
Masini de frezat dantura cu freza-melc
Procedeul de frezare a danturii cu freza-melc are o larga raspindire, fiind aplicat la prelucrarea rotilor dintate cu dinti drepti sau inclinati, a danturii rotilor de lant si a rotilor de clichet, a canelurii arborilor canelati, a rotilor melcate si a melcilor, precum
a altor suprafete care pot fi generate prin rulare. Masinile de danturat cu freza-melc se prezinta intr-o mare varietate constructiva si cinematica, determinata si de destinatia si dimensiunile de gabarit ale acestora.
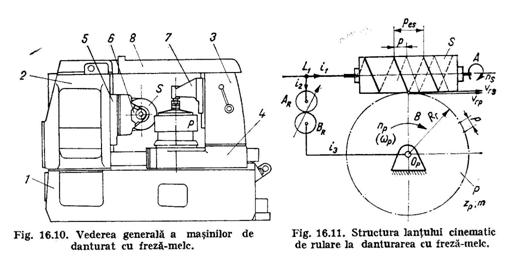
Principalele subansambluri componente ale masini1or verticale cu montant principal fix si masa portpiesa deplasabila (fig. 16.10) sunt: batiul 1, montantul principal 2, montantul secundar 3, sania portpiesa 4, sania verticala 5, sania portfreza 6, papusa mobila 7 si traversa de rigidizare 8.
Generarea profilului evoiventic al dinti1or se realizeaza corelind miscarea de rotatie A a frezei-melc modul S cu miscarea B de rotatie a piesei P, prin intermediul lantului cinematic de rulare (fig. 16.11). Acesta este un lant cinematic inchis, iar relatia ce exprima conditia de inchidere rezulta din egalarea vitezei tangentiale la cercul de rulare al rotii-piesa v tp =2p . Rr . np=p . m . zp . np cu viteza de deplasare a profilului cremalierei generatoare, materializat prin freza-melc cu Ks inceputuri,
v rs= ns. pes .Ks = ns .p . m . Ks si are forma
![]()
(16.8)
 Considerind
lantul cinematic de rulare constituit intre scula si piesa,
ecuatia sa de transfer este
Considerind
lantul cinematic de rulare constituit intre scula si piesa,
ecuatia sa de transfer este
![]()
Utilizind relatia (16.8), dupa efectuarea unor calcule simple, se obtine formula pentru calculul rotilor de schimb
 (16.9)
(16.9)
unde CR este constanta lantului cinematic.
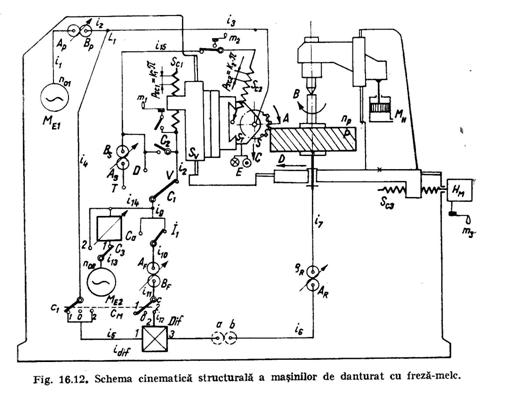
In figura 16.12 este reprezentata schema cinematica structurala a masinilor de danturat cu montant principal fix si montant secundar deplasabil, ca fiind cele mai raindite. Lanturile cinematice ale masinii asigura urmatoarele miscari: principala A; de rotatie B a piesei (rulare si divizare continua); de avans vertical C; de avans radial D; de avans tangential E.
 Lantul
cinematic principal asigura miscarea de rotatie A a
sculei S, cu turatie ns reglabila, prin
rotile de schimb Ap ,si
Bp.
Lantul
cinematic principal asigura miscarea de rotatie A a
sculei S, cu turatie ns reglabila, prin
rotile de schimb Ap ,si
Bp.
Scriindu-se ecuatia de transfer a lantului intre motorul ME1 si scula S si inlocuindu-se
![]()
rezulta
formula de reglare
![]()
 in care:
in care:
![]()
este constanta lantului cinematic;
Vas - viteza principala de aschiere, in m/min;
ds diametrul sculei, in mm.
Lantul cinematic de rulare, care coreleaza miscarile A si B, se reg1eaza cu rotile AR si BR. Raportul acestora se calculeaza cu relatia (16.9), in care
 (16.11)
(16.11)
Angrenajul a/b se foloseste pentru modificarea constantei lantului cinematic. Folosirea unei roti intermediare intre acestea schimba sensul de rotatie a1 piesei P.
Lantul cinematic de filetare se foloseste la prelucrarea rotilor dintate cu dinti inclinati. Pentru generarea cinematica a elicei ED (fig. 16.13) ar fi necesar ca scula sa se deplaseze dupa tangenta la elice, din 1 in 2. Scula se deplaseaza insa pe directia 1-3, deoarece ghidajele saniei verticale (v. fig. 16. 10) sunt para1ele cu axa piesei P. Pentru ca punctul 2 sa ajunga in punctul 3, in acelasi moment cu scula, este necesar ca piesa sa aiba concomitent doua miscari de rotatie: miscarea B necesara rularii, si miscarea suplimentara B' de turatie npf , necesara filetarii. Ca urmare, generarea cinematica a elicei necesita doua miscari, una tangentiala la piesa de viteza vtp si una verticala la scula, de viteza ωv., intre care exista relatia
b p fiind unghiul de inclinare al elicei Ep.
Miscarea cu viteza vtp se insumeaza algebric cu miscarea avand viteza tangentiala de rulare la piesa vrp cea de a doua fiind necesara pentru generarea cinematica a evolventei. Insumarea celor doua miscari de rotatie se obtine prin intermediul diferentialului Dif (v. fig. 16.12).
 Pentru
deducerea relatiei de calcul a rotilor de schimb AF si BF, lantul cinematic
de filetare se considera intre scula si piesa si se
scrie ecuatia de transfer intre surubul Sc1 si piesa P (v. fig. 16.12), care are forma
Pentru
deducerea relatiei de calcul a rotilor de schimb AF si BF, lantul cinematic
de filetare se considera intre scula si piesa si se
scrie ecuatia de transfer intre surubul Sc1 si piesa P (v. fig. 16.12), care are forma
![]()
(16.12)
Inlocuind in relatia (16.12) nsc1 din relatia (8.1) pentru np, = npf si psc =k1 . p ; AR / BR din relatia
 (16.9), in care CR are expresia (16.11),
(16.9), in care CR are expresia (16.11),
, dupa unele calcule se obtine
![]()
unde
CF = i4 . i5 . i 8 . k1 / i3 .i 9 . i10 . i 11 . i 12 . i'dif reprezinta constanta lantului cinematic,
i'dif -raportul diferentialului Dif intre punctele 2 si 3.
Semnul plus se considera in cazul cand elicea canalului frezei-melc si elicea flancului dintelui au acelasi sens, respectiv minus cand acestea au sensuri diferite.
La majoritatea masini1or, lantul cinematic pentru miscarea de avans a sculei este antrenat de un motor electric separat M E2 (v. fig. 16.12) si reglat printr-o cutie de avansuri Ca sau roti de schimb. Miscarea de avans poate fi pe directia verticala, tangentiala sau in diagonala, dupa cum se pozitioneaza comutatorul mecanic C1 pe pozitia V, T respectiv D. Pentru miscarea de avans in diagonala, sania Sv se deplaseaza concomitent cu sania portscula ST (C2 inchis). Sensul miscarii de avans se stabi1este de la motorul M E2. Miscarea de avans vertical se realizeaza cu viteza de avans
ωv =n02 . i13 . ica . i14 . i 8 . psc1 [mm /min], (16.14, a)
iar miscarea de avans tangential cu viteza
ωT=n02 . i13 . ica . i 14 . As/Bs . i15 . psc2 [mm/min] (16.14, b)
Rotile de schimb As si Bs se folosesc pentru a se realiza un anumit raport intre ωT si ωv necesar la frezarea danturii prin metoda diagonala sau la frezarea danturii rotilor dintate prin metoda tangentiala.
Pentru deplasarea rapida a sculei pe directie verticala sau tangentiala se comuta C3 pe pozitia 2, iar pentru pozitionare se folosesc manivelele m1, respectiv m2.
Miscarea D de avans radial, avand viteza ωr , poate fi intermitenta, cand se realizeaza marimea adancimii de aschiere la prelucrarea rotilor dintate cu dinti drepti sau inclinati, sau continua la prelucrarea rotilor melcate prin metoda cu avans radial. La majoritatea masinilor pentru antrenarea saniei portpiesa se foloseste un sistem hidromecanic HM.
Pentru unele calcule tehnologice sau de reglare este important sa se cunoasca marimea avansului sv, sT sau sr, in care scop se foloseste relatia de transformare
 (16.15)
(16.15)
Reglarea masinilor de danturat cu freza-melc pentru prelucrarea rotilor dintate cu dinti drepti consta in determinarea rotilor de schimb din lanturile cinematice: principal, de rulare, de avans vertical. Pentru prelucrarea danturii inclinate se regleaza si lantul cinematic de filetare.
La prelucrarea danturii rotilor melcate se folosesc doua metode: cu avans radial, respectiv cu avans tangential.
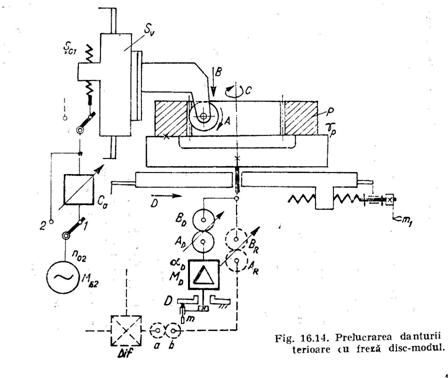
Cuplajul mecanic CM (v. fig. 16.12) cu cele doua parti ale sale c si c1 poate avea trei pozitii. Pe pozitia 0 roata-piesa nu primeste miscare de rotatie, restul masinii functionand normal. In acest caz se poate prelucra dantura interioara dreapta (fig. 16.14), folosind o freza-disc sau deget-modul si unele accesorii din dotarea masinii. Lantul cinematic de divizare este format din discul D, mecanismul MD si rotile de schimb AD si BD. Miscarile A si B sunt de generare iar C si D auxiliare (divizare respectiv pozitionare).
Cuplajul CM pe pozitia 1 (v. fig. 16.12) permite functionarea lantului cinematic de rulare, iar pe pozitia 2 si a lantului cinematic de filetare. Sensul de inclinare al danturii se selecteaza cu inversorul
G
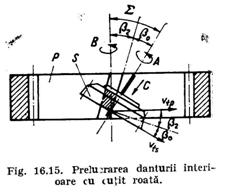
Unele masini pot prelucra dantura interioara dreapta sau inclinata printr-o metoda noua de generare [49], cu rulare continua, folosind o scula asemanatoare cutitului-roata (fig. 16.15). Scula se prinde intr-un dispozitiv adaptabil pe sania verticala a masinii.
Piesa P si scula S au miscarile de rotatie A si B coordonate, avind vitezele tangentiale pe cercul de rulare vtp respectiv vts In ace1asi timp scula are si miscarea de avans C in lungul dintelui.
Pentru prelucrarea danturii bombate precum si a danturii cuplajelor, dintate, unele masini sunt echipate cu un dispozitiv electrohidraulic de copiat,. comandat de un sab1on montat pe sania verticala a masinii.
Din analiza cinematica a diferitelor masini de danturat cu freza-melc, rezulta unele deosebiri fata de schema cinematica structurala reprezentata, in figura 16.12. Acestea se refera la: reglarea continua a turatiei sculei, antrenarea tuturor lanturilor cinematice generatoare de la un singur motor electric, situarea mecanismului diferential Dif dupa rotile AR si BR, existenta a doua mecanisme Dif sau absenta acestuia, reglarea lantului cinematic de avans radial prin roti de schimb etc.
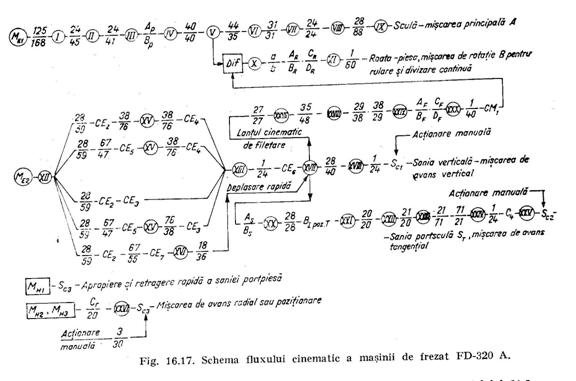
In figura 16.16 este reprezentata schema cinematica a masinii de danturat cu freza-melc FD 320-A, fabricata la Intreprinderea Mecanica Cugir.
In componenta masinii intra urmatoarele lanturi cinematice: principal de rulare, de filetare, de avans vertical, de avans tangential, pentru miscarea de avans radial, al caror flux cinematic rezulta din figura 16.17.
Lantul cinematic principal asigura, prin rotile de schimb Ap, si Bp,, un numar de opt trepte de turatii (60, 75, 95, 118, 150, 190, 230, 300 rot/min) la arborele principal IX. Pentru determinarea raportului Ap,/Bp, se fo1oseste relatia (16.10), in care Cp= 2 ,38, sau nomograma existenta in documentatia tehnica a masinii. In cazul cand piesa are un numar mic de dinti zp, iar scula mai multe inceputuri (K8 = 2 sau 3) este indicat sa se calculeze si turatia nm a platoului portpiesa care trebuie sa respecte conditia:
In cazul cand valoarea admisibila este depasita se va recurge la micsorarea turatiei ns a sculei.
Pentru reglarea lantului cinematic de rulare se folosesc rotile de schimb AR, BR, CR si DR determinate cu relatia (16.9), in care CR= 24, daca b/a = 36/36, pentru zp 200, respectiv CR =48, daca b/a =24/48
pentru zp >
De asemenea, se considera in calcul idif = iv-x = 1, deoarece diferentialul. Dif lucreaza cu carcasa blocata (CM1 pe pozitia 1).
Lanturile cinematice de avans sunt actionate de motorul electric M E2. Miscarea de avans pe directie verticala V, tangentiala T sau in diagonala D se obtine pozitionand corespunzator roata baladoare B1 de pe arborele XXI,

Valorile vitezelor de avans vertical si transversal obtinute
la masina FD-
|
Turatia motorului ME2 rot/min |
Cuplaje electromagnetice actionate |
Viteza de avans vertical (mm/min) v |
Viteza de avans tangential ωT (mm/min) Rotile de schimb As/Bs |
||
|
| |||||
|
CE2- CE4- CE6 CE2-CE4-Cee CE3- CE4- CE6 CE2- CE3- CE6 CE3- CE4- CE6 CE2-CE3-CE6 CE3- CE3- CE6 CE5- CE3- CE6 | |||||
|
Raportul vitezelor de avans ωT /ωv | |||||
care se deplaseaza simultan cu roata baladoare de pe arborele XVII. Valorile vitezelor ωv si ωT si marimea raportului acestora sunt indicate in tabelul 16.5. Rotile de schimb AS si BS folosesc pentru modificarea marimii vitezei ωT.
Miscarea de avans in diagonala, folosita la prelucrarea rotilor dintate cu dinti drepti sau inclinati, prin metoda de frezare in diagonala (fig. 16.18), se realizeaza prin deplasarea saniei portscula dupa directia verticala, cu viteza de avans ωv, simultan cu deplasarea acesteia, dupa directia tangentiala, cu viteza de avans ωT. Din insumarea celor doua viteze (B1 pe pozitia D) rezulta viteza de avans in diagonala ωD. Folosirea acestei metode asigura contactul frezei-melc S cu roata piesa P pe lungimea Lu. Aceasta duce la o uzura uniforma a dintilor sculei pe toata portiunea Lu avand ca urmare cresterea durabilitatii acesteia.
La frezarea in diagonala, raportul vitezelor ωT si ωv, se stabileste in functie de lungimea Lu si de deplasarea B pe directia axei piesei conform relatiei
 (16.16)
(16.16)
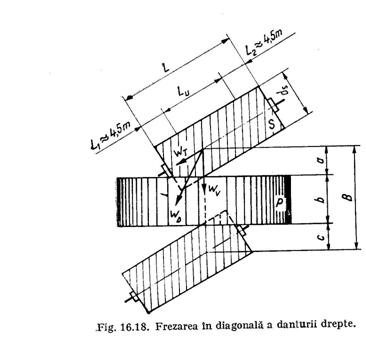
deoarece
timpul de parcurgere a celor doua spatii este
ace1asi.Spatiile a si c sunt
necesare intrarii, respectiv iesirii sculei din contact cu piesa.
O alta metoda de a deplasa axial freza-melc in vederea uniformizarii uzurii pe lungimea sa consta in aplicarea procedeului denumit shifting. Aceasta .deplasare nu se face in timpul procesului de aschiere, ci o data la un ciclu de prelucrare completa a piesei sau o data la prelucrarea completa a mai multe piese.
Lantul cinematic de filetare se regleaza cu rotile de schimb AF-DF, al caror raport se determina cu formula (16.13). De asemenea, in tabelul 16.6 sunt indicate formulele de calcul pentru cazul frezarii in diagonala si a frezarii cu avans tangential a rotilor melcate. Valorile constantelor C'F sau CF'' au fost stabilite folosindu-se pentru calcul notatiile din figurile 16.16 si 16.17. Diferentialul se cupleaza cu roata melcata 40, de la care primeste miscarea, prin cuplajul CM1 in pozitia 2, in care caz idif IV-X = 1 si
idifXXX-X
Pentru pozitionarea frezei-melc, in raport cu piesa, aceasta se inclina astfel ca profilul cremalierei generatoare sa se situeze in planul normal pe dinte. Conform tabelului 16.7 freza-melc se inclina cu unghiul gs sau bp gs, in functie de dantura rotii-piesa. La prelucrarea rotilor melcate prin metoda tangentiala scula nu se inclina. La frezarea danturii inclinate se recomanda ca sensul elicei sculei sa fie acelasi cu al piesei.
Pentru determinarea rapida a rotilor de schimb din lanturile cinematice: principal, de rulare si de filetare, in documentatia tehnica a masinii sunt date tabele ajutatoare. Pe masina se poate executa frezare in sensul sau in contra avansului.
Masina este echipata cu aparatura de comanda electrohidraulica, ceea ce-i permite functionarea si in cicluri de lucru complet automatizate.
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |