinate cu ajutorul diagramei din figura 3.17 corespund unei duritati HRC=60. Daca duritatea este mai redusa, atunci K trebuie micsorat la K'=nK. Coeficientul n este dat in figura 3.18, in care curba 2 este valabila pentru rulmentii cu inel exterior forjat, iar curba l pentru ceilalti rulmenti cu ace. In general, pentru valorile extreme ale lui d si n, valorile pentru K se adopta: Kmax=<50 N/mm2 pentru rulmentii cu inel exterior forjat si Kmax=<70 N/mm2 pentru restul rulmentilor.
 Duritatea (HRC)
Duritatea (HRC)
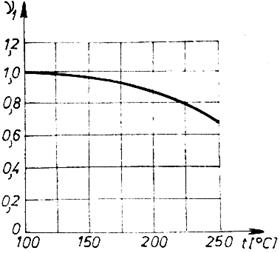
Fig. 3.18. Coeficientul n de influenta Fig. 3.19. Coeficientul n1 de influenta
a duritatii sarcinii specifice K. influenta a temperaturii asupra capacitatii
dinamice portante C.
Suprafata echivalenta de sprijin se determina cu relatia:
S=l*d/100 [cm2] (3.21)
in care l este lungimea acului rulmentului, in mm
Influenta temperaturii asupra capacitatii portante dinamice C se ia in considerare prin coeficientul n de micsorare a acesteia (C`=n C), conform figurii 3.19.
Capacitatea portanta statica a rulmentilor cu ace se determina cu relatiile:
pentru rulmentii cu inel exterior forjat:
C0=0,66 K0 S; (3.22)
pentru restul rulmentilor:
C0=K0 S, (3.23)
in care: S este suprafata echivalenta de sprijin; K0=165 N/mm2 pentru rulmentii cu inel exterior forjat; K0= 210 N/mm2 pentru restul rulmentilor cu ace.
In cazul in care duritatea HRC<60, valorile sarcinii specifice K0 se micsoreaza (K`0 = n' K0) conform curbei l (fig. 3.20) pentru rulmentii cu inel exterior forjat sau dupa curba 2 pentru restul rulmentilor.
CAP.4
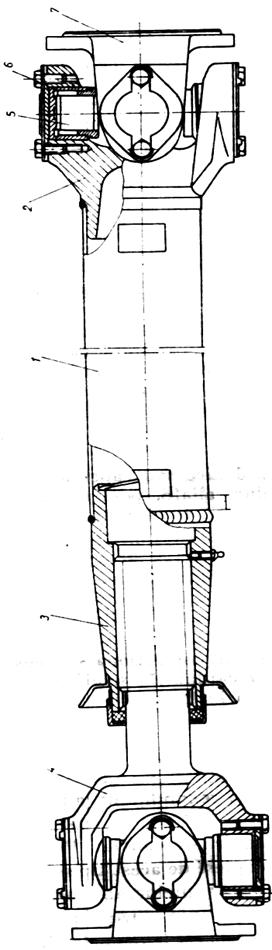
Principalele conditii tehnice ale arborelui cardanic asamblat, se refera la corectitudinea asamblarii (axele furcilor sa fie in acelasi plan) precum si la echilibrarea dinamica a acestuia (fig. 4.22). Alte conditii tehnice privind executia pieselor separate se arata in figura 4.31 si 4.32.
Pentru executia arborelui tubular se folosesc tevi speciale de otel trase la rece, fara sudura sau sudate, din calitatile de oteluri OLC 15,18 MC 10 etc.
Pentru furcile cardanice sau capetele canelate se folosesc oteluri carbon de calitate sau oteluri aliate, pentru comentare sau imbunatatire 18 MC 10,21 TMC 12, OLC 45 X, 40 C10 etc.
Crucea cardanica se executa din oteluri aliate cu continut redus de carbon 15 MoMC 12, 21 TMC 12, 13 CN 30, care se supun cementarii urmata de calire si revenire ; duritatea dupa tratament ajunge la 57. .. 65 HRC. Uneori se folosesc oteluri aliate cu continut mediu de carbon, de tipul 41 C 10,40 MC11, la care se aplica un tratament termic de imbunatatire urmat de calire prin curenti de inductie.
Pentru confectionarea pieselor arborilor cardanici (furci, parti canelate, crucea cardanica) semifabricatele se obtin prin matritare de precizie cu incalzire in instalatii cu curenti de inductie sau in cuptoare cu atmosfera controlata.
Defectele care apar in exploatarea transmisiei longitudinale pot fi: dezechilibrarea arborilor longitudinali; ruperea arborilor longitudinali; deformarea sau ruperea crucilor articulatiilor cardanice ; slabirea sau ruperea suportului intermediar ; deteriorarea rulmentului suportului intermediar.
Defectul se manifesta prin vibratii pe timpul deplasarii automobilului.
Defectul se datoreste: dezlipirii placutelor de echilibrare;deformarii arborelui prin lovire ; uzurii pronuntate a crucilor cardanice ; existentei unui joc prea mare intre canelurile arborelui si butucul furcii culisante; deformarii flanselor de prindere ; uzurii rulmentilor de la arborele secundar al cutiei de viteze sau de la pinionul de atac al transmisiei principale.
In cazul in care vibratia nu este puternica, se continua deplasarea automobilului cu viteza redusa pana la atelierul de reparatie, unde se verifica In amanunt cauzele dezechilibrului.
Datorita acestor defecte, automobilul nu poate porni sau, daca se gaseste in miscare, se poate rasturna.
Defectele se datoresc : manevrarilor necorespunzatoare ale ambreiajului (bruscarii ambreiajului); uzurilor articulatiilor cardanice si cedarii materialului.
La aparitia defectului, care este insotit de un zgomot puternic, se opreste imediat automobilul, dupa care se demonteaza arborele longitudinal rupt si se remorcheaza automobilul pana la atelierul de reparatie.
Defectul se datoreste desfacerii sau ruperii suruburilor de prindere. Initial, defectul se manifesta printr-un zgomot puternic dupa care automobilul incepe sa vibreze.
Inlaturarea defectului consta in strangerea suruburilor, in cazul In care s-au rupt umerii suportului, automobilul trebuie remorcat pana la atelierul de reparatie. Pentru aceasta, se demonteaza intregul suport si arborele respectiv
Se desfac piulitele care fixeaza transmisia cardanica de flansa arborelui secundar al schimbatorului de viteze si de puntea motoare.
Apoi, se demonteaza suportul lagarului intermediar.
Dupa indepartarea placii inferioare de pe cadru, se scoate transmisia cardanica. Se va avea grija sa nu se loveasca arborele cardanic, intrucat se poate dezechilibra.
Dezasamblarea transmisiei cardanice cuprinde, in specia urmatoarele :
demontarea crucilor cardanice,
depresarea rulmentilor,
demontarea suportului lagarului intermediar.
In continuare, se prezinta succint procesul tehnologic de reconditionare a reperelor reprezentative care intra in componenta transmisiei cardanice de la automobilele din familia Roman
Crucile cardanice ale autocamioanelor din familia Roman se executa din otel 21 MoMC 12. in urma tratamentului termic de cementare se obtine o duritate de 62 ± 3 HRC.
Crucea cardanica se reformeaza daca prezinta fisuri sau crapaturi de orice natura, indiferent de pozitie.
Crucea cardanica poate prezenta urmatoarele defecte (fig. 4.25): uzura suprafetei de lucru l a fusurilor; uzura filetului 3; uzura frontala
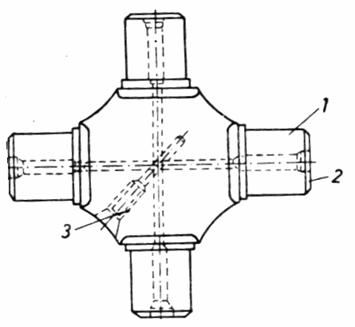
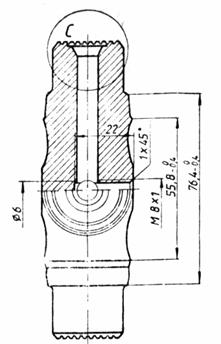
Fig. 4.25. Defectele crucii cardanice.
Usura
suprafetei de lucru, a fusurilor se stabileste prin masurare cu micrometru
de exterior sau cu calibru potcoava la cota f23,700
mm.
Se
reconditioneaza prin metalizare sau cromare urmata de rectificare
la cota nominala.
Usura filetului se stabileste cu calibru pentru filet M 8x1. Cand sunt deteriorate mai mult de doua spire, se reconditioneaza prin incarcare cu sudura, gaurire si refiletare la cota nominala.
Uzura
frontala a fusurilor se stabileste cu calibru potcoava la cota
96,00 mm. Se reconditioneaza prin incarcare cu sudura
electrica si rectificarea plana la cota nominala 96,80-0,054
mm, sau prin rectificare plani si folosirea unor saibe compensatoare.
La prelucrarea acestei piese problema tehnologica cea mai importanta care se impune a fi rezolvata este asigurarea perpendicularitatii axelor de simetrie, pastrand in acelasi timp coaxialitatea bratelor diametral opuse. Axa de simetrie a tuturor bratelor trebuie sa fie in acelasi plan, iar unghiul dintre acestea in planul orizontal sa fie de 90°. Alte conditii tehnice sunt date in figura 4.25.
Succesiunea principalelor operatii de prelucrare mecanica poate fi urmatoarea: frezarea suprafetelor frontale ale bratelor; centruirea bratelor; strunjirea de degrosare si finisare a bratelor ; spalarea ; controlul intermediar ; tratamentul termic (de exemplu, calire prin curenti de inductie) ; rectificarea de degrosare a bratelor ; rectificarea de finisare a bratelor ; superfinisare ; spalarea ; controlul final.
Reconditionarea consta in incarcarea suprafetelor uzate cu aliaje dure (incarcare prin sudura, prin metalizare cu pulberi, prin cromare), rectificarea fusurilor la cota nominala si refacerea filetului la dimensiunea corespunzatoare gresorului. Cand crucile cardanice prezinta fisuri, uzuri exagerate, deformatii ce nu se pot inlatura ele se reformeaza.
Furca cu butuc de la autocamioanele Roman se executa din otel OLC 45, aplicandu-se un tratament termic de imbunatatire.
Furca canelata se reformeaza in urmatoarele cazuri: fisuri sau rupturi de orice natura sau pozitie; diametrul gaurii pentru rulment mai mare de f40,00 mm; grosimea canelurii mai mica de 5,100 mm ; diametrul de centrare a canelurilor mai mare de 60,000 mm.
Furca cu butuc poate avea urmatoarele defecte (figura 4.26): incovoierea tevii l; uzura locasurilor 2 pentru rulmentii cardanici cu ace; uzura filetului 3 pentru gresor; uzura in grosime a canelurilor 4; uzurii suprafetei 5 de centrare a canelurilor (uzura in inaltime a canelurilor)
Incovoierea tevii se masoara utilizand un dispozitiv de centrare pe caneluri si pe locasurile rulmentilor. Se reconditioneaza prin indreptare cu o presa de 10 tf; bataia maxima admisa este de 0,15 mm.
Uzura locasurilor pentru rulmentii carbonici cu ace se stabileste prin masurare cu micrometru de interior sau cu calibru tampon la cota f38,040 mm. Se repara prin alezarea locasului rulmentilor la cota de reparatie f38,10+0,025mm. Inelul exterior al rulmentului cu ace (care se va folosi in acest caz) se va croma, iar apoi se va rectifica la cota de reparatie f38,1+0,026+0,024 mm.
Uzura filetului pentru gresor se stabileste cu un calibru pentru filet M10x1. Daca sunt uzate mai mult de doua spire, se reconditioneaza prin incarcare cu sudura, gaurire si refiletare la cota nominala.
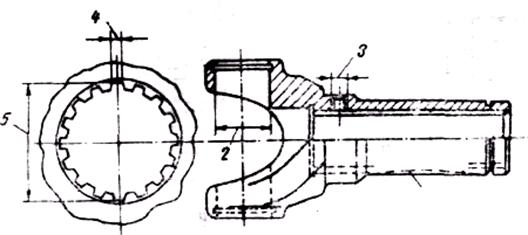
Fig. 4.26. Defectele furcii cu butuc.
Uzura in grosime a canelurilor se stabileste prin masurare cu o cala de verificare la cota 5,00 mm. Se reconditioneaza prin brosarea canelurii la cota de reparatie 5,l+0,02+0,047 mm cu suprafata de centrare la f600-0,030 mm. La montaj, se va folosi un fus (cap cardanic) majorat la cota de reparatie 5,l-0,043-0,013 mm pentru grosimea canelurii si f60-0,040-0,065 mm pentru suprafata de centrare. Defectul s-ar putea inlatura si aplicand metoda de reconditionare prin inlocuirea unei parti din piesa.
Uzura suprafetei de centrare a canelurilor se elimina prin aplicarea solutiei de reconditionare a uzurii in grosime a canelurilor precizata mai sus
Furca cu butuc de la autocamioanele Roman se executa din otel OLC 45, aplicandu-se un tratament termic de imbunatatire.
Furca cu flansa se reformeaza cand prezinta fisuri sau rupturi, cand diametrul gaurii pentru rulment este mai mare de 0 40 mm si cand grosimea flansei de prindere este mai mica de 7 mm.
Defectele reprezentative ale furcii cu flansa sunt (figura 4.27): uzura gaurilor de prindere a flansei l cu flansa de pe arborele secundar al schimbatorului de viteze si uzura locasurilor 2 pentru rulmentii cardanici cu ace
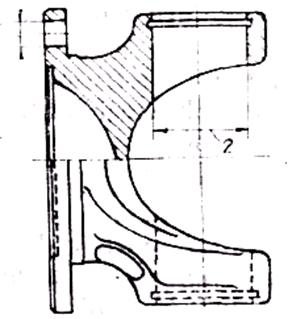
Fig. 4.28. Defectele furcii cu flansa
Uzura gaurilor de prindere a flansei se stabileste prin masurare cu subler de interior sau cu calibru tampon la cota f10,40 mm.
Se repara prin incarcare cu sudura si gaurire la cota nominala.
Uzura locasurilor pentru rulmenti se stabileste prin masurare cu micrometru de interior sau cu calibru tampon la cota f38,040 mm. Se reconditioneaza in mod identic ca la furca cu butuc.
Otel 41 VMoC 17 imbunatatit.
Fisuri sau rupturi de orice natura sau pozitie; incovoierea sau torsionarea axului; latimea canelurii mai mica de 4,800 mm; diametrul suprafetei de centrare a canelurilor mai mic de 50,500 mm.
Defectele posibile ale fusului axului cardanic al autocamioanelor Roman (fig. 4.29) sunt: uzura in latime l a canelurilor si uzura suprafetei de centrare 2 a canelurilor.
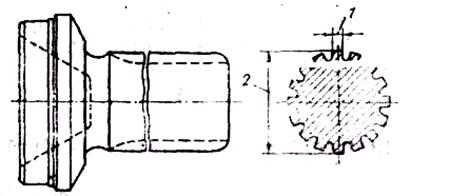
Fig. 4.29. Defectele fusului axului cardanic.
Uzura in latime a canelurilor se stabileste prin masurare cu un sablon la cota de 4,80 mm.
Uzura suprafetei de centrare a canelurilor se constata prin masurare cu micrometru de exterior sau cu calibru potcoava la cota f50,500 mm.
Ambele defecte se pot reconditiona conform celor precizate la repararea furcii cu butuc.
Axul intermediar al transmisiei cardanice de la autocamioanele Roman se executa din otel 50 VO 11 tras la rece si imbunatatit. Acest reper nu se reconditioneaza, ci se refoloseste sau se reformeaza.
Conditiile tehnice de reformare sunt urmatoarele : fisuri de orice natura sau pozitie; stirbituri sau rupturi ale canelurilor; incovoierea sau torsionarea arului; latimea canelurii mai mica de 6,700 mm; supra fata de centrare a canelurilor mai mica de f41,690 mm.
Fonta cenusie Fc 20
La fisuri mai mari de 15 mm sau mai mici de 15 mm, dar mai multe de trei si rupturi de orice natura sau pozitie.
Defectele posibile ale carcasei lagarului pentru axul cardanic (figura 4.30) sunt urmatoarele: uzura locasului 1 pentru rulment; deteriorarea filetului 2 la gaurile de prindere a capacului; deteriorarea filetului 3 pentru gresor; fisuri reduse ale carcasei 4; uzura alezajului 5 pentru umarul inelului de etansare.
 Tehnologia de
reconditionare
Tehnologia de
reconditionare Uzura locasului pentru rulment se stabileste prin masurare cu micrometru de interior sau cu calibru tampon la cota 0100,080 mm. Se reconditioneaza prin incarcare cu sudura (sau metalizare) si prelucrare la cota nominala.
Deteriorarea filetului la gaurile de prindere a capacului se constata cu calibru pentru filet M 8. Se reconditioneaza prin refiletare la cota majorata M 10.
Deteriorarea filetului pentru gresor se constata cu calibru pentru filet M8x1.
Se reconditioneaza prin incarcarea gaurii cu sudura, gaurire si refiletare Ia cota nominala.
 Fisurarea carcasei se
constata vizual. Cand lungimea fisurii este mai mica de 15 mm si
cand numarul lor nu este mai mare de trei, se reconditioneaza
prin sudare si ajustare.
Fisurarea carcasei se
constata vizual. Cand lungimea fisurii este mai mica de 15 mm si
cand numarul lor nu este mai mare de trei, se reconditioneaza
prin sudare si ajustare.
Uzura alezajului pentru umarul inelului de etansare se stabileste prin masurare cu micrometru de interior sau cu calibru tampon la cota f64,500 mm. Se reconditioneaza prin incarcare cu sudura si prelucrare la dimensiunile nominale.
Asamblarea transmisiei cardanice consta in montarea rulmentilor pe crucile cardanice si asamblarea acestora cu furcile cardanice.
Dupa reconditionarea pieselor componente, transmisia cardanica se asambleaza si se verifica.
Pentru a realiza o asamblare corecta, se va urmari ca rulmentii sa aiba numarul corespunzator de ace, garniturile tip simering sa fie prevazute cu arcuri, furca canelata sa se deplaseze usor pe mansonul canelat, iar crucile sa se roteasca fara intepeniri in rulmentii furcilor.
Dupa asamblare, arborii cardanici si transmisia cardanica in intregime se supun echilibrarii dinamice. Cauza aparitiei dezechilibrarilor la transmisia cardanica asamblata o constituie masele neechilibrate ale componentelor sale. De aceea, este necesar ca arborii cardanici, furcile canelate si celelalte componente ale transmisiei cardanice sa fie echilibrate separat, pe standuri de echilibrat obisnuite. Exista si standuri speciale pentru echilibrarea dinamica a arborilor cardanici asamblati, asa cum este cel din figura 4.31. Componentele acestui stand sunt montate pe placa 7, care se sprijina pe suporturile reglabile 2. Standul este prevazut cu suporturile 7 si 9 pe care se sprijina rama 8, fixata cu colierele 5. Pe rama este fixata rigid bobina unui traductor amplasat in suportul 3. Rama si bobina traduc torului sunt sensibile la oscilatii transversale. Transmisia cardanica asamblata 6 este fixata rigid in dispozitivele 4.
Standul este prevazut cu partea de actionare 10 si cu elementele de comanda. In timpul rotirii transmisiei cardanice, fortele centrifuge date de masele neechilibrate provoaca oscilatii transversale in rama 8, care sunt receptionate de bobina traductorului si transformate in impulsuri electrice inregistrate de un galvanometru. Standul indica marimea dezechilibrajului si pozitia unghiulara a maselor de echilibrare ce urmeaza sa fie sudate pe arborii cardanici neechilibrati.
Valoarea dezechilibrului trebuie sa fie sub cea maxima prescrisa de constructor.
La controlul echilibrarii dinamice se urmareste in special perpendicularitatea alezajelor furcii cu axa piesei, pozitia de simetrie a furcii fata de aceeasi axa si marimea dezechilibrajului (Fig. 4.32.).
Montarea
transmisiei pe autocamion se efectueaza respectand
urmatoarele doua conditii extrem de importante pentru ca
pinionul de
atac sa se roteasca uniform:
furcile articulatiilor cardanice, care se monteaza pe arborele cardanic, sa se afle in acelasi plan ;
unghiurile de inclinare,din fata si din spate, ale arborelui cardanic sa fie egale.
Montarea pe automobil a transmisiei cardanice are loc in ordinea inversa a operatiilor de la demontare.
La finalul montarii transmisiei cardanice se va mai face un ultim control, numit si control final
CAP.5
Potrivit legislatiei de protectie a muncii, organele conducatoare, in colaborare cu organele sindicale si cu sprijinul organelor medico-sanitare sunt obligate sa ia masuri corespunzatoare de protectie si igena a muncii. In fiecare inteprindere si la fiecare loc de munca este obligatoriu sa se efectueze cu toti muncitorii un instructaj de protectia muncii. Instructajul este obligatoriu sa se efectueze cu toti muncitorii, pentru noii angajati precum si pentru cei ce isi schimba locul de munca
In atelierele mecanice (strungarie, rectificare, frezare, rabotare, honuire, rodare, lustruire etc.) precum si pe liniile tehnologice de prelucrare mecanica, sursele de pericol sunt determinate de : fixarea necorespunzatoare a pieselor, sculelor aschietoare si a dispozitivelor universale sau speciale de prindere a piesei; aschiile ce se detaseaza in timpul aschierii; fragmentele de scula aschietoare (burghiu, piatra de rectificat, cutit etc.) expulzate din zona de aschiere; actiunea curentului electric asupra organismului; actiunea organelor de transmisie si a mecanismelor neprotejate asupra echipamentului si organismului operatorului.
 Masurile de
prevenire a accidentelor in sectoarele de prelucrari mecanice rezulta
din respectarea tuturor normelor specifice de protectie a muncii cuprinse in
normativele departamentale si in instructiunile proprii ale intreprinderilor.
De exemplu, la rectificarea semifabricatelor sau pieselor auto ce trebuie
reconditionate precum si la ascutirea sculelor, principalul
pericol il constituie spargerea discului abraziv. Pentru prevenirea
accidentelor deosebit de grave ce se pot produce in acest caz este necesar ca
discurile abrazive sa fie verificate de catre organul C.T.C. (la sunet
pentru identificarea fisurilor si la echilibrarea statico-dinamica) inainte
de montarea lor pe masina. Montarea discului abraziv trebuie facuta
astfel incat sa se asigure o centrare perfecta a acestuia fata
de axul de rotatie, evitandu-se montarea lui gresita (poz. b,
c,h). Cele mai eficiente dispozitive de protectie sunt carcasele de
protectie, ecranele de protectie, instalatiile de iluminat, suporti
de mana pentru sustinerea piesei in timpul prelucrarii, instalatiile
de ventilatie a pulberilor produse. Aceste dispozitive au fost prevazute
in constructia polizorului prezentat in figura 5.33., proiectat de
Institutul de cercetari stiintifice pentru protectia
muncii.
Masurile de
prevenire a accidentelor in sectoarele de prelucrari mecanice rezulta
din respectarea tuturor normelor specifice de protectie a muncii cuprinse in
normativele departamentale si in instructiunile proprii ale intreprinderilor.
De exemplu, la rectificarea semifabricatelor sau pieselor auto ce trebuie
reconditionate precum si la ascutirea sculelor, principalul
pericol il constituie spargerea discului abraziv. Pentru prevenirea
accidentelor deosebit de grave ce se pot produce in acest caz este necesar ca
discurile abrazive sa fie verificate de catre organul C.T.C. (la sunet
pentru identificarea fisurilor si la echilibrarea statico-dinamica) inainte
de montarea lor pe masina. Montarea discului abraziv trebuie facuta
astfel incat sa se asigure o centrare perfecta a acestuia fata
de axul de rotatie, evitandu-se montarea lui gresita (poz. b,
c,h). Cele mai eficiente dispozitive de protectie sunt carcasele de
protectie, ecranele de protectie, instalatiile de iluminat, suporti
de mana pentru sustinerea piesei in timpul prelucrarii, instalatiile
de ventilatie a pulberilor produse. Aceste dispozitive au fost prevazute
in constructia polizorului prezentat in figura 5.33., proiectat de
Institutul de cercetari stiintifice pentru protectia
muncii.
In sectiile (atelierele) de fabricat sau reparat caroserii de autovehicule precum si in sectoarele de reconditionare a pieselor prin sudare si metalizare electrica ori cu jet de plasma se pot produce electrocutari atunci cand operatorul, neprotejat u echipament corespunzator, atinge simultan doua puncte care au intre ele o diferenta de potential mai mare de 40 V. Gravitatea accidentului prin electrocutare depinde de valoarea intensitatii curentului ce strabate corpul omenesc : pentru intensitati de peste 0,050 A c.a. sau 0,090A c.c. se produce moartea accidentatului cu o constitutie fizica normala, de adult.
 Protectia
impotriva electrocutarilor si a oftalmiilor se asigura prin :
utilizarea echipamentului de protectie (fig.5.34. a, b, c), a sculelor
izolate, instalatiilor si indicatoarelor de avertizare ; legarea la pamant
sau la nul a surselor de energie, a masinilor si a pieselor ;
asigurarea inaccesibilitatii Ia elementele care fac parte din
circuitele electrice ; utilizarea sculelor si lampilor electrice
portative, alimentate la tensiuni reduse; deconectarea automata in cazul scurgerilor
de curent sau atingerilor periculoase ; organizarea cabinelor si punctelor
de sudare electrica.
Protectia
impotriva electrocutarilor si a oftalmiilor se asigura prin :
utilizarea echipamentului de protectie (fig.5.34. a, b, c), a sculelor
izolate, instalatiilor si indicatoarelor de avertizare ; legarea la pamant
sau la nul a surselor de energie, a masinilor si a pieselor ;
asigurarea inaccesibilitatii Ia elementele care fac parte din
circuitele electrice ; utilizarea sculelor si lampilor electrice
portative, alimentate la tensiuni reduse; deconectarea automata in cazul scurgerilor
de curent sau atingerilor periculoase ; organizarea cabinelor si punctelor
de sudare electrica.
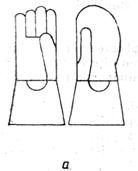
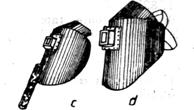
Fig. 20.4. Manusi electroizolante pentru sudori a (stanga cu cinci degete si dreapta cu un deget) ;
b - ochelari de protectie pentru sudarea si taierea oxigaz ; c - masca de protectie, de mina,pentru sudarea cu arc electric ; d - masca de cap.
Sudarea si
metalizarea oxigaz poate provoca accidente foarte grave, explozii si
incendii datorita amestecurilor explozibile C2H2+02,
C2H2+O2 + aer si O2 + substante
organice (grasimi, uleiuri etc.). Masurile de protectie la
sudarea sau metalizarea oxigaz sunt: amenajarea corespunzatoare a postului
de sudare(fig. 5.35.); depozitarea, pastrarea, intretinerea si
utilizarea corespunzatoare a generatoarelor si buteliilor de C2H2,
a buteliilor de O2 ; manipularea atenta a robinetelor,
buteliilor, reductoarelor de presiune si suflaiului de sudare; mentinerea
in perfecta stare tehnica a tuburilor de cauciuc si a celorlalte
elemente  componente ale instalatiei
de sudare; utilizarea echipamentului individual de protectie.
componente ale instalatiei
de sudare; utilizarea echipamentului individual de protectie.
Instalatiile tehnologice, sectiile si spatiile de productie se clasifica, in functie de pericolul de incendiu al procesului tehnologic si al proprietatilor materialelor utilizate sau prelucrate, in cinci clase : A, B, C, D si E, in ordinea scaderii pericolului de incendiu.
Permisul de lucru cu foc trebuie eliberat pentru urmatoarele lucrari : sudare, taiere si lipire oxigaz a materialelor metalice ; forjare si cazangerie etc.
Pentru pregatirea locului unde se va lucra cu foc se iau urmatoarele masuri : stabilirea amplasamentului ; indepartarea sau protejarea prin paravane, perdele de apa etc., a materialelor combustibile din apropiere ; instalarea mijloacelor de stingere (hidranti interiori, sprinklere, drencere, hidranti exteriori, bazine etc.); instruirea lucratorilor; asigurarea supravegherii si controlului obligatoriu la incheierea schimbului de lucru etc.
in locurile care prezinta pericol de incendiu si explozie sunt interzise : folosirea flacarii deschise ; utilizarea sculelor ce produc scantei sau a incaltamintei cu blacheuri, potcoave din materiale ce produc scantei.
La sudarea, taierea, lipirea si metalizarea cu flacara precum si in sectiile (atelierele) de vopsitorie, tapiterie, acoperiri galvanice se vor respecta normele specifice de prevenire si stingere a incendiilor.
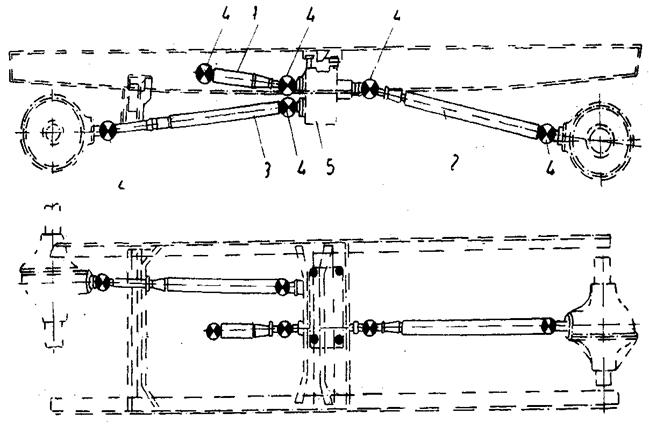
Fig.1.3 Schema transmisiei longitudinale la automobilele 4X4:
1 - arbore longitudinal intermediar; 2 - arborele longitudinal al puntii din spate; 3 - arborele longitudinal al puntii din fata; 4 - articulatii cardanice; 5 - reductor-distribuitor.
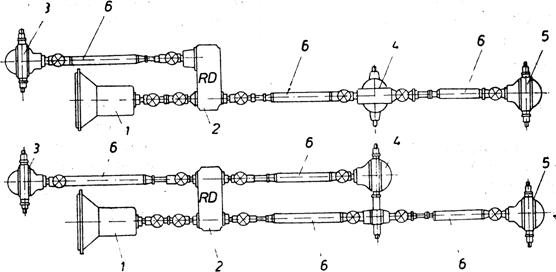
Fig.1.5 Scheme de transmisii longitudinale utilizate la automobilele 6X6:1 - cutie de viteze; 2 - reductor-distribuitor; 3, 4 si 5 - punti motoare; 6 - arbori longitudinali.
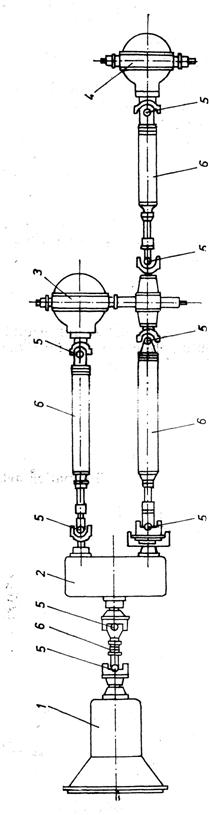


Fig.1.4. Scheme de transmisii longitudinale utilizate la automobilele 6x4:
l - cutie de viteze; 2 - reductor-distribuitor; 3 si 4 - punti motoare; 5-articulatii cardanice; 6 - arbori longitudinali.
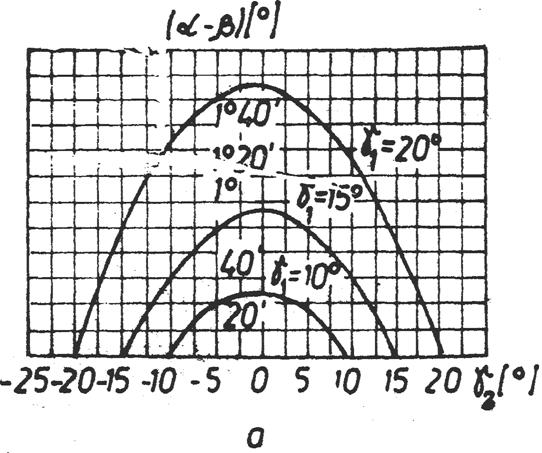
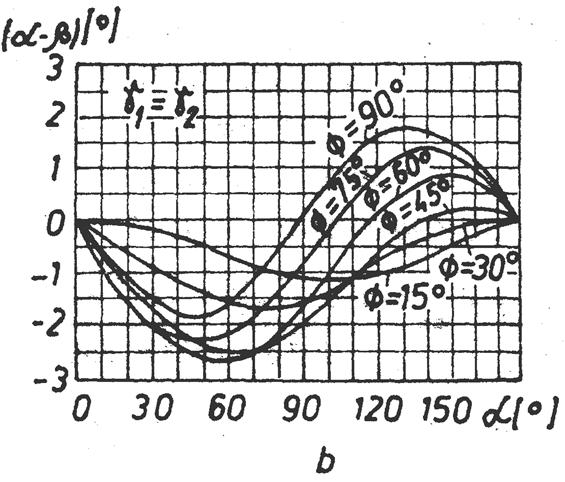
Fig.1.9. Variatia decalajului unghiular al transmisiei longitudinale bicardanice, in functie de unghiurile de inclinare ale arborilor si de pozitia furcilor arborelui longitudinal.
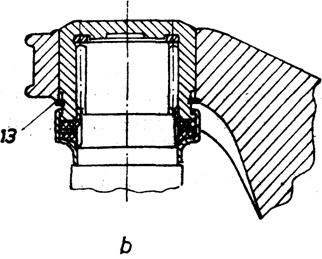
 Fig. 2.11. Constructia articulatiei cardanice asincrone rigide, de tip deschis
Fig. 2.11. Constructia articulatiei cardanice asincrone rigide, de tip deschis
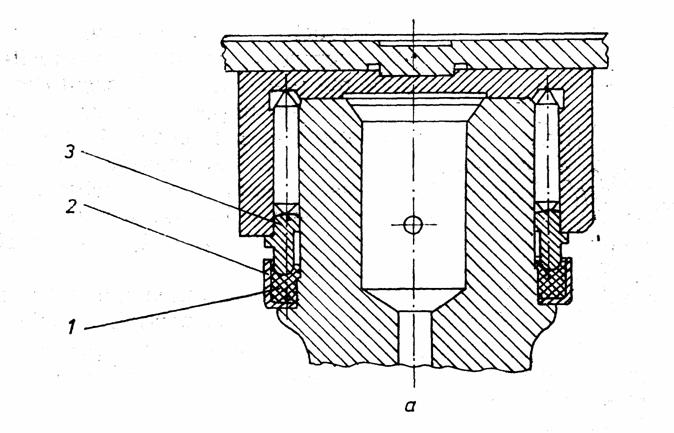
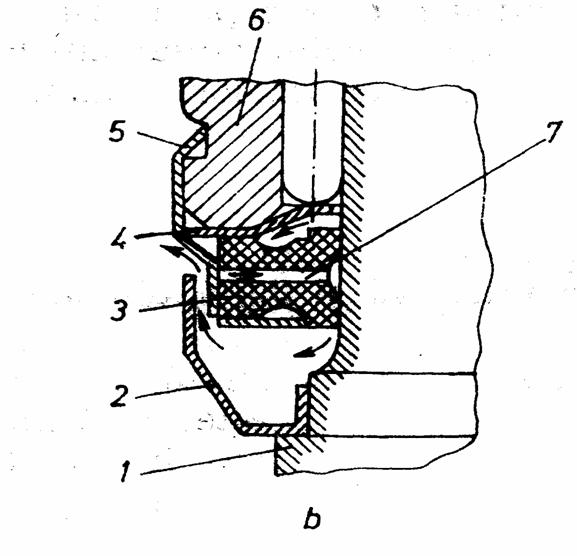
Fig.2.l2. Sisteme de etansare utilizate la articulatiile cardanice.
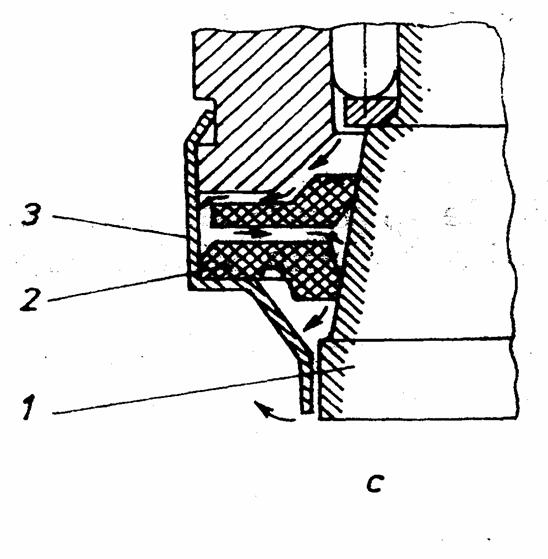
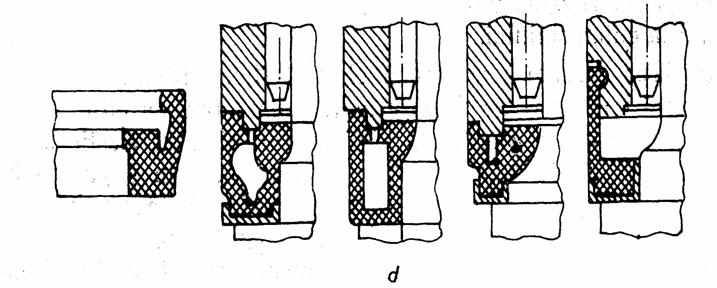
Fig.2.l2. Sisteme de etansare utilizate la articulatiile cardanice
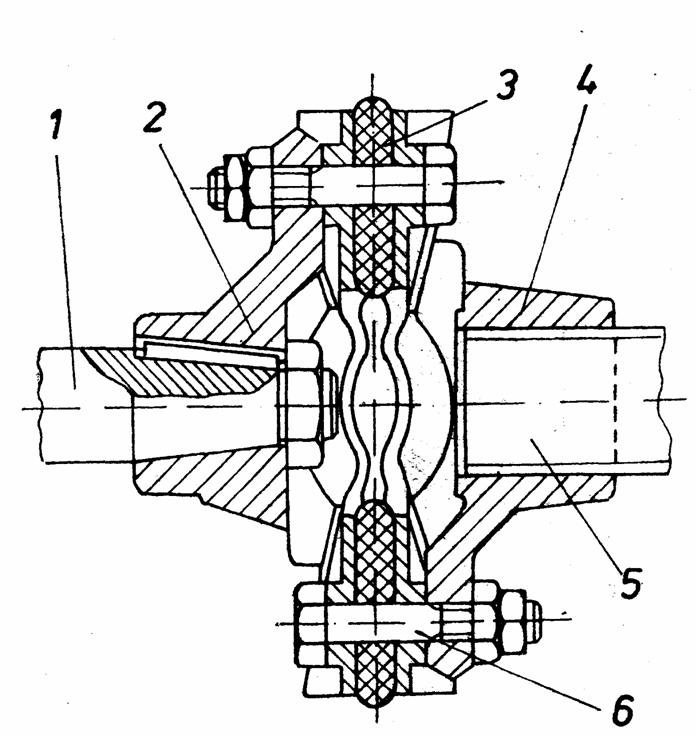
Fig.2.13. Constructia articulatiei cardanice asincrone elastice.
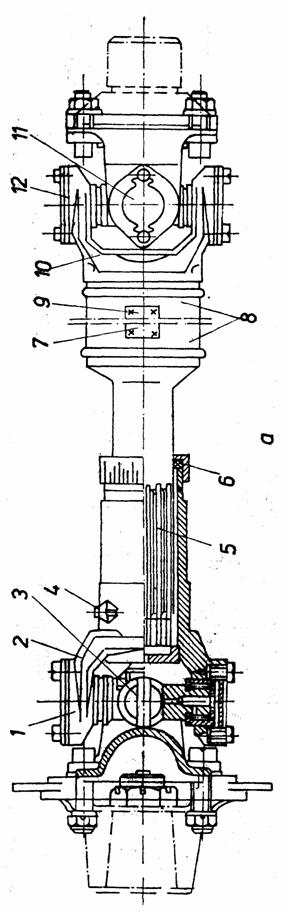 Fig. 2.14. Constructia arborelui longitudinal.
Fig. 2.14. Constructia arborelui longitudinal.
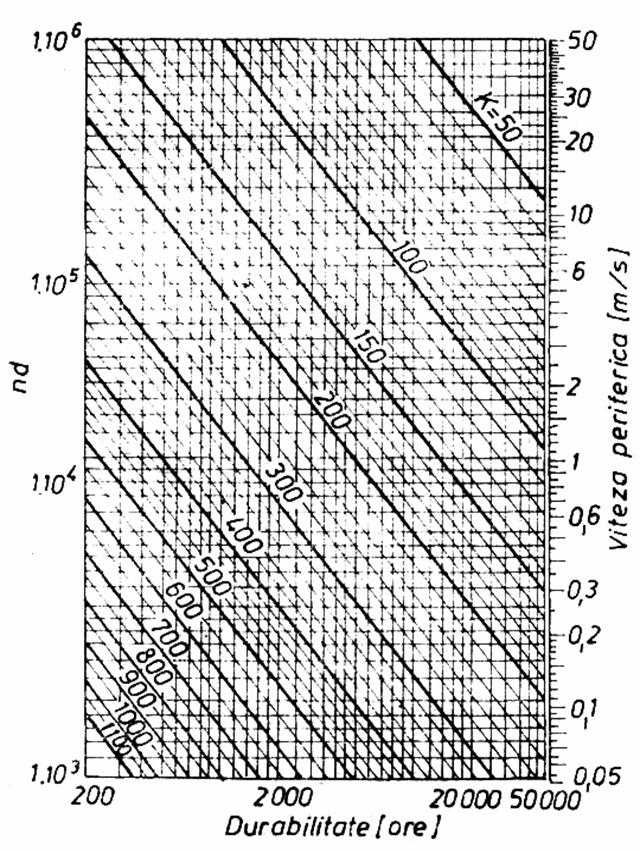
Fig. 2.21. Sarcina specifica K in functie de durabilitate si produsul n*d.
Conditii tehnice
Arborele cardanic se va echilibra, dinamic,dezechilibrarea maxima admisa 5 Nm. Dezechilibrarea se corecteaza prin sudarea placilor la ambele capete ale tevii Dupa montare deplasarea furcii canelate in manson trebuie sa se faca usor. Rasucirea arborelui cardanic la un capat fiind fix. iar la celalalt aplicand un moment de 70 Nm trebuie sa fie mai mult de 0.3 mm masurat la o raza de 35 mm. La montarea arborelui se va avea grija ca axele turcilor sa fie in acelas plan.
Fig. 4.22. Arbore cardanic asamblat.
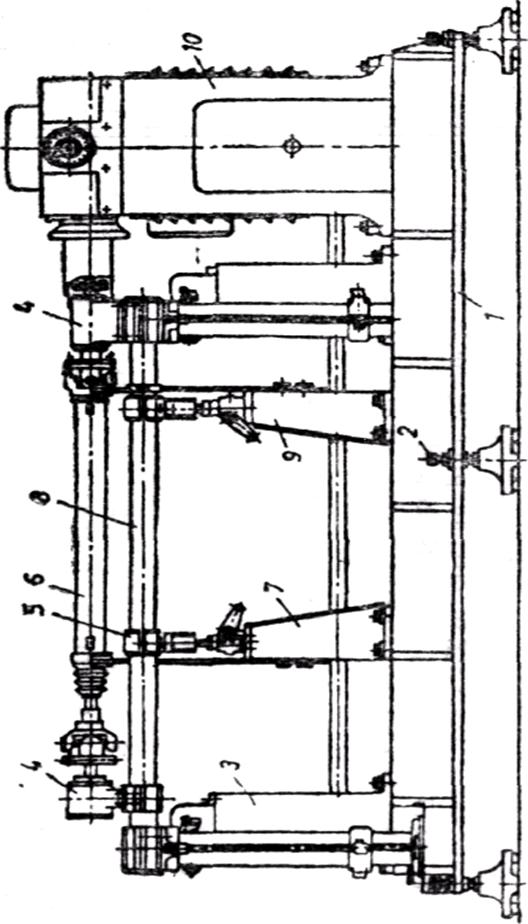
Fig. 4.31. Stand pentru echilibrarea transmisiei cardanice.
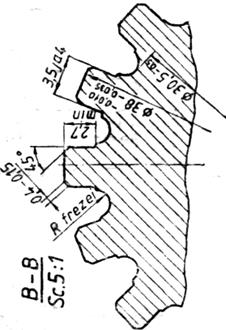
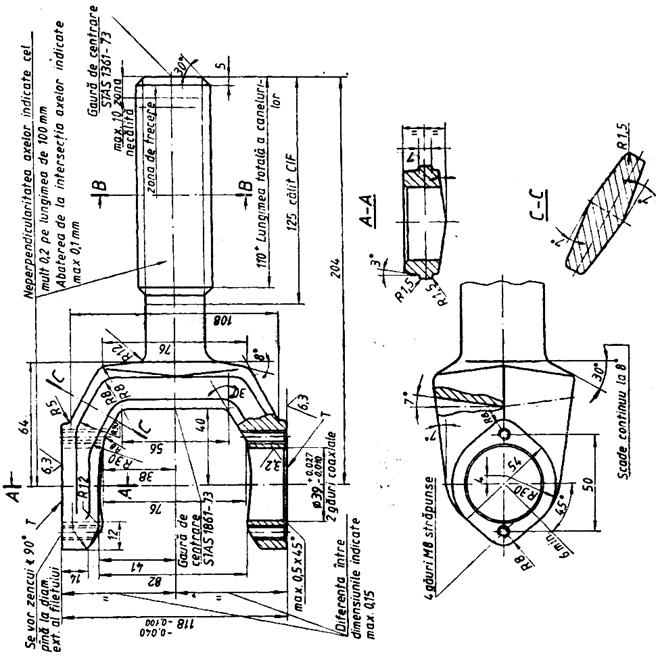
Fig. 4.32. Furca cu arbore canelat.
Bibliografie
Gheorghe Fratila s.a. : Automobile, EDP Buc.-1987
Nicolae Tecusa s.a. : Tractoare si Automobile, EDP Buc. 1982
Francu Tanase s.a. : Tehnologia repararii automobilului, EDP Buc.1983
Al. Groza s.a. : Metode si lucrari practice pentru repararea automobilului, ET1985
Gheorghe Potincu s.a. : Automobile, EDP Buc.1980
Gh. Fratila si E. Draghici s.a.: Masini si utilaje, constructii de autovehicule, EDP Buc.1980
M. Untaru, Gh. Fratila, I. Tabacu s.a. : C.C.A. EDP Buc-1982
Corneliu Mondiru : Automobile Dacia. Dignosticare-Intretinere-Reparare, ET Buc.2003
Dudita Florin : Transmisii cardanice, ET Buc.1966
D.Marincas si D.Abaitancei : Fabricarea si repararea autovehiculelor rutiere
Cursul predat la clasa
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |