
COLEGIUL TEHNIC NICOLAE TITULESCU MEDGIDIA
PROIECT PENTRU OBTINEREA
CERTIFICATULUI DE CALIFICARE NIVEL 3
SPECIALIZARE TEHNICIAN MECATRONIST
TEMA PROIECTULUI
MASURAREA SI CONTROLUL MARIMILOR GEOMETRICE
CUPRINS
1.ARGUMENT
2.CONTINUT PROPRIU-ZIS
→1.1 Marimi geometrice,masurare, control
→1.2 Masurarea si controlul dimensiunilor liniare
→1.3 Masurarea nivelului
→1.4 Masurarea si controlul dimensiunilor unghiulare
→1.5 Masurarea si controlul suprafetelor
→1.6 Masurarea si controlul volumului
3.ANEXE
4. BIBLIOGRAFIE
Argument
Mijloacele pentru marimi geometrice se clasifica dupa marimea masurata in: mijloace pentru masurarea unghiurilor si mijloace pentru masurarea lungimilor.
Mijloacele pentru masurarea unghiurilor se poate face prin trei metode:
cu masuri terminale (cale, unghiuri, lare, echere, sabloane, calibre), prin metoda goniometrica , unde unghiul este determinat direct in grade, minute si secunde.
Masurarea si controlul acestor marimi geometrice se executa cu mijloace de masurare adecvate elementului masurat, atat din punct de vedere al marimii masurate cat si al dimensiunii masurate, al gradului de precizie cerut, al vitezei de masurare dorite.
Prin masurare se determina valoarea unei marimi in raport cu o marime de acelasi fel luata drept unitate.De cele mai multe ori,masurarea se determina o data cu aflarea acestei valori si de aceea are mai mult caracter cantitativ.
Controlul include notiunea de calitate si presupune mai multe elemente cum ar fi, masurarea si compararea valorii marimii efective cu cerintele impuse si verificarea marimii daca este in limitele prescrise.De obicei, in practica de productie de zi cu zi, notiunile de masurare, control, verificare nu sunt bine delimitate, ele folosindu-se in mod egal.
Masura de lungime este un mijloc de masurare care materializeaza unitatea de masura, multiplii si/sau submultiplii lungimii.
Pentru masurarea lungimii sunt mai multe mijloace de masurat cum ar fi:
Masura de lungime cu repere este masura de lungime cu valoare unica sau cu valoare multipla care materializeaza lungimea intre doua sau mai multe repere ale unei scari gradate.Ea este valoarea unica atunci cand are numai doua repere si cu valoare multipla cand are mai multe repere.
Pe masura cu repere este trasata scara gradata.Reperul 0 al scarii gradate nu se suprapune cu suprafata de masurare (suprafata frontala).
Dintre masurile de lungime cu repere, amintim: ruleta de masurat, rigla de masurat, firul de masurat.
Masura de lungime terminala este masura de lungime cu valoare unica sau multipla materialzata de distanta dintre doua suprafete de masurare.Suprafetele de masurare sunt perpendiculare pe axa de masurare.Pe masurile terminale nu sunt trasate scari gradate.Pe ele sunt inscriptionate valoarea pe care o materializeaza.
Dintre masurile de lungime terminale amintim: cala plan-paralela, lera de grosime, calibrul.
Masuri de lungimi mixte care sunt masuri de lungime cu valoare unica sau cu valori multiple reprezentata prin distanta cuprinsa intre o suprafata de masurare si axele unor repere.Pe masura de lungime mixta este trasata scara gradata.Reperul 0 al scarii gradate se suprapune cu suprafata terminala a masurii.
Dintre masurile de lungime mixta amintim: mira, panglica topografica, panglica de masurat, ruleta de masurat cu lest.
Instrumentele de masurare a lungimilor sunt mijloace de masurare constituite din cea mai simpla asociere de dispozitive si elemente care pot furniza, de sine statator, informatii de masurare a lungimilor.
Cateva intrumente de masurare sunt: subleru, micrometru si comparatorul cu cadran.
Unghiurile si conurile se masoara si se controleaza la fel de frecvent ca lungimile.Dimensiunea unghiulara poate fi reprezentata de unghiul plan care este unghiul dintre doua drepte concurente.
Mijloace de masurare pentru unghiuri sunt: raportor,disc gradat cala
unghiulara ,calibru conic si echer.
CONTINUT PROPRIU-ZIS
Masurarea si controlul marimilor geometrice
1.1 Marimi geometrice.Masurare,control.
Marimile geometrice ale unui obiect se refera la:
-dimensiuni, care pot fi liniare sau unghiulare.
-suprafete
-volum
Masurarea si controlul acestor marimi geometrice se executa cu mijloace de masurare adecvate elementului masurat atat din punct de vedere al marimilor masurate,cat si a dimensiunii masurate,al gradului de precizie cerut,al vitezei de masurare dorite.Prin masurare se determina valoarea unei marimi in raport cu o marime de acelasi fel luata drept unitate.
Controlul include notiunea de calitate si presupune:
-masurarea si compararea valorii marimii efective cu cerintele impuse
-verificarea valorii marimii daca este in limitele prescrise
Prin verificare se stabileste daca valoarea determinata corespunde valorii impuse,compararea facandu-se direct cu marimea impusa.Notiunea de verificare este mai apropiata de notiunea de control.De obicei, in practica de productie de zi cu zi, notiunile de masurare,control,verificare nu sunt bine delimitate,ele facandu-se in mod egal.
1.2 Masurarea si controlul dimensiunilor liniare
Notiunea de dimensiune liniara inglobeaza notiunea de lungime.
Prin notiunea de lungime se intelege:
-o marime fundamentala in sistemul international(SI) ce caracterizeaza dimensiunile corpurilor si pozitia lor relativa;
-dimensiunea cea mai mare a unui corp, a unui paralelipiped sau a unui dreptunghi.
Notiunea de lungime se refera la:
-inaltime
-latime (grosime)
-lungime (dimensiunea cea mai mare a paralelipipedului)
-diametru
-distanta etc.
Lungimea are simbolul l.
Unitatea de masura
Unitatea de masura pentru lungime in SI este metrul si are simbolul m.
Metrul este lungimea drumului parcurs de lumina in vid, in timp de 1/299 792 458 dintr-o secunda.
In tabel sunt date o parte din unitatile de masura pentru lungime.
|
Unitati de masura in SI |
Alte unitati de masura |
||||||
|
Denumire |
simbol |
valoare |
Denumire |
simbol |
valoare |
||
|
multipli |
km |
103m |
in |
0,0254m |
|||
|
hm |
102m |
yd |
0,9144m |
||||
|
dam |
10m |
ft |
0,3048m |
||||
|
m |
mlm |
1852m |
|||||
|
submultipli |
dm |
10-1m |
~1609m |
||||
|
cm |
10-2m |
an lumina |
al |
~1016m |
|||
|
mm |
10-3m |
angström |
10-10m |
||||
|
µm |
10-6m | ||||||
Abateri si tolerante dimensionale
SR EN 20286-1 defineste bazele sistemului ISO de tolerante si ajustaje. Imprecizia inevitabila a procedeelor de fabricare la realizarea riguroasa a dimensiunii stabilite prin calcul (dimensiune nominala).
Dimensiunea nominala trebuie tolerata astfel incat dimensiunea efectiv realizata sa fie cuprinsa intre dimensiuni limita (dimensiunea minima si dimensiunea maxima),astfel incat sa fie asigurate cerintele de functionare a piesei
Pentru ca fiecare piesa sa-si poata indeplini rolul in ansamblu, se impun abateri la dimensiunea nominala.Valorile acestor abateri se aleg din standard.Abaterile limita pot avea valori pozitive,negative sau zero.Toleranta la dimensiune este diferenta dintre dimensiunile limita sau dintre abaterile limita.Daca dimensiunea efectiva nu depaseste dimensiunile limita piesa isi indeplineste rolul functional.
Dimensiunea efectiva trebuie sa aiba valoarea cuprinsa intre dimensiunile limita sau sa fie egala cu una dintre acestea
Prin ansamblarea a doua piese cu aceiasi dimensiune nominala N se obtine un ajustaj.Suprafetele ce formeaza ajustajul se numesc arbore respective alezaj.
Arborele este un termen utilizat conventional, pentru a descrie o caracteristica dimensionala exterioara a unei piese, inclusiv a unei piese care nu este cilindrica
Alezajul este un termen utilizat conventional, pentru a descrie o caracteristica dimensionala interioara a unei piese, inclusiv a unei piese care nu este cilindrica.
Dimensiune nominala (ND, Nd)
Abatere superioara (ES, es)
-0,020 Abatere inferioara (Ei, ei)
→Dimensiune maxima (Dmax, dmax) Ø30, 035 mm
→Dimensiune minima (Dmin, dmin) Ø29, 980 mm
→Toleranta (TD, Td) 0,055 mm
Simbolurile pentru alezaje se scriu cu majuscule, iar pentru arbori cu litere mici. Abaterea superioara se scrie deasupra abaterii inferioare.
Notiunile referitoare la caracteristicile dimensionale ale suprafetelor pieselor le exemplificam pe ansamblu in fig 1.1 si componenetele sale reprezintate in figura 1.2
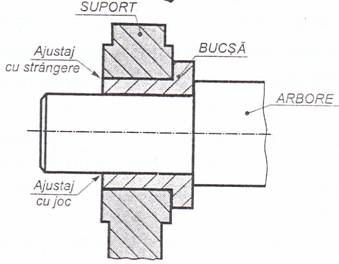
Fig.1.1
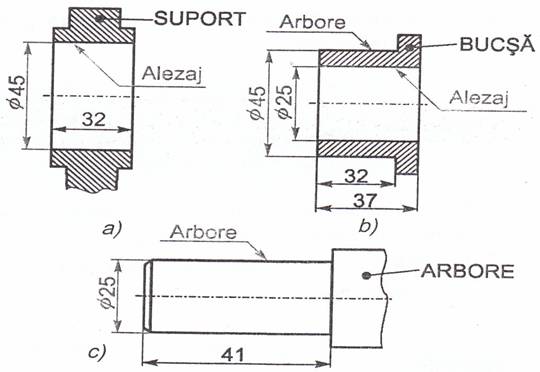
Fig. 1.2
Prin ansamblarea bucsei in support se realizeaza un ajustaj la fel ca intre arbore si bucsa.Ajustajul apare prin ansamblarea a doua piese cu aceiasi dimensiune nominala.In exemplul dat dimensiunile nominale ce participa la formarea ajustajelor sunt Ø45(suport bucsa) si Ø25(bucsa-arbore).In urma asamblari,bucsa trebuie sa fie fixa fata de support(ajustaj cu strangere),iar arborele trebuie sa se poata roti fata de bucsa (ajustaj cu joc).Alegerea abaterilor dimensiunilor pieselor componenete ale ansamblului din fig 1.3 se face pornind de la rolul lor functional..Se alege sistemul alezajului unitar,ceea ce inseamna ca pentru o anumita toleranta se obtin ajustaje diferite,variind pozitia campului de toleranta a arborelui.In tabelul 1.4 este exemplificata obtinerea tipului de ajustaj dorit in sistemul alezaj unitar.In sistemul arbore-unitar,tipul de ajustaj se obtine variind pozitia campului de toleranta al alezajului.
|
Diametrul alezajului |
Diametrul arborelui |
Tipul de ajustaj |
Observatii |
|
Ø25+0,033 -0 |
-0,041 |
Ajustaj cu joc |
Ajustaj ales |
|
Ajustaj intermediar |
Abatere superioara +0,007 Abatere inferioara -0,007 |
||
|
-0,022 |
Ajustaj cu strangere |
Abatere limita sunt valori pozitive |
|
|
Ø45+0,039 0 |
-0,075 |
Ajustaj cu joc |
Abaterile limita sunt valori negative |
|
-0,025 |
Ajustaj intermediar |
Abaterea superioara este 0 |
|
|
+0,042 |
Ajustaj cu strangere |
Ajustaj ales |
Fig 1.4
Sistemul alezaj unitar este preferat deoarece sunt mai usor de realizat tolerante diferite la arbore decat la alezaj,din considerente tehnologice, alezajele prelucrandu-se mai usor.Ajustajul intermediar poate fi cu joc sau cu strangere.Desenul final al celor trei piese ale ansamblului din fig 1.5 este prezentat in fig 1.6
|
Clasa de toleranta |
Abateri limita pentru domeniul de dimensiuni (mm) |
|||||
|
Simbol |
Descriere |
de la 0,5mm pana la 3mm |
Peste 3mm pana la 6mm |
Peste 6mm pana la 30mm |
Peste 30mm pana la 120mm |
Peste 120mm pana la 400mm |
|
f |
fina | |||||
|
m |
mijlocie | |||||
|
c |
grosiera | |||||
|
v |
grosolana |
| ||||
Fig 1.5
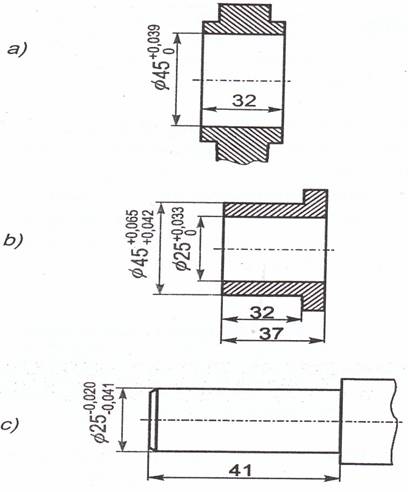 Fig.
1.6
Fig.
1.6
Pe un desen sunt cote tolerate pentru dimensiunile functionale ale piesei si cote netolerate pentru dimensiunile nefunctionale
Dimensiunile Ø25 si Ø45 sunt dimensiuni functionale si cotele respective sunt cote tolerate. Dimensiunile 32,37,41 sunt dimensiuni nefunctionale si cotele respective sunt cote netolerate (cote libere).Abaterile cotelor netolerate sunt date in tabelul 1.5 in functie de clasa de toleranta inscrisa pe desenul de executie al piesei.Pe desenul de executie,la conditii tehnice,se inscrie clasa de toleranta pentru cotele netolerate,conform ISO 2768 cuprins in standardul SR EN 22768-1:1995.Daca in urma executiei piesei dimensiunea efectiva nu se incadreaza in toleranta impusa,piesa poate fi:
-rebut recuperabil, daca:
Dimensiunea efectiva > dimensiunea maxima, pentru arbori;
Dimensiunea efectiva < dimensiunea minima, pentru alezaje;
-rebut nerecuperabil, daca;
Dimensiunea efectiva < dimensiunea minima, pentru arbori;
Dimensiunea efectiva > dimensiunea maxima,pentru alezaje;
Mijloace de masurare pentru lungimi
Masurarea si controlul dimensiunilor liniare se face cu mijloace de masurare pentru lungimi.O parte din mijloacele de masurare pentru lungimi sunt date
in tabelul 1.7.
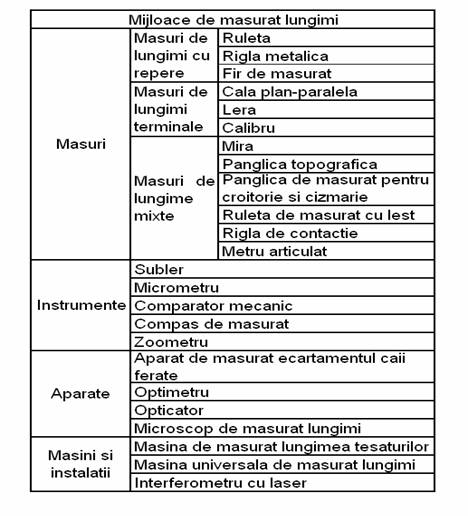
Tab. 1.7
Masuri de lungime
Masura de lungime este un mijloc de masurare care materializeaza unitatea de masura, multiplii si/sau submultiplii lungimii.
Masurile de lungime pot fi:
a) Masura de lungime cu repere este masura de lungime cu valoare unica sau cu valoare multipla care materializeaza lungimea intre doua sau mai multe repere ale unei scari gradate.Ea este valoarea unica atunci cand are numai doua repere si cu valoare multipla cand are mai multe repere.
Pe masura cu repere este trasata scara gradata. Reperul 0 al scarii gradate nu se suprapune cu suprafata de masurare (suprafata frontala)
Dintre masurile de lungime cu repere,amintim:
-RULETA DE MASURAT este o banda de metal sau de tesatura textila,cu sau fara insertie metalica,divizata in unitati de lungime.Un capat al benzii de masurat este fixat de axul unui dispozitiv de infasurare ce ruleaza banda in interiorul unei casete.
-RIGLA DE MASURAT (STAS 2426-88) are forma de prisma dreapta, utilizata in masurari curente de lungimi.Valoarea diviziuni este de 1 mm si este egala cu lungimea diviziunii.
-FIRUL DE MASURAT este o masura cu valoare unica sau cu valori multiple, construit dintr-un singur segment flexibil in forma de fir,cu sectiune circulara construita din metal(de exemplu,firul geodezic).
b) Masura de lungime terminala este masura de lungime cu valoare unica sau multipla, materializata de distanta dintre doua suprafete de masurare.
Suprafetele de masurare sunt perpendiculare pe axa de masurare.
Pe masurile terminale nu sunt trasate scari gradate.Pe ele sunt inscriptionate valoarea pe care o materializeaza
Dintre masurile de lungime terminale,amintim:
-CALA PLAN-PARALELA (STAS 2517-79) este in forma de paralelipiped
dreptunghic avand doua suprafete opuse plane si paralele,denumite suprafete de masurare cu proprietati de aderare.Distanta dintre cele doua suprafete de masurare reprezinta lungimea nominala (simbol l)a calei si valoarea ei este inscrisa in milimetrii pe una dintre suprafetele ei(tabelul 1.8).
|
Numarul de cale dintrusa |
Lungimea nominala mm |
Diferenta de lungime nominala mm |
Numarul de cale plan paralele |
|
32 | |||
|
1 ÷ 9 | |||
|
46 | |||
|
÷1,09 | |||
|
÷1,9 | |||
|
÷1 | |||
|
÷100 |
Tab.1.8
Calele plan paralele se folosesc pentru transmiterea dimensiunii de la etalonul de lungime, verificarea si gradarea mijloacelor pentru masurarea lungimilor, pentru controlul dimensiunilor pieselor si dispozitivelor, pentru lucrari de trasare de precizie,pentru reglarea aparatelor si a masinilor unelte.Cala plan-paralela se executa din otel sau carburi metalice.Sunt prezente in truse de cale.Pentru masurare se foloseste o cala sau un bloc de cale format din doua sau mai multe cale.
Blocul de cale se formeaza prin aderenta.Aderarea se poate face prin simplul contact sau printr-o apasare usoara.Alegerea calelor pentru formarea unui bloc de cale de o anumita dimensiune se face prin scadere,plecand de la ultima cifra a dimensiunii necesare.
-LERA DE GROSIME (SPIONI) este sub forma de lamela metalica,flexibila
prevazuta cu suprafete plan-paralele.Dimensiunea caracteristica a unei lere este grosimea ce poate avea valori de la 0,05 la 1 mm.Lerele se livreaza in garnituri ce contin intre 6 si 16 lamele de diferite grosimi.Lerele dintr-o garnitura se folosesc atat individual,cat si in conbinatii pentru realizarea dimensiunii necesare.Sunt utilizate pentru verificarea jocului intre doua suprafete conjugate, a abaterilor la rectilinitate sau planitate a muchiilor sau suprafetelor, etc.Pentru masurarea jocului intre doua piese asamblate (de exemplu,jocul dintre electrozii unei bujii)se introduc lamele de diverse grosimi, singure sau in conbinatii,care intra exact in spatiul de masurat.Se insumeaza grosimea lamelelor introduse si se determina astfel marimea jocului.
-CALIBRUL este o masura de lungime terminala cu valoare unica sau cu valori multiple, rigida, prevazuta cu suprafete de masurare de forma cilindrica,
sferica sau plan paralele.Forma constructiva a calibrului este diversa,in functie de utilizarea lui.Este utilizat pentru reglarea sau verificarea mijloacelor de masurare a dimensiunilor pieselor.
Calibrul verifica o singura dimensiune.Forma calibrului difera in functie de forma suprafetei verificate.
Calibrul se executa in urmatoarele variante:
- calibrul de reglare utilizat pentru reglarea indicatiilor mijloacelor de masurare.
- calibrul etalon pentru masurarea prin comparatie si reglarea masinilor de masurat lungimi.
- calibrul limitativ (fig 1.9)este format din doua parti sau set de doua calibre
cu dimensiuni corespunzatoare dimensiunilor limita(maxima si minima)ale pieselor supuse verificarii, inscriptionate corespunzator T (trece) si NT
(nu trece).Calibrul limitativ nu indica dimensiunile efective ale pieselor,ci arata numai daca aceste dimensiuni se inscriu in toleranta prescrisa.
Calibrul tampon pentru alezaje are forma unui cilindru plin, de acceasi lungime ca si alezajul verificat si ca diametru egal cu dimensiunea minima a alezajului pentru parteaTRECE si diametru egal cu dimensiunea maxima a alezajului pentru partea NU TRECE.
Calibrul pentru arbori poate fi:
-calibrul inel;
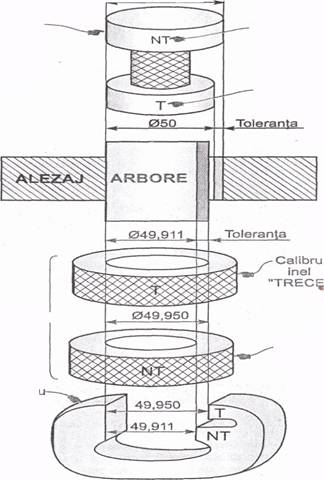 -calibrul potcoava;
-calibrul potcoava;
Fig.1.9
c) Masuri de lungime mixta sunt masuri de lungime cu valoare unica sau cu valori multiple reprezentata prin distanta cuprinsa intre o suprafata de masurare si axele unor repere.
Pe masura de lungime mixta este trasata scara gradata.Reperul 0 al scarii gradate se suprapune cu suprafata terminala a masurii.
Dintre masurile de lungime mixta, amintim:
- Mira este in forma de prisma dreapta, construita din unul sau mai multe segmente rigide prevazute cu suprafete terminale de reazem si cu repere.
Limitele scarii coincide cu suprafetele terminale de reazem ale mirei.Se executa din lemn, lemn cu banda de invar, metal etc.
Este utilizata in lucrari de nivelment geometric, trigonometric si pentru masurarea indirecta a lungimilor in topografie, geodezie etc.
- Panglica topografica este executata din metal,libera la ambele capete,prevazuta la capete cu inele terminale.Reperele extreme ale panglicii coincid cu suprafetele interioare ale inelelor terminale.
Reperele panglicii topograficii se prezinta sub forma de gauri sau placute nituite pe axa panglicii.Panglicile topografice se prevad cu un cadru metallic sau de lemn,pentru sustinere si protejare.
- Panglica de masurat pentru croitorie si cizmarie este executata din tesaturi textile sau material plastic,cu sau fara insertii metalice,prevazuta cu repere pe ambele suprafete de masurare,iar la capete cu armaturi metalice.
Limitele scarii de masurare coincide cu extremitatile panglicii.Se utilizeaza pentru masurari curente in industria confectiilor.Panglicile de cizmarie sunt divizate pe o fata in centimetri, iar pe cealalta in puncte cizmaresti(1 cm=1,5 punct cizmaresc)
- Ruleta de masurat cu lest este o ruleta metalica de masurat prevazuta cu lest constituit dintr-o greutate de forma cilindrica,conica sau prismatica,situate in portiunea initiala.Reperul zero coincide cu suprafata de asezare a lestului.Se utilizeaza pentru masurari curente de lungimi in plan vertical, pentru masurarea stocurilor rezervoarelor.
-Rigla flexibila metalica de contractie(STAS 12172-84)este prevazuta cu un capat terminal si cu repere ale caror gradare este extinsa cu un anumit raport,
corespunzator contractiei pieselor turnate de 1%;2% etc.Sunt utilizate in turnatorii pentru masurarea modelelor.
- Rigla rigida cu suprafete de masurare terminale este constituita din unul sau mai multe segmente rigide, executata din metal sau lemn,gradate astfel incat,ca in starea desfasurata sa formeze o scara continua.Limitele scarii de masurare coincide cu suprafetele terminale ale riglei.Se utilizeaza pentru masurari curente ale lungimii.Se executa din lemn (Masuri pliante din lemn STAS 3189-80) sau din metal (Metru metallic articulate STAS 6759-87)
- Rigla de masurare flexibila, metalica,pana la 1000mm(STAS 5199-69)se executa cu una sau doua scari gradate pe aceeasi fata a riglei.
Instrumente de masurare
Instrumente de masurare a lungimilor sunt mijloace de masurare constituite
din cea mai simpla asociere de dispozitie si elemente care pot furniza,din sine statator,informatii de masurare a lungimilor.
Sublerul
Sublerul (STAS 1373/1-87)este un instrument de masurare a lungimilor
constituit dintr-o rigla gradata si un cursur cu dispozitiv de citire a indicatilor
cu vernier,cu cadran sau cu dispozitiv digital fig 1.10.
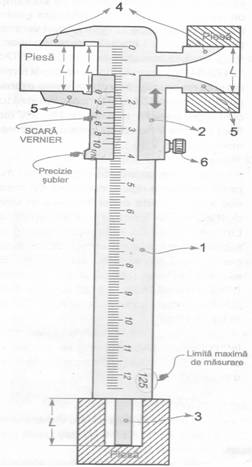
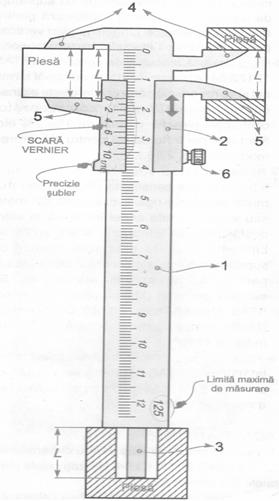
Fig.1.10
Parti componenete
Sublerul din fig 1.10 este un subler de exterior, interior si adancime cu dispozitiv de citire a indicatiilor cu vernier si este construit dintr-o rigla 1
pe care este trasata o scara gradata din milimetru in milimetru.Rigla are intr-un capat unul sau doua ciocuri fixe 4.De-a lungul riglei,se poate deplasa cursorul 2 prevazut de asemenea cu unul sau doua ciocuri mobile 5,identice cu ciocurile fixe 4.Cursorul 2 are o scara gradata ajutatoare numita vernier,gradata in fractiuni de milimetru.Vernierul este o scara ce permite masurarea zecimilor sau sutimilor de milimetru.Deplasarea cursorului de rigla este blocata cu surubul de blocare 6.Tija de adancime 3 fixata de cursor si culiseaza intr-un canal executat in rigla gradata.Sublerele cu precizie mai mare de citire au cursorul prevazut cu un dispozitiv de avans fin.
Principiul de functionare.
Pentru masurarea exterioara si interioara se deplaseaza cursorul de piesa de masurat, se prinde intre suprafetele de masurare a ciocurilor fixe 4 si ciocurile mobile 5.Pentru masurarea adancimii rigla se sprijina pe marginea piesei,iar cursorul se deplaseaza si o data cu el si tija de adancime 3.
In pozitia inchis,reperul 0 de pe rigla si de pe vernier trebuie sa coincida. L reprezinta deplasarea cursorului care este egala cu lungimea masurata.
Precizia sublerului
Dupa precizia sublerului sau dupa valoarea diviziunii vernierului avem:
sublere cu precizia de 1/10 sau cu valoarea diviziunii de 0,10mm (SR ISO 3599:1996).
Lungimea scarii vernierului este de 9 sau 19mm;
sublere cu precizia de 1/20 sau cu valoarea diviziunii de 0,05mm (SR ISO 3599:1996).
Lungimea scarii vernierului este de 39 mm;
sublere cu precizia de 1/50 sau cu valoarea diviziunii de 0,02mm (SR ISO 6906:1995).
Lungimea scarii vernierului este de 49mm.
Inscrisptionarea pe vernier permite o citire rapida a zecimilor si sutimilor de milimetru.
Citirea sublerului
Masurarea se face citind pe rigla gradata numarul intreg de milimetri in dreptul reperului zero al vernierului, iar zecimile de milimetru se citesc cu ajutorul vernierului.
Pentru stabilirea zecimilor de milimetru(fractiunilor de milimetru)se observa cu atentie care este primul reper de pe vernier care se afla in prelungirea unui reper de pe rigla gradata.Zecimile de milimetru citite pe vernier se adauga la numarul intreg de milimetri citit pe rigla gradata.
Operatia de citire cu ajutorul vernierului este identica pentru toate tipurile de mijloace de masurare cu vernier.
Pentru a evita erorile de paralaxa este necesar ca citirea sa se faca perpendicular pe directia de vizare.
Noile tipuri de sublere permit o citire rapida si exacta a masurarii si sunt:
-subler cu dispozitiv de citire a indicatiilor cu cadran.
-subler cu dispozitiv de citire a indicatiilor cu dispozitiv digital.
Tipuri de sublere:
Cele mai utilizate tipuri de sublere sunt:
-sublere de exterior, interior si adancime;
-sublere de adancime(STAS 1373/3-73);
-sublere de trasaj etc.
Micrometrul
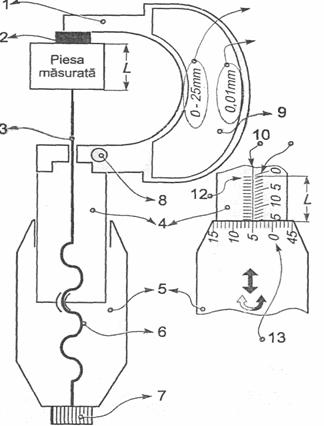
Micrometrul este un instrument de masurat lungimi, realizat cu un mecanism surub-piulita.Instrumentul este prevazut cu dispozitiv de citire pe tambur, cu cadran sau cu dispozitiv digital ( fig 1.11)
Parti componente
Micrometrul de exterior (SR ISO 3611:1995) din fig1.11 are dispozitiv de citire pe tambur si este compus dintr-un corp 1 din forma de potcoava, care are la capat nicovala 2, iar la celalalt capat,tija surubului micrometric 3.Deplasarea tijei surubului micrometric 3 este blocata de dispozitivul de blocare a tijei surubului micrometric 8.De-o parte si de alta a corpului 1, este montata cate o placuta izolanta 9.Bucsa gradata 4 constituie piulita surubului micrometric 6.Pe bucsa gradata 4 de-a lungul reperului longitudinal 10 sunt trasate doua scari 11 si 12 gradate din milimetru in milimetru.Cele doua scari sunt declarate cu 0,5mm astfel incat cu ajutorul lor se pot citi numarul intreg si jumatatile de milimetru.Tamburul 5 imbraca bucsa gradata 4 si are la un capat un dispozitiv de limitare a fortei de masurare 7, iar la celalalt capat o portiune strunjia tronconic,pe care este trasata scara 13.Scara 13 are 50 sau 100 de divizuni in functie de pasul surubului micrometric 6 L reprezinta lungimea masurata.
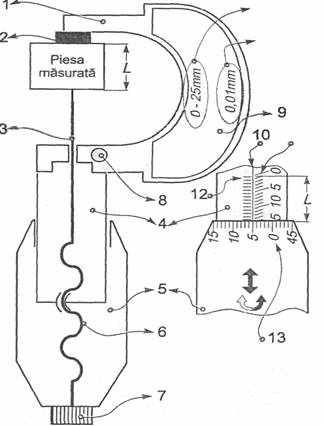 Fig.1.11
Fig.1.11
Principul de functionare
Miscarea de rotire a surubului micrometric 6 este transformata intr-o deplasare liniara a tijei surubului micrometric 3.La o rotire completa a surubului micrometric 6,deci si a tamburului 5 care este solidar cu surubul micrometric,tija surubului micrometric 3 are o deplasare liniara egala cu pasul surubului micrometric.Corelatia dintre pasul surubului,deplasarea tijei si diviziunile scarii gradate sunt prezentate in tabelul de mai jos:
|
Pas surub micrometric 6 |
Deplasare tija surub micrometric 6 |
Numar diviziuni pe scara 13 |
Valoare diviziune pe scara |
|
0,5mm |
0,5mm |
0,01mm |
|
|
1mm |
1mm |
0,01mm |
Citirea micrometrului
In pozitia inchis, tamburul 5 al micrometrului are marginea pana la reperul 0 al scarii 11.Piesa de masurat se prinde intre suprafetele de masurare a nicovalei si a tijei surubului micrometric 3.Deplasarea tijei surubului micrometric 3 se face prin rotirea dispozitivului de limitare a fortei de masurare 7 sau a tamburului 5.
O data cu deplasarea tijei surubului micrometric 3 se roteste si se deplaseaza si tamburul 5 aparand scarile 11 si 12 de pe bucsa gradata 4.Tija surubului micrometric 3 se blocheaza cu ajutorul dispozitivului de blocare 8,apoi se face citirea.La citirea dimensiunii masurate,se citeste mai intai numarul intreg de milimetri sau intreg plus jumatate de milimetru dat de scarile 11 si 12 vizibile pe bucsa gradata 4 si se adauga apoi sutimile de milimetru citite pe scara 13 a tamburului 5,in dreptul reperului care coincide cu reperul longitudinal 10.
Operatia de citire a dispozitivelor cu surub micrometric este identica pentru toate tipurile de mijloace de masurare cu dispozitiv micrometric.
Noile tipuri de micrometre permit o citire rapida si exacta a masurarii si sunt:
-micrometru cu dispozitiv de citire cu cadran
-micrometru cu dispozitiv de citire cu dispozitiv digital.
Micrometrele se clasifica in:
-micrometre de exterior (SR ISO 3611:1995);
-micrometre de interior (STAS 11671-83);
-micrometre de adancime (STAS 12404-85);
-micrometre pentru tabla (STAS 6466-87);
-micrometre pentru tevi (STAS 6467-70);
-micrometre cu talere pentru roti dintate (STAS 6519-80);
-micrometre pentru filete (STAS 11672-83)
Comparator cu cadran
Comparatorul cu cadran este un comparator mechanic,prevazut cu tija de palpare cu directie de masurare axiala.
Parti componente
Comparatorul cu cadran din fig 1.12 are un palpator 1 solidar cu tija palpatoare 2 care culiseaza in bratul de fixare 3.Ansamblul palpator-tija palpatoare se poate deplasa cu ajutorul butonului de ridicare 11.Cadranul 8 este solidar cu rama mobila 12 si impreuna se pot roti fata de carcasa 10.Ansamblul cadran-rama mobile se poate bloca cu ajutorul dispozitivului de blocare 9.
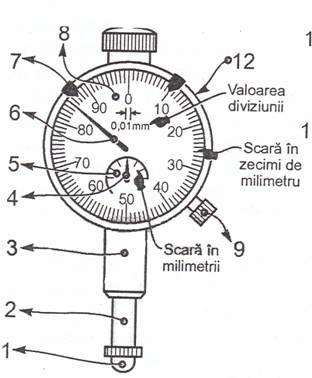
Fig 1.12
Comparatorul cu cadran are doua cadrane:
cadran 5 pe care este trasata o scara pe care se masoara deplasarea ansamblului palpator-tija palpatoare, in milimetri sau zecimi de milimetri.Acest cadran il au numai comparatoarele cu valoare diviziunii de 0,01 si 0,001mm.
cadran 8 care este trasata o scara pe care se masoara deplasarea ansamblului palpator-tija palpatoare, in diviziuni de milimetri.
Indicatoarele de toleranta 7 se pot roti in jurul cadranului 8, astfel incat varful lor sa fie in dreptul unui reper al scarii.
Principiul de functionare
Principul de functionare are la baza transformarea miscarii rectilinii a tijei palpatorului 2 in miscare de rotatie a acului indicator 6 cu ajutorul angrenajului de roti dintate.Angrenajul cu roti dintate are si rolul de amplificare a miscarii.
Pe tija palpatorului 2 este executata o cremaliera care angreneaza cu o roata dintata z1 este fixat acul indicator de ture 4 si roata dintata z2 care angreneaza cu roata dintata z3.Pe axul rotii z3 este fixat acul indicator de diviziuni 6.Roata dintata z4 si arcul spiral 3 are rolul de a prelua jocul dintre flancurile rotilor dintate.
Masurarea sau verificarea cu comparatorul cu cadran
Pentru masurare si verificare comporatorul se fixeaza pe bratul de fixare 3 intr-un support special construit.Inaltimea la care se fixeaza comparatorul fata de suprafata de asezare a dispozitivului de fixare a comparatorului se face cu cala sau bloc de cale cu dimensiunea nominala egala cu ceea pe care comparatorul urmeaza sa o masoare sau sa o verifice
Citirea comparatorului cu cadran
se citeste pe scara gradata a cadranului 5 numarul intreg de milimetri, iar zecimile si sutimile de milimetru se citesc pe scara principala a cadranului 8.Valoarea citita se adauga la valoarea de 50(valoarea la care a fost reglat comparatorul)
se deplaseaza un indicator de toleranta 7 in dreapta reperului 0 al scarii principale, in dreptul diviziunii care indica 0,08 mm, iar cel de-al doilea indicator de toleranta se pozitioneaza in stanga reperului 0 in dreptul diviziunii care indica 0,13mm.Se considera valoarea pozitiva cand deplasarea acului indicator este in dreapta reperului 0.Daca acul indicator este intre indicatoarele de toleranta, dimensiunea piesei este buna.Aceasta metoda se foloseste cand se verifica un lot de piese.
Valoarea diviziunii este inscrisa in cadranul 8.Operatiile de citire sunt identice pentru toate tipurile de instrumente care au in componenta lor un comparator.
Pentru a evita erori de paralaxa, este necesar ca citirea sa se faca perpendicular pe directia de vizare.
Comparatorul se utilizeaza fixat intr-un suport sau fixat in cadrul unor dispozitive de control.
Masurarea nivelului
Nivelul se masoara in unitati de lungime, iar mijlocul de masurare se numeste nivelmetru.
-Metoda directa in care sunt utilizate mijloace de masurare cu citire directa(tija de nivel, sticla de nivel, nivelmetre cu plutitor etc.)
-Metoda indirecta (se masoara un alt parametru care este in relatie directa cu nivelul).Mijloacele de masurare utilizate sunt: nivelmetru cu manometru,
nivelmetru cu sonda de barbotare etc.
Tija de nivel sau joja este o tija gradata in unitati de lungime si se utilizeaza in cazul rezervoarelor deschise.Se introduce in rezervor, partea de jos a acesteia fiind udata de lichid.Se scoate din rezervor si se citeste ultima indicatie udata de lichidul de rezervor.Sticla de nivel se compune dintr-un tub vertical de sticla 1, asezat intre robinetele 2 si 3.Sticla de nivel functioneaza pe baza principiului vaselor comunicante fig 1.13.
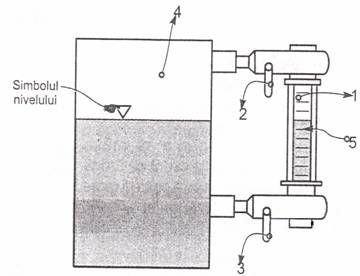 Fig.1.13
Fig.1.13
Nivelmetrul cu plutitor cu transmitere mecanica este un mijloc de masurare simplu, compus in pricipiu dintr-un plutitor 1, un cablu 2, o contragreutate 3 si o scara gradata 5.Ridicarea sau scaderea nivelului duce la ridicarea sau coborarea plutitorului 1 care atrage dupa sine deplasarea contragreutatii 3, si deplasarea citita pe scara gradata 5 fig 1.14
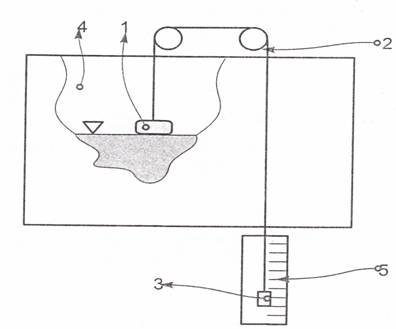
Fig.1.14
Metoda indirecta de masurare a nivelului
Valoarea presiunii hidrostatice dintr-un vas este in functie de nivelul lichidului din acesta, conform relatiei
p=γh
Masurand presiunea (p) si raportand-o la greutatea specifica a lichidului
(γ), se obtine valoarea nivelului (h) al lichidului din vas.
Presiunea (p) se masoara cu manometru, iar greutatea specifica a lichidului (γ) se alege din tabele in functie de natura lichidului.
Masurarea si controlul dimensiunilor unghiulare
Unghiurile si conurile se masoara si se controleaza la fel de frecvent ca lungimile.Dimensiunea unghiulara poate fi reprezentata de:
-Unghiul plan este unghiul dintre doua drepte concurente.
Unghiul plan este raportul dintre lungimea arcului de cerc (AB) cuprins intre cele doua drepte (OA si OB) pe circumferinta unui cerc cu centrul in punctul de concurenta (O) si raza acestui cerc (r) fig 1.15 (a)
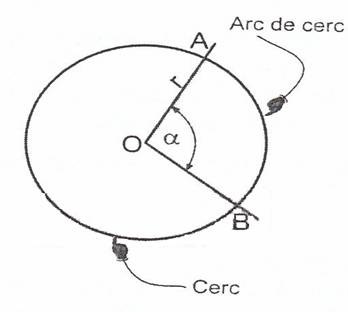 Fig.1.15(a)
Fig.1.15(a)
Ungiul solid este unghiul unui con.
Unghiul solid este raportul dintre aria decupata si un con pe suprafata unei sfere (calota sferica) care are centrul in varful conului (O) si patratul razei sferei (R) fig 1.15(b)
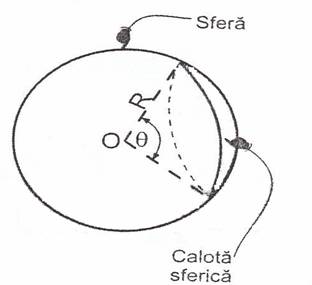 Fig.1.15(b)
Fig.1.15(b)
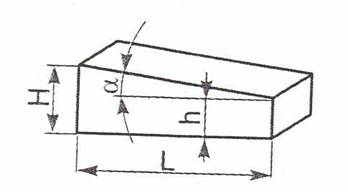
-Inclinarea (S) unei drepte sau a unui plan se defineste prin tangenta
unghiului dreptei respectiv a planului, cu planul orizontal si se exprima in mm/m fig 1.16 (a)
 S =
S = ![]() tg a
tg a
Fig.1.16 (a)
Unghiul a corespunzator unei inclinari de 0,01 mm/m este de 2˝.
-Conicitatea (C) este raportul dintre diferenta diametrelor celor doua suprafete si distanta dintre ele fig 1.16 (b)
C
= ![]() = 2tg
= 2tg ![]()
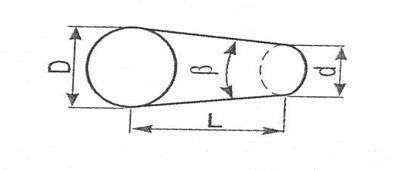 Fig.1.16(b)
Fig.1.16(b)
Valorile conicitatilor sunt standardizate pentru constructia de masini.
Valoarea unghiului α si β se determina prin metode indirecte de masurare.Se masoara lungimi( H,h,L,D,d) si se determina valoarea unghiului printr-un calcul trigonometric.Reprezentarea in desenul tehnic al inclinarii si conicitatii este data in fig 1.16 (c,d)
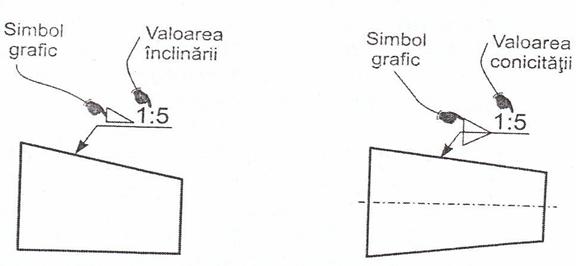
1.16 c) 1.16 d)
Unitati de masura pentru unghiuri
Unghiul plan se masoara in SI in radiani.
Radianul este un unghi plan dintre doua raze ale unui cerc care delimiteaza pe circumferinta un arc egal in lungime cu raza.
Unghiul solid se masoara in SI in steradian.
Steradianul este un unghi solid care, avand varful in centrul unei sfere, delimiteaza pe suprafata acesteia o arie egala cu cea a unui patrat cu laturile de lungime egala cu raza sferei.
Radianul si steradianul sunt unitati derivate fara dimensiune.
In tabel sunt prezentate unitatile de masura pentru unghiuri.
|
Marime0 |
Unitate de masura in SI |
Alte unitati de masura |
|||
|
Denumire |
Simbol |
Denumire |
Simbol |
Relatia de echivalenta |
|
|
Unghi plan |
radian |
rad rad |
Grad sexagesimal |
10
= |
|
|
minut |
׳ | ||||
|
secunda |
1=60TM |
||||
|
grad centezimal |
g |
1g
= |
|||
|
minut |
c |
1g=100 |
|||
|
secunda |
cc |
1c=100cc |
|||
|
Unghi solid |
steradian |
sr | |||
Daca se imparte un cerc in 360 de parti egale, diferenta dintre directiile a doua raze duse din centru in doua puncte de diviziune invecinate defineste un unghi de 1 grad sexagesimal si se noteaza 10.Astfel, gradul sexagesimal reprezinta a 360 parte a unghiului complet, respectiv a 90-a parte a unghiului drept.A 60-a parte a unui grad sexagesimal se numeste minut si se noteaza 1
A 60- a parte a unui minut sexagesimal este secunda sexagesimala si se noteaza 1.
10=60=3 600
Deoarece diviziunile gradului au aceleasi denumiri, ca diviziunile unitatii de masura pentru timp, ora (h), nu trebuie sa se foloseasca aceleasi simboluri pentru desemnarea lor (1 h=60min=3 600s)
Prin impartirea cercului in 400 de parti egale respective a unghiului drept in 100 de parti egale, respective a unghiului drept in 100 de parti egale, se obtine un grad centeimal sau 1 gon, care se noteaza 1g.Un gon are 100 de minute centezimale notate c iar un minut centesimal are 100 de secunde centezimale notate cc.
1g=100c=10 000cc
Radianul este folosit in cercetare. In practica, masurarea in radiani este greoaie si nici nu exista aparate pentru masurat unghiuri plane in radiani.Din aceste motive, unghiurile plane se masoara in grade sexagesimale si , in mai mica masura, in grade centezimale.
Abateri si tolerante la dimensiuni unghiulare
Imprecizia inevitabila a procedeelor de fabricare a unei piese face imposibila realizarea riguroasa a dimensiunilor unghiulare stabilite prin calcul.Dimensiunea nominala trebuie tolerata astfel incat dimensiunea efectiva realizeata sa fie cuprinsa intre doua dimensiuni limita (dimensiunea minima si dimensiunea maxima).Pentru ca piesa sa-si indeplineasca rolul functional, se impun abateri la dimensiunea nominala Fig 1.17
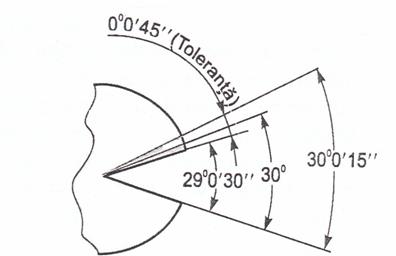
Fig.1.17Abateri unghiulare
Abaterea unghiulara se exprima in secunde sau minute.
Abaterea limita (abaterea superioara si abaterea inferioara) pot avea valori pozitive, negative sau zero.
Pe un desen sunt cote tolerate pentru dimensiunile unghiulare functionale ale piesei si cote notelerate pentru dimensiunile unghiulare nefunctionale.
Abaterile cotelor netolerate sunt date in tabelul 1.18
|
Clasa de toleranta |
Abateri limita pentru domeniul de lungimi a celei mai scurtel laturi a unghiului considerat. |
||||
|
simbol |
descriere |
Pana la 10mm |
Peste 10mm pana la 50mm |
Peste 50mm pana la 120mm |
Peste 120mm pana la 400mm |
|
f |
fina | ||||
|
m |
mijlocie |
||||
|
c |
grosiera | ||||
|
v |
grosolana | ||||
Mijloace de masurare si control
Tipurile de mijloace de masurare pentru unghiuri sunt date in tabelul 1.19
|
Mijloace de masurare a unghiurilor |
||
|
Masuri |
Masuri cu repere |
Raportor |
|
Disc gradat |
||
|
Masuri terminale |
Cala unghiulara |
|
|
Calibru conic |
||
|
Echer |
||
|
Instrumente |
Raportor mechanic |
|
|
Raportor optic |
||
|
Nivela cu bula de aer |
||
|
Cap divisor |
||
|
Platou sinus |
||
|
Rigla sinus |
||
|
Aparate |
Nivela electronica |
|
|
Autocolimator |
||
|
Divizor unghiular |
||
|
Gonimetru |
||
Tab.1.19
Masurarea si controlul unghiurilor se face in practica cu urmatoarele metode:
metode de masurare directe.Unghiul se determina cu instrumente si aparate cu scara unghiulara.
Metode de control prin compararea cu masuri.Se determina marimea abaterii unghiului masurat, fata de masura utilizata.Masurile utilizate sunt:cale unghiulare, echere, conuri, sabloane de unghiuri, calibre.
Metode de masurare indirecte cu masurarea unor dimensiuni ajutatoare si utilizarea functiilor trigonometrice.
De exemplu, se masoara lungimile piesei tronconice si au urmatoarele valori:
D=30mm; d=20mm; L=50mm
Conicitatea va fi:
C = ![]() =
= ![]() =
= ![]()
Unghiul β al piesei este:
β=2arctgC/2=2arctg 1/10
β~120
Masurarea si controlul cu raportoare.
Raportoarele se utilizeaza la masurarea unghiurilor plane si diedre, a conicitatilor sculelor si altor piese, ca si pentru trasarea unghiurilor plane.Ele se construiesc in urmatoarele variante:
a) RAPORTOR MECANIC
Este un instrument de masurat unghiuri prevazut cu dispozitiv de citire a indicatiilor cu vernier sau cadran fig 1.20.
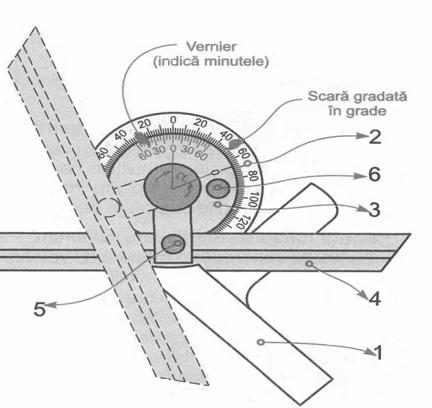 Fig.1.20
Fig.1.20
Principiul de functionare
Raportorul din fig.1.20 executa masurari ale unghiului dintre doua suprafete.Talpa corpului 1 se aseaza pe una dintre suprafete, iar rigla mobila 4 se roteste si se deplaseaza de-a lungul ei pana se suprapune pe cea de-a doua suprafata.Se blocheaza rigla mobila cu butonul de blocare 5.Discul mobil 3, care s-a rotit o data cu rigla mobila 4, se blocheaza si el cu butonul de blocare 6.Se indeparteaza raportorul si se citeste valoarea unghiului.
Valoarea diviziunii
Valoarea divizunii vernierului este de 5 minute.
Citirea raportorului
Masurarea se face citind pe scara de pe discul fix 2 a numarului intreg de grade in dreptul diviziunii care a fost depasita de reperul zero al vernierului, iar minutele se citesc pe vernier.
Pentru stabilirea minutelor se observa cu atentie care este primul reper de pe vernier care se afla in prelungirea unui reper de pe rigla gradata si acel reper de pe vernier se citeste.
Numarul de minute citit pe vernier se adauga la numarul de grade citit pe scara discului fix 2.
Tipuri de raportoare mecanice
Cele mai utilizate tipuri de raportoare mecanice sunt:
- raportorul cu cadran are precizia de masurare de 5 minute.Citirea se face rapid
- raportorul mecanic cu lupa
b) RAPORTOR OPTIC
Instrumentul se bazeaza pe interpretarea optica, valoarea masurarii se citeste prin intermediul unei lupe.Se utilizeaza la masurarea unghiurilor plane si diedre, precum si la trasaj.
c) Raportor digital
Controlul unghiurilor si al conicitatilor
a) Controlul unghiurilor si al conicitatilor cu masuri terminale.
Masura unghiulara terminala este o masura unghiulara cu valoare unica sau cu valori multiple care materializeaza unghiuri plane intre doua sau mai multe suprafete de masurare.
Dintre masurile unghiulare amintim:
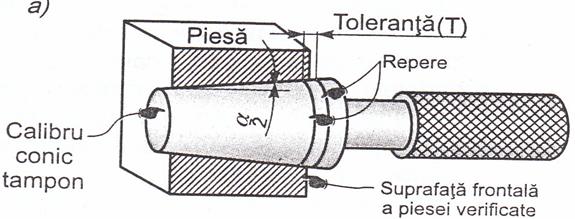
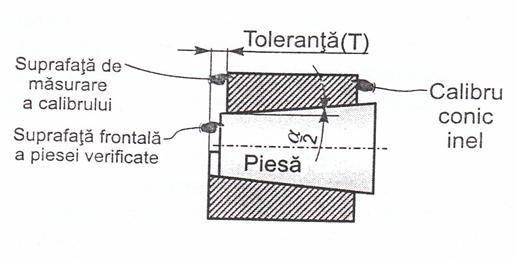
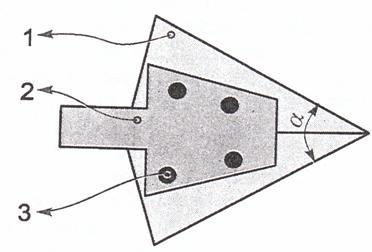
calibrul conic este o masura cu valoare unica, executat pentru un anumit diametru de referinta si prevazut cu doua repere trasate, corespunzator tolerantei.
In functie de forma suprafetei verificate, ele sunt:
calibre conice tampon pentru verificarea alezajelor conice (fig 1.21. a)
Calibre conice manson, inel sau bucsa pentru verificarea arborilor conici (fig 1.21.b)
b)
calibre conice potcoava pentru verificarea arborilor conici.
Datorita tolerantei de executie a piesei, calibrul patrunde mai mult sau mai putin in piesa(toleranta unghiulara este echivalenta cu o toleranta axiala T).
La baza mare sau mai mica a calibrului, se traseaza doua repere sau un prag care delimiteaza toleranta axiala.
1. Controlul cu calibre se efectueaza prin deplasarea axiala a calibrelor si consta in verificarea pozitiei suprafetei frontale a piesei fata de repere, respectiv marginile pragului calibrului.La piesele bune, suprafata frontala se afla intre reperele ce delimiteaza toleranta (T).
Metoda pasuirii cu vopsea este utilizata pentru controlul conurilor. Calibrul de control se vopseste cu un strat subtire de vopsea, diluata in ulei de masina, se introduce in gaura de control, se roteste inauntru, apoi se scoate afara.Dupa felul cum s-a curatat vopseaua de pe calibru, se poate aprecia corectitudinea unghiului.
Calea unghiulara (fig.1.22) este realizata sub forma de prisma dreapta, din otel, materializand intre suprafetele de masurare unul sau mai multe unghiuri plane.Calele unghiulare se asociaza in truse a caror componenta difera in functie de destinatie si producator.
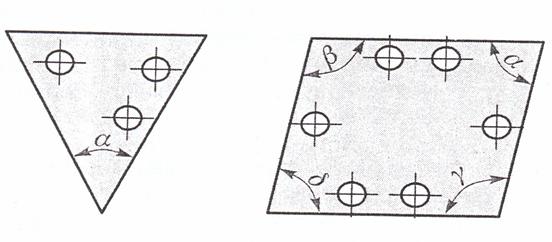
Fig 1.22
Calele sunt prevazute cu gauri conice sau gauri filetate pentru formarea blocului de cale.Calele unghiulare adera una pe alta si se fixeaza in suporturi speciale 2 sau pe o rigla de trasare cu muchie active cu stifturi, cu ajutorul unor stifturi conice sau suruburi 3 fig 1.23
 Fig
1.23
Fig
1.23
2. Controlul cu cala unghiulara
Metoda este Metoda fantei de lumina fig 1.24 si eroarea de masurare nu depaseste 60.Suprafetele de masurare a calei se suprapun pe suprafetele care formeaza unghiul si se priveste in zare pentru aprecierea vizuala a gradului de coincidenta dintre unghiul calei si unghiul controlat.
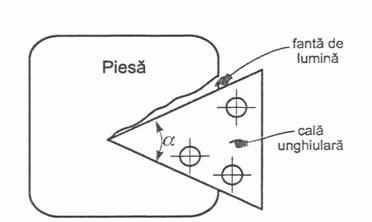
Fig 1.24
Metoda fantei de lumina
Evaluarea dupa fanta de lumina, dintre muchia masurii si suprafata piesei de controlat, da erori care depind de lungimea generatoarelor unghiului controlat, de rugozitatea suprafetelor, de grosimea masurii si de iluminare.Cu cat generatoarele sunt mai lungi , eroarea rezultata este mai mica.
Abaterea unghiulara se poate calcula cu relatia:
Abaterea unghiulara = ± (2a/L x 100 000) unde:
a - marimea fantei, in mm;
L - lungimea generatoarei, in mm.
Controlul cu cale unghiulare, folosind metoda fantei de lumina, se poate face in doua feluri:
~ se foloseste cala ca un calibru normal;
~ se realizeaza cu cale doua calibre limitative;(calibru,TRECEsi cu calibruNU TRECE).
Echerul este o masura cu valoare unica sau multipla materializand unghiuri plane si intre suprafetele de masurare.Este destinat verificarii si trasarii unghiului.
b) Controlul unghiurilor cu nivela
Nivela este instrumentul utilizat, de obicei, pentru determinarea abaterii de la pozitia orizontala a suprafetelor unor piese, aparate, masini etc.
Componenta principala a nivelei o constituie o fiola umpluta cu lichid (spirt industrial, alcool etilic etc) si in care ramane o bula de aer.
Bula ocupa pozitia cea mai de sus si se deplaseaza o data cu inclinarea fiolei.Pozitia bulei de aer la partea superioara a fiolei depinde de pozitia acesteia, respectiv de pozitia nivelei in care este montata fiola.Pe suprafata fiolei, in zona bulei de aer, se traseaza o scara gradata.Bula de aer este delimitata de doua repere, numite repere zero, ce corespund pozitiei orizontale a fiolei.Inclinarea fiolei, respectiv a nivelei, duce la deplasarea bulei de aer in stanga sau dreapta pozitiei initiale.Aceasta deplasare a bulei se masoara pe scara gradata pe fiola.Deplasarea se exprima in unitati de unghi sau in milimetri pe metru.
Nivelele se executa cu valoarea divizunii de 4 pana la 1, respectiv 0,02-0,3mm/m.
1.5 Masurarea si controlul suprafetelor
Masurarea si controlul suprafetei implica doua aspecte:
- masurarea si controlul ariei;
- masurarea si controlul unor parametrii caracteristici ai suprafetei ca: abaterile geometrice, rugozitatea.
Unitatea de masura
Unitatea de masura pentru arii in SI este metrul patrat si are simbolul m2.
In tabelul 1.25 sunt date unitatile de masura.
|
Marime |
Unitate de masura in SI |
Alte unitati de masura |
|||
|
Denumire |
simbol |
Denumire |
simbol |
Relatia de echivalenta |
|
|
Arie |
metru patrat |
m2 |
hectar |
ha |
104m2 |
|
ar |
a |
102m2 |
|||
|
acre |
~4046m2 |
||||
|
Abatere geometrica |
milimetru |
mm | |||
|
Rugozitate |
micrometru |
µm | |||
Tab.1.25
Abateri si tolerante geometrice
Prin precizie geometrica se intelege gradul de apropiere a formei geometrice, pozitiei, orientarii si bataii suprafetelor piesei executate fata de modelul sau teoretic, sub aspectul geometric considerat.
Forma geometrica a suprafetei, la fel ca si dimensiunile, este impusa de conditiile in care trebuie sa functioneze piesa.Imperfectiunea sistemului tehnologic de lucru masina-unealta-scula-dispozitiv-piesa provoaca modificarea formei geometrice de la o piesa la alta si in raport cu forma geometrica nominala.Aceasta modificare (abatere geometrica) admisa se stabileste prin impunerea unei tolerante geometrice.
Abaterea geometrica inferioara este egala cu zero.Toleranta geometrica este egala cu abaterea superioara.
Toleranta geometrica aplicata unui element (punct, linie, axa, suprafata sau plan de simetrie) defineste campul de toleranta in interiorul caruia trebuie sa fie cuprins elementul respectiv.
Abaterile geometrice sunt:
abaterile de forma (abaterea formei suprafetei reale fata de forma geometrica a suprafetei);
abaterea de orientare (abaterea de la pozitia teoretica intre doua suprafete);
abateri de pozitie;
abateri de bataie.
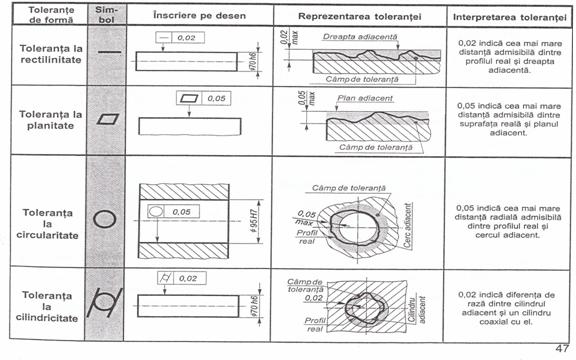
Abatere si toleranta de forma
Abaterea de forma reprezinta distanta maxima dintre profilul real si dreapta (suprafata, planul, cercul) adiacenta.
Dreapta adiacenta (suprafata adiacenta, planul adiacent, cercul adiacent) dreapta (suprafata, planul, cercul) tangenta la profilul real si asezata astfel incat distanta maxima intre profilul real si aceasta sa aiba valoarea cea mai mica posibila fig 1.26
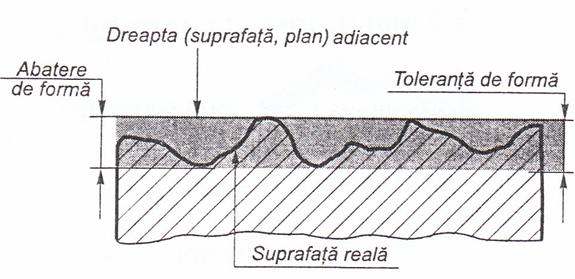
Toleranta de forma este zona determinata de abaterea limita de forma.Toleranta de forma este egala cu abaterea superioara de forma(abaterea inferioara fiind egala cu zero).
Datele privind tolerantele de forma se inscriu intr-un cadru de toleranta fig 1.27.
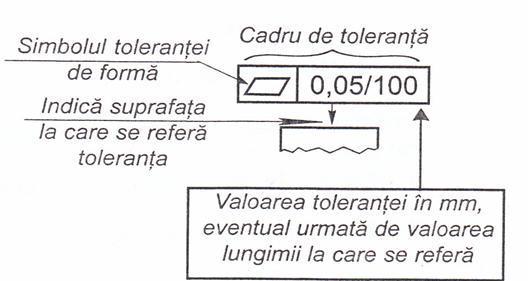
Fig.1.27
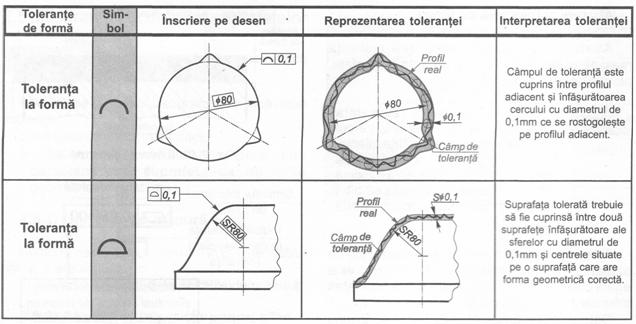
In tabelul 1.28 sunt prezentate tolerantele de forma
Abaterea si toleranta de orientare
Toleranta de orientare sunt date in tabelul 1.29
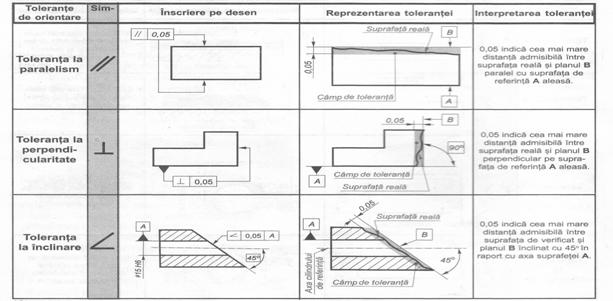
Inscrierea pe desenul de executie a tolerantelor de orientare, pozitie si bataie este prezentata in fig 1.30
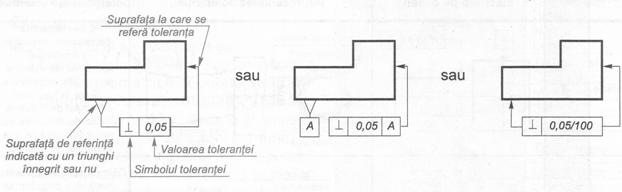
Fig.1.30
Abateri si tolerante de pozitie
Tolerante de pozitie sunt date in tabelul 1.31
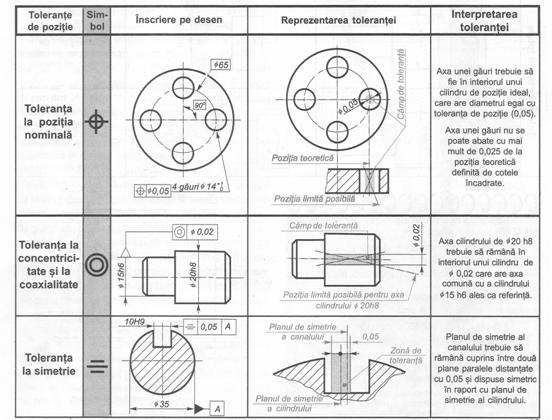
Tab.1.31
Abateri si tolerante de bataie
Tolerante de bataie sunt date in tabelul 1.32
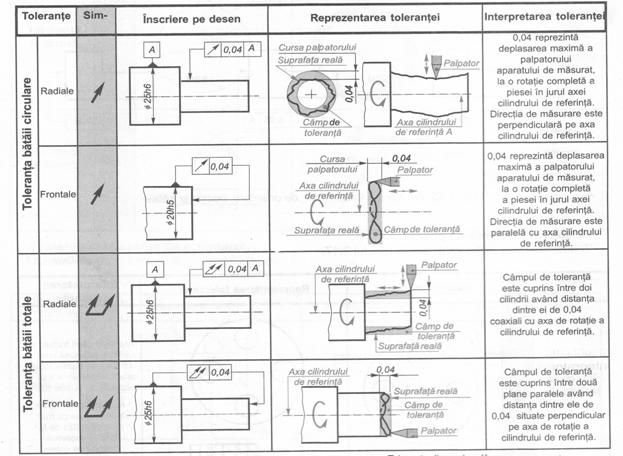
Tab.1.32
Mijloace de masurare si control pentru suprafata
Tipurile de mijloace de masurare si control pentru suprafata sunt date in tabelul 1.33.
|
Parametru masurat |
Mijloace de masurare |
|
|
Aria suprafetei |
Planimetru |
|
|
Abatere geometrica |
Rectilinitate Planitate |
Comparator |
|
Rigla |
||
|
Nivela |
||
|
Luneta |
||
|
Traductoare |
||
|
Circularitate Cilindricitate |
Comparator |
|
|
Micrometru |
||
|
Forma data a profilului |
Sablon |
|
|
Traductoare |
||
|
Forma data a suprafetei |
Traductoare |
|
|
Paralelism |
Comparator |
|
|
Perpendicularitate |
Comparator |
|
|
Inclinare |
Comparator |
|
|
Pozitia nominala |
Comparator |
|
|
Bataie |
Comparator |
|
Tab.1.33
Masurarea ariei suprafetei
Masurarea ariei se poate face cu:
- Metoda indirecta pentru suprafetele cu o forma geometrica regulate(patrata, dreptunghiulara, rotunda) utilizand formulele de calcul invatate la geometrie.
Metoda directa utilizand planimetrul pentru suprafetele ale caror arie nu poate fi, suprafata reprezentata pe harta etc).
Planimetrul este un aparat mechanic prevazut cu un mechanism integrator, format dintr-o rola ce se depalseaza pe suprafata de masurat si un contor care afiseaza numarul de rotatii si de fractiuni de rotatii ale rolei.Aria masurata este proportionala cu numarul de rotatii ale rolei.
Planimetrul polar
Parti componente
Planimetrul polar este format din doua brate articulate, unul dintre acestea fiind bratul integrator 4 pe care este montat mecanismul integrator 3 si tija polara 2.Pe bratul integrator 4 este trasata o scara gradata din milimetru in milimetru si un vernier 7.Tija polara 2 are la un capat greutatea 1, iar la celalalt capat este fixat printr-o articulatie sferica, in mecanismul integrator 3.Bratul integrator 4 are un capat liber pentru urmarirea conturului suprafetei si este prevazuta cu un varf de urmarire sau cu o lupa cu reticul de urmarire, iar la celalalt capat trece prin mecanismul integrator 3 si este fixat de acesta cu surubul 5.Lungimea bratului integrator este reglabila si este prevazuta cu un dispozitiv de avans fin 8 care poate fi blocat cu surubul 6.Rola integratoare 9 are axul paralel cu bratul integrator si este solidara cu un tambur gradat cu 100 de diviziuni; fractiunile de diviziune se citesc pe un vernier alaturat tamburului.
Principiul de functionare.
Tija polara 2 se fixeaza intr-un punct exterior sau interior suprafetei ce urmeaza a-i determina aria cu ajutorul unui varf metallic aflat pe partea interioara a greutatii 1.Se marcheaza un punct de referinta pe conturul suprafetei ce urmeaza a fi masurata.Varful de urmarire a bratului integrator este suprapus pe punctul de referinta marcat si este deplasat pe intregul contur al suprafetei.Deplasarea lui este transmisa prin intermediul bratului integrator 4 la mecanismul integrator 3.Rola integratoare 9 trebuie sa se sprijine permanent pe suprafata masurata.
Citirea
Aria suprafetei masurate este data de relatia
A=2π r L n
Unde: r = raza rolei integratoare
L = lungimea bratului integrator
N = numarul de ture al rolei citit pe mecanismul integrator
L si r sunt constante ale planimetrului care se gasesc in fisa tehnologica.
Tipuri de planimetre.
Cele mai utilizate tipuri de planimetree sunt:
planimetrul polar, prezentat mai sus;
planimetrul polar cu disc;
planimetrul rectiliniu utilizat pentru masurarea ariilor suprafetelor lungi si inguste;
planimetrul radial utilizat pentru masurarea ariei diagramelor de inregistrare
planimetrul digital
Masurarea si controlul abaterilor geometrice
a) Masurarea si controlul abaterilor geometrice cu comparator
- masurarea si controlul abaterii de la circularitate fig 1.34
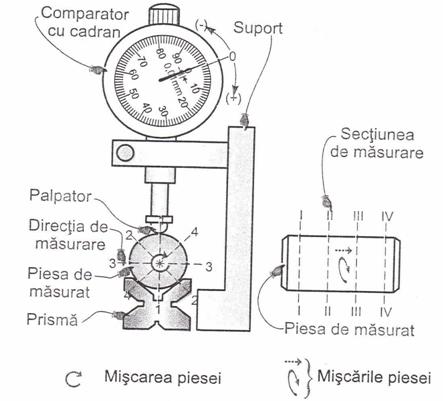
Piesa de masurat/verificat se aseaza pe o prisma.Comparatorul este fixat intr-un support.Palpatorul comparatorului se aduce in contact cu piesa.Se roteste rama mobila a comparatorului pana cand reperul 0 al scarii gradate este in dreptul acului indicator.Se roteste piesa si se fac masuratori pe mai multe directii de masurare.Se inregistreaza valoriile indicate de comparator.Toleranta de circularitate este egala cu diferenta dintre valoarea cea mai mare si valoarea cea mai mica inregistrata.Exemplu in tab 1.35
|
Directia de masurare |
Valoarea indicata |
Observatii | ||
|
Valoare minima | ||||
|
Valoare maxima | ||||
Cu cat numarul directiilor de masurare este mai mare si precizia de masurare creste.
Pentru controlul abaterii de la circularitate, se compara toleranta masurata cu cea indicata pe desenul de executie a piesei.Piesa este mai buna, daca toleranta masurata este mai mica sau egala cu cea indicatea pe desen.
- masurarea si controlul abaterii de la cilindricitatea fig 1.34
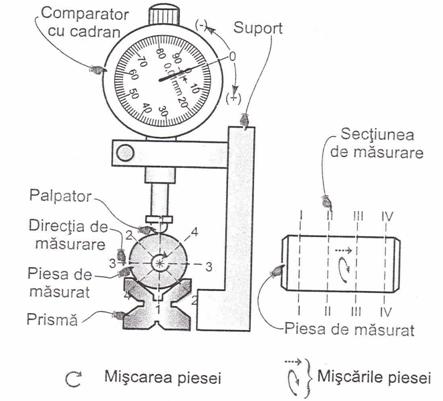
Pentru masurarea abaterii de la cilindricitate, masurarea se face asemanator cu cea pentru masurarea de la circularitate cu diferenta ca se fac masuratori si in sectiuni de masurare se alege in functie de lungimea piesei.
In cadrul tehnologiilor moderne de control, in locul comparatorului cu cadran, se utilizeaza traductoare de diferite tipuri (cu contacte electrice, inductive, pneumatice, pneumoelectrice etc)
- masurarea si controlul abaterii de la planitate si rectilinitate fig 1.36
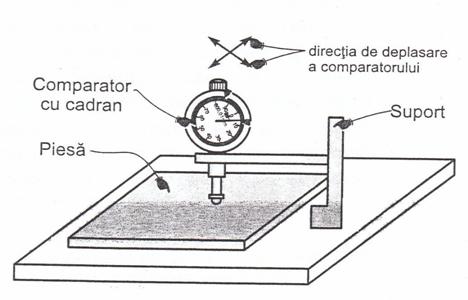
Fig 1.36
Schema de masurare este indentica cu cea de la masurarea abaterii de la circularitate si concentricitate.Piesa de masurat se aseaza pe suprafata de masurare a suportului comparatorului.Pentru masurarea abaterii de la rectilinitate piesa se deplaseaza pe o singura directie si se fac masuratori pe mai multe directii de masurare.
Pentru masurarea abaterii de la planitate, piesa se depaseaza pe doua directii si se fac masuratori pe mai multe directii de masurare si in mai multe sectiuni de masurare.
b) Masurarea si controlul abaterilor geometrice cu rigle pentru controlul rectilinitati si planitatii si platouri de verificare si trasare.
controlul abaterii de la planitate si rectilinitate.
Mijloacele de control cele mai utilizate pentru controlul rectilinitatii si planeitatii sunt rigle pentru controlul rectilinitatii si planeitatii fig 1.37.
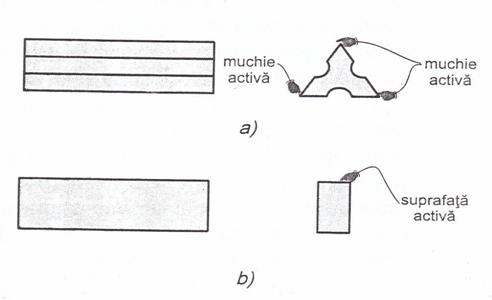
Fig 1.37
Platourile se folosesc si ca baza in diferite operatii de control. In functie de latimea suprafetei care se controleaza, se aplica fie metoda fantei de lumina, fie metoda petelor de vopsea.
Riglele pentru controlul rectilinitatii si planitatii (STAS 2518-89) se executa in trei tipuri, 11 forme si sase clase de precizie.Cele mai utilizate sunt:
- rigle de control cu muchii active sunt de dimensiuni diferite si se folosesc pentru controlul rectilinitatii prin metoda fantei de lumina.
- rigle de control cu suprafete active se folosesc pentru controlul rectilinitatii prin metoda fantei de lumina sau prin metoda petelor de contact.
Controlul abaterii de la planitate si rectilinitate se poate face folosind urmatoarele metode:
- a fantei de lumina;
- a urmelor de vopsea;
- a compararii dimensionale;
- optice.
La controlul prin metoda fantei de lumina fig 1.38 (a) se aseaza rigla pe muchia de lucru pe suprafata piesei si se observa fanta de lumina intre piesa si muchia de lucru.Lungimea riglei este mai mare decat lungimea suprafetei controlate.Pe partea opusa a piesei, trebuie asigurata o iluminare suficient de puternica si uniforma.Folosirea unui etalon de fanta permite cresterea exactitatii masurarii.Fanta de lumina etalon se realizeaza intre cale plan paralele de diferite dimensiuni si o rigla fir de par fig 1.38 (b).
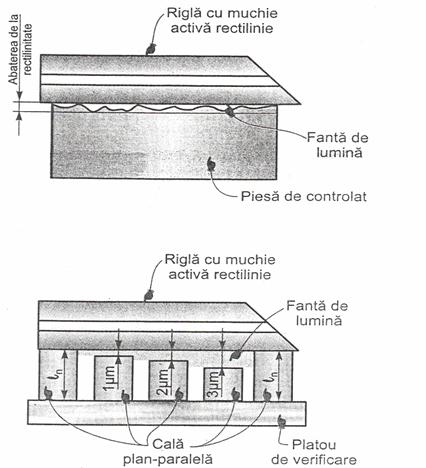
Fig 1.38
La controlul prin metoda petelor de contact se pot folosi rigle cu muchii active late sau placi de verificare.Suprafata de lucru se unge uniform cu un strat subtire de vopsea, dupa care se aseaza suprafata vopsita pe suprafata de controlat.Se imprima riglei o deplasare longitudinala astfel incat sa vina in contact cu toata suprafata de verificat.Petele de vopsea raman pe proeminentele suprafetei verificate, care au venit in contact cu suprafata vopsita a riglei.Planeitatea se apreciaza dupa numarul de pete de vopsea si dupa repartizarea lor.Cu cat numarul de pete este mai mare si repartizarea lor este mai uniforma, abaterea de la planeitate este mai mica.(75%)
La controlul prin metoda compararii dimensionale putem:
- aseza rigla pe suprafata de controlat si introducem lere in spatial dintre muchia activa a riglei si suprafata controlata.Abaterea de rectilinitate este egala cu cea mai mare grosime a lerelor utilizate;
- aseza rigla pe doua cale de acceasi dimensiune, cale care sunt asezate pe suprafata de controlat.Cu ajutorul altor cale se masoara distanta dintre rigla si suprafata piesei in diferite puncte ale acesteia.Abaterea de la rectilinitate este egala cu diferenta dintre cea mai mare distanta masurata si lungimea nominala a calei pe care se sprijina rigla.
Controlul rectilinitatii si planitatii suprafetelor pieselor mari si grele se executa cu ajutorul platourilor sau riglelor de verificare si al calelor plan paralele fig 1.39
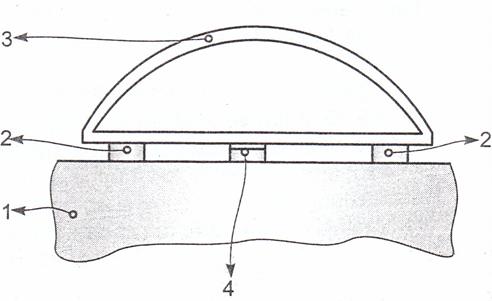
Fig 1.39
Masurarea si controlul volumului
Volumul este domeniul marginit de suprafete.Cand volumul este ocupat de lichid se numeste capacitate.
Capacitatea se masoara in litri.
Unitatea de masura
Unitatatile de masura pentru volum sunt date in tabel 1.40
|
Unitatea de masura in SI |
Alte unitati de masura |
||||||
|
Denumire |
Simbol |
Denumire |
Simbol |
Relatia de echivalenta |
|||
|
Metru cub |
m3 |
kilolitru |
multipli |
kl |
103l |
||
|
hectolitru |
hl |
102l |
|||||
|
decalitru |
dal |
10l |
|||||
|
litru |
l | ||||||
|
decilitru |
submultipli |
dl |
10-1l |
||||
|
centilitru |
cl |
10-2l |
|||||
|
mililitru |
ml |
10-3l |
|||||
|
gallan |
gall |
3,78∙10-3m3 |
|||||
|
Barrel pentru petrol |
0,1589m3 |
||||||
Tab 1.40
Relatia dintre unitate de masura pentru volum si unitatea de masura pentru capacitate este:
1 l=1,000028∙10-3m3
Metoda de masurare a volumului
Masurarea volumelor se face in scopul determinarii cantitatii de lichide sau gaze cuprinse in volumele respective.
Volumul se poate determina prin urmatoarele metode:
a) Metode indirecte
- metoda geometrica
La metoda geometrica se utilizeaza formulele de calcul ale volumului invatate la geometrie.Se descompune in corpuri geometrice simple, in acest caz un paralelipiped si o prisma dreapta.Dimensiunile a,b,c,d se determina cu mijloace de masurare pentru lungimi.
Volumul obiectului V=V1+V2
V1=a∙c∙d (volumul paralelipipedului)
V2=1/2 a(b-c) (volumul prismei)
- metoda gravimetrica
La metoda gravimetrica se utilizeaza definitia volumului invatata la fizica volumul = masa(densitate)
Masa se determina prin cantarire, iar valoarea densitatii se alege din tabele in functie de natura materialului .
b) Metoda de comparatie
Volumul lichidului se compara cu o masura etalon.majoritatea mijloacelor de masurare a volumului se bazeaza pe metoda de comparatie.
Anexe
Anexa 1. Subleru
Anexa 2 Micrometru
Bibliografie
1- Aurel Ciocarlea-Vasilescu, Ion Neagu,Mariana Constantin.
Tehnici de masurare in domeniu.
2- Aurel Ciocarlea-Vasilescu,Mariana Constantin
Solicitari si masurari tehnice
3- Mihaela Ionescu,Daniela Burdusel Mariana Tanasescu
Cultura de specialitate pregatire de baza
4- Constantin Mitu, Petre Dodoc,Gheorghe Diaconescu, Anca Manolescu
Aparate si sisteme de masurare , in constructia de masini editura
Tehnica
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |