
Masini de rectificat cu melc abraziv.
Masinile de danturat cu melc abraziv sunt destinate prelucrarii danturii drepte sau inclinate a rotilor cilindrice. Masinile RD-360 (R.S.R.), 5832 (U.R.S.S.) precum si cele produse de firmele. Reishauer, Matrix au o constructie asemanatoare; unele deosebiri existind in legatura cu modul in care se realizeaza pozitionarea reciproca dintre scula si piesa.
Prelucrarea pe aceste masini se caracterizeaza prin productivitate si precizie ridicata. Durabilitatea sculei se stabileste in functie de numarul de dinti ai piesei, modulul si unghiul de inclinare al danturii si latimea rotii. Precizia prelucrarii este determinata in principal de precizia cu care se realizeaza profilarea sculei si reglarea masinii.
Scula folosita este un melc arhimedic cu profil rectiliniu in sectiunea normala pe elicea cilindrului de divizare. Generarea profilului evolventic se realizeaza ca si in cazul frezarii cu freza-melc prin metoda rularii cu dreapta mobila (v. pct. 16.2.2.1), lantul cinematic de rulare avand aceeasi structura cu cea reprezentata in figura 16.11. Unor masini, de fabricatie recenta, le lipseste lantul cinematic de rulare, antrenarea sculei si a piesei realizandu-se separat cu motoare electrice reactive sincrone.
Linia flancului danturii inclinate se genereaza prin transpunere prin rulare, inclinind corespunzator ghidajele saniei portpiesa, fara a fi necesar lantul cinematic de filetare.
Pentru rectificarea flancurilor danturii sunt necesare urmatoarele miscari {fig. 16.48): miscarea principala A, executata de scula S, miscarea de rotatie B a piesei P corelata cu A, miscarea C rectilinie-alternativa a piesei in lungul liniei flancului. Prelucrarea se face cu divizare continua.
 Fig. 16.48. Rectificarea danturii cu melc abraziv.
Fig. 16.48. Rectificarea danturii cu melc abraziv.
![]() In figura 16.49 este
reprezentata schema cinematica structurala a masinii 5A
832. La aceasta masina, intre scula S si piesa P nu
este stabilita o legatura cinematica rigida. Acestea
sunt antrenate de cate un motor electric sincron ME1 si respectiv ME2. Turatia sculei pentru rectificare
este ns =
1500 rot/min, iar turatia piesei se regleaza prin rotile de
schimb A si B, in functie de numarul de dinti
ai piesei, avand in vedere ca scula-melc are un singur inceput (Ks=1). Cele doua
miscari A si B sunt precis corelate pe cale
electrica, deoarece in caz contrar profilul evolventic generat
rezulta deformat.
In figura 16.49 este
reprezentata schema cinematica structurala a masinii 5A
832. La aceasta masina, intre scula S si piesa P nu
este stabilita o legatura cinematica rigida. Acestea
sunt antrenate de cate un motor electric sincron ME1 si respectiv ME2. Turatia sculei pentru rectificare
este ns =
1500 rot/min, iar turatia piesei se regleaza prin rotile de
schimb A si B, in functie de numarul de dinti
ai piesei, avand in vedere ca scula-melc are un singur inceput (Ks=1). Cele doua
miscari A si B sunt precis corelate pe cale
electrica, deoarece in caz contrar profilul evolventic generat
rezulta deformat.
Lantul cinematic pentru
miscarea de avans axial C al rotii-piesa este antrenat de
un motor hidraulic rotativ MHR,
care realizeaza un domeniu de viteze de avans ωv = 1,6106
mm/min. Inversarea sensului miscarii C se obtine prin
mecanismul I, comandat la capetele de
cursa, de opritoarele 01 si 02, dispuse
pe sania verticala Sv.
Cunoscindu-se turatia piesei se poate calcula avansul
longitudinal pe o rotatie a piesei  sau pe dinte.
sau pe dinte.
Lantul cinematic de avans radial consta dintr-un motor hidraulic rectiliniu MH1 care deplaseaza, prin surubul Sc2, sania portscula Ss spre piesa. Comanda motorului se realizeaza printr-un sistem mecanic cu pirghii, actionat intermitent, prin mecanismul cu clichet Mc. Rotirea clichetului peste un anumit numar zs de dinti se realizeaza cu ajutorul motorului hidraulic MH2. Marimea avansului radial se regleaza in domeniul sr = 0,020,08 mm/cd. piesa. De asemenea, motorul MHl poate realiza apropierea si retragerea rapida a saniei Ss. Roata de mana Rm2 si cuplajul C2, pe pozitia permit reglarea distantei dintre piesa si scula.
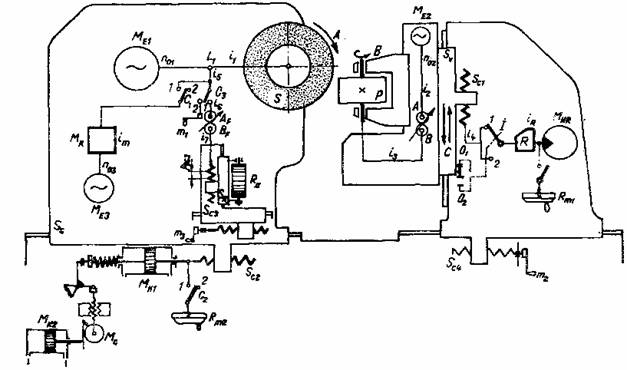
Fig. 16.49. Schema cinematica structurala a masinii 5A832.
Aceasta se realizeaza printr-un lant cinematic auxiliar, antrenat de motorul electric ME3 cu doua turatii (1 500/3 000 rot/min) si un mecanism reductor MR. In acest caz, motorul ME1 este oprit iar scula se scoate din angrenare cu piesa.
Corelatia intre miscarea de translatie a rolei Ra si cea de rotatie a sculei se realizeaza prin intermediul lantului cinematic de filetare, format din scula S, punctul de legatura Ll, cuplajul C3, rotile de schimb AF si BF si surubul conducator Sc3. Pentru o rotatie a sculei sania portrola SR trebuie sa se deplaseze cu un pas pd al danturii, asa incat se poate scrie:
![]()
din care rezulta
![]() (16.51)
(16.51)
Scriind ecuatia de transfer a lantului cinematic
![]()
si tinand seama de relatia (16.51) rezulta
![]() (16.52)
(16.52)
in
care ![]() este constanta lantului cinematic de filetare.
este constanta lantului cinematic de filetare.
Pentru reglaje manuale se folosesc manivelele ml , m2 si m3. Utilizand role pentru profilare, cu profil corectat, se modifica profilul elicei melcului, in scopul generarii unei danturi modificate prin flancare atit la capul cit si la piciorul dintelui. De asemenea, unele masini sunt prevazute cu sisteme mecanice sau hidromecanice pentru modificarea flancului danturii prin bombare.
 In
figura 16.50 este reprezentat sistemul mecanic folosit la masina FK 326-10
(R.P.U.). Pe sania verticala Sc sunt dispuse doua
sabloane S1 si S2, care, in
timpul miscarii C de avans axial a piesei, realizeaza,
prin intermediul sistemului de parghii p1p4,
bascularea suportului portpiesa in jurul reazemului fix Ob. In felul acesta
se modifica distanta intre axele celor doua elemente in angrenare S si P.
In
figura 16.50 este reprezentat sistemul mecanic folosit la masina FK 326-10
(R.P.U.). Pe sania verticala Sc sunt dispuse doua
sabloane S1 si S2, care, in
timpul miscarii C de avans axial a piesei, realizeaza,
prin intermediul sistemului de parghii p1p4,
bascularea suportului portpiesa in jurul reazemului fix Ob. In felul acesta
se modifica distanta intre axele celor doua elemente in angrenare S si P.
Fig. 16.50. Sistem mecanic folosit pentru bombarea danturii.
Masina RD-360, fabricata
la intreprinderea de masini de rectificat din Cluj-Napoca, este
destinata rectificarii danturii rotilor dintate, avand
diametre cuprinse intre 25 si
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |