
TENSIUNI SI DEFORMATII LA SUDARE
Constructiile, ansamblele sau piesele sudate, la fel ca si cele turnate sau deformate plastic, fiind incalzite si racite in timpul proceselor tehnologice, in mod neuniform, se dilata, respectiv se contracta, tot in mod neuniform.
Tinand seama de rigiditatea relativa care exista intre diferitele parti ale acestor piese, in interiorul lor vor apare tensiuni, chiar daca din exterior nu vor exista solicitari mecanice. Acest tip de tensiuni se numesc tensiuni proprii, interne sau remanente. Spre exemplu, daca se incalzeste partea centrala 2 a piesei din fig. 3.25, in ea vor apare tensiuni de compresiune, iar in partile marginale 1, tensiuni de tractiune.
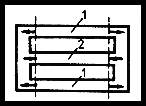
Fig. 3.25 Piesa in care pot apare tensiuni interne
Daca portiunea 2 ar fi detasata si fixata la capete, atunci, la incalzire ar apare forte de reactiune care pot fi considerate ca forte exterioare. In acest caz tensiunile din tija nu mai sunt considerate tensiuni proprii, ci provocate de fortele exterioare de reactiune. Rezulta ca notiunea de tensiune proprie are un caracter conventional si definirea ei implica raportarea la ansamblul contructiei care impiedica deformarea.
O particularitate deosebita a tensiunilor proprii este aceea ca ele se echilibreaza reciproc, deci formeaza in corpul considerat un sistem de forte in echilibru. Aparitia tensiunilor proprii in cursul prelucrarii mecanice, sau termice, nu implica si mentinerea lor permanenta. Astfel ele pot inceta sau pot continua sa exisite in piesele considerate, dupa incetarea actiunii care le-a provocat.
1. Clasificarea tensiunilor proprii
Tensiunile proprii pot fi clasificate dupa mai multe criterii, dintre care sunt importante urmatoarele:
a) Clasificarea dupa cauzele care le-au provocat:
tensiuni initiale de montaj
tensiuni termice temporare
tensiuni remanente ( datorita deformarilor plastice neuniforme, datorita deformatiilor termoplastice, datorita transformarilor structurale si de faza).
b) Clasificarea in functie de volumul in care se echilibreaza:
tensiuni de ordinul 1, echilibrate in volumul macroscopic al pieselor
tensiuni de ordinul 2, echilibrate in volume microscopice intercristaline
tensiuni de ordinul 3, echilibrate in volume ultramicroscopice, la nivelul retelei cristaline
c) Clasificarea in functie de orientarea in spatiu:
tensiuni monoaxiale (liniare)
tensiuni biaxiale (in plan)
tensiuni triaxiale (in spatiu)
In constructia de masini si in constructiile metalice se pot determina prin calcule teoretice, doar tensiunile de ordin 1, pe cand cele de ordin 2 se determinca pe baza analizei rontgenostructurale.
Tensiunile proprii remanente din piesele sudate sunt aproape exclusiv tensiuni tridimensionale. In functie de forma si marimea piesei sudate, tensiunile spatiale pot fi reduse la tensiuni plane, sau la tensiuni axiale, daca una, respectiv doua dintre componentele tensiunii au valori mici si pot fi neglijate fata de valoarea tensiunii principale.
In continuare se vor analiza unele aspecte privind tensiunile proprii de ordinul 1 din piesele sudate.
2. Formarea tensiunilor proprii datorita deformatiilor de la incalzirea si racirea neuniforma a materialelor sudate
Dupa cum s-a mai aratat, la incalzirea neuniforma a unei piese au loc variatii dimensionale neuniforme, care, datorita rigiditatii piesei, genereaza tensiuni proprii, respectiv deformatii. Spre exemplu, se considera o placa metalica incalzita cu un conductor electric de-a lungul axei longitudinale (fig. 3.26). Dilatarile partii centrale ale piesei vor fi franate de partile marginale neincalzite si intre acestea vor apare tensiuni proprii. Astfel, in partea centrala vor apare eforturi de compresiune (-), iar in partile marginale vor apare eforturi de tractiune (+) datorita deformatiilor reprezentate in fig. 3.26.
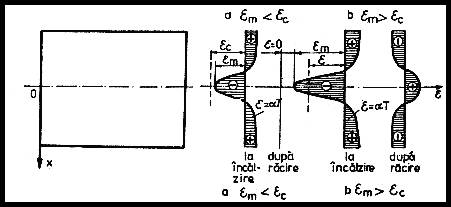
Fig. 3.26 Placa incalzita dealungul axei longitudinale
Presupunand ca la cresterea temperaturii coeficientul de dialtare a materialului placii ramane constant
a = ct), rezulta o variatie dimensionala e
e a . T(x; t) (3.113)
in care T(x; t) este valoarea temperaturii determinata din campul termic corespunzator. Intrucat pentru diferitele puncte situate la distanta x fata de sursa termica (axa longitudinala a piesei), temperatura variaza dupa o curba exponentiala, vor rezulta si deformatii a caror valoare variaza in mod asemanator, dupa cum reiese din relatia (3.113).
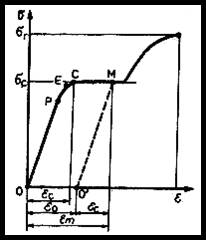
Fig. 3.27 Diagrama de rupere a unui aliaj cu plasticitate ridicata
La aliajele cu plasticitate ridicata (fig. 3.27) sunt specifice doua cazuri de producere a deformatiilor, in functie de valoarea lor maxima em raportata la valoarea corespunzatoare atingerii limitei de curgere ec. Repartitia deformatiilor pentru cazul em < ec si pentru cazul em > ec, se poate observa in fig. 3.26.a, respectiv 3.26.b.
a) Daca la incalzire deformatia maxima em nu depaseste valoarea ec, deci daca deformatiile sunt pur elastice, in piesa vor apare eforturi unitare corespunzatoare legii lui Hooke:
b) s = E . e = E . a . T(x; t) (3.114)
Aceste tensiuni proprii cu valori mai reduse decat limita de curgere sc, vor avea o repartizare dupa o curba asemanatoare repartitiei deformatiilor, respectiv a temperaturilor, deci tot o repartitie exponentiala.
Odata cu scaderea temperaturilor si atingerea starii initiale, deformatiile fiind elastice, se vor anula si odata cu ele se vor anula si tensiunile proprii. (e s
c)
Daca
la incalzire deformatia maxima em depaseste valoarea limita ec in material vor apare deformatii elastice si deformatii
plastice. Deformatiile plastice locale vor fi cu atat mai mari cu cat
incalzirea si dilatarea locala a materialului va fi mai mare,
si cu cat limita de curgere va fi mai redusa. In aceste
conditii, in timpul incalzirii materialului, eforturile unitare din
zona plastica, raman la o valoare redusa, relativ
Tensiunile proprii din zonele reci, care echilibreaza tensiunile din zona calda, vor fi si ele limitate, in functie de tensiunile din zona calda. Valorile acestor tensiuni sunt relativ scazute.
La racirea zonei calde a materialului are loc fenomenul de contractie, datorita caruia apar tensiuni proprii, orientate in sens invers fata de cele din timpul incalzirii.
La scaderea temperaturii, plasticitatea materialului scade, dar succesiunea deformatiilor se pastreaza aceeasi ca si la incalzire (la inceput se produc deformatiile elastice urmate de cele plastice). Rezulta ca in timpul racirii deformatiile plasatice se produc spre sfarsitul racirii, intr-un material cu plasticitate mai redusa.
In aceste
conditii deformatiile plastice produse la incalzire nu se mai
anuleaza la racire, iar eforturile unitare din zona care se
raceste, raman la o valoare
Rezulta deci ca in cazul em >ec fenomenele de variatie dimensionala nu mai sunt reversibile ca si in cazul em <ec si in piesa apar tensiuni proprii remanente de valori mari.
In urma ciclului termic de la sudare, materialul mai poate suferi si transformari care ii reduc plasticitatea dupa racire. Prin aceasta, deformarile plastice e produse la incalzire, vor fi aproape total ireversibile la racire, iar deformatiile totale em, produse de contractie, vor avea doar o componenta elastica e. Astfel particularizand relatia cazului general care rezulta din fig. 3.25
em ec e (3.115)
pentru cazul e em e
Valoarea e este deci mai mica decat valoarea e (nu se produc deformari plastice). In aceste conditii deformarea totala produsa em <ec, iar efortul unitar produs, variaza dupa legea lui Hooke (relatia 3.114).
Plasticitatea piesei fiind redusa, legea lui Hooke poate fi aplicata pana in apropierea limitei de rupere a materialului; deci in aceste conditii deformatiile termice locale em pot provoca eforturi cu valori care pot atinge limita de rupere sr, iar in material pot apare fisuri sau chiar ruperi.
In concluzie:
in materialele avand plasticitate ridicata, in cazul deformarilor termice locale maxime care nu depasesc valoarea limita ec, apar tensiuni proprii temporare mai mici decat limita de curgere, care inceteaza odata cu racirea piesei. Aceste tensiuni nu prezinta un grad de pericol ridicat.
in materialele avand plasticitate ridicata, in cazul deformarilor termice locale maxime care depasesc valoarea limita ec, apar tensiuni proprii temporare, aproximativ egale cu limita de curgere a materialului cald (la incalzire) si tensiuni proprii remanente aproximativ egale cu limita de curgere a materialului rece (la racire). Nici aceste tensiuni nu prezinta un grad de pericol ridicat.
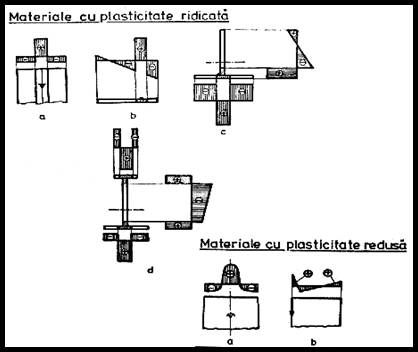
Fig. 3.28 Repartizarea tensiunilor remanente dupa sudare
a - sudura simetrica
b - sudura asimetrica
c - sudura in T
d - sudura in I asimetric
in materialele metalice avand plasticitate ridicata si care si-au redus considerabil plasticitatea in urma ciclului termic la care au fost supuse, pot apare tensiuni termice datorita incalzirilor neumiforme atat in cazul em <ec, cat si in cazul em > ec
sunt foarte periculoase tensiunile remanente care apar in cazul em > ec in timpul racirii materialului, intrucat valorile lor pot atinge limita de rupere.
In materialele metalice avand o plasticitate redusa, atat la rece cat si la cald, corespunzator deformarilor termice locale, apar numai tensiuni remanente care prezinta o valoare maxima la incalzire si apoi se anuleaza la racire. Aceste tensiuni pot fi periculoase in timpul incalzirii, daca valoarea lor maxima ajunge la limita de rupere.
Tensiunile aparute in zona care ramane cel mai mult imp calda sunt tensiuni de intindere.
In continuare, in fig. 3.28 sunt prezentate cateva cazuri de materiale, care contin tensiuni proprii remanente, datorita deformatiilor aparute la sudare.
3. Formarea tensiunilor proprii datorita diferentelor de compozitie chimica
In multe situatii, metalul depus prin sudare are o compozitie chimica diferita fata de compozitia metalului de baza. Aceasta se manifesta direct asupra coeficientilor de dilatare, respectiv a tensiunilor care apar datorita diferentelor dimensionale produse la variatiile de temperatura.
In afara de acestea, diferentele de compozitie chimica modifica si punctele critice de transformare corespunzatoare diferitelor zone ale sudurii.
In cazul sudarii in straturi suprapuse, atat metalul de baza, cat si metalul din straturile depuse anterior, sunt reincalzite in timpul procesului de sudare. Temperaturile la care sunt incalzite aceste materiale, pot atinge valori superioare punctelor critice de transformare, dupa care urmeaza o racire, respectiv noi transformari structurale.
In timpul transformarilor structurale au loc variatii dimensionale neuniforme, care se produc la diferite temperaturi, corespunzatoare punctelor critice de transformare. In functie de plasticitatea materialului, aceste variatii dimensionale pot produce tensiuni temporare, sau tensiuni remanente.
Dupa cum se observa din fig. 3.29.a , in care sunt prezentate curbele dilatometrice ale unor oteluri aliate, se observa ca la incalzire, materialele se dilata relativ uniform pana la temperaturade 978 K, dupa care apar diferente mai pronuntate la dilatarea liniara.
Diferentele maxime apar intre curba 2, corespunzatoarea otelului VCrW 84 si curbele 3, 4 si 5, corespunzatoare metalelor incarcate prin sudare cu electrozi destinati incarcarii prin sudare. Tinand seama de valorile crescute ale plasticitatii otelurilor la aceste temperaturi, se poate afirma ca tensiunile care apar in aceasta situatie se anuleaza in timpul sudarii. Nu acelasi lucru se poate afirma in cazul racirii, la care diferentele maxime dintre deformatii apar la temperaturi situate in zona de plasticitate redusa a otelurilor. Astfel, in fig. 3.29.b, se observa ca diferentele maxime apar intre curba 1 si curbele 4 si 5, pentru temperaturile 600 K, respectiv 673 K.
Acest tip de tensiuni nu apar atunci cand materialul nu sufera transformari structurale in faza solida (in cazul sudarii otelului inoxidabil cu electroui avand compozitia chimica apropiata). Daca metalul de baza, sau metalul depus prin sudare, nu prezinta transformari structurale in stare solida, dar prin sudare vine in contact cu un metal depus, respectiv cu un metal de baza care sufera transformari structurale, apare pericolul fisurarii la temperaturile corespunzatoare punctelor critice de transformare la racire.
Cauza acestor fisuri sunt tot tensiunile proprii remanente formate in urma transformarilor structurale in stare solida.
Pericolul de fisurare este cu atat mai mare, cu cat la sudarea in mai multe straturi, este intersectata de mai multe ori linia critica de transformare la racire. Rezulta ca prin preincalzirea la temperaturi superioare acestei valori, pericolul de fisurare datorita acestui gen de tensiuni se reduce.
De obicei, evitarea acestui tip de fisuri se mai realizeaza in practica prin introducerea unor straturi intermediare (straturi tampon) de metal cu plasticitate ridicata (nichel), intre metalul de baza si metalul depus prin sudare.
Astfel este cunoscuta metoda de sudare a unui metal de baza cu un strat initial de nichel sau de aliaje de nichel, peste care se depun straturi succesive de aliaje, avand proprietati speciale (duritate, rezistenta la coroziune, etc.).
Stratul tampon de nichel, evita fisurarea atat datorita plasticitatii sale ridicate, cat si datorita impiedicarii formarii unor compusi fragili prin difuzia elementelor din metalul depus, in metalul de baza.
Tensiunile remanente, indiferent de provenienta lor, se suprapun peste tensiunile de exploatare si avand o repartitie spatiala, creeaza o stare inaintata de fragilitate a materialelor sudate. Din aceste motive este utila inlaturarea lor, atat prin proiectarea corespunzatoare a formei constructive a pieselor sudate, cat si prin utilizarea unor tehnologii si materiale adecvate.
Evitarea tensiunilor remanente se poate realiza intervenind in mod favorabil asupra factorilor metalurgici, tehnologici si constructivi.
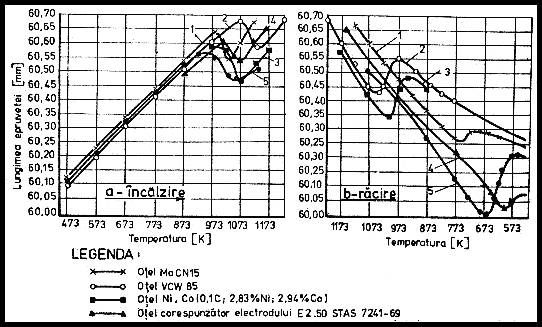
Fig. 3.29 Variatia lungimii epruvetelor incalzite si apoi racite, in functie de temperatura al care au fost efectuate determinarile. Lungimea initiala a epruvetelor la temperatura de 293K a fost L0=60,00 mm [53]
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |