
Incalzirea si topirea electrozilor la sudare
Curentul electric care strabate electrozii la sudare produce o incalzire progresiva prin efectul Joule. Din acest motiv pentru o anumita sectiune a electrozilor se recomanda o valoare limita a curentului de sudare, pentru care, incalzirea electrozilor nu devine periculoasa.
In continuare se va studia incalzirea si topirea electrozilor intalniti la diferite metode de sudare.
1. Incalzirea electrozilor inveliti la sudarea manuala prin efect Joule
Electrozii inveliti de la sudarea manuala sunt strabatuti de curentul de sudare, iar energia produsa prin efectul Joule in vergeaua metalica a electrodului ridica temperatura acesteia, si apoi se transmite prin conductie invelisului si apoi mediului inconjurator.
Considerand electrodul cu dimensiunile caracteristice prezentate in fig. 2.26, se poate stabili relatia intre diferitele cantitati de energie termica, prin bilantul termic in perioada infinitestimala dt.
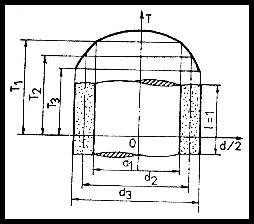
Fig. 2.26 Repartitia temperaturii in electrodul invelit la sudarea manuala cu arc electric
dQJoule = dQsarma + dQinvelis + dQpierderi (2.100)
![]() (2.101)
(2.101)
![]() (2.102)
(2.102)
![]() (2.103)
(2.103)
dQpierderi = a . S . (T3 - T0) dt (2.104)
in care: rW - rezistivitatea vergelei metalice a electrodului W . m
![]() - densitatea de curent
A/m2
- densitatea de curent
A/m2
a - coeficient de transfer termic w/m2k ![]()
Pentru simplificarea calculelor se pot face urmatoarele aproximari: T1 = T2 = T3 = T; r S1 c1 + r S2 c2 = r S1 c si prin inlocuire in relatia 2.100 rezulta:
rW j2 . S1dt = c . r . S1 . dT + a p . d3 (T - T0) . dt (2.105)
In aceasta ecuatie diferentiala caracteristicile termofizice si electrice ale materialului variaza cu temperatura, ceea ce ingreuneaza rezolvarea.
In calculele care urmeaza se neglijeaza aceasta variatie, iar erorile care se introduc prin aceasta sunt reduse, daca domeniul de temperaturi nu depaseste 100o.
Prin ordonarea termenilor si prin introducerea unor notatii, se poate rezolva ecuatia (2.105) dupa cum este prezentata in continuare:
 (2.106)
(2.106)
 (2.107)
(2.107)
Se fac urmatoarele notatii pentru termenii ecuatiei (2.107)
 (2.108)
(2.108)
![]() (2.109)
(2.109)
si se obtine:
 (2.110)
(2.110)
 (2.111)
(2.111)
se noteaza
(j2 md1 + T0) = D2 (2.112)
si se obtine in continuare:
![]() (2.113)
(2.113)
Se separa variabila
 (2.114)
(2.114)
si se integreaza:
![]() (2.115)
(2.115)
![]() (2.116)
(2.116)
Daca se noteaza
![]() (2.117)
(2.117)
![]() (2.118)
(2.118)
![]() (2.119)
(2.119)
Ecuatia 2.119 permite determinarea temperaturii T a electrodului, in timpul incalzirii sale datorita curentului electric care il parcurge.
Determinarea rapida a temperaturii se poate face cu nomograma prezentata in figura 2.27 , care a fost construita pe baza ecuatiei (2.119) si a valorii constantelor si notatiilor din relatiile (2.108), (2.109), (2.112) si (2.117).
Constantele A, D1 si m depind de calitatea materialului si diametrul sarmei electrodului, de natura si grosimea invelisului, de transferul termic, etc. si sunt specifice fiecarui tip de electrod.
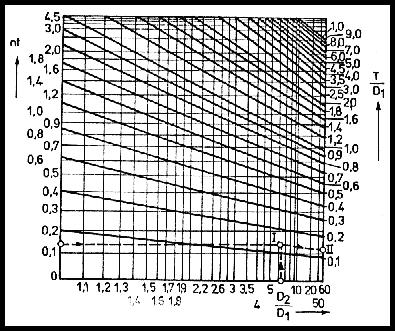
Fig. 2.27 Nomograma pentru determinarea temperaturii de incalzire a electrozilor din sarma nealiata avand continut redus de carbon [46]
In tabelul 2.5 se dau valorile constantelor A, D1, m, pentru unele tipuri de elecxtrozi de sudura
Determinarea temperaturii cu nomograma din fig. 2.27 se face dupa cum este indicat cu ajutorul liniilor intrerupte din nomograma, adica dupa calcularea densitatii de curent j [A/mm2] si stabilirea constantelor A, D1, m, se calculeaza D2/D1 respectiv nt (de obicei in locul timpului curent t, se introduce timpul in care se consuma un electrod la sudare).
Tabelul 2.5
|
Tipul electrodului |
Curentul de sudare |
A |
D1 sC |
M
|
|
cu invelis bazic |
continuu alternativ | |||
|
E1 42 |
continuu si alternativ | |||
|
OMM-5 si UONI-13 |
continuu alternativ | |||
|
fara invelis (sudare automata) |
alternativ |
Prin situarea
acestor puncte pe abscisa, respectiv pe ordonata, se poate
obtine
2. Incalzirea electrozilor inveliti la sudarea manuala datorita arcului electric
Zona electrodului din apropierea arcului mai este supusa unei incalziri suplimentare, datorita transmiterii caldurii de la capatul topit al electrodului.
Intrucat viteza de topire a electrozilor este destul de mare, influenta termica a capatului topit asupra restului electrodului se manifesta pe o lungime destul de restransa.
Pentru a determina cresterea de temperatura datorita capatului topit al electrodului, se aplica relatia campului termic de la bara incalzita de o sursa plana (relatia 2.61)*
Deoarece electrodul se incalzeste si prin efect Joule, ajungand la temperatura notata T (t) si obtinuta prin calculele de la punctul 1, relatia 2.61* se va adapta acestui caz, deci
 (2.120)
(2.120)
In relatia 2.120 se poate inlocui P considerand ca TK este temperatura capatului topit al electrodului, care este cunoscuta pentru diferite materiale (tabelul 3.4).
 (2.121)
(2.121)
![]() (2.122)
(2.122)
Din aceasta relatie se observa ca daca creste viteza de topire a electrodului v, sau daca punctul considerat este la o distanta x relativ mare fata de capatul topit al electrodului.
![]()
Din aceleasi motive cu cat viteza de topire a electrodului este mai mare influenta termica a capatului topit asupra zonelor invecinate ale electrodului este mai restransa. Practic s-a constatat ca in mod obisnuit x < 10 - 12 mm.
3. Topirea electrozilor inveliti la sudarea manuala
Puterea arcului electric este utilizata doar partial pentru topirea electrodului si este indicata sub forma factorului subunitar he
Pe = he . Ua . Ia W (2.123)
Aceasta putere se consuma pentru ridicarea temperaturii electrodului de la valoarea T (t), determinata de incalzirea prin efect Joule, la valoarea TK a capatului topit al electrodului. Considerand ca v este viteza de topire a electrodului, se poate scrie:
he . Ua . Is = S1 . c . r . v (TK - T (t)) (2.124)
Din aceasta relatie rezulta:
![]() (2.125)
(2.125)
in care H este un factor constant pentru o tehnologie prescrisa.
Intrucat T (t) variaza in timpul sudarii (la inceput T (t) = T0, iar in final are o valoare maxima T (t) = Tf), rezulta ca si viteza de topire variaza in timp, astfel se obtine:
![]() (2.126)
(2.126)
Prin urmare se
poate caracteriza electrodul prin coeficientul de neuniformitate a topirii x definit astfel: ![]() (2.127)
(2.127)
Pentru manuirea fara dificultati a electrodului la sudare, se recomanda ca valorile coeficientului de neuniformitate x sa nu depaseasca limita 1,3
Variatia vitezei de topire a electrozilor pe parcursul procesului de sudare, poate fi limitata, daca se reduce incalzirea electrozilor prin efectul Joule. (reducerea diferentei intre Tf si T0). Acest lucru se poate realiza prin mai multe metode dintre care:
![]()
*) Datorita vitezei mari de topire a electrodului, pierderile se pot neglija deci bb = 0.
a) limitarea lungimii electrozilor atunci cand sectiunea lor este redusa, pentru a limita rezistenta electrica a vergelei metalice parcurse de curent. (spre exemplu electrozii subtiri sau cei cu vergeaua metalica din oteluri aliate cu rezistivitate inalta, au locul de prindere in cleste, la mijlocul vergelei).
Reducerea lungimii electrozilor are dezavantajul ca nu este economica intrucat cresc timpi auxiliari necesari schimbarii electrozilor, iar numarul capetelor de electrozi care se arunca, creste. In general lungimea electrozilor este standardizata si este de 450 mm.
b) limitarea curentului de sudare, deci reducerea incalzirii prin efect Joule a vergelei metalice a electrozilor.
Nici aceasta solutie nu este favorabila intrucat stabilitatea arcului electric si topirea electrozilor cu curenti mici se face dificil, scade productivitatea muncii si totodata calitatea sudarii.
c) limitarea rezistivitatii vergelei metalice a electrodului prin utilizarea sarmelor nealiate cu puritate cat mai mare. Aceasta metoda s-a extins si in cazul electrozilor aliati, la care se prefera alierea in arcul electric prin pulberile existente in invelis.
Aceasta metoda este avantajoasa si in ceea ce priveste trefilarea sarmelor care nu creaza probleme in cazul otelurilor nealiate cu continut redus de carbon, sau a unor metale neferoase pure.
d) favorizarea pierderilor de caldura spre exterior, prin utilizarea unor materiale cu conductibilitate termica mare in invelis, sau prin utilizarea electrozilor cu invelis mai subtire (atunci cand este posibil).
Astfel pulberile metalice care se adauga din mai multe considerente in invelisul electrozilor, au si efectul secundar favorabil, de crestere a conductivitatii termice a invelisului, deci de favorizare a racirii electrodului.
Calitatile
tehnologice ale electrozilor pot fi apreciate in afara factorului de
neuniformitate la topire, prin coeficientul de topire ar, coeficientul de depunere aD si prin coeficientul de peirdere ψ, intre care exista
relatia: ![]() (2.128)
(2.128)
Coeficientul de topire poate rezulta si din viteza de topire (relatia 2.125) daca se tine seama de semnificatia acestuia.
Astfel
coeficientul de topire este cantitatea de metal topita in unitatea de timp
cu o unitate de intensitate ![]() (2.129)
(2.129)
Din relatia 2.129 rezulta ca si coeficientul de topire variaza in timpul topirii unui electrod de sudura. Astfel, la inceput coeficientul de topire este mai mic, iar dupa ce temperatura partii ramase a electrodului T (t) continua sa creasca, va continua sa creasca si coeficientul de topire. De asemenea coeficientul de topire variaza in functie de polaritatea curentului de sudare (depinde de TK). Astfel ar este mai mare cand electrodul se leaga la polul plus, deoarece acest pol este mai fierbinte
In practica determinarea coeficientilor de topire si de depunere se efectueaza prin cantarirea cantitatilor de metal topit DmT[g], respectiv de metal depus DmD[g], in timpul t necesar sudarii cu un electrod, avand curentul Is[A]. Cu ajutorul relatiilor (2.130) si (2.131) se obtin valorile medii ale acestor coeficienti:
![]() (2.130)
(2.130)
![]() (2.131)
(2.131)
Coeficientul de pierderi este dat de relatia:
 (2.132)
(2.132)
si poate caracteriza calitatea electrozilor. Este de dorit ca valoarea lui sa fie cat mai redusa.
Coeficientul de pierderi nu trebuie privit numai sub aspectul economic al pierderilor de metal topit, imprastiat prin stropi, oxidat sau volatilizat, ci si sub aspectul calitativ al sudurii.
Astfel la electrozii care au un coeficient de pierderi redus, arcul arde stabil fara sa arunce stropi, iar substantele din invelis protejeaza bine metalul topit impiedicand oxidarea sau trecerea lui in zgura. Prin aceasta nici gazele din atmosfera inconjuratoare nu reactioneaza cu baia topita, iar desfasurarea procesului tehnologic si calitatea sudurii sunt corespunzatoare.
Exista electrozi la care coeficientul de depunere este mai mare decat coeficientul de topire, intrucat in baie ajunge metal topit provenind din pulberile metalice introduse in invelis. La acesti electrozi (asa numitii electrozi cu randament sporit), coeficientul de pierderi se poate calcula corect numai daca se ia in considerare si cantitatea de metal introdusa sub forma de pulbere in invelis.
4. Incalzirea electrozilor la sudarea automata
La sudarea automata cu electrod continuu de sarma, curentul de sudare intra in electrod prin ajutajul, sau rolele de contact, a caror pozitie se impune sa fie cat mai apropiata fata de arcul electric. Prin aceasta lungimea libera "l" a electrodului (fig. 2.28), care este parcursa de curent, are o marime, respectiv o rezistenta electrica redusa.
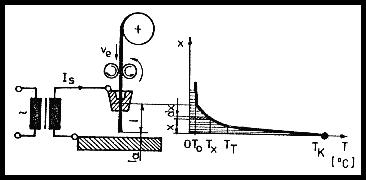
Fig. 2.28 Capatul liber al electrodului si incalzirea sa la sudarea automata
Deoarece electrodul avanseaza in mod continuu pe masura ce se topeste, aceasta lungime libera are un timp redus pentru incalzire prin efect Joule si este mereu inlocuita cu portiuni reci, care inca nu au fost parcurse de curent.
Din aceste motive la sudarea automata, curentul de sudare poate fi marit foarte mult, fara pericolul supraincalzirii electrodului prin efect Joule. Datorita vitezei mari de avans a electrodului ve incalzirea acestuia prin conductie termica sub actiunea arcului electric poate fi neglijata.
Astfel se poate considera ca la sudarea automata, capatul liber l, al electrodului se incalzeste prin efect Joule un timp a carui valoare maxima nu depaseste
t = l/ve (2.133)
De asemenea se mai stie ca rezistivitatea metalelor variaza in functie de temperatura dupa legea
rW rW bT) (2.134)
Din acest motiv incalzirea capatului liber al electrodului se produce neuniform cu toate ca este strabatut de acelasi curent.
Particularizand relatia 2.106 pentru acest caz, se obtine:
![]() (2.135)
(2.135)
Integrand
aceasta ecuatie diferentiala (2.135) si tinand
seama de conditiile initiale t = 0, T = T0 rezulta: ![]() (2.136)
(2.136)
in care:
 (2.137)
(2.137)
 (2.138)
(2.138)
La sudarea
automata sub flux raportul ![]() se poate neglija.
se poate neglija.
Relatia 2.136 particularizata pentru valori ale timpului mai mici decat t = l/ve, permit calcularea temperaturii electrodului la sudarea automata.
5. Topirea electrozilor la sudarea automata
La sudare automata in conditiile unei intensitati sporite a curentului de sudare se obtin viteze mari de topire precum si coeficienti de topire n de depunere cu valori superioare. Daca arcul electric este acoperit sub un strat de flux, pierderile de caldura si de metal topit sunt foarte reduse, imbunatatind si mai mult valorile coeficientilor amintiti.
La sudarea automata sarma poate avansa cu viteza ve = ct ( cu autoreglarea lungimii arcului la), sau cu viteza ve dependenta de parametrii arcului.
Indiferent de constructia instalatiei de sudare, se impune ca intre diferitii parametrii ai procesului Is, Ua, ve, etc., sa existe o corelatie favorabila, pentru care viteza de topire vt, este egala cu viteza de avans a electrodului ve.
Prin aceasta,
lungimea arcului "la" ramane
In realitate au loc fenomene tranzitorii la care se manifesta variatia periodica a parametrilor amintiti.
Astfel in cazurile cu autoreglare, lungimea arcului prezinta o variatie care are viteza
![]() (2.139)
(2.139)
Viteza de topire vt este o functie liniara descrescatoare in raport cu tensiunea arcului:
vt = -mUa + v0 (2.140)
iar lungimea arcului la este o functie liniara crescatoare in raport cu aceeasi tensiune:
la = a . Ua + b (2.141)
Din relatia
(2.139) rezulta ![]() sau
sau
![]() (2.142)
(2.142)
Prin rezolvarea ecuatiei diferentiale (2.142) si prin aflarea constantelor de integrare pentru conditiile initiale date t = 0 si Ua = Ua0 se obtine
 (2.143)
(2.143)
Din relatia
2.143 se observa ca oscilatiile tensiunii Ua in
raport cu valoarea stabilita Ua0 se atenueaza intr-un timp
de restabilire (care se va nota cu tr). Acest proces oscilatoriu
amortizat are ![]()
Timpul de restabilire a tensiunii arcului, respectiv a lungimii lui, depinde de parametrii de sudare, de diametrul electrodului si de sistemul de reglare a lungimii arcului, specifica fiecarui tip de instalatie de sudare. In fig. 2.29 este prezentata variatia timpului de restabilire tr, pentru o instalatie de sudare automata avand avansul sarmei constant (ve = ct).
Dupa cum se observa din figura, rezulta ca tr este cu atat mai mic cu cat densitatea curentului de sudare (Is/de) este mai mare.
De aici se pare ca marirea curentului de sudare favorizeaza autoreglarea lungimii arcului electric si calitatea sudurii. Practic s-a constatat ca acest efect favorabil se manifesta numai pana la anumite densitati de curent. Daca aceste valori sunt depasite, se constata o inrautatire a procesului de sudare prin aparitia unor oscilatii periodice de joasa frecventa ale curentului de sudare , care se rasfrang si asupra formei cusaturii.
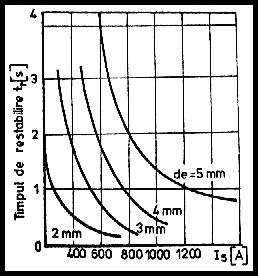
Fig.
2.29 Variatia timpului de restabilire a lungimii arcului electric la
sudarea automata cu viteza de avans a electrodului
Studierea matematica a acestui fenomen oscilator tranzitoriu se poate face pornind de la expresia energiei termice inmagazinate in sarma electrod, datorita efectului Joule. Presupunand ca variatia temperaturii sarmei electrod avand diametrul d din fig. 2.28 se poate scrie:
 (2.144)
(2.144)
Aplicand
relatiile de la punctul 1 si particularizarile de la punctul 5,
din relatia (2.144) rezulta:  (2.145)
(2.145)
In acesta relatie membrul stang este dependent de regimul de sudare, iar membrul drept notat cu Ke este o constanta pentru un anumit tip de electrod.
Pentru ca procesul de sudare sa decurga in mod corespunzator fara oscilatii ale curentului electric, este necesara conditia:
 (2.146)
(2.146)
Experientele au confirmat necesitatea de a fi indeplinita aceasta conditie la sudarea automata
6. Incalzirea si topirea electrozilor tubulari
Forma constructiva a electrozilor tubulari, determina unele particularizari ale incalzirii si topirii acestora.
Dupa cum se observa in fig. 2.30 partea exterioara metalica a electrodului tubular, fiind strabatuta de curentul de sudare, se incalzeste si se topeste mai rapid decat miezul de pulberi. Aceasta se datoreste repartizarii neuniforme a temperaturii pe sectiunea electrozilor, la care arcul electric se formeaza numai intre partea metalica si piesa de sudat. Spre deosebire de electrodul invelit, la care arcul electric formeaza un crater, la electrodul tubular ramane o portiune centrala netopita de pulberi aglomerate, care in anumite situatii poate trece in baia metalica fara o topire integrala.
Prin aceasta, stabilitatea arcului electric poate fi inrautatita, iar omogenitatea baii metalice variaza.
Diminuarea acestui efect nedorit se poate realiza prin modificarea formei constructive a electrodului tubular.
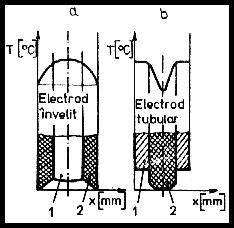
1. material metalic conductor
2. substante de protectie
Fig. 2.30 Variatia temperaturilor si modul de topire a electrozilor inveliti (a) si a electrozilor tubulari (b)
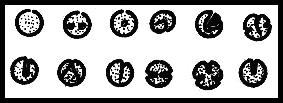
Fig. 2.31 Tipuri de electrozi tubulari
In figura 2.31 sunt prezentate cateva tipuri de electrozi tubulari, a caror sectiune poate fi caracterizata prin coeficientul de complexitate a formei Kf. Admitand ca S1 este partea metalica a sectiunii electrodului, iar S2 este partea corespunzatoare miezului de pulberi, se poate defini Kf = S1/S2.
Cu cat coeficientul de complexitate a formei electrodului are o valoare mai mare, cu atat arcul electric are o stabilitate mai mare, iar repartitia temperaturii pe sectiunea electrodului este mai putin variata. Prin aceasta miezul de pulberi nu se mai topeste dupa topirea mantalei exterioara, iar omogenitatea baii metalice topite se imbunatateste.
Fata de electrodul de sarma de la sudarea automata, electrodul tubular avand o sectiune redusa este parcurs de densitati mai mari de curent.
Incalzirea electrodului tubular prin efect Joule se poate calcula similar cu a electrodului de sarma. In acest calcul este insa necesar sa se tina seama ca substantele protectoare din miezul de pulberi absorb o cantitate de caldura necesara unor reactii dorite. Spre exemplu sarmele tubulare care contin CaCO3, absorb caldura pentru disocierea carbonatului de calciu in CO2 + CaO. Aceasta reactie se petrece in sarma tubulara, inaintea topirii ei in arcul electric si are un rol autoprotector.
Datorita densitatilor mari de curent, la sudarea cu electrozi tubulari, se obtin cele mai mari viteze de topire a electrozilor si cei mai mari coeficienti de topire si de depunere, respectiv cea mai mare productivitate
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |