
1. Sisteme de producție distribuite și caracteristicile lor
In ciuda dezvoltarii avansate a automatizarii, erorile/defecțiunile sunt evenimente ce nu pot fi ignorate in sistemul real de producție. In general, in publicațiile de specialitate se considera numai descrierea și optimizarea proceselor in condiții normale . In dezvoltarea metodologiilor trebuie luate in considerare nu numai procese normale dar și de asemenea determinarea și tratarea erorilor care sunt esențiale pentru imbunatațirea flexibilitații și autonomiei in sistemele de producție.
Sistemele de producție sunt compuse din mai multe elemente, interacțiunea dintre acestea pe durata funcționarii poate fi caracterizta ca fiind discreta și asincrona. De aceea, sincronizarea proceselor, evitarea blocarii definitive, alegerea soluțiilor trebuie sa fie considerate consecințe prioritare atat in cazul terminarii normale cat și terminarii anormale [15],[41].
Imbunatațirea productivitații in campul producției necesita automatizarea proceselor și integrarea tehnicilor cum ar fi CAD(Computer Aided Design) și CAM (Computer Aided Manufacturing). Oricum, evenimente ca și pornirea, mentenanța, și detectarea erorilor nu pot fi tratate complet automat. In general, supervizarea de catre operatori umani este necesara, datorita cunoștințelor, experienței și abilitaților pentru munca cu situații neprevazute sunt greu de structurat sau reprodus.
Sistemele de producție pot fi considerate ca sisteme distribuite formate din cateva subsisteme, ce pot fi organizate dupa o structura ierarhica pe nivele, termen consacrat in literatura de specialitate[41]:
Nivelul de producție compus din linii de producție și celule de fabricare;
Nivelul celulei de fabricatie, compus din mașini/echipamente;
Nivelul echipamentelor compus din dispozitive speciale de asamblare a mașinilor din atelier.
Figura 1. Structura ierarhica a unui sistem de producție distribuit..
2. Detectarea și tratarea erorilor
Se recomanda ca depistarea erorilor sa se faca intr-o faza incipienta, pentru ca o soluționare a acestora intr-o faza ulterioara sa fie cat mai facila. Metodologiile elaborate pana in prezent, considera detectarea erorilor numai la nivelul echipamentelor, atat timp cat tratarea lor este executata pe cel mai apropiat nivel.
Erorile care pot sa apara sunt:
Blocaje/deadlock ( aflarea intr-o stare care nu permite executarea altui proces);
Ciclare/livelock (posibilitatea executarii proceselor, dar fara progres);
Procese moarte/dead task care nu pot fi executate niciodata.
In cazul sistemelor de producție automata putem considera doua tipuri de detectare a erorilor:
erori determinate prin monitorizarea parametrilor dispozitivelor specifice;
erori ce nu pot fi determinate direct in etapa de monitorizare.
In general, metodele de detectare a erorilor pot fi grupate in trei categorii:
bazate pe model/model-based: starea actuala și viitoare (dintr-un model matematic) sunt comparate pentru determinarea erorii;
bazate pe cunoaștere/knowledge-based: modele calitative sunt asociate cu modele euristice pentru determinarea cauzei erorii;
bazate pe semnal/Signal-based: analiza spectrala nu poate fi incorporata in orice model.
Din punct de vedere teoretic, metoda bazata pe model ajunge la un grad inalt de maturitate, pentru sistemele liniare de control cu mici incertitudini. Modelarea bazata pe cunoaștere este aplicata cu succes in detectarea erorilor[41].
In cazul metodei bazata pe cunoaștere, detectarea și tratarea erorilor se poate face in urmatorii pași:
detectare;
culegerea datelor parametrilor operaționali date de senzori;
identificarea starii operaționale (normale sau anormale);
determinarea cauzei erorii;
tratare.
Detectarea erorilor
Etapa de extragere a datelor implica aparate de masura, pentru masurarea fenomenelor fizice (daca este posibil, fara interferența cu acestea). In general, culegerea datelor este un proces continuu și care nu poate depista situațiile anormale.
Etapa de identificare afecteaza analiza extragerii datelor la recunoașterea poziției/starii parametrilor. Aceasta determina o discrepanța intre generația actuala și generația ulterioara.
Etapa de diagnosticare trebuie sa determine cauzele erorilor. Metodele de diagonsticare pot fi grupate in:
symptom-based unde cunoștințele/experiența despre istoria proceselor sau experiența/cunoașterea statistica este organizata in cadru sistemelor expert care asociaza intrari cu simptome euristice.
Raționament calitativ(qualitative reasoning) sistemele fizice pot fi descrise de o structura in ordinea determinarii comportamentelor date de condițiile inițiale. Descrierea comportamentului poate fi un graf ce conține starile sistemului.
Construcția grafului care descrie aceste comportari ce pot fi solutionate/executate in doua etape:
bazate pe cunoașterea umana despre procese, care stabilesc relațiile dintre variabile și definesc criterii de alegere pentru starile urmatoare.
Bazate pe inregistrarea datelor, unde pot fi aplicate aproximari probabilistice pentru cautarea celei mai probabile rețele de incredere(interval).
Tratarea erorilor
Tratarea erorilor trebuie sa fie adecvata pentru fiecare nivel al sistemului de producție. In nivelul de echipament, erorile trebuie sa fie determinate și, daca este posibil, mașina defecta trebuie reparata automat.
In functie de tipul erorii, se selecteaza o procedura de reparare. In general, cea mai buna selectare a unei proceduri trebuie sa aiba la baza evitarea valorilor la limita a parametrilor și evitarea efectelor colaterale.
Procesul de solutionare a erorilor poate fi realizat in doua moduri:
Ajustarea parametrilor operaționali fara schimbarea/reorganizarea structurii logice a mașinii;
Utilizarea resurselor redundante.(acest tip al redundanței poate da o performanța scazuta care este neadecvata și conduce la o creștere a complexitații)
Figura 2 arata structura suportabilitații/tolerantei erorilor mașinii bazate pe ajustarea parametrilor operaționali. De retinut este faptul ca se presupune ca erorile se produc numai pe obiectele de control (analizate). In general, interacțiunea umana este luata in considerare in etapa de monitorizare și comanda dispozitivelor de luare a deciziilor pe durata proceselor normale. Interacțiunea umana poate de asemenea sa fie efectuata in fazele de programare și mentenanța.
Controlorul și supervizorul coexista in aceasta structura. Supervizorul verifica performanța și controlorul definește procedurile care conduc la secvențele/operațiile care repara erorile. In general, informația de la controlor la supervizor conține semnale filtrate sau caracteristici extrase; astfel, tratarea informației este distribuita, permițand interpretari locale și selectarea informației trimise.
Fig. 2. Structura suportabilitații/tolerantei erorilor mașinii
In momentul apariției unei probleme la nivelul celulei de producție, pentru tratarea erorii, se identifica alte echipamente din aceeași celula care pot sa efectueze in intregime sau parțial funcțiile echipamentului neoperativ, acestea preiau sarcinile echipamentului defect, pana cand echipamentul respectiv ajunge operativ.
La nivelul producției, tratamentul erorilor este efectuat de reprogramarea rutelor fluxului de material in celule.
Metodologia care prevede mijloacele de modelare a sistemului considera detectarea, tratarea erorilor, și analiza proprietaților diferitelor soluții, ca fiind esențiale pentru proiectarea și implementarea unei autonomii și flexibilitați mai mari a sistemelor de producție.
Integrarea modulelor pentru tratamentul erorilor in sistemele de producție
In contextul prezentat anterior, rețelele Petri pot fi considerate ca un instrument puternic pentru modelarea și analizarea sistemelor de producție din punctul de vedere al sistemelor dinamice cu evenimente discrete(DEDS).
Unul din cele mai mari avantaje in modelarea și analiza sistemelor de producție utilizand rețele Petri, este ca același model poate fi folosit atat pentru analiza proprietaților comportamentale cat și pentru evaluarea performanței, dar și pentru construcția sistematica a controlului/simularii evenimentelor discrete.
Rețelele Petri au urmatoarele avantaje:
Abilitatea reprezentarii sincronizarii proceselor, concurența activitaților, prezența conflictelor, cauzalitatea, alocarea resurselor;
Poziția/situația locațiilor și acțiunilor implica monitorizarea sistemului in timp real;
Interpretabilitatea (posibilitatea asocierii obiectelor cu diferite sensuri pentru obiectivul modelului);
Reprezentarea adecvata a trasaturilor esențiale ale sistemului permite construcția modelelor aplicand top-down și bottom-up;
Ca instrument grafic, rețelele Petri permit o vizualizare efectiva a comunicațiilor, perfecționarea comunicațiilor dintre proiectanți și clienți, astfel se evita specificațiile complexe, descrierile textuale ambigue sau notații matematice specifice care genereaza dificultați de ințelegere;
Ca instrument matematic, rețelele Petri pot fi descrise ca ecuații matematice(algebrice) ce dau posibilitatea analizei formale a modelului. Astfel, proprietațile formale pot fi analizate pentru identificarea caracteristicilor specifice ca depasirea capacitatii (overflow) și determinarea blocajelor.
Aceste avantaje justifica utilizarea rețelelor Petri in metodologia modelarii și analizei sistemelor de producție pentru detectarea și tratarea erorilor.
Pentru atingerea obiectivelor, un sistem de producție este analizat atat in strucutura orizontala cat și cea verticala. In structura verticala sistemul de producție este organizat in nivele ierarhice. In structura orizontala, consideram trei metode: procese normale, diagnosticarea erorilor, tratarea erorilor. In acest context, rețelele Petri Distribuite (DPN) sunt introduse ca un cadru in diferite tipuri de rețele Petri, și consideram trei module, dupa cum urmeaza:
Modulul proceselor normale- reprezinta evoluția normala proceselor productive in sistemele de producție. Acest model este denumit nucleul -PN (central-PN);
Modulul diagonsticarii erorilor - detectarea erorilor este bazata pe interpretarea inversa a arborelui eroare cauza-efect, unde radacina definește tratarea erorii și frunzele sunt senzori ale starii;
Modulul tratarii erorilor - acest modul are la baza o metoda ce folosește subrețele Locație/Tranziție care sunt adaugate la nucleul rețelei Petri constituind o extensie a nucleului (E-central-PN). Fiecare subrețea reprezinta tratamentul pentru fiecare eroare specifica. Rezultatul in modulul de diagnosticare a erorii definește care subrețea este executata pentru o tratare a acesteia intr-un timp cat mai scurt.
Formal, o rețea Petri distribuita (DPN) poate fi
definita ca un cvintuplu PDn =  unde:
unde:
- ![]() este o mulțime
finita a locațiilor, și m este numarul acestora;
este o mulțime
finita a locațiilor, și m este numarul acestora;
- ![]() este o mulțime
finita cu s tranziții, și
este o mulțime
finita cu s tranziții, și ![]() Ø;
Ø;
- ![]() , unde
, unde ![]() este o constanta
ce specifica relația intre
este o constanta
ce specifica relația intre ![]() și
și ![]() ;
;
- ![]() specifica
relația intre
specifica
relația intre ![]() și
și ![]() (arce orientate);
(arce orientate);
- ![]() este marcajul
inițial.
este marcajul
inițial.
![]() este o tranziție
normala, definita in P/T PN, și
este o tranziție
normala, definita in P/T PN, și ![]() este o
macro-tranziție definita in contextul BPN(Behavior Petri Net) la
modelarea legaturii logice OR.
este o
macro-tranziție definita in contextul BPN(Behavior Petri Net) la
modelarea legaturii logice OR.
![]()
Fig. 3. Echivalența tranzițiilor TOR și tranziții normale.
Utilizand proprietațile fundementale ale rețelelor Petri, cum ar fi: marginirea, siguranta (safeness), viabilitatea (liveness) și revesibilitatea se realizeaza soluționarea erorilor prin dezvoltarea procedurilor specifice de tratare a acestora. Analiza acestor proprietați este esențiala atat pentru verificarea și imbunatațirea specificațiilor sistemelor de producție cat și pentru funcționare eficienta a sistemelor de producție[24].
Rețelele Petri de tip locație/tranziție (P/T) sunt un instrument matematic cu reprezentare grafica ce faciliteaza utilizarea monitorizarii proceselor de catre un supervizor uman. Partea BPN este o reprezentare a diagnozei erorii in prelucrarea proceselor care permit identificarea ușoara a situațiilor anormale si soluționarea lor; aceasta abordare este esențiala in luarea deciziilor referitoare la procesele de recuperare/solutionare a erorilor.
In structurile distribuite (DPN) trebuie considerate doua tipuri de tratari formale: P/T Pn și BPN. Acestea implica doua analize separate, descrise in figura 5 a integrarii modulelor utilizand DPN. Remarcam ca legatura dintre subrețelele care permit soluționarea erorilor și rețeaua nucleu este bazata numai pe proceduri.
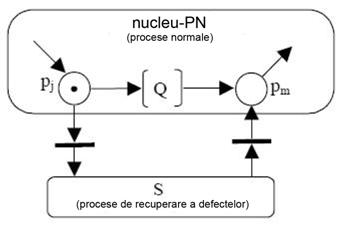
Fig.4. Modelarea tratarii erorilor bazate pe adaugarea subrețelelor.
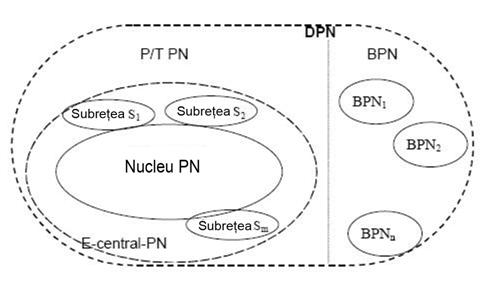
Fig. 5. Structura integrarii bazate pe DPN.
Construcția modelului pentru detectarea și tratarea erorilor poate fi structurata in urmatoarele etape:
identificarea activitaților normale ale procesului;
modelarea succesiunilor activitaților normale in PN și asocierea resurselor pentru aceste activitați (definirea nucleului- E central-PN);
definirea erorilor și tratarea acestora;
modelarea tratarii erorilor in subrețele PN și includerea in reteaua -PN;
modelarea procesului de diagnosticare a erorii;
plasare de marcaje in locațiile aferente atat in nucleu (E-central-PN) cat și in subrețele.
4. Erorile in procesul de incarcare și descarcare.
Operațiile de incarcare/descarcare pot fi considerate operații de asamblare/dezasamblare care se reprezinta ca o succesiune de evenimente discrete[41].
Din metodologia de mai sus, primul pas este identificarea activitaților normale. Pentru o mai buna explicare, procesele de incarcare și descarcare sunt descompuse in trei activitați:
Selectare/Grasping - este apoximatia inițiala pentru prinderea piesei de prelucrat.
Transport/Transporting - fixarea și transportul piesei apropiate pana la poziția finala.
Eliberare/Release - este lasarea piesei. In procesul de incarcare, piesa este lasata in/pe mașina, și in procesul de descarcare este lasata in ieșirea tampon.
Al doilea pas este de a modela succesiunea activitaților normale in PN și definirea nucleului(E central-Pn) care este prezentat in figura 6.
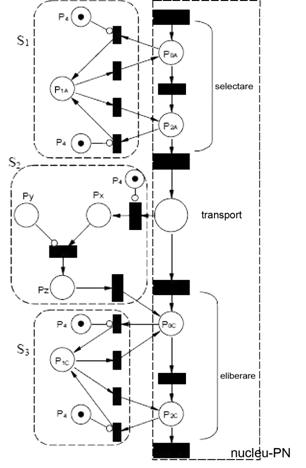
Fig. 6. Modelarea procesului de incarcare/descarcare.
Al treilea pas este de identificare a erorilor. In activitatea de transport sunt considerate erori, de exemplu impactul cu un obstacol și caderea piesei. In activitațile de selectare și eliberare erorile pot fi asociate cu o poziție/asamblare nepotrivita.
Al patrulea pas este modelarea tratarilor erorilor cu
subrețele PN și definirea nucleului (central-PN). In aceste
activitați, jetonul din locația ![]() reprezinta aproximația
inițiala a piesei/workpiece inainte de orice tip de contact. Jetonul
din poziția/locația
reprezinta aproximația
inițiala a piesei/workpiece inainte de orice tip de contact. Jetonul
din poziția/locația ![]() reprezinta
starea/poziția unde activitatea este executata fara succes
sau o poziție/stare eronata. Jetonul din locația
reprezinta
starea/poziția unde activitatea este executata fara succes
sau o poziție/stare eronata. Jetonul din locația ![]() reprezinta o
poziție/locație unde activitatea este executata cu succes, sau o
poziție normala.
reprezinta o
poziție/locație unde activitatea este executata cu succes, sau o
poziție normala.
In activitatea de transport jetonul locației ![]() reprezinta
efectuarea unei noi traiectorii evitand un obstacol. Jetonul din locația
reprezinta
efectuarea unei noi traiectorii evitand un obstacol. Jetonul din locația ![]() reprezinta totalul caderilor piesei. Jetonul din
locația
reprezinta totalul caderilor piesei. Jetonul din
locația ![]() reprezinta
continuarea activitații de transportare.
reprezinta
continuarea activitații de transportare.
Al cincilea pas este de a modela starile/pozițiile operaționale ale echipamentului. Ultimul pas este de a plasa in locații jetoanele aferente.
In funcție de contextul in care se deruleaza procesul acesta poate fi executat in condiții normale sau in condiții anormale-de excepție. Trecerea de la o stare la alta este data in figura urmatoare.
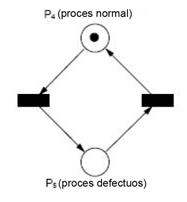
Fig 7. Evoluția normala și/sau defectuoasa a procesului
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |