Masini vibratoare
REZUMAT
Obiectul prezentei lucrari de diploma este proiectarea unui transportor vibrant avand debitul de 20m3/h destinat vehicularii sodei calcinate fierbinti rezultate in urma procesului tehnologic de calcinare de la fabricile de produse sodice. Vehicularea materialelor fierbinti si agresive fizic sau chimic presupune proiectarea unor utilaje de transport specifice acestor conditii.
In urma consultarii materialului bibliografic constand in special din carti, reviste si studii de specialitate precum si din consultarea prospectelor unor firme cu experienta in domeniu
s-au conturat o serie de solutii constructive care sa raspunda cerintelor din tema.In cadrul actiunii de documentare s-au analizat si o serie de proiecte
In capitolele 2 si 3 s-a facut o analiza detaliata privind stadiul in domeniul temei precum si o analiza a diverselor solutii utilizate pentru realizarea unor utilaje similare. O parte din aceste solutii au fost adoptate cu unele modificari.
In capitolul 4 s-au efectuat calcule tehnologice de stabilire a productivitatii utilajului, calcule de stabilire a principalilor parametrii de functionare si calculele de dimensionare pentru transmisiile mecanice incorporate in utilaj.
In capitolul 5 este descrisa componenta utilajului, precum si principalele cerinte ce trebuie respectate in timpul executieisi exploatarii utilajului.
In capitolul 6 s-a facut o analiza a eficientei economice la furnizor si utilizator.
Capitolul 7 este consacrat masurilor de protectie a muncii care trebuie respectate la exploatarea utilajului.
S-au executat desenul de ansamblu al utilajului in varianta realizata, precum si desenele pentru principalele subansamble si repere componente
Solutia adoptata privind realizarea transportorului vibrant in varianta monomasica a condus la simplificarea constructiei utilajului prin renuntarea la masa de echilibrare si la o parte din elementele elastice aceasta contribuind la scaderea greutatii intregului utilaj.
Utilajul proiectat are o constructiemai simpla in special la partea mobila ceea ce ii sporeste fiabilitatea iar prin reducerea greutatii, pretul lui scade comparativ cu utilaje similare aflate in exploatare facilitand achizitionarea de astfel de echipamente.
Proiectrea unui utilaj nou impune o buna cunoastere a caracteristicilor si performantelor utilajelor similare in exploatare, a solutiilor cinematice si constructive, a realizarilor celor mai bune si a tendintelor pe plan mondial.
Industria constructoare de masini, dezvoltata intr-un ritm fara precedent in ultimile decenii, a ajuns astazi sa produca masini si utilaje a caror calitate si precizie sunt unanim recunoscute in tara si peste hotare si care concureaza cu succes cu produsele similare ale unor intreprinderi cu veche traditie. Aceste realzari de seama, se datoresc, printre altele, colabolarii stranse dintre oamenii de stiinta, proiectanti si constuctori. Astfel, proiectantilor le revine sarcina importanta si plina de raspundere de a valorifica in practica rezultatele cercetarilor stiintifice si ale progresului tehnic.
Realizarea unui produs nou, cu caracteristici si performante superioare fata de cele actuale, necesita un studiu amanuntit in vederea gasirii unor solutii tehnice adecvate. In acest scop, este necesr sa se analizeze comparativ mai multe solutii tehnice posibile, care se gasesc pe baza de documentare sau conceptie proprie. Alegerea solutiei celei mai avantajoase se face cu ajutorul unor metode de prezentare comparativ tehnico-economica a indicilor de baza.
Activitatea de cercetare - proiectare reprezinta o latura esentiala, vitala a industriei nationale. Fara un sistem de baza de date, totdeauna reactualizata si receptiva la noile cerinte ale pietii, nu poate exista o productie competitiva pe piata.
Activitatea de proiectare in constructia de masini are ca scop fie realizarea unui produs nou, fie perfectionarea unui produs existent.
Intocmirea documentatiei tehnice, care serveste in final la executarea produsului proiectat, se bazeaza pe munca de conceptie concretizata prin piesele scrise si desenate ale proiectului. Calculul si proiectarea organelor de masini - elemente componente primare ale masinilor, utilajelor si instalatiilor, trebuie efectuate pe baze noi, utilizand calculul de optimizare, astfel incat sa fie asigurata inca din procesul de proiectare functionarea corecta, sigura, economica si cu o fiabilitate corespunzatoare. Pe de alta parte, proiectantul pe langa cunostintele teoretice, trebuie sa aiba o buna pregatire practica, precum si un simt constructiv, totodata a gandire tehnica inaintata.
Avand in vedere cele expuse, pregatirea unor cadre cu nivel tehnic ridicat si cu cunostinte aprofundate in domeniul proiectarii de utilaje cu performante superioare,competitive pe plan national si international, trebuie sa fie o preocupare primordiala in dezvoltarea/realizarea economiei nationale.
Problemele ingineresti ale teoriei vibratiilor s-au dezvoltat de-a lungul timpului dupa trei directii principale :
-prevenirea, eliminarea si amortizarea vibratiilor nedorite;
-generarea
si utilizarea vibratiilor cu anumite caracteristici in
diferite ramuri industriale;
- aparate si sisteme pentru urmarirea, verificarea si controlul vibratiilor.
A doua, dintre aceste directii cunoaste o mare dezvoltare si diversificare si este legata de constructia si calculul masinilor si dispozitivelor vibratoare.
Actiunea vibratiilor asupra unui mediu se efectueaza prin intermediul unor masini, dispozitive, bancuri de incercare, instrumente sau scule vibratoare. Agregatele cele mai complexe sint masinile vibratoare de cele mai variate tipuri si utilizari, care includ ca problematica dispozitivele vibratoare, sculele vibratoare etc.
In evolutia dezvoltarii constructiei de masini vibratoare se disting trei etape. Prima etapa, astazi depasita, a fost caracterizata prin faptul ca eficienta acestor masini era obtinuta prin cresterea dimensiunilor, greutatii masinii, a genetatorului de vibratii si deci a puterii consumate.
A doua etapa este caracterizata prin construirea masinilor ce lucreaza in regim de rezonanta,, sau aproape de rezonanta, avand rezultat reducerea dimensiunilor si a puterii consumate. Aceste rezultate s-au obtinut prin aplicarea teoriei vibratiilor sistemelor liniare.
Ultima etapa, de mare actualitate, este legata de obtinerea unor performante superioare, cu un consum minim de energie si la un pret de cost redus al masinii.
Acestea presupun luarea in consideratie in calculele de proiectare a variatiei esential neliniare a fortelor de frecare, a neliniaritatii elementelor elastice, a sincronizarii si a autosincronizarii generatorilor de vibratii etc.
In cele ce urmeaza se va contura in linii mari o imagine a problematicii de ansamblu, a masinilor vibratoare si utilizarii lor.
Cele mai importante domenii in care procedeele tehnologice bazate pe vibratii se aplica cu mult succes sunt:
a) confectionarea prin vibrare a elementelor din beton armat cu platforme vibratoare, baterii verticale de formare etc;
b) compactarea betonului turnat cu ajutorul dispozitivelor vibratoare de imersiune si de suprafata;
c) compactarea pamantului si a terasamentelor de drumuri cu maiuri vibratoare si cilindri vibratori; compactarea si finisarea asfaltului cu dispozitive vibratoare de finisare;
d) forarea puturilor geologice cu dispozitive vibratoare si vibropercutante;
e) manipularea materialelor in vrac cu temperaturi ridicate cu transportoare vibratoare si alimentatoare vibratoare
f) alimentarea masinilor unelte automate cu buncave si dispozitive de alimentare vibratoare;
g) separarea materialelor granulare in raport cu densitatea, dimensiunea, forma sau coeficientii de frecare prin site vibratoare, ciururi vibratoare, separatoare vibratoare, mase de concentrare etc.,
h) efectuarea modelelor si a miezurilor de turnatorie cu prese vibratoare de modelare;
i) scuturarea rampelor de formare din turnatorii cu gratare vibratoare ;
j) curatarea pieselor matritate, turnate si forjate cu tambururi vibratorii ;
k) rectificarea si finisarea de precizie a organelor de masini si a instrumentelor cu dispozitive vibratoare;
1) intensificarea proceselor de extractie cu instalatii vibratoare.
Domeniile amintite reprezinta doar aplicatiile frecvente si pe scara, larga ale vibratiilor. Exista multe ramuri industriale noi sau cu caracter complex unde procedeele vibratoare isi gasesc un loc din ce in ce mai important. Pentru exemplificare vom mentiona tehnologia pulberilor metalice si a pieselor sinterizate, unde utilajul este utilizat atit in procesul obtinerii pulberilor, cat si in operatiile de compactizare.
Pentru a avea o idee mai completa despre varietatea de tipuri constructive ale masinilor vibratoare, vom enumera mai jos citeva criterii de baza pentru clasificaea acestor masini.
1. Dupa scop, masini de uz general, ca; masini de compactare, separatoare, transportoare etc.; masini de uz special ca : platforme vibratoare pentru elemente de beton armat, alimentatoare pentru masini unelte automate,
2. Dupa tipul antrenarii,, masini cu actionare electrica, hidraulica pneumatica si motoare cu ardere interna,
3. Dupa tipul transformarii energiei de alimentare in energie mecanica, masini cu generatori centrifugali cu biela-balansier, electromagnetice, electrodinamice, magnetostrictive, piezoelectrice, cu autoiniductie etc.
4. Dupa numarul corpurilor vibratoare, masini cu una, doua sau mai multe mase in miscare.
5.Dupa forma vibratiei organului de lucru, masini cu vibratii rectilinii, circulare , eliptice, elicoidale, vibratii combinate etc.
6.Dupa periodicitatea vibratiilor, masini cu vibratii periodice simple,modulate, aproape periodice si aleatoare.
7.Dupa spectrul vibratiilor periodice ale organului de lucru, masini cu vibratii sinusoidale, biarmonice si poliarmonice.
8. Dupa prezenta socurilor, masini fara soc, cu socuri si vibratii, cu socuri de primul, a doilea si al treilea ordin.
Dupa relatia dintre frecventa excitatoare si frecventa proprie masinii prerezonante, postrezonante, aproape rezonante, rezonante si interrezonaute.
Dupa banda de frecventa masini cu frecventa inalta frecventa medie si frecventa joasa.
. 11. Dupa metoda de sincronizare a generatorilor de vibratii, masini cu sincronizare mecanica, electrica, autosincronizare, fara sincronizare.
12. Dupa metoda de control, masini fara control, cu reglare manuala, control automat, control programat, autoreglare dupa conditiile optimale de lucru.
Pot fi utilizate si alte criterii pentru clasificarea masinilor vibratoare care sa includa aspecte noi ale acestor masini. Orice clasificare devine insa, repede nesatisfacatoare datorita progresului tehnic rapid.
Construirea si utilizarea pe scara larga a dispozitivelor, sculelor si masinilor vibratoare sint de data relativ recenta, din care cauza o serie, de probleme importante sint inca nerezolvate sau partial rezolvate. Tendintele moderne de crestere a puterii, a eficientei si a indicilor calitativi presupun abordarea unui camp larg de cercetari teoretice si experimentale, care sa poataindeplini aceste deziderate si sa asigure un progres rapid in viitor.
Enumeram unele din directiile de cercetare importante actuale si de viitor.
Generarea vibratiilor mecanice, care include urmatoarele aspecte :
-studiul generatorilor de vibratii ca aparate de transformare a energiei unei mase in vibratii mecanice;
-proiectarea unor generatori de vibratii mecanice de forme si spectre de vibratii prescrise, incluzind si generatori de vibratii aleatoare;
-dezvoltarea metodelor de multiplicare si de demultiplicare a frecventelor vibratiei.
Dinamica masinilor vibratoare si vibropercutante include :
-studiul regimurilor de miscare stabile cu determinarea valorilor optimale ale parametrilor vibratiei;
-studiul proceselor tranzistorii si gasirea metodelor de reducere ai puterii de pornire, a greutatii elementelor conducatoare si a amplitudinii la trecerea prin rezonante intermediare;
-studiul dinamicii sistemelor avand unul sau mai multe grade de libertate ce lucreaza in regim de rezonanta sau aproape de rezonanta
-studiul dinamicii sistemelor cu regimuri subarmonice incluzand sistemele vibropercutante;
-studiul dinamicii sistemelor cu regimuri superarmonice;
-investigarea sistemelor cu parametrii distribuiti si a sistemelor combinate (cu parametri concentrati si distribuiti) ;
-solutionarea problemei actionarii simultane a doi sau mai multor generatori.
Comportarea si proprietatile diverselor medii ce actioneaza asupra organelor de lucru ale masinilor vibratoare cuprinde :
-dinamica mediilor granulare si prafoase, legata de problemele transportului, separarii amestecului si compactarii;
-dinamica solului legala de compactare, taiere, baterea pilonilor si forare;
-studiul dinamicii betoanelor in legatura cu amestecarea vibratoare, transport, punerea in opera, compactare si formare;
-deformarea plastica a metalelor sub actiunea vibratiilor si a socurilor in legatura cu operatiile de presare, stantare, tragere si rolare;
-dinamica betonului asfaltic in legatura cu compactarea, vibrat oare;
-mecanismul influentei vibratiei asupra proceselor fizico-chimiceintr-un mediu lichid si la suprafata de separare intre faza lichida si cea solida in legatura cu folosirea vibratiilor in procesele din solutii : sedimentare,filtrare, colorare, electroliza, emulsifiere etc.;
-mecanismul proceselor de prelucrare vibratoare a metalelor, maselor plastice si a altor materiale utilzate in constructia de masini in legatura cu operatiile vibratoare de strunjire, rectificare, polizare, curatare intambur etc.
Interactiunea intre organele de lucru ale masinilor vibratoare si mediul de lucru cuprinde :
-distributia fortelor si presiunilor aplicate organului de lucru al masinii de catre mediu;
-natura fizica a fortelor, inclusiv a celor disipative ;
-variatia fortelor de interactiune datorita vibratiilor mediuluisi organului de lucru.
Analiza
energetica a masinilor vibratoare include :
- circulatia fluxului de energie;
-caracterul disiparii energiei in sistem;
-relatia dintre comportarea masinii vibratoare si proprietatile sursei de energie.
Automatizarea operatiilor masinilor vibratoare cuprinde :
-studiul metodelor si sistemelor privind automatizarea, autosincronizarea si programarea masinilor vibratoare;
-studiul automatizarii controlului calitativ al operatiilor efectuate dechipamentul vibrator.
7 Reducerea efectelor daunatoare ale vibratiilor si socurilor echipamentului vibrator asupra personalului de deservire si asupra structurilor, problema ce intra in categoria primei directii pincipale enuntate.
Aceasta trecere in revista a problemelor principale de cercetare nu cuprinde problemele de proiectare si constructie cu caracterul lor specific.
Datorita interactiunii motor de antrenare-generator de vibratii-organele de miscare ale masinii vibratoare si mediul ce sufera actiunea vibratiilor, pentru tratarea uneia dintre aceste probleme concrete este necesara o cercetare a ansamblului acestor factori.
Fenomenele si efectele enumerate la punctele 1-5 se conditioneaza reciproc. Un astfel de deziderat este inca greu de atins si de aceea in majoritatea cazurilor problemele distincte enuntate, se trateaza separat in limitele unor condtii si aproximatii care trebuie precizate.
Aceasta introducere in dinamica masinilor vibratoare se refera la studiul problemelor de baza ale masinilor vibratoare cu miscarile cele mai simple. In principiu acestea sunt masinile vibratoare cu miscarea de translatie a organului sau organelor de lucru. in aceasta categorie intra marea majoritate a transportoarelor vibratoare, sitelor vibratoare si alimentatoarelor vibratoare care au ponderea cea mai mare in ansamblul masinilor vibratoare construite pina in prezent.
Conditiile de lucru, de executie si de exploatare permit formularea unor ipoteze simplificatoare care conduc la modele mecanice simple insa cu rezultate ce satisfac cerintele calculului de proiectare. Aceste ipoteze sint :
a) Masina vibratoare constituie un sistem complet centrat, adicarezultantele fortelor perturbatoare, elastice si disipative trec prin centrulde masa al sistemului. Sistemul este partial centrat daca una sau doua din aceste rezultante nu trec prin centrul de masa. Ipoteza enuntata estevalabila pentru sisteme necentrate cind efectul
b) necentrarii este mic, adicamomentele rezultantelor in raport cu centrul de masa sint mici. O consecinta a acestei ipoteze este ca organele de lucru realizeaza miscari de translatie.
c) Motorul electric de actionare are o putere suficient de mare astfel incat interactiunea motor-masina vibratoare sa fie neglijabila.,rezultnad ca functionarea masinii in regimul stationar se face cu viteza unghiulara constanta.
In realitate, incepand de la un anumit raport intre puterea utila si puterea motorului electric, viteza unghiulara va avea o variatie periodica ce trebuie luata in consideratie.
c)Masina vibratoare se considera un sistem vibrator cu parametri concentrati. Se neglijeaza efectul vibratiilor asupra organului de lucru considerat rigid. Se neglijeaza, de asemenea, efectul masei elementelor elastice.
d)Se considera ca toate elementele elastice din aceeasi grupa au caracteristici similare adica diferentele intre caracteristicile elastice sint suficient de mici incit pot fi neglijate. Se neglijeaza efectele neliniare ce pot aparea la unele elemente elastice considerate perfect liniare.
e) Se neglijeaza intr-o prima
aproximatie efectul greutatii si deplasarii mediului aflat in contact cu organul de
lucru. Acest lucru se poate face cand
greutatea materialului este mult mai mica decit cea a organuluide lucru (strat subtire de material, material
cu greutate specifica mica).
Raportul limita al
greutatilor poate fi precizat. Efectul variatiei
greutatii ansamblului organ de lucru-material poate fi neglijat sau
dimpotriva luat in
consideratie functie de domeniul in care se aleg parametrii regimului
de functionare. Efectul mediului
supus actiunii vibratiilor poate fi evaluat cu aproximatie printr-tm factor de
disipare echivalent.
f)Miscarea sistemului are loc in jurul pozitiei de echilibru stabil.
g)Fortele disipative se considera proportionale cu viteza organului de lucru, coeficientul de proportionalitate urmind a se evalua prin calculsau experimental.
O masina vibratoare este compusa in esenta din : una sau mai multe mase in miscare (organe de lucru, mase de echilibrare), elemente elastice (arcuri elicoidale, arcuri lamelare, tampoane de cauciuc), unul sau mai multi generatori de vibratii (mecanici, electromagnetici, electrodinamici).
In functie de raportul dintre pulsatia (pulsatiile) perturbatoare si pulsatia (pulsatiile) proprie, regimul de miscare stationar se poate afla intr-unui din domeniile : prerezonanta (subcritic), rezonanta (critic) sau aproape de rezonanta si postrezonanta (supracritic). Alegerea domeniului depinde de tipul constructiv si scopul masinii. Pentru masinile ce functioneaza in domeniul de postrezonanta analiza duratelor miscarii tranzistorii de pornire si oprire are o importanta speciala datorita faptului ca in urma variatiei continue a valorilor pulsatiei perturbatoare, aceasta coincide la un moment dat cu frecventa de rezonanta dupa care isi continua variatia cu o anumita "viteza'
In intreprinderile industriale pentru trecerea materialelor de la o operatie tehnologica la alta pe masura transformarii din materie prima in produs finit se efectueaza un mare numar de operatii de transport. Sistemele de transport utilizate in intreprinderile industriale trebuie sa indeplineasca cateva cerinte de bazasi anume
- transportul sa fie precis in timp si sub raport cantitativ
- operatiunile de transport utilizate sa fie adaptate la cerintele proceselor tehnologice
- operatiunile de transport trebuie sa fie cat mai ieftine pentru a nu incarca exccesiv pretul de cost al produselor finite.
- transportul trebuie sa se efectueze in conditi de siguranta pentru personalul ce deserveste utilajele de transport si utilajele din fluxurile tehnologice.
- utilajele de transport trebuie sa fie nepoluante pentru mediul inconjurator.
La satisfacerea acestor cerinte se poate ajunge numai prin utilizarea unor utilaje de transport competitive adaptate conditiilor impuse de caracteristicile materialului de transportat
Scopul prezentei lucrari de diploma este proiectarea unui transportor vibrant avand debitul de 20m3/h destinat vehicularii sodei calcinate fierbinti rezultate in urma procesului tehnologic de calcinare de la fabricile de produse sodice. Vehicularea materialelor fierbinti si agresive presupune proiectarea unor utilaje de transport specifice acestor conditii.
Principiul de functionare, utilizari
Transportoarele oscilante si vibrante sunt masini stationare utilizate pentru trnsportul pe directie orizontala sau, inclinata a materialelor in vrac . Domeniul de utilizare al transportoarelor vibrante cuprinde vehicularea materialelor in vrac agresive chimic, foarte abrazive sau a materialelor care au o temperatura ce depaseste 150 C.Astfel transportoarele vibrante sunt intalnite mai ales in intreprinderile metalurgice la vehicularea materialelor de adaos
( var,fluorura,ferosiliciu, feromangan,etc.) , in intreprinderile de produse sodice si in intreprinderile de materiale de constructii.
Jgheabul oscilant avand miscare periodica de dute-vino este pus in miscare de forta exterioara , asigurata de un mecanism motor .
Organul de transport , antreneaza prin miscarea lui inainte , materialul de transportat care adera la el datorita fortelor de frecare.
La revenirea jgheabului in pozitie intiala , materialul isi continua miscarea sub influienta fortelor inertiale .
In functie de modul de miscare a materialului pe organul de transport , avem doua tipuri de transportoare :
- oscilante, bazate pe principiul alunecarii , cand materialul gliseaza pe organul de transport fara a se desprinde de el , iar greutatea lui se transmite integral la jgheab , presiunea pe acesta fiind constanta ;
- vibrante
, bazate pe principiul gravitational ( de aruncare ) , cand miscarea
materialului mai are pe langa componenta orizontala si o
componenta pe verticala 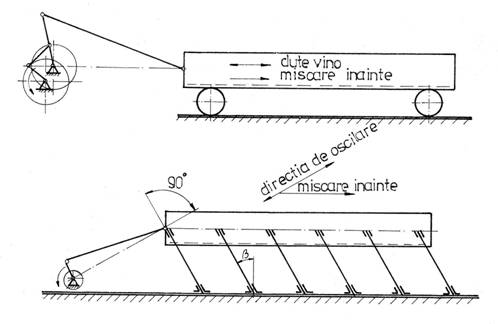
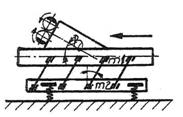
Fig.2.1
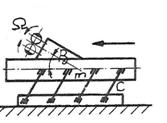
In figura 2.1 s-au prezentat principiile de baza ale transportoarelor vibrante
a) Transportorul oscilant lucrand dupa principiul de alunecare, cu miscare neuniforma de dute - vino in directia orizontala a jgheabului .
b ) Transportorul vibrant cu usoara panta si cu miscare armonica .
In functie de marimea componentei verticale a acceleratiei maxime , transportul se face prin alunecare sau aruncare .
In ultimile decenii transportoarele vibrante au cucerit un domeniu foarte mare , fiind utilizate in cele mai diferite locuri de munca , cu randament ridicat .
Avantajele utilizarii transportoarelor vibrante
- Jgheburile oscilante ( organul purtator ) sunt constructii simple ce se pot usor capsula . Se pot vehicula materiale fierbinti si agresive . In cazul placarii acestora cu material plastic sau cauciuc se poat transporta materiale abrazive si lipicioase .
- Organele in miscare ale transportoarelor vibrante ce lucreza pe principiul gravitational , au o uzura foarte mica .
- Miscarea de oscilare da posibilitatea executarii concomitent a unor procese de cernere sau selectionare .
- Transportoarele vibrante pot fi utilizate si ca dozatoare
- Debitele maxime ale transportoarelor vibrante cunoscute sunt ajung la max. 200-300 m3 / h pe o lungime de maximum 40 metri.
Dezavantaje
- La distante mai mari de transport e necesara cuplarea mai multor transportoare iar odata cu cresterea lungimii utilajului , debitul scade .
- In functie de materialul transportat se pot produce zgomote . La aparitia lor (daca acestea depasesc nivelul admis) sunt necesare masuri de izolare pentru a nu fi transmise in imprejurimi .
Tipuri si solutii constructive
Un transportor vibrant se compune conform fig. 2.2. dintr-un organ de transport sub forma de jgheab sau tubular 1 , suspensia fixa ( ce are rol de ghidare ) 2 , suspensia elastica 3 si excitatorul ( generatorul de oscilatii ) 4 .
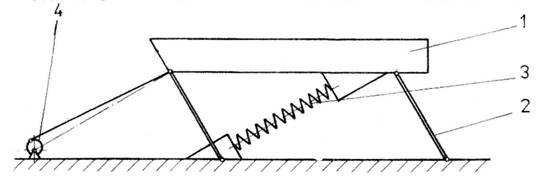
Fig 2.2
Jgheabul transportorului
Jgheabul transportorului este o constructie simpla formata din unul sau mai multe tronsoane imbinate intre ele prin suruburi.Tronsoanele sunt constructii metalice sudate care se pot capsula.
Suspensia
Suspensia este realizata din suspensia fixa compusa din parghii articulate si suspensia elastica compusa din arcuri spirale sau lamelare . Aceasta are urmatoarele roluri :
- preluarea incarcarii statice compusa din greutatea jgheabului si materialului de transport ; - formarea unui sistem de oscilare , astfel icat suspensia sa realizeze acordul intre frecventa de excitatie si frecventa proprie a sistemului , atunci cand se cunoaste masa vibratoare ;
- limiteaza gradele de libertate a organului purtator .
In fig. 2.3 s-au reprezentat principiile de realizare a suspensiilor la transportoarele vibrante . a ) Sistemul oscilant ghidat , cu un jgheab . Directia de oscilare este data de suspensia fixa (1 ) si
suspensia elastica (2)
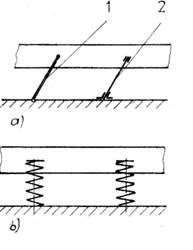
Fig.2.3
b ) Sistem liber oscilant cu jgheab , realizat cu arcuri elicoidale de intindere sau copresiune . Directia de oscilare este determinata de directia fortei excitatoare . Nu se recomanda aceste tipuri de transportoare vibrante cu jgheab , deoarece masele neechilibrate , in primul rand , solicita suplimentar fundatia , iar in al doilea rand dau nastere la noduri de oscilatie , care duc la limitarea lungimilor organului de transport de 6 pana la 8 metri .
c ) Sistemul oscilant cu doua mase . Suspensia masei vibrante superioara este ghidata , iar a masei inferioare este libera .Se realizeaza astfel reducerea considerabila a solicitarilor de incovoiere in jgheab si in fundatie prin echilibrarea maselor.
d) Sistemul oscilant cu doua mase oscilante cu ghidare rigida care este suspendat inpunctul de oscilare . Prin acest sistem se poate realiza o echilibrare directa a maselor.suportul ghidajelor oscilante va fi solicitat in acest caz numai de forte statice .
Dupa cum se observa sistemele cu doua mase echilibrate imbina avantajele sistemelor oscilante cu o masa si in plus se pot realiza si lungimi mai mari de transport.
Generatoarele de vibratii ( vibratoarele)
Actionarile transportoarelor vibrante sunt de doua feluri:
-actionari rigide
- actionari elastice
Actionarea rigida este de tipul cu
mecanism biela-manivela fig.2.4. a .Deoarece raportul ![]()
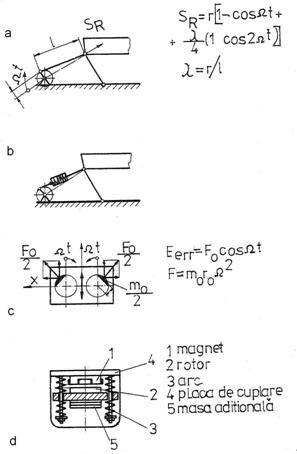
Fig. 2.4
este foarte mic,excitatia armonica se poate calcula.iar amplitudinea miscarii este egala in acest caz cu raza excentricului.
Actionarea elastica se realizeaza in trei moduri: cu arc, cu inertie si electromagneti
Actionarea elastica cu arc s-a realizat pentru a evita dezavantajul major al mecanismului biela-manivela si anume fortele de inertie mari ale jgheabului.Pentru aceasta in biela s-a introdus un arc elicoidal.(fig.2.4.b) Amplitudinea aici este dependenta numai de dimensiunile geometrice ale actionarii.Fortele masice mari din mecanismul biela-manivela si frecarea in articulatii dau frecvente mici de excitatie (5 pana la 15 Hz)
Principalele tipuri constructive de vibratoare sunt vibratoarele mecanice si vibratoarele electromagnetice
Vibratoarele mecanice sunt de tipul cu doua mase excentrice rotative,masele se rotesc in sensuri opuse (fig.2.3.c) si sunt montate in asa fel pe axe incit componentele dupa axa x ale fortelor centrifuge sa se anuleze intre ele iar componentele dupa axa y se insumeaza. Ia felul acesta rezultanta fortelor centrifuge ale maselor excentrice actioneaza pe o singura directie care este chiar directia ampltudinii orientate. Sincronizarea celor doua mase excentrice in rotatie se realizeaza mecanic intre ele (de obicei cu roti dintate) fig2.5.b
a) b)
Fig.2.5.
In cazul vibratoarelor care dezvolta momente excentrice mari (peste 1000 daNcm) sincronizarea arborilor se face cu un sincronizator exterior montat intre motorul electric si arborii mecanismului vibrator. In acest caz constructia mecanismului vibrator arata ca in fig.2.5.a
Frecventa de excitatie a vibratoarelor cu inertie mecanice este intre 5 piaa la 25 Hz, fiind limitata de cresterea sarcinilor dezechilibrate si de capacitatea rulmentilor
La vibratoarele electromagnetice (fig.2.3.d).legatura intre vibrator si jgheab sau masa de echilibru se face elastic.Cel mai frecvent se folosesc vibratoare de tip reactiv care constau din electroromagnet 1 rotor 2 arc 3 placa de cuplare 4 masa aditionala 5
. Trecand curent alternativ prin infasurare, la fiecare jumatate de perioada,placa de cuplare este atrasa cand curentul are valoare maxima si este respinsa datorita resoartelor cand curentul are valoare minima.
Frecventa unui astfel de vibrator este egala cu de doua ori frecventa curentulul de alimentare respectiv in cazul frecventei de 50 Hz vibratorul are frecventa de 100 Hz. In cazul cand in circuitul de alimentare s-ar introduce un redresor care permite trecerea curentului numai intr-un sens frecventa oscilatiilor vibratorului este egala cu a curentului alternativ adica 50 Hz
In cazul alimentarii cu curent continuu prin intermediul unui convertizor de frecventa se pot realiza orice frecvente ale vibratiilor Dupa cum reiese din exemplele anterioare clasificarea transportoarelor vibrante se face in functie de caracteristicile constructive tinindu-se cont de urmatoarele considerente
- numarul maselor oscilante
- tipul vibratorului
- tipul suspensiilor
In practica principalele tipuri constructive de transportoare vibrante utilizate la vehicularea materialelor sunt:
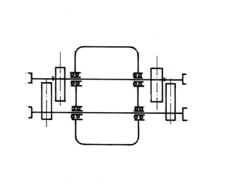
- transportoare vibrante monomasice cu vibrator mecanic cu mase neechilibrate fig.2.6.a
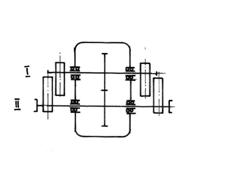
- transportoare vibrante bimasice cu vibrator mecanic cu mase neechilibrate fig.2.6.b.
a) b)
Fig.2.6.
Transportoarele vibrante monomasice.fig.2.6a sunt cele mai raspindite masini vibratoare utilizate in transportul materialelor.Aceste masini pot fi utilizate ca transportoare, site vibratoare, separatoare etc.
O astfel de masina este antrenata de un generator de vibratii montat rigid pe organul de lucru Generatorul de vibratii, cu mase neechilibrate, este antrenant de un motor electric montat pe batiul masinii. Cei mai utilizati sunt generatorii de vibratii cu volanti static neechilibrati. Organul de lucru este montat pe batiu numai prin intermediul unor legaturi elastice. Elementele elastice utilizate fi arcuri lamelare cu caracteristica liniara.Organul de lucru al unei astfel de masini are o miscare de translatie rectilinie .Amplitudinea vibratiilor acestor masini este relativ mica (1 - 8 mm).si sunt in general preferate pentru simplitatea lor.
Transportoarele vibrante bimasice fig 2.6.b sunt preferate din punct de vedere tehnic si a performantelor in raport cu transportoarele monomasice doar pentru lungimi mari de transport(peste 20 m) S-au construit in principal masini la care cele doua mase realizeaza miscari plan paralele in planul vertical, prin montarea generatorilor de vibratii dupa axa planului de simetrie.
Antrenarea se face prin intermediul unor generatori cu doua mase neechilibrate egale. Elementele elastice izolatoare sint formate din arcuri elicoidale relativ moi (constanta elastica mica) in comparatie cu elementele elastice de legatura dintre cele doua mase. Acestea pot fi arcuri lamelare sau elicoidale montate astfel ineit sa permita o miscare relativa cu un grad de libertate a unei mase in raport cu cealalta.
. Avantajele principale ale acestor masini fata de cele monomasice por fi rezumate astfel:
-o mai mare posibilitate de alegere a
regimurilor de functionare,functie
de frecventa de antrenare, in sensul ca se pot obtine regimuristabile pe langa domeniile de
prerezonanta sau postrezonanta si in domeniile de rezonanta si aproape de
rezonanta, cu avantajul unui consum minim
de energie ;
-existenta masei de echilibrare conduce la o transmisibilitate redusa a vibratiilor si posibilitatea alegerii unor parametrii optimali;
-zgomot redus in timpul functionarii.
Principalele dezavantaje ale acestor masini fata de cele monomasice sunt urmatoarele
- constructia lor este mai complicata
- se utilizeaza un numar mare de elementele elastice(arcuri)
- greutatea lor este semnificativ mai mare decat cea a transportoarelor vibrante monomasice
-sunt mai sensibile in ceea ce priveste stabilitatea regimurilor de functionare
Din analiza tipurilor constructive de transportoare vibrante,a solutiilor de antrenare si a modului de realizare a suspensiilors-a adoptat pentru aplicatia ce face obiectul prezentului proiect urmatoarea solutie:
- tipul constructiv de trasportor: monomasic cu vibratii dirijate
tipul generatorulu de vibratii: vibrator mecanic cu mase neechilibrate
- tipul suspensiilor: cu arcuri lamelare
Solutia adoptata are ca principal avantaj constructia simpla, utilizarea unui singur tip de elementele elastice(arcuri) si greutatea redusa comparativ cu un transportor vibrant bimasic care are aceeasi capacitate de transport.
Trasportorul vibrant se compune din urmatoarele subansamble principale
Jgheabul transportorului este o constructie modulara formata din mai multe tronsoane imbinate intre ele prin suruburi.Tronsoanele sunt constructii metalice sudate formate din doi pereti laterali obtinuti prin indoire,doua flanse si placa de fund.
Pe partea inferioara a jgheabului se gaseste gura de evacuare a materialului iar pe partea superioara a jgheabului se gaseste gura de alimentare cu material.Tot pe jgheab se gasesc si placile suport pentru arcuri montate prin sudura pe peretii lateral . Pe partea superioara a jgheabului se vor monta capacele de etansare iar in partea inferioara se monteaza cu sudura prin puncte placile de uzura.
Capacele realizeaza etansarea jgheabului in partea superioara si sunt confectionate din tabla fiind construite din bucati imbinate cu flanse si suruburi. Se fixeaza de cutia ciurului cu suruburi.
Suportul vibratorului este realizat in constructie sudata din table si profile laminate si se prinde de jgheabul transportorului prin sudura.Are rolul de a sustine vibratorul mecanic si de a transmite miscarea de vibratie la jgheabul transportorului.
Suspensia elastica a transportorului este acea parte componenta care permite miscarea vibratorie a utilajului.
Se compune dintr-un sistem de arcuri lamelare care se sprijina in partea superioara de suportii arc de pe jgheabul transportorului iar in partea inferioara pe suportii de arc sudati de grinda inferioara care constituie partea fixa a utilajului partea care nu vibreaza
Arcurile sint montate in baterii de cate doua asezate la un pas de 900 mm de o parte si de alta a jgheabului transportorului.
Pentru prevenirea cresterii amplitudinii la oprirea transportorului vibrant pe partea inferioara a jgheabului sunt montate trei tampoane de cauciuc.Acestea actioneza in momentul in care trasportorul vibrant trece prin zona frecventei de rezonanta.Pentru etansare sint prevazute garnituri de cauciuc rezistente la temperatura intre capace si cutia transportorului .
Vibratorul mecanic este de tipul cu mase excentrice asezate pe extremitatile arborilor
Mecanismul vibrator este format din doi arbori sprijiniti pe rulmenti oscilanti cu role,si montati intr-o carcasa turnata.
Sincronizarea miscarii intre cei doi arbori se face prin intermediul a doua roti dintate cu dinti drepti care sunt montate la mijlocul arborilor. La capetele arborilor de o parte si de alta a lagarelor cu rulmenti sunt montate masele excentrice care se vor roti in sens invers una fata de cealalta generand astfel vibratii liniare. Masele excentricese compun dintr-o bucsa pe care sunt fixate doua placi care au forma unui sector de cerc. Una dintre placi este fixata prin sudura de bucsa iar reglajul momentului excentric se face prin glisarea celeilalte placi fata de cea fixa modificandu-se astfel pozitia centrului de greutate si implicit valoarea momentului excentric.. La extremitatea unuia dintre arbori se fixeaza prin pana roata de curea prin intermediul careia se primeste miscarea de la motorul electric de actionare. Carcasa turnata se inchide cu un capac iar etansarea lagarelor este de tip labirint . Fixarea carcasei de suportul sudat de jgheab se face prin suruburi.
Grupul de antrenare - este subansamblul care asigura actionarea transportorului vibrant
El este compus in principal din motorul electric, sasiul pe care este asezat motorul si transmisia prin curele trapezoidale. Transmisia prin curele este protejata cu o aparatoare iar pe sasiul grupului sunt montate suruburile pentru tensionarea curelelor.
Miscarea este transmisa de la motorul electric la mecanismul vibrator prin curele trapezoidale.
Prin arborele mecanismului(pe care este fixata roata de curea )miscarea se transmite la masele excentrice care se vor roti in sens invers una fata de cealalta generand astfel vibratii liniare dupa o directie ce face un unghi de 35 cu planul jgheabului
Fiecare punct al jgheabului mobil al transportorului executa o miscare plan paralela cu traiectoria orientata dupa o directie ce face un unghi de 35 cu planul orizontal.Astfel pe principiul gravitational ( de aruncare ) , cand miscarea materialului are pe langa componenta pe verticala si o componenta orizontala materialul este transportat inainte. Sistemul de arcuri lamelare(suspensia elastica a transportorului ) permite miscarea vibratorie a utilajului.
Viteza de transport a materialului depinde de frecventa vibratiilor si de amplitudinea lor.
Deoarece modificarea frecventei vibratiilor presupune schimbarea turatiei motorului electric de obicei se prefera modificarea amplitudinii vibratiilor. Acest lucru se realizeaza prin modificarea valorii momentului excentric generat de mecanismul vibrator.
Schimbarea valorii momentulului excentric se face prin glisarea placilor excentricului una fata de cealalta modificandu-se astfel pozitia centrului de greutate si implicit valoarea momentului excentric.
- tipul transportorului: - vibrator cu oscilatii liniare;
- debit: - 20 m3/h;
- lungimea de transport; - 11 m;
- materialul transportat: - soda calcinata;
- greutatea specifica: - 1,2 t/m3;
- temperatura: - 180s C;
- latimea jgheabului (interior): - 320mm;
- inaltimea jgheabului: - 300 mm.
- tipul motorului: - AT 132 S - 38 - 4;
- puterea nominala: - 5,5 kw;
- turatia nominala: - 1.440 rot/min;
- tensiunea de alimentare: - 3x380 V c.a.;
- frecventa: - 50 Hz;
- furnizor: -
- turatia mecanismului vibrator - 900 rot/min;
- transmisie cu curele trapezoidale
tip .. SPA
raport de transmitere . 1,6
numar de curele .......... 3
Dimensiuni de gabarit(LxBxH)12000x1250x1600mm
- tipul transportorului: - vibrator cu oscilatii liniare;
- debit: - 20 m3/h;
- lungimea de transport; - 11 m;
- materialul transportat: - soda calcinata;
- greutatea specifica: - 1,2 t/m3;
- temperatura: - 180s C;
- latimea jgheabului (interior): - 320mm;
- inaltimea jgheabului: - 300 mm.
Debitul transportorului vibrant se calculeaza cu formula, utilizata si la alte transportoare (cu banda, cu raclete):
![]() [m3/h] [ DRA82 - pag 456.]
[m3/h] [ DRA82 - pag 456.]
[ DRA82 unde: ![]()
![]() m - este latimea jgheabului, data
prin tema;
m - este latimea jgheabului, data
prin tema;
![]() - este coeficientul de
umplere; [ DRA82 - pag.472]
- este coeficientul de
umplere; [ DRA82 - pag.472]
![]() m - se adopta in
functie de inaltimea totala a jgheabului, si este
inaltimea stratului de material;
m - se adopta in
functie de inaltimea totala a jgheabului, si este
inaltimea stratului de material;
Din relatia debitului se poate determina viteza necesara de transport:
![]() m/sec.
m/sec.
Pentru un utilaj ce functioneaza cu vibratii liniare viteza in functie de parametrii vibratorului se calculeaza cu formula:
![]() , [ BUZ
80] - pag 248. ];
, [ BUZ
80] - pag 248. ];
unde: ![]() - este amplitudinea vibratiei;
- este amplitudinea vibratiei;
![]() Hz - este
frecventa vibratiei si se alege din [ DRA 80 - tab.2.55 ];
Hz - este
frecventa vibratiei si se alege din [ DRA 80 - tab.2.55 ];
![]() - este unghiul dintre
directia vibratiei si suprafata de transport (30÷45s).
- este unghiul dintre
directia vibratiei si suprafata de transport (30÷45s).
Se alege ![]()

Fig.4.1.
Putem calcula, de aici amplitudinea vibratiei:
![]() m =
m =
Se alege ca
amplitudine a vibratiei: ![]() mm.
mm.
Vibratorul pentru transportorul din fig.4.1 este de tip cu vibratii liniare si consta din doi arbori paraleli ,care poarta mase excentrice ,montate simetric cu planele XX si YY (fig.4.2) care se rotesc in sens contrar.In aceste conditii, componentele dupa axa XX ale fortelor centrifuge se insumeaza, iar componentele dupa axa YY ale fortelor componentele centrifuge se echilibreaza. Componentele dupa axa XX dau o rezulanta care variaza cosinusoidal
intre valorile extreme ![]() 2P, unde
2P, unde ![]()
.
Fig.4.2.
Transportorul vibrant functioneaza in regim supra-critic deci frecventa de lucru este suficient de departata de frecventa de rezonanta, se poate scrie:
![]() [
DRA 80 . pag. 188]
[
DRA 80 . pag. 188]
unde: ![]() - este masa transportorului vibrant;
- este masa transportorului vibrant;
![]() - este masa excentricelor
mecanismului vibrator;
- este masa excentricelor
mecanismului vibrator;
![]() - este distanta
de la centrul de rotatie la centrul de greutate al excentricelor (fig.
4.2).
- este distanta
de la centrul de rotatie la centrul de greutate al excentricelor (fig.
4.2).
Inmultind relatia de mai sus cu acceleratia gravitationala se obtine:
![]() ,
,
unde: ![]() - este momentul perturbator generat de excentricele
vibratorului necesar pentru a obtine amplitudinea
- este momentul perturbator generat de excentricele
vibratorului necesar pentru a obtine amplitudinea ![]() mm la vibratia
transportorului;
mm la vibratia
transportorului;
![]() - este greutatea
totala a transportorului si ea se compune din:
- este greutatea
totala a transportorului si ea se compune din:
![]()
unde: ![]() daN - este greutatea jgheabului transportorului, in
comparatie cu alte utilaje similare;
daN - este greutatea jgheabului transportorului, in
comparatie cu alte utilaje similare;
![]() daN - este estimarea
greutatii vibratorul;
daN - este estimarea
greutatii vibratorul;
![]() - este greutatea
materialului existent pe transportor,
- este greutatea
materialului existent pe transportor,
cu: ![]() daN/m3 - este greutatea specifica a
materialului, din datele de tema;
daN/m3 - este greutatea specifica a
materialului, din datele de tema;
![]() - este volumul
materialului de pe transportor,
- este volumul
materialului de pe transportor,
cu: ![]()
![]() m.
m. ![]() m;
m; ![]() m - stabilit prin
tema.
m - stabilit prin
tema.
Rezulta:
![]() m3.
m3.
Greutatea materialului va fi:
![]() daN.
daN.
Greutatea totala a transportorului incarcat va fi:
![]() daN.
daN.
Deci momentul perturbator pe care trebuie sa-l dezvolte vibratorul este:
![]() daN·m.
daN·m.
Pentru
dimensionarea vibratorului se va lua in calcul: ![]() daN·m = 40 N·m.
daN·m = 40 N·m.
Dupa cum se observa din figura 4.1 suspensiile transportorului vibrant se realizeaza cu arcuri lamelare dispuse de o parte si de alta a jgheabului transportorului.
Ca si la alte utilaje vibrante si transportorul vibrant lucreaza in domeniul post-rezonant, astfel incat este valabila relatia:
![]()
unde: ![]() - este pulsatia de lucru data de vibrator;
- este pulsatia de lucru data de vibrator;
![]() - este pulsatia
proprie a sistemului.
- este pulsatia
proprie a sistemului.
Pulsatia de lucru are valoarea:
![]() rad/s.
rad/s.
unde: ![]() Hz - este frecventa de lucru, determinata
anterior.
Hz - este frecventa de lucru, determinata
anterior.
Pulsatia proprie a sistemului este, deci:
![]() rad/s.
rad/s.
Dar pulsatia proprie a sistemului are expresia:
 , unde:
, unde: ![]() - este
- este
![]() kg - este masa
transportorului incarcat cu material, determinata anterior.
kg - este masa
transportorului incarcat cu material, determinata anterior.
De aici se
poate calcula
![]() N/m = (11,4÷22,228)
daN/mm.
N/m = (11,4÷22,228)
daN/mm.
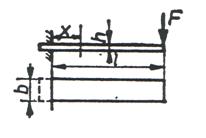
Fig.4.3.
Prin comparatie cu alte transportoare se alege un arc
lamelar de lungime ![]() mm si
sectiune dreptunghiulara
mm si
sectiune dreptunghiulara ![]() mm.(fig.4.3.)
mm.(fig.4.3.)
Asupra acestui arc forta actioneaza conform figurii 4.3, iar rigiditatea arcului se calculeaza cu formula:
![]() , [
GAF 81 - tab. 24]
, [
GAF 81 - tab. 24]
unde: ![]() daN/cm2 - este modulul de elasticitate;
daN/cm2 - este modulul de elasticitate;
![]() cm - este
latimea arcului;
cm - este
latimea arcului;
![]() cm - este grosimea
arcului;
cm - este grosimea
arcului;
![]() cm - este bratul
fortei
cm - este bratul
fortei ![]() .
.
Deci pentru arcul nostru:
![]() daN/cm = 0,315 daN/mm.
daN/cm = 0,315 daN/mm.
Avand
calculata ![]() a intregului sistem
rezulta numarul de arcuri necesar:
a intregului sistem
rezulta numarul de arcuri necesar:
![]() ,
,
Se alege un
numar ![]() de arcuri dispuse in
baterii de cate doua, pe o parte si pe alta a transportorului la un
pas
de arcuri dispuse in
baterii de cate doua, pe o parte si pe alta a transportorului la un
pas ![]() mm = 0,9 m.
mm = 0,9 m.
Schema
cinematica de actionare a mecanismului vibrator (respectiv a
transportorului vibrant) este reprezentata in figura 4.4.
Pentru calculul puterii necesare la arborele mecanismului vibrator se
utilizeaza formula:
![]() , [
DRA 80 - pag162 ] ,
, [
DRA 80 - pag162 ] ,
unde: ![]() - este turatia la arborele mecanismului vibrator;
- este turatia la arborele mecanismului vibrator;
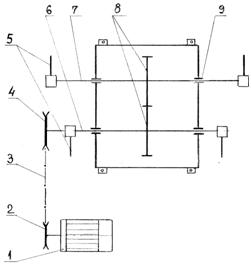
Figura.4.4. Schema cinematica de actionare a vibratorului mecanic:
1 - motor electric; 2 - roata motoare de curea; 3 - curele trapezoidale; 4 - roata condusa de curea; 5 - excentrice; 6 - arbore de antrenare; 7 - arbore condus; 8 - roti dintate de sincronizare; 9 - lagare cu rulmenti.
![]() daN·m - este valoarea
momentului perturbator necesar, calculata anterior;
daN·m - este valoarea
momentului perturbator necesar, calculata anterior;
Avem: ![]() rot/min.
rot/min.
Rezulta: ![]() kw.
kw.
Puterea la motorul electric se calculeaza cu formula:
![]() , [ DRA82 - pag 463,]
, [ DRA82 - pag 463,]
unde: ![]() - este coeficientul de suprasarcina;
- este coeficientul de suprasarcina;
![]() - este randamentul
transmisiei prin curele.
- este randamentul
transmisiei prin curele.
Puterea la motorul electric este:
![]() kw.
kw.
Se alege pentru actionare un motor electric asincron trifazat cu urmatoarele caracteristici:
- tipul motorului: - AT 132 S - 38 - 4;
- puterea nominala: - 5,5 kw;
- turatia nominala: - 1.440 rot/min;
- tensiunea de alimentare: - 3x380 V c.a.;
- frecventa: - 50 Hz;
- furnizor: -
Pentru calculul transmisiei prin curele se vor utiliza prescriptiile STAS 7192 - 83,
STAS 1163 - 71
Datele de baza pentru calculul transmisiei prin curele:
- puterea
motorului: -
![]() kw;
kw;
-
turatia rotii conducatoare = turatia motorului: - ![]() rot/min;
rot/min;
-
turatia rotii conduse: - ![]() rot/min;
rot/min;
- regimul de lucru al transmisiei: - suprasarcini mijlocii;
- functionare: 16 ore pe zi.
Raportul de
transmisie: ![]()
Alegerea
tipul de curea se face conform [ ATA. pag. 709, fig. 11.26], de unde pentru
puterea de 5,5 kw si turatia de 1.440 rot/min rezulta curea
trapezoidala ingusta tip SPA, iar diametrul minim al rotii
conducatoare ![]() mm .
mm .
Diametrul
primitiv al rotii conduse. ![]()
Diametrul primitiv mediu al rotilor de curea se calculeaza cu formula:
![]() mm.
mm.
Determinarea
preliminara a distantei dintre axe ![]() se face cu formula:
se face cu formula:
![]()
sau se alege constructiv o distanta axiala
S-a adoptat constructiv o
distanta axiala ![]() mm
mm
Unghiul dintre ramurile curelelor se calculeaza cu formula:
![]() .
.
Unghiul de infasurare pe roata mica (conducatoare) este:
b g
Unghiul de infasurare pe roata mare (condusa) este:
b g
Lungimea primitiva a curelei (preliminara) se calculeaza cu formula:
![]() mm.
mm.
Din STAS 7192/2 - 83, tabelul 3 se
alege lungimea primitiva ![]() mm si se
recalculeaza distanta axiala A cu formula:
mm si se
recalculeaza distanta axiala A cu formula:
![]()
![]()
![]() mm.
mm.
Viteza periferica a curelei se calculeaza cu formula:
![]() m / s.
m / s.
Se observa ca viteza
periferica calculata se situeaza sub viteza periferica admisa
la curelele trapezoidale tip SPA care, conform STAT 1163 - 71, tabelul 2, este:
![]() m / s. Deci este
verificata conditia:
m / s. Deci este
verificata conditia: ![]() .
.
Numarul necesar de curele se
calculeaza cu formula: ![]()
unde: ![]() kw - este puterea
motorului electric;
kw - este puterea
motorului electric;
![]() , conform STAS 1163 - 71 tabelul 3, - este coeficientul
dinamic ce tine seama de regimul de functionare al transmisiei;
, conform STAS 1163 - 71 tabelul 3, - este coeficientul
dinamic ce tine seama de regimul de functionare al transmisiei;
![]() , conform STAS 1163 - 71 - este coeficientul de lungime
pentru curea trapezoidala tip SPA cu lungimea primitiva de
, conform STAS 1163 - 71 - este coeficientul de lungime
pentru curea trapezoidala tip SPA cu lungimea primitiva de ![]() mm;
mm;
![]() , conform STAS 1163 - 71 - este coeficientul de
infasurare ce tine cont de unghiul de infasurare a
curelei pe roata mica
, conform STAS 1163 - 71 - este coeficientul de
infasurare ce tine cont de unghiul de infasurare a
curelei pe roata mica ![]() .
.
![]() Kw - este puterea
nominala transmisa de o curea trapezoidala tip SPA la o
turatie a motorului de
Kw - este puterea
nominala transmisa de o curea trapezoidala tip SPA la o
turatie a motorului de ![]() rot/min, si
raportul de transmisie
rot/min, si
raportul de transmisie ![]() , conf. STAS 1163 - 71, tabel 14 ;
, conf. STAS 1163 - 71, tabel 14 ;
Numarul de curele va fi ![]() curele. Se
adopta un numar de
curele. Se
adopta un numar de ![]() curele tip SPA 2.000
STAS 7192/2 - 83.
curele tip SPA 2.000
STAS 7192/2 - 83.
Forta
periferica transmisa este ![]() N = 81,12daN.
N = 81,12daN.
Forta necesara de intindere a curelei este ![]() daN, conform STAS 1163
- 71
daN, conform STAS 1163
- 71
Dupa
cum s-a aratat in capitolele anterioare pentru sincronizarea
miscarii excentricelor montate pe cei doi arbori ai vibratorului se
utilizeaza un angrenaj cilindric cu dinti drepti cu raportul de
transmisie ![]() .
.
Datele de proiectare pentru calculul angrenajului sunt:
- puterea
nominala a motorului electric: -
![]() kw;
kw;
-
turatia nominala a motorului: -
![]() rot/min;
rot/min;
-
turatia la angrenaj: -
![]() rot/min;
rot/min;
a) Calculul momentului de torsiune
la pinion ![]()
Din schema cinematica de la figura 14 se observa ca:
![]() ,
,
unde: ![]() - este momentul
nominal al motorului electric;
- este momentul
nominal al motorului electric;
![]() - este raportul de
transmisie al transmisiei principale;
- este raportul de
transmisie al transmisiei principale;
![]() - este randamentul
transmisiei prin curele. [
ATA. pag. 697]
- este randamentul
transmisiei prin curele. [
ATA. pag. 697]
Momentul nominal al motorului electric se calculeaza cu formula:
![]() [daN·m], unde:
[daN·m], unde: ![]() kw-este puterea motorului;
kw-este puterea motorului;
![]() rot/min - turatia
nominala a motorului.
rot/min - turatia
nominala a motorului.
Deci: ![]() daN·m,
daN·m,
Iar: ![]() daN·m = 554 daN·cm.
daN·m = 554 daN·cm.
Intrucat la angrenajele vibratoare se utilizeaza roti dintate din oteluri aliate cementate [ BUZ 80 . pag. 18] cu numar mare de dinti, rotile dintate se vor dimensiona pe baza solicitarii de incovoiere, urmand sa se verifice apoi si solicitarea la presiune de contact.
b) Calculul de rezistenta pentru rotile cilindrice cu dinti drepti la solicitarea de incovoiere
Metoda ISO de calcul la incovoiere a rotilor dintate cilindrice cu dinti drepti are la baza urmatoarele ipoteze simplificatoare: [ ATA. pag. 574]
- se
considera forta nominala de valoare ![]() aplicata in
varful dintelui;
aplicata in
varful dintelui;
- se considera in calcul doar efortul unitar de incovoiere in sectiunea de la baza dintelui;
- sectiunea periculoasa de la baza dintelui se defineste prin punctele de tangenta la profilul de racordare a piciorului dintelui a unor drepte inclinate cu 30s fata de axa dintelui.
Schema de calcul la incovoiere este prezentata in figura 4.5.

Figura 4.5. Schema de calcul la incovoiere.
Efortul unitar de incovoiere in sectiunea de la baza dintelui va fi dat de componenta
![]() , a fortei nominale ce revine pe dinte, si va avea
valoarea:
, a fortei nominale ce revine pe dinte, si va avea
valoarea:
 [ ATA. pag. 374]
[ ATA. pag. 374]
unde: ![]() - este gradul de acoperire;
- este gradul de acoperire;
![]() - este unghiul de
presiune corespunzator punctului de aplicare a fortei in varful
dintelui;
- este unghiul de
presiune corespunzator punctului de aplicare a fortei in varful
dintelui;
![]() - este unghiul de
angrenare;
- este unghiul de
angrenare;
![]() - este bratul
fortei
- este bratul
fortei ![]() fata de
sectiunea periculoasa de la baza dintelui;
fata de
sectiunea periculoasa de la baza dintelui;
![]() - este grosimea
dintelui in zona periculoasa;
- este grosimea
dintelui in zona periculoasa;
![]() - este
latimea dintelui;
- este
latimea dintelui;
![]() - este forta
tangentiala calculata in polul angrenarii.
- este forta
tangentiala calculata in polul angrenarii.
Relatia de mai sus se poate scrie:
 [ ATA. pag. 574]
[ ATA. pag. 574]
unde: ![]() - este modulul rotilor dintate;
- este modulul rotilor dintate;
![]() - este coeficientul
gradului de acoperire;
- este coeficientul
gradului de acoperire;
 - este coeficientul de
forma al dintelui.
- este coeficientul de
forma al dintelui.
Relatia de
mai sus serveste la dimensionarea angrenajului si se scrie sub forma
generala: ![]()
unde: ![]() - este rezistenta admisibila la solicitare de
incovoiere;
- este rezistenta admisibila la solicitare de
incovoiere;
![]() - este coeficientul de
forta;
- este coeficientul de
forta;
iar: ![]() - este coeficientul de exploatare;
- este coeficientul de exploatare;
![]() - este coeficientul
dinamic in plan frontal;
- este coeficientul
dinamic in plan frontal;
![]() - este coeficientul de
repartitie pe latimea dintelui.
- este coeficientul de
repartitie pe latimea dintelui.
Daca se fac inlocuirile:
![]() ;
; ![]() ; si
; si
![]() ,
,
se obtine:  [ ATA. pag. 576]
[ ATA. pag. 576]
pentru angrenaje zero deplasate avem ![]() , deci relatia devine:
, deci relatia devine:
Pentru
cazul angrenajului nostru prin comparatie cu alte vibratoare produse in
strainatate se adopta ![]() dinti. [RAB
77 . pag. 3]
dinti. [RAB
77 . pag. 3]
Avem: ![]() , pentru transmisii rapide; [
ATA. tab. 10.9]
, pentru transmisii rapide; [
ATA. tab. 10.9]
![]() ;
;
![]() - pentru transmisii cu
sarcini moderate; [
ATA. tab. 10.7]
- pentru transmisii cu
sarcini moderate; [
ATA. tab. 10.7]
![]() [ ATA. fig. 10.18]
[ ATA. fig. 10.18]
![]()
unde: ![]() - este coeficientul dinamic; [
ATA. fig. 10.24]
- este coeficientul dinamic; [
ATA. fig. 10.24]
![]() - este coeficientul
gradului de acoperire si se considera ca are o valoare acoperitoare
pentru calculul distantei dintre axe.
- este coeficientul
gradului de acoperire si se considera ca are o valoare acoperitoare
pentru calculul distantei dintre axe.
![]() [
ATA. fig. 10.24]
[
ATA. fig. 10.24]
![]() - se ia in calcul
- se ia in calcul ![]()
![]() - este rezistenta
la incovoiere pentru materialul rotilor, 18MnCr10, si se
calculeaza cu formula:
- este rezistenta
la incovoiere pentru materialul rotilor, 18MnCr10, si se
calculeaza cu formula:
 [
ATA. pag. 642]
[
ATA. pag. 642]
unde: ![]() daN/cm2 -
este rezistenta la incovoiere pentru solicitarea dupa un ciclu
daN/cm2 -
este rezistenta la incovoiere pentru solicitarea dupa un ciclu
pulsator
la ![]() cicluri; [
ATA. tab. 10.28]
cicluri; [
ATA. tab. 10.28]
![]() - este coeficientul de
siguranta la solicitarea de incovoiere;[ ATA. pag. 642]
- este coeficientul de
siguranta la solicitarea de incovoiere;[ ATA. pag. 642]
 - este coeficientul
duratei de functionare. Pentru o functionare de 10.000 ore
rezulta un numar de cicluri de
- este coeficientul
duratei de functionare. Pentru o functionare de 10.000 ore
rezulta un numar de cicluri de ![]() , unde
, unde ![]() rot/min este
turatia rotilor dintate. Deci
rot/min este
turatia rotilor dintate. Deci ![]() cicluri, si
cicluri, si ![]() ; [
ATA. pag. 642]
; [
ATA. pag. 642]
![]() - este coeficientul
concentratorului de sarcina in sectiunea de la baza dintelui, pentru
roti cementate; [ ATA. pag. 643]
- este coeficientul
concentratorului de sarcina in sectiunea de la baza dintelui, pentru
roti cementate; [ ATA. pag. 643]
![]() - este coeficientul de
margine a rotii. [
ATA. pag. 637]
- este coeficientul de
margine a rotii. [
ATA. pag. 637]
Rezulta: ![]() daN/cm2,
daN/cm2,
iar distanta calculata dintre axe este
 cm = 220,5 mm.
cm = 220,5 mm.
Modulul
rotilor dintate este: ![]() . Cum
. Cum ![]() dinti,
rezulta
dinti,
rezulta
![]() mm, si se
adopta
mm, si se
adopta ![]() mm.
mm.
Distanta dintre axe va fi: ![]() mm.
mm.
c) Verificarea angrenajului cilindric cu roti dintate la solicitare de contact
Verificarea la solicitare de contact se face cu relatia:
 [ ATA. pag. 571]
[ ATA. pag. 571]
unde: ![]() daN - este forta tangentiala ce
actioneaza in angrenaj;
daN - este forta tangentiala ce
actioneaza in angrenaj;
![]() cm = 45 mm - este
latimea dintilor; [ ATA.
pag. 571]
cm = 45 mm - este
latimea dintilor; [ ATA.
pag. 571]
![]() - este coeficientul de
forta calculat anterior;
- este coeficientul de
forta calculat anterior;
 - este coeficientul
geometric al angrenarii; [
ATA. pag. 571]
- este coeficientul
geometric al angrenarii; [
ATA. pag. 571]
![]() - este coeficientul de
material, al otelului; [ ATA.
pag. 571]
- este coeficientul de
material, al otelului; [ ATA.
pag. 571]
![]() - este coeficientul
gradului de acoperire [
ATA. pag. 571]
- este coeficientul
gradului de acoperire [
ATA. pag. 571]
daca se considera ![]() , pentru angrenaje rapide, rezulta:
, pentru angrenaje rapide, rezulta: ![]() .
.
Deci:  daN/cm2.
daN/cm2.
![]() - este rezistenta
admisibila la contact si se calculeaza cu formula:
- este rezistenta
admisibila la contact si se calculeaza cu formula:
![]() [
ATA. pag. 636]
[
ATA. pag. 636]
unde: ![]() - este rezistenta la oboseala superficiala a
flancurilor materialului rotii corespunzatoare unui numar de
cicluri
- este rezistenta la oboseala superficiala a
flancurilor materialului rotii corespunzatoare unui numar de
cicluri ![]() si are valoarea
si are valoarea ![]() daN/cm2
pentru otel 18 Mo Cr 10 [ ATA. tab. 10.28]
daN/cm2
pentru otel 18 Mo Cr 10 [ ATA. tab. 10.28]
![]() - este coeficientul
duratei de exploatare, calculat anterior la solicitarea de incovoiere;
- este coeficientul
duratei de exploatare, calculat anterior la solicitarea de incovoiere;
![]() - este coeficientul de
ungere; [ ATA. fig. 10.57]
- este coeficientul de
ungere; [ ATA. fig. 10.57]
![]() - coeficientul de
rugozitate, pentru rugozitatea
- coeficientul de
rugozitate, pentru rugozitatea![]() μm; [ ATA. fig. 10.58]
μm; [ ATA. fig. 10.58]
![]() - este coeficientul de
viteza adoptat din [
ATA. pag. 636]
- este coeficientul de
viteza adoptat din [
ATA. pag. 636]
 - este coeficientul de
duritate, unde
- este coeficientul de
duritate, unde ![]() HB - este duritatea
rotii dintate, iar
HB - este duritatea
rotii dintate, iar ![]() HB, rezulta:
HB, rezulta:  ; [ ATA.
tab. 10.28]
; [ ATA.
tab. 10.28]
![]() - este coeficientul de
marime care ia in considerare dimensiunile geometrice ale rotii;
- este coeficientul de
marime care ia in considerare dimensiunile geometrice ale rotii;
![]() - este coeficientul de
siguranta pentru solicitare la presiune de contact.
- este coeficientul de
siguranta pentru solicitare la presiune de contact.
[ ATA. pag. 637]
Se poate calcula acum valoarea rezistentei admisibile la presiune de contact:
![]() daN/cm2.
daN/cm2.
Dupa
cum se observa: ![]() daN/cm2 <
daN/cm2 <![]() daN/cm2, deci angrenajul cu roti
dintate rezista si la solicitarea de presiune de contact.
daN/cm2, deci angrenajul cu roti
dintate rezista si la solicitarea de presiune de contact.
Profilul de referinta este conform STAS 821 - 82
- unghiul profilului de
referinta -
![]() ;
;
- coeficientul profilului capului de
referinta - ![]() ;
;
- coeficientul jocului de
referinta la fund -
![]() ;
;
- modulul (calculat anterior) - ![]() mm;
mm;
- numarul de dinti ai
pinionului si ai rotii -
![]() ;
;
- coeficientul deplasarilor de
profil la pinion si roata -
![]()
- treapta de precizie si jocul - 5A - STAS 6273 - 80.
Calculul elementelor geometrice se face in conformitate cu STAS 12.222 - 84 :i acestea sunt identice pentru pinion si roata:
- distanta dintre axe - ![]() mm;
mm;
- diametrul de divizare - ![]() mm;
mm;
- diametrul de picior
- ![]() mm;
mm;
- inaltimea de
referinta a dintelui- ![]() mm;
mm;
- diametrul capului de
referinta- ![]() mm;
mm;
- diametrul cercului de baza - ![]() mm;
mm;
- numarul teoretic de dinti
pentru masurarea lungimii peste ![]() dinti este:
dinti este:
unde: ![]() si deoarece
si deoarece ![]() ,
, ![]() ,
, ![]() , rezulta:
, rezulta:
![]() dinti.
dinti.
Lungimea peste 10 dinti se calculeaza cu formula:
![]() mm.
mm.
Tolerantele:
- abaterea superioara a lungimii peste dinti - ![]() mm; [tab. 16, STAS 6273 - 81]
mm; [tab. 16, STAS 6273 - 81]
- toleranta lungimii peste dinti - ![]() mm; [tab. 17, STAS 6273 - 81]
mm; [tab. 17, STAS 6273 - 81]
- abaterea inferioara a lungimii peste dinti - ![]() mm;
mm;
- toleranta bataii radiale a danturii - ![]() mm; [tab. 6, STAS 6273 - 81]
mm; [tab. 6, STAS 6273 - 81]
- abaterile limita a distantei axiale - ![]() mm; [tab. 13, STAS 6273 - 81]
mm; [tab. 13, STAS 6273 - 81]
- pata de contact: - pe inaltimea dintilor - min 60% [tab. 8, STAS 6273 - 81] - pe lungimea dintilor - min 45% [tab. 8, STAS 6273 - 81]
- toleranta diferentei pasilor frontali - ![]() mm [tab. 8, STAS 6273 - 81]
mm [tab. 8, STAS 6273 - 81]
- toleranta abaterii profilului dintelui - ![]() mm [tab. 8, STAS 6273 - 81]
mm [tab. 8, STAS 6273 - 81]
Gradul de acoperire se calculeaza cu relatia:
 [
ATA. pag. 554]
[
ATA. pag. 554]
unde: ![]() mm - este raza capului de referinta a pinionului
si rotii;
mm - este raza capului de referinta a pinionului
si rotii;
![]() mm - este raza
cercului de baza a pinionului si rotii dintate; si
mm - este raza
cercului de baza a pinionului si rotii dintate; si ![]() ;
;
deci: 
Excentricele mecanismului, asa cum se poate vedea si din schema cinematica, sunt in numar de patru. Momentul excentric total este Me=40 Nm. Rezulta ca un excentric trebuie sa realizeze un moment maxim ;
![]()
Un excentric este compus dintr-o bucsa cu care se fixeaza pe arbore o placa fixa rigidizata de bucsa prin sudura si o placa mobila prin care se realizeaza reglarea momentului la valoarea dorita. Momentul maxim al excentricului Mes = 10Nm, trebuie sa se realizeze atunci cand cele doua placi sunt suprapuse
Momentul excentric al unei
placi va fi ![]()
Forma
placilor excentricului este reprezentata in fig. 4.6. unde O1 este
centrul de rotatie al placii iar dimensiunile sunt adoptate
constructiv.Momentului excentric al placii este produsul ![]() unde Ge este greutatea
placii iar
unde Ge este greutatea
placii iar ![]() este distanta de
la centrul de rotatie pana la centrul de greutate al placii.
este distanta de
la centrul de rotatie pana la centrul de greutate al placii.
Fig.4.6
Pentru determinarea centrului de greutate al placii, suprafata acesteia se va descompune in trei suprafete a caror centre de greutate se vor stabili si anumel :
S1 = suprafata delimitata de punctele BCDEO
S2 = suprafata cercului cu
centrul in ![]() si raza
R=47,5 mm
si raza
R=47,5 mm
S3 = suprafata semicercului ![]()
Suprafata S2 reprezinta in fapt gaura din placa si de aceea in formula de calcul a centrului de greutate se va lua cu semnul negativ (-).
S-a stabilit in figura 4.4. sistemul de axe XOY fata de care se va calcula centrul de greutate.
Avand in vedere ca placa este simetrica fata de axa Oy rezulta ca centrul de greutate se va afla pe aceasta axa.
Formula de calcul a coordonatei ye a centrului de greutate este :
![]() [RAB 77 pag
49]
[RAB 77 pag
49]
unde ![]() sunt coordonatele
centrului de greutate ale suprafetelor
sunt coordonatele
centrului de greutate ale suprafetelor ![]() respectiv
respectiv ![]() .
.
Pentru
inceput se va calcula coordonata ![]() a suprafetei
a suprafetei ![]() .
.
![]() fiind o suprafaaa
complexa aceasta s-a descompus la randul ei in trei suprafete a
caror centre de greutate se pot determina mai usor, asa cum se
observa in fig. 4.5.
fiind o suprafaaa
complexa aceasta s-a descompus la randul ei in trei suprafete a
caror centre de greutate se pot determina mai usor, asa cum se
observa in fig. 4.5.
Pentru simplificarea
calculelor s-a luat ca sistem de referinta axele ![]() care
corespund cu axele ce trec prin centrul de rotatie
care
corespund cu axele ce trec prin centrul de rotatie ![]()
Astfel, tinand cont
ca avem doua triunghiuri isoscele si un sector de cerc se poate
calcula ![]() (coordonata centrului
de greutate a suprafetei
(coordonata centrului
de greutate a suprafetei ![]() in raport cu sistemul
de axe
in raport cu sistemul
de axe ![]() .
.
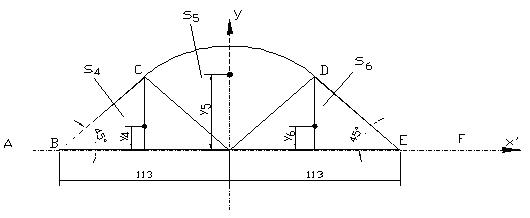
Fig. 4.7
![]() [RAB 77 pag.49]
[RAB 77 pag.49]
![]() coordonata centrului de greutate al triunghiului
coordonata centrului de greutate al triunghiului ![]()
![]() = aria triunghiului
= aria triunghiului ![]() ;
; ![]()
![]() = coordonata centrului de greutate al sectorului de cerc
= coordonata centrului de greutate al sectorului de cerc ![]() care se
calculeaza cu urmatoarea formula :
care se
calculeaza cu urmatoarea formula :  [RAB 77 . pag. 52]
[RAB 77 . pag. 52]
![]() = aria sectorului de cerc
= aria sectorului de cerc ![]()
![]() = coordonata centrului
de greutate al triunghiului
= coordonata centrului
de greutate al triunghiului ![]() care este egala
cu
care este egala
cu ![]()
![]() aria triunghiului
aria triunghiului ![]() care este egala
cu
care este egala
cu ![]()
Avand
aceste date se poate calcula ![]() :
:
![]()
Deci coordonata centrului
suprafetei ![]() in raport cu sistemul
de axe
in raport cu sistemul
de axe ![]() este
este ![]() . Fata de sistemul de axe yox coordonata centrului
de greutate al suprafetei
. Fata de sistemul de axe yox coordonata centrului
de greutate al suprafetei ![]()
![]() este:
este:
y1=177+31,686=208,686mm
Dupa cum se observa in
figura 4.4. coordonata centrului de greutate al suprafetei ![]() este
este ![]() iar aria
suprafetei
iar aria
suprafetei ![]()
Pentru determinarea centrului
de greutate al suprafetei ![]() se va utiliza
reprezentarea din figura 4.8.
se va utiliza
reprezentarea din figura 4.8.
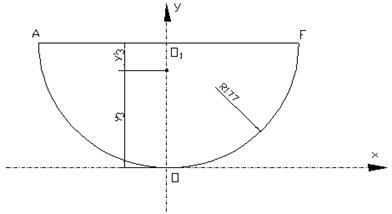
Fig. 4.8
Aria suprafetei ![]() tinand cont
ca este si jumatate de cerc se calculeaza astfel :
tinand cont
ca este si jumatate de cerc se calculeaza astfel :
![]()
distanta
![]() de la centrul de
rotatie
de la centrul de
rotatie ![]() la centrul de greutate
al semicercului se calculeaza cu formula :
la centrul de greutate
al semicercului se calculeaza cu formula :
 unde R=177 mm iar
unde R=177 mm iar ![]()
de unde
se poate calcula si ![]() 177-75,12=101,88 mm
177-75,12=101,88 mm
![]() Avand calculate
suprafetele placii excentrice, se poate determina coordonata ye' a
centrului de greutate in raport cu sistemul de axe xoy:
Avand calculate
suprafetele placii excentrice, se poate determina coordonata ye' a
centrului de greutate in raport cu sistemul de axe xoy:
ye' = ![]() =
= ![]() =
=
= 114,7 mm.
Deci, rezulta distanta de la centrul de rotatie la centrul de greutate al placii excentricului (conform figurii 4.5).
ye = 177 mm - ye' = 177 - 114,7 = 62,3 mm = 0,0623 m.
Dupa
cum s-a aratat anterior, momentul excentric are valoarea ![]() , de unde rezulta
greutatea placii:
, de unde rezulta
greutatea placii:
![]()
![]()
Avand greutatea placii, se poate calcula masa acesteia:
![]()
Pentru a
avea toate dimensiunile placii excentricului, mai trebuie calculata
grosimea h a acesteia. Se stie ca masa ![]() , unde:
, unde:
Ve - volumul
r - densitatea otelului; ![]() =
= ![]() , iar volumul
, iar volumul ![]() , unde:S este suprafata placii excentrice.
, unde:S este suprafata placii excentrice.
Cum s-a aratat anterior, ![]() mm2 =
535,34 cm2,
mm2 =
535,34 cm2,
Rezulta ca grosimea : ![]()
sau h = 19mm.
Astfel, excentricele sunt complet dimensionate, ele avand cotele reprezentate in fig. 4.6 , iar grosimea placilor este de 19 mm.
Asa cum se observa din schema cinematica din figura 4.4 vibratorul are doi arbori si anume arborele de antrenare si arborele condus. Cel mai solicitat este arborele de antrenare pe care se gaseste roata de curea, cele doua excentrice si roata dintata de sincronizare).
Arborii sunt solicitat in principal la torsiune si incovoiere. In cazul arborelui de antrenare, acesta trebuie sa fie un arbore rigid cu deformatii unghiulare cat mai mici din cauza functionarii acestuia in regim de vibratii.
La arbori la care deformatia unghiulara este limitata predimensionarea se face cu formula:
![]() [cm] unde:
[cm] unde: ![]() - este diametrul arborelui [ ATA. pag. 221]
- este diametrul arborelui [ ATA. pag. 221]
![]() - este un coeficient
care se ia din [ ATA. fig. 6.4]
- este un coeficient
care se ia din [ ATA. fig. 6.4]
![]() kw - este puterea
motorului electric, calculata anterior;
kw - este puterea
motorului electric, calculata anterior;
![]() rot/min -
este turatia arborelui, data prin tema de proiectare.
rot/min -
este turatia arborelui, data prin tema de proiectare.
Rezulta: ![]() cm, dar se adopta ca diametru
cm, dar se adopta ca diametru ![]() mm,
tinand cont ca nu se cunosc solicitarile la incovoiere.
mm,
tinand cont ca nu se cunosc solicitarile la incovoiere.
Diagrama de incarcare a arborelui de antrenare este prezentata in figura 4.9.
![]()
![]()
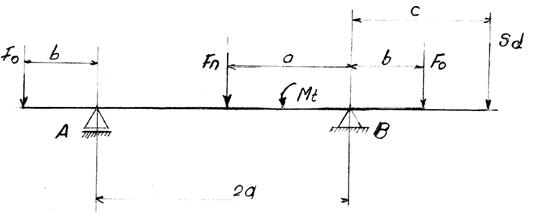
Figura 4.9
Fortele ce actioneaza asupra arborelui sunt:
- forta din transmisia prin curele:Sd=160 daN, calculata la capitolul 4.3.;
- forta generata de
excentrice ![]() ;
;
- fortele din angrenajul cilindric cu roti dintate cu dinti drepti (conform figurii 4.10);
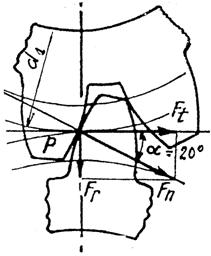
Figura.4.10.
Forta generata de excentrice
se poate calcula cu formula![]() [ IPR 87 . pag. 344]
[ IPR 87 . pag. 344]
unde R= ye= 0,0623 m.calculat la cap.4.5 iar m0=16kg-este masa excentricului.
ω=2xπxf=2x3,14x15=94,rad/s
![]() =16x94,22x0.0623=8845N=884,5daN
=16x94,22x0.0623=8845N=884,5daN
Fortele
din angrenajul cilindric cu roti dintate sunt forta
tangentiala ![]() , si forta radiala
, si forta radiala ![]() . Forta
tangentiala este:
. Forta
tangentiala este: ![]() [ ATA. pag. 571]
[ ATA. pag. 571]
unde: ![]() daN·cm, calculat la
capitolul 4.5;
daN·cm, calculat la
capitolul 4.5;
![]() mm = 22,5cm - este
diametrul de divizare al rotilor.
mm = 22,5cm - este
diametrul de divizare al rotilor.
Rezulta:
![]() daN.
daN.
Dupa cum se observa din figura 4.9 forta radiala este:
![]() daN.
daN.
Din constructia arborelui figura 4.11. cotele reprezentate in figura 4.8. sunt:
![]() cm;
cm; ![]() cm;
cm; ![]() cm.
cm.
Calcului reactiunilor in plan orizontal
Dupa
cum se observa din figura 4.10.dispunerea fortelor ce actioneaza
asupra lagarelor este aceeasi fata de ambele lagare.
De aici rezulta ca reactiunile in lagarul A si B vor
fi egale, deci ![]() ,
,
Din principiul actiunii si reactiunii se poate scrie:
![]()
deci: ![]()
de unde
rezulta ![]() daN, si:
daN, si:
![]() daN.
daN.
Calculul reactiunilor in plan vertical
Pentru a determina valoarea reactiunilor in lagarul B se va scrie suma momentelor de incovoiere in lagarul A:
![]() [8.
pag. 96]
[8.
pag. 96]
deci: ![]() daN.
daN.
Aplicand
principiul actiunii si reactiunii, avem: ![]()
deci: ![]()
rezulta: ![]() daN.
daN.
Avand reactiunile calculate se poate trasa diagrama momentelor incovoietoare in plan orizontal si vertical, si a momentului de torsiune (fig. 4.11). Din analiza diagramelor momentelor incovoietoare rezulta ca sectiunea cea mai periculoasa din punct de vedere al solicitarii la incovoiere este in dreptul lagarului B, atat in plan orizontal cat si in plan vertical.
![]()
![]()
![]()
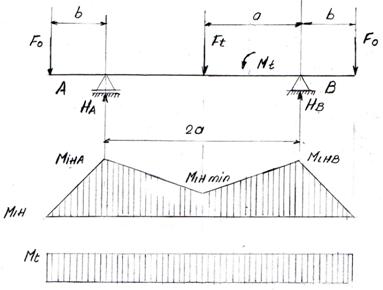
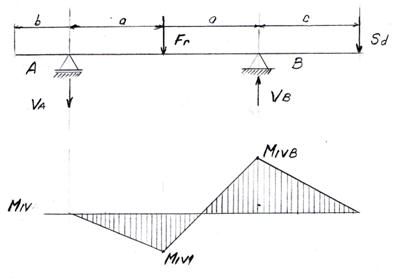
Figura 4.11.
Momentul de incovoiere rezultant in sectiunea periculoasa (in dreptul lagarului B) se calculeaza cu formula:
![]() [ GAF 81 . pag. 159]
[ GAF 81 . pag. 159]
sau: ![]() daN·cm..
daN·cm..
Diagrama de incarcare la torsiune se traseaza
cunoscand momentul
transmis arborelui de antrenare![]() daN·cm, calculat la capitolul 4.5:
daN·cm, calculat la capitolul 4.5:
Efortul unitar redus se calculeaza in sectiunea periculoasa cu formula:
![]() [ GAF 81 . pag. 163]
[ GAF 81 . pag. 163]
unde: ![]() - este efortul unitar la incovoiere in sectiunea B; [ GAF 81 . pag. 163]
- este efortul unitar la incovoiere in sectiunea B; [ GAF 81 . pag. 163]
cu ![]() cm - diametrul arborelui la lagare (din
constructia arborelui);
cm - diametrul arborelui la lagare (din
constructia arborelui);
![]() - este efortul unitar
la torsiune in sectiunea B; [
GAF 81 . pag. 163]
- este efortul unitar
la torsiune in sectiunea B; [
GAF 81 . pag. 163]
![]() - este coeficientul de
rezistenta la incovoiere; [
GAF 81 . pag. 163]
- este coeficientul de
rezistenta la incovoiere; [
GAF 81 . pag. 163]
cu ![]() daN/cm2 - este rezistenta admisibila la
incovoiere pentru ciclul pulsator;
daN/cm2 - este rezistenta admisibila la
incovoiere pentru ciclul pulsator;
![]() daN/cm2 -
este rezistenta admisibila la incovoiere pentru ciclul alternant
simetric pentru materialul arborelui OLC 35 ; [ GAF 81 . tab. A II - 13] si [ GAF 81 . tab. A II - 14]
daN/cm2 -
este rezistenta admisibila la incovoiere pentru ciclul alternant
simetric pentru materialul arborelui OLC 35 ; [ GAF 81 . tab. A II - 13] si [ GAF 81 . tab. A II - 14]
deci: ![]() .
.
Avem: ![]() daN/cm2;
daN/cm2; ![]() daN/cm2.
daN/cm2.
Deci: ![]() daN/cm2, si se observa ca:
daN/cm2, si se observa ca:
![]() [
GAF 81 . pag. 163]
[
GAF 81 . pag. 163]
Rezulta ca arborele rezista la solicitare compusa de torsiune si incovoiere.
Verificarea la oboseala se face in dreptul lagarului unde solicitarea compusa este cea mai mare, si anume in zona detaliului A din figura 4.12. in care este prezentat arborele de antrenare dupa proiectarea lui constructiva:
Coeficientul de siguranta pentru eforturile unitare normale se calculeaza cu formula:
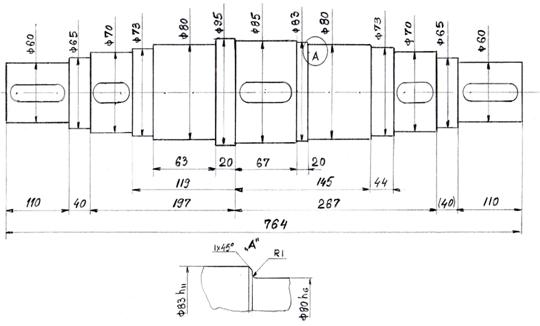
Figura 4.12.
unde: ![]() - este coeficientul de concentrare pentru raza
racordarii; [ GAF 81 . tab. A I -
10]
- este coeficientul de concentrare pentru raza
racordarii; [ GAF 81 . tab. A I -
10]
![]() - este coeficientul
dimensional in functie de diametrul
- este coeficientul
dimensional in functie de diametrul ![]() mm al arborelui; [ GAF 81 . tab. A I - 14]
mm al arborelui; [ GAF 81 . tab. A I - 14]
![]() - este coeficientul de
calitate a suprafetei [
GAF 81 . tab. A I - 13]
- este coeficientul de
calitate a suprafetei [
GAF 81 . tab. A I - 13]
![]() daN/cm2
(calculat anterior) [ GAF 81 . pag. 166]
daN/cm2
(calculat anterior) [ GAF 81 . pag. 166]
![]() daN/cm2
pentru OLC 35 - materialul arborelui; [
GAF 81 . tab. A II - 1]
daN/cm2
pentru OLC 35 - materialul arborelui; [
GAF 81 . tab. A II - 1]
Rezulta:  .
.
Coeficientul
de oboseala pentru eforturile unitare tangentiale se calculeaza
cu formula:  ;
;
unde: ![]() - este coeficientul efectiv de concentrare; [ GAF 81 . tab. A I - 10]
- este coeficientul efectiv de concentrare; [ GAF 81 . tab. A I - 10]
![]() - este factorul
dimensional; [ GAF 81 . tab. A I - 14]
- este factorul
dimensional; [ GAF 81 . tab. A I - 14]
![]() - este coeficientul de
calitate a suprafetei; [
GAF 81 . tab. A I - 15]
- este coeficientul de
calitate a suprafetei; [
GAF 81 . tab. A I - 15]
![]() daN/cm2 [ GAF 81 . pag. 161]
daN/cm2 [ GAF 81 . pag. 161]
![]() daN/cm2 [
GAF 81 . pag. 161]
daN/cm2 [
GAF 81 . pag. 161]
![]() daN/cm2
[
GAF 81 . pag. 161]
daN/cm2
[
GAF 81 . pag. 161]
![]() daN/cm2 [ GAF 81 . pag. 161]
daN/cm2 [ GAF 81 . pag. 161]
deoarece ![]() daN/cm2 [
GAF 81 . tab. A II - 1]
daN/cm2 [
GAF 81 . tab. A II - 1]
Cu aceste date se poate calcula coeficientul de siguranta pentru eforturile unitare tangentiale:
Coeficientul global de siguranta se calculeaza cu formula:
 .
.
Coeficientul de siguranta este corespunzator deoarece:
![]() [
GAF 81 . tab. 28]
[
GAF 81 . tab. 28]
Pentru lagarele arborelui de antrenare si ale arborelui condus a mecanismului vibrator s-au ales rulmenti oscilanti cu role butoi seria 22316 - C3 SR 3918 - 93 care au urmatoarele caracteristici:
- diametrul interior: 80 mm;
- diametrul exterior: 170 mm;
- latimea rulmentului: 58 mm;
- capacitatea de incarcare
statica: ![]() = 265 kN;
= 265 kN;
-
capacitatea de incarcare dinamica: ![]() = 335 kN;
= 335 kN;
- turatia limita pentru ungere cu ulei: 2.500 rot/min;
- turatia limita la ungere cu unsoare: 2000 rot/min;
- masa neta: 6,15 kg.
S-au adoptat pentru varianta utilizata rulmenti oscilanti cu role deoarece au o capacitate de incarcare mai mare decat a rulmentilor oscilanti cu bile sau a rulmentilor radiali cu bile.
La utilajele vibratoare capacitatea de incarcare a rulmentilor este foarte importanta deoarece studiile efectuate au aratat ca la functionarea in regim de vibratii durabilitatea rulmentilor se reduce cu cca. 40÷60%. [ GAF 83 . pag. 78]
De
asemenea s-a ales un rulment cu joc marit ![]() deoarece in
functionarea rulmentul se dilata iar jocul scade ajungand ca la
functionarea in regim normal de durata jocul rulmentului sa fie
apropiat de cel din seria normala. [ GAF 83 . pag.
33]
deoarece in
functionarea rulmentul se dilata iar jocul scade ajungand ca la
functionarea in regim normal de durata jocul rulmentului sa fie
apropiat de cel din seria normala. [ GAF 83 . pag.
33]
Pentru
a calcula durabilitatea rulmentului este necesar sa se calculeze raportul ![]() , unde:
, unde: ![]() N - este capacitatea de incarcare dinamica a
rulmentului;
N - este capacitatea de incarcare dinamica a
rulmentului;
![]() - este sarcina
echivalenta [
OLA 82 . pag.348]
- este sarcina
echivalenta [
OLA 82 . pag.348]
iar: ![]() si
si ![]() - sunt
coeficientii rulmentului; [
OLA 82 . pag.348]
- sunt
coeficientii rulmentului; [
OLA 82 . pag.348]
![]() daN = 10080N - este
sarcina radiala din rulment data de diagrama de momente (la
lagarul B - cel mai solicitat);
daN = 10080N - este
sarcina radiala din rulment data de diagrama de momente (la
lagarul B - cel mai solicitat);
![]() - este sarcina
axiala din rulment deoarece in cazul nostru nu exista forte
axiale care sa actioneze in lagar.
- este sarcina
axiala din rulment deoarece in cazul nostru nu exista forte
axiale care sa actioneze in lagar.
Rezulta
ca raportul ![]() , si din [ OLA 82 . tab. 23] rezulta ca
durabilitatea rulmentilor 22316 este:
, si din [ OLA 82 . tab. 23] rezulta ca
durabilitatea rulmentilor 22316 este: ![]() ore de
functionare.
ore de
functionare.
Dupa cum s-a calculat la capitolul 4.5 valoarea cuplului la excentric este:
![]()
Prin
constructia excentricului, acesta este compus din 2 placi identice
avand forma din fig.4.6, care se pot roti una fata de cealalta,
si fixa intr-o pozitie oarecare. Fiecare placa excentrica
are masa egala cu ![]() .Reprezentam simplificat in figura 4.12. pozitia in
care placile sunt suprapuse (fig.4.12.a) si decalate cu un
unghi
.Reprezentam simplificat in figura 4.12. pozitia in
care placile sunt suprapuse (fig.4.12.a) si decalate cu un
unghi ![]() .
.
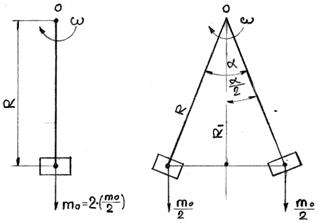
a) b)
Figura 4.13.
Dupa cum se observa in pozitia 4.13.b
cand placile sunt decalate cu un unghi ![]() pozitia noului
centru de masa al excentricului fata de centrul de rotatie
O este:
pozitia noului
centru de masa al excentricului fata de centrul de rotatie
O este:
![]()
Introducand aceasta valoare in expresia momentului excentric rezulta ca:
![]()
sau: ![]()
unde: ![]() - este valoarea reglata a cuplului unei placi a
excentricului pentru un unghi
- este valoarea reglata a cuplului unei placi a
excentricului pentru un unghi ![]() intre placi .
intre placi .
In tabelul urmator sunt calculate valorile cuplului
perturbator pentru un excentric ![]() si ale cuplului
perturbator al mecanismului
si ale cuplului
perturbator al mecanismului ![]() pentru diferite
unghiuri de reglare
pentru diferite
unghiuri de reglare ![]() .
.
Cuplul
perturbator total ![]() se calculeaza cu
formula:
se calculeaza cu
formula:
![]() .
.
|
[s] |
[N·m] |
[N·m] |
|
0s | ||
|
15s | ||
|
30s | ||
|
45s | ||
|
60s | ||
|
90s | ||
|
120s |
Gaurile pentru elementele de asamblare demontabile vor fi executate cu SDV adecvate, atat in pereti cat si in piesele conjugate.
Tot in scopul interschimbabilitatii subansamblelor si asigurarii unui montaj corect, este necesar sa se asigure respectarea dimensiunilor pieselor si a tolerantelor indicate in desenele de executie.
Sudurile se vor executa cu electrozi corespunzatori materialului de baza si vor fi conforme cu prescriptiile din documentatia de executie.La sudarea sasiului jgheabului se va da o atentie deosebita la simetria si perpendicularitatea pieselor simetrice componente.
Sasiul si suportul vibratorului se vor detensiona dupa sudura.
In scopul reglarii debitului vehiculat de transportor, vibratoarul mecanic are posibilitatea reglarii amplitudini vibratiei de la contragreutatile montate pe capetele arborilor acestuia.
Toate organele de asamblare demontabile (surub piulita) vor fi de tip cu autoblocare.
In proiect s a prevazut realizarea utilajului din materiale uzuale laminate din oteluri carbon, oteluri aliate pentru arcurile lamelare ,arbori si roti dintate. Cuva jgheabului si placa de uzura se vor executa din table de otel rezistent la uzura (OL52.2k).
Arcurile de vor executa din otel aliat 50VCr11A tratat termic.
Asamblarea se face in conformitate cu documentatia de executie, piesele si subansamblele componente fiind verificate in prealabil de serviciul CTC al furnizorului. Vibratorul mecanic prevazut in proiect va fi insotit de certificat de calitate si de cartea tehnica .
Calitatea materialelor din care se executa produsul vor fi cele prevazute in documentatia de executie si vor corespunde standardeloe in vigoare. Pentru respectarea acestei conditii se vor verifica certificatele de calitate, buletinele de sarja sau certificatele de analiza pentru fiecare caz in parte.
Conditii pentru piesele si subansamblele sudate
Pregatirea pieselor pentru executarea sudurilor se face in conformitate cu STAS 5555/1-81. Pregatirea rosturilor pentru sudare, formele si dimensiunile lor, vor fi in conformitate cu SR EN ISO 9692:2-2000. Executia si controlul sudurilor se va face conform SR- EN 25817-1993, nivel de acceptare C.
Cordonul de sudura trebuie sa fie continuu, fara incluziuni de zgura
Zonele de sudura cu defecte se vor remedia prin indepartarea materialului de adaos pana la materialul de baza, dupa care se resudeaza.
Prelucrarea pieselor din semifabricate laminate.
Semifabricatele laminate utilizate sunt de dimensiuni medii si mari. Se vor utiliza semifabricate laminate care nu prezinta deformatii accentuate. Indreptarea acestora acolo unde este cazul se va face cu presa.
Taierea tablelor se va putea face cu fierastraul, flacara oxiacetilenica sau cu plasma. In cazul taierii cu flacara, marginile taieturii se vor poliza pana la asperitatea cea mai adanca pentru indepartarea stratului de material ars.
De asemenea, se vor respecta prescriptiile STAS 10564/2-81 si SR EN ISO 9013-1998.
Conditii pentru prelucrari mecanice
Suprafetele prelucrate prin aschiere vor avea rugozitatile prescrise in documentatia de executie. Nu se admit pete neprelucrate, urme de vibrare a sculei aschietoare, rupturi sau alte defecte La trecerea de la o sectiune la alta muchiile se vor tesi la 0,5 x 450 cu exceptia acelora unde documentatia de executie prevede alte valori.
Precizia de executie a dimensiunilor libere, acolo unde documentatia de executie nu prevede tolerante sau abateri limita, trebuiesc mentinute in limitele prevazute in ISO 2768-clasa mk
Tratamente termice
Se vor respecta tratamentele termice prescrise in documentatia de executie pentru arcuri.
Dupa executarea tratamentelor termice se vor verifica suprafetele tratate, duritatile si aspectul, toate acestea trebuind sa se incadreze in limitele prescrise. Nu se admit fisuri, crapaturi, oxidari si/sau decarburari.
Conditii pentru acoperiri de protectie decorative si vopsire
Toate suprafetele exterioare se vor proteja cu doua straturi de grund anticoroziv
G 735 5 dupa ce acestea au fost in prealabil curatite si degresate. Se recomanda urmatorul mod de vopsire, daca beneficiarul nu a prevazut altceva in contractul economic:
- un strat intermediar pulverizat de vopsea alchidrica V 855
un strat de email alchidric E 845-2;
Suprafetele interioare ale jgheabului se vor proteja cu un strat de grund anticoroziv.
Se va aplica la loc vizibil eticheta cu marca firmei constructoare si eticheta cu continutul (denumirea conform STAS 9665 ). Eticheta produsului va contine
numele furnizorului
- tipul utilajului;
puterea instalata
seria
anul fabricatiei;
Utilajul fiind in regim de unicat se prevad urmatoarele probe si verificari conform tabelului Nr.1
Tabel.1
|
Nr. Crt. |
Parametri de controlat |
Limitele admise |
Probe |
Obs. |
|
|
La furnizor |
De receptie la beneficiar |
||||
|
Verificarea materialelor |
conf. doc. de executie |
x - |
in uzina |
||
|
Verificarea tratamentelor termice |
x - | ||||
|
Verificarea pieselor si subansamblelor |
x - | ||||
|
Proba de rodaj in gol a transportorului |
conf cap 5.5 |
x - | |||
|
Verificarea montajului la beneficiar |
x x |
la beneficiar |
|||
|
Proba de rodaj in gol si in sarcina |
- x | ||||
Pentru probele de receptie uzinale, transportorul se va monta conform desenului de ansamblu general, dupa ce in prealabil organele CTC, uzinale au certificate de executie conform documentatiei tehnice.
Dupa asamblarea completa a utilajului la furnizor, se suspenda cadrul de sustinere impreuna cu jgheabul si vibratorul pe un suportul fixat provizoriu de fundatie.
Verificarile enumerate in tabel la punctele 1,2,3, se fac in conformitate cu desenele de executie. Pentru probele de receptie uzinale, concasorul se va monta conform desenului de ansamblu general, dupa ce in prealabil organele CTC, uzinale au certificate de executie conform documentatiei tehnice.
Dupa asamblarea completa a utilajului la furnizor, se suspenda cadrul de sustinere impreuna cu jgheabul si vibratoarele pe un suport montat provizoriu.
Se verifica manual functionarea suspensiilor. Se verifica daca produsul este complet.
Se supune utilajul la proba de mers in gol timp de 2 ore. In acest timp se verifica periodic starea sudurilor, strangerea suruburilor si incadrarea uniforma a perechilor de tampoane de cauciuc. . In timpul celor 2 ore de rodaj in gol se vor mai face urmatoarele verificari si masuratori:
- se masoara amplitudinea vibratiilor pe directia transversala (perpendiculara pe axa vibratoarelor).
Valoarea amplitudinii vibratiilor transportorului trebuie sa fie de aprox. 3 mm iar abaterea nu trebuie sa fie mai mare de 10% din valoarea maxima a amplitudinii.
Masurarea amplitudinii vibratiilor transportorului la proba de rodaj in gol are caracter informativ intrucat reglarea finala a amplitudinii se va face la beneficiar in timpul probelor de mers in sarcina, concomitent cu reglarea stratului de material pe jgheab, astffel incat sa se realizeze debitul transportorului.
Daca utilajul se comporta in mod satisfacator si parametrii masurati se incadreaza in limitele prescrise, se incheie un proces verbal de receptie, dupa care utilajul va trece la operatiile de finisaj si vopsire. In baza probelor si a receptiei in uzina, utilajul va fi livrat la beneficiar, respectandu-se indicatiile de transport si ambalare cu marcarea coletelor in vederea instalarii definitive la beneficiar.
Probe si verificari ce se fac la beneficiar
Dupa montarea definitiva in instalatie (conform proiectului de ansamblu al instalatiei), se va incheia un proces verbal intre beneficiar, furnizor si societatea care a realizat montajul, in care se vor consemna eventualele abateri de la documentatia tehnica.
Inainte de punerea in functiune, utilajul va fi supus probelor de mers in gol timp de 2 ore efective, timp in care se vor verifica modul de functionare al suspensiilor si motovibratoarelor (se verifica daca directiile vibratiilor sunt corepunzatoare adica amplitudinea maxima a vibratiei trebuie sa fie pe o directie perpendiculara cu axa vibratoarelor)
Se efectueaza proba in sarcina nominala, timp de 72 ore, timp in care se vor face urmatoarele reglaje, verificari si masuratori:
- se masoara debitul de material realizat astfel. In cazul in care debitul de material este prea mare se reduce amplitudinea vibratiilor prin reglarea contragreutatilor de pe arborii mecanismului vibrant, pana la atingerea debitului necesar. In cazul in care debitul de material este prea mic se procedeaza la cresterea amplitudinii maxime a vibratiei.
- debitul realizat trebuie sa se incadreze in limitele 20 m3/h
Se masoara puterea absorbita de motorul electric. Aceasta nu are voie sa depaseasca puterea nominala a motorului electric 5,5 kW.Daca rezultatele obtinute sunt conforme cu cele prevazute in documentatia de executie se va incheia procesul verbal de receptie finala si de punere in functiune a produsului.
Pentru efectuarea verificarilor si probelor sunt necesare urmatoarele aparate si instrumente de control
ruleta, sublere, micrometer, calibre - pentru dimensiuni liniare, functie de marimea si precizia dimensiunii din documentatia de executie
- trusa wattmetrica pentru masurarea puterii absorbite de motovibratoare
- trusa de vibratii pentru masurarea amplitudinii vibratiilor
Clasa de precizie a aparatelor de masura trebuie sa permita masurarea cu precizia prescrisa in documentatia de executie a produsului.
Utilajul va fi montat la beneficiar, in instalatie, pe suportii prevazuti pentru arcurile suspensiei.
Tinand cont ca arcurile suspensiei se deformeaza sub greutatea proprie a utilajului cat si sub greutatea materialului se vor prevedea legaturi elastice din cauciuc (fixate de gura de alimentare si de gura de evacuare), care sa permita alimentarea si deversarea materialului din jgheabul transportorului vibrant. Aceaste legaturi elastice permit si izolarea partii vibrante a utilajului de partea fixa a constructiei metalicede sustinere, impiedecand transmiterea vibratiilor la constructia civila.
.Legarea motorului electric la reteaua electrica de alimentare se va face cu cabluri de tip flexibil utilizate la instalatiile mobile iar cablurile vor fi protejate contra loviturilor mecanice sau atingeri accidentale de catre personalul de deservire.
Transportorul vibrant. va fi exploatat de personal calificat, special instruit pentru conditiile de functionare, intretinere specifice acestuia..
In cazul producerii unor zgomote anormale, transportorul va fi oprit si se vor remedia cauzele (slabirea unor asamblari demontabile, etc.).
Inaintea fiecarei porniri se va face un control vizual asupra starii tehnice a utilajului si starea legaturilor electrice si pamantare.
Transportoarele vibrante pot asigura un debit relativ constant doar in conditiile in care influenta greutatii materialului din jgheab, comparativ cu greutatea utilajului este mica.
De aceea este necesar sa se asigure un debit constant prin utilajele montate in amonte de transportorul vibrant
Operatiile de lubrifiere se executa in timpul reviziilor sau la reparatiile planificate
Lubrifiantii utilizati, punctele de ungere, cantitatea de lubrifiant si periodicitatea lubrifierii vor fi in concordanta cu cartea tehnica a utilajului elaborata de furnizorul produsului,
Se utilizeaza urmatorii lubrifianti:
- unsoare UM 175 LiCa 3 STAS 8789 - 91 - pentru lagarele mecanismului vibrant
- ulei T 90 EP2 STAS 8960 - 85 - pentru transmisia cu roti dintate .
Lagarele motorului electric se lubrifiaza in conformitate cu instructiunile furnizorului,
Zilnic se va verifica modul de functionare, starea imbinarilor demontabile si a sudurilor. Orice defectiune constatata se remediaza inainte de punerea in functiune a utilajului.
Avand in vedere ca acest utilaj lucreaza in flux continuu impreuna cu alte utilaje, trebuie sa aiba disponibilitate ridicata.
Lucrarile de intretinere si reparatii trebuie sa asigure functionarea normala pe toata durata de serviciu normata. Deci la baza tehnologiei de intretinere si reparatii trebuie sa stea sistemul preventiv-planificat de intretineri si reparatii. In cadrul acestui sistem se disting urmatoarele categorii de intretineri revizii tehnice si reparatii.
- intretineri periodice(Ip)
- revizii tehnice (RT)
- reparatii curente (RC)
- reparatii capitale (RK)
Intretinerile periodice se fac la 250 ore de functionare.
Reviziile tehnice se executa la 1000 ore de functionare
Reparatiile curente se vor executa la 5000 ore de functionare.
Reparatia capitala se executa dupa 15.000 ore de functionare.
Lucrarile care se executa in cadrul fiecarui tip de reparatii si revizii se stabilesc de catre compartimentul specializat al beneficiarului tinand cont de gradul de uzura al pieselor si de conditiile specifice de functionare.
Transmiterea energiei de la un arbore motor la un arbore condus se poate realiza pe baza frecarii dintre un element intermediar, fara sfarsit numit curea si rotile de curea montate pe cei doi arbori.
Pentru a realiza forta de frecare, se asigura o tensionare initiala a curelei pe rotile de curea.
Avantajele transmisiei prin curele sunt: posibilitatea transmiterii miscarii de rotatie si a puterii la distanta, functionarea lina, fara zgomot, amortizarea socurilor, protectia contra suprasarcinilor, posibilitatea de functionare la turatii mari.
Printre dezavantaje se enumera: gabaritul mare, raport de transmitere variabil ca urmare a alunecarii curelei pe roti, forte mari pe arbori, necesitatea dispozitivelor de intindere a curelei.
La transmisiile cu curea trapezoidala, fetele de lucru sunt flancurile laterale ale sectiunii curelei. Ca urmare a formei trapezoidale a sectiunii curelei, intervine efectul de pana care contribuie la crestere apreciabila a frecarii si deci a portantei transmisiei prin curele trapezoidale.
Rotile de curea trebuie sa satisfaca urmatoarele conditii: sa fie usoare, bine echilibrate, montate centric pe arbore, sa asigure o aderenta buna si sa nu uzeze cureaua. Materialele utilizate pentru constructia rotilor de curea sunt: otelurile, fonta turnata, aluminiu, materiale plastice, lemn sau carton presat.
Rotile de curea au forma constructiva determinata de tipul transmisiei. Forma si dimensiunea rotilor, forma canalelor pentru curea trapezoidala sunt functie de tipul curelei. Rotile pot fi de constructie monobloc sau de constructie sudata, cu discuri stantate la diametre mai mari de 300 mm.
Asigurarea bunei comportari in exploatare a rotilor de curea impune o serie de conditii de precizie, calitate a suprafetei si calitatea materialului. Precizia ridicata se impune in primul rand suprafetelor flancurilor laterale a canalului trapezoidal si a suprafeti ce formeaza ajustaj cu suprafata arborelui si determina buna functionare a intregului ansamblu.
Astfel precizia de executie a dimensiunilor diametrale ale suprafetelor importante corespunde claselor de precizie 6-7 ISO. Erorile de pozitie se refera la coaxialitatea suprafetelor cilindrice
importante, perpendicularitatea fata de axa a suprafetelor frontale. Valorile admisibile ale acestor erori sunt in general mici pentru suprafetele importante ale rotilor.
Rugozitatea impusa suprafetelor ce formeaza ajustaje cu arborele este cuprinsa intre limitele Ra 1.6-3.2mm.
Procesul tehnologic de prelucrare mecanica prin aschiere a pieselor este influentat in mare masura de felul semifabricatelor alese pentru executarea pieselor.
La alegerea semifabricatului trebuie sa se tina seama de:
-forma, dimensiunile si masa piesei;
-destinatia piesei, materialul si conditiile de functionare;
-volumul poductiei;
-existenta utilajelor pentru producerea semifabricatului.
Alegerea semifabricatului se face avandu-se in vedere una din urmatoarele posibilitati:
-sa se utilizeze un semifabricat cat mai aproape de forma, dimensiunile si rugozitatea suprafetei piesei finite;
-sa se utilizeze un semifabricat cu un grad mai mic de apropiere de piesa finita. Aceasta va fi mai ieftin insa necesita cheltuieli ulterioare mai mari pentru a-l transforma in piesa finita.
Asupra alegerii procedeului de semifabricare influenteaza de asemenea durata necesara pentru pregatirea echipamentului tehnologic, existenta utilajului tehnologic corespunzator pentru semifabricare si gradul de automatizare dorit al procesului.
Piesa de prelucrat face parte din clasa rotilor de curea trapezoidala de constructie monobloc. La aceasta piesa suprafetele principale sunt suprafetele flancurilor laterale a canalelor trapezoidale precum si cota F= 60 h7 (+0,0300) mm cu care se monteaza pe arbore
Procedeul de elaborare a semifabricatului va fi laminare la cald. Avand in vedere productia de serie mica, pentru executia piesei se poate utiliza un semifabricat din bara rotunda, chiar daca nu are forma apropiata de forma si dimensiunile piesei finite. Procedeul va fi mai ieftin, decat obtinerea semifabricatului in varianta forjata sau turnata.
Materialul va fi otel carbon OL 52.2, ce se recomanda pentru piese de masini supuse la solicitari mari precum si pentru piese care trebuie sa aiba o duritate naturala (fara tratament termic), cum sunt rotile de curea, roti dintate putin solicitate, arbori, bolturi.
Cota de F = 100mm ca si lungime este cota libera, toate cotarile au fost facute de la capetele piesei spre aceasta suprafata, deci cotarea piesei este tehnologica.
Calculul adaosului de prelucrare
a. Generalitati
Pentru obtinerea pieselor de masini si utilaje cu precizia necesara si calitatea suprafetelor impuse de conditiile functionale si de estetica industriala este necesar, de cele mai multe ori, ca de pe semifabricat sa se indeparteze prin aschiere un strat de material denumit adaos de prelucrare.
Stabilirea corecta a marimii adaosului de prelucrare este o problema deosebit de importanta, din punct de vedere tehnic si economic, pentru tehnologia de elaborare a semifabricatului insusi si mai ales pentru tehnologia de prelucrare ulterioara a acestuia. Alegerea procedeului de prelucrare se face de regula tinandu-se seama, printre altele, de marimea adaosului de prelucrare si de marimea semifabricatului.
Marimea adaosurilor de prelucrare trebuie sa fie astfel stabilita incat, in conditiile concrete ale fabricatiei considerate, sa se asigure realizarea pieselor in tolerantele prescrise si la un cost de prelucrare convenabil.
Marimea adaosului de prelucrare depinde si de procedeul prin care a fost obtinut semifabricatul (laminare, matritare, forjare, turnare) de calitatea materialului folosit, de dimensiunile piesei finite.
Pentru calculul adaosului de prelucrare se iau ca baza dimensiunile nominale a piesei, se stabileste traseul tehnologic, bazarea piesei la diferite prelucrari si se precizeaza metoda de obtinere a semifabricatului.
Adaosul de prelucrare intermediar minim se calculeaza cu relatiile urmatoare :
a.-pentru adaosuri simetrice (pe diametru) la suprafete exterioare si interioare de revolutie:
2Ac
min = 2 ( Rzp + Sp ) + 2 * ![]() [
Picos ]
[
Picos ]
b.-pentru adaosuri asimetrice la suprafete plane opuse prelucrate in faze diferite sau pentru o singura suprafata plana :
Ac min = Rzp + Sp + rp ec [ Picos ]
unde:
Ac min.- adaosul de prelucrare minim considerat pe o parte (pe raza sau pe o singura fata plana)
Rzp - inaltimea neregularitatilor de suprafata rezultate la faza precedenta
Sp - adancimea stratului superficial defect (ecruisat), format la faza precedenta
rp - abaterile spatiale ale suprafetei de prelucrat, ramase dupa efectuarea fazei precedente
ec - eroarea de asezare la faza de prelucrare considerata
6.3 Calculul adaosului de prelucrare pentru piesa Roata de curea
Semifabricat laminat la cald, material OL52.2, productie de serie mica.
Pentru stabilirea diametrului barei laminate din care se va executa piesa se calculeaza adaosurile pentru suprafata cu diametrul maxim. Pentru diametrul maxim se ia in considerare prelucrarea la rugozitatea Rz=12.5 a cotei Φ= 158 mm.
Cota la diametrul maxim Φ=158 mm .
La strunjire de degrosare operatia de prelucrare precedenta este laminarea:
Rzp = 300 mm
Sp = 400 mm
Tp = 4200mm
rp = 0.8*D
rp mm
2Ac min = 2 ( Rzp + Sp + rp mm
Adaosul nominal pentru operatia de prelucrare la F = 158+0.5-0.5 mm
2Ac nom = 2Ac min + Tp
2Ac nom = 1653 mm + 4200 mm = 5853 mm
Dimensiunea nominala a barei laminate :
d nom = d max + 2Ac nom
d nom = 158 + 5.853 = 163.85 mm.
Se alege ca semifabricat o bara standardizata :
d sf = 170 +1.5-2.7
Adaosul nominal calculat pentru degrosare :
2Ac nom = 170 - 158 = 12 mm.
La calculul adaosului de prelucrare pentru diametrul interior minim se ia in considerare prelucrarea la rugozitatea Rz=6.3 a cotei Φ= 60+0.0300 mm
Pentru cota +0.0300 mm - cota finisata- operatia precedenta este degrosarea;
Tp = 400 mm
Rzp = mm;
Sp = 5 mm;
rp = 0.8*D
rp mm
Asadar adaosul minim pentru operatia de prelucrare la diametrul Φ= 60+0.0300 mm :
2Ac min = 2 ( Rzp + Sp + rp ) = 2 ( 50 +50+ 128 ) = 456 mm
Adaosul nominal pentru operatia de finisare:
2Ac nom = 2Ac min + Tp
2Ac nom = 456 mm + 400 mm = 856 mm
Dimensiunea minima dupa strunjire de degrosare inainte de finisare:
d min = 60 - 0.856 = 59.144 mm
d nom = 59.1 mm.
d max = 59.1 + 0.4 = 59.5 mm
d max = 59.5 mm
![]() Operatia de degrosare se executa
la: F = 59.1+0.4-0 mm
Operatia de degrosare se executa
la: F = 59.1+0.4-0 mm
Pentru cota F= 59.1+0.4-0 mm -cota degrosata- operatia precedenta este gaurirea.
Tp = 1900 mm
Rzp = 1 mm;
Sp = 25 mm;
rp = 0.8*D
rp mm
Asadar adaosul minim pentru operatia de prelucrare la diametrul Φ= 59.1+0.40 mm :
2Ac min = 2 ( Rzp + Sp + rp ) = 2 ( 150 +250+ 128 ) = 1056 mm
Adaosul nominal pentru operatia de degrosare:
2Ac nom = 2Ac min + Tp
2Ac nom = 1056 mm + 1900 mm = 2956mm
Dimensiunea minima dupa strunjire de degrosare inainte de finisare:
d min = 59.1 - 2.956 = 56.14 mm
d nom = 56 mm.
d max = 56 + 1.9 = 57.9 mm
d max = 56+1.9-0 mm
![]() Operatia de gaurire se
executa cu un burghiu de F = 56 mm.
Operatia de gaurire se
executa cu un burghiu de F = 56 mm.
Adaosul nominal calculat pentru degrosare :
2Ac nom = 59.1 - 56 = 3.1 mm.
Pentru cota F mm -cota degrosata se va calcula diferenta de adaos de la cota F = 56 mm.
Adaosul nominal pentru strunjirea de degrosare:
2Ac nom = 80 - 56 = 24 mm
Pentru cota F= 100 mm
Adaosul nominal pentru strunjirea de degrosare se determina prin diferenta dintre diametrul barei laminate si diametrul degrosat:
2Ac nom = 170 - 100 = 70 mm
Pentru prelucrarea canalelor cota mm - se executa finisarea flancurilor- operatia precedenta este degrosarea;
Tp = 400 mm
Rzp = mm;
Sp = 5 mm;
rp = 0.8*D
rp mm
Asadar adaosul minim pentru operatia de prelucrare:
Ac min = ( Rzp + Sp + rp ) = ( 50 +50+ 80 ) = 180 mm
Adaosul nominal pentru operatia de finisare:
Ac nom = Ac min + Tp
Ac nom = 180 mm + 400 mm = 580 mm
![]() Dupa operatia de
degrosare trebuie sa ramane adaos de prelucrarepe fete:
Dupa operatia de
degrosare trebuie sa ramane adaos de prelucrarepe fete:
Ac min = 580 mm
Ac max = 980 mm
Suprafata frontala se prelucreaza pe strung. Operatia precedenta este retezare la lungime pe ferestrau circular.
Adaosul minim pentru frezarea frontala :
Rzp + Sp = 0.3 mm
rp = 0.010 * D = 0.010 * 170 = 1.7 mm
2Ac min = 2 ( Rzp + Sp + rp ) = 2 ( 0.3 + 1.7 ) = 4 mm
Abaterea inferioara la lungimea barei debitate
Ai = 2.3 mm.
Prin urmare adaosul nominal pentru frezarea frontala
2Ac nom = 2Ac min + Ai = 4 + 2.3 = 6.3 mm.
Dimensiunea nominala pentru debitarea la lungime
L nom = 145 + 6.3 =151.3
se rotunjeste :L nom = 152 mm.
La debitare se va respecta cota L = 152 2.3 mm.
Valoarea efectiva a adaosului nominal 2Ac nom = 7 mm.
Pentru fiecare suprafata frontala adaosul este: Ac nom = 3.5 mm.
6.4. Itinerar tehnologic
Operatiile ce se vor executa la piesa sunt urmatoarele :
- debitarea la lungime pe ferestrau circular;
- strunjirea de degrosare pentru baza tehnologica F = 160x53, pe strung normal;
- strunjire frontala, strunjirea de degrosare, finisare a butucului, gaurire, strunjire de degrosare, finisare interioara la F = 60 H7, tesire;
- strunjire frontala, strunjirea exterioara, strunjirea de degrosare interioara la F strunjirea canalelor, tesire;
- mortezarea canalului de pana.
Datorita seriei mici de fabricatie, prelucrarea piesei se face combinat pe masini unelte universale, prin metoda trecerilor de proba, dupa masuratori (obtinerea individuala a preciziei dimensiunilor) si pe masini cu comanda numerica.
Strunjirea pentru pregatirea bazei tehnologice se va executa pe strung normal, dupa care operatia de strunjire a piesei se va executa pe strung cu comanda numerica. Prinderea piesei pe strung se face in universal.
Operatia de degrosare se va executa in mai multe treceri, pentru a se realiza dimensiunile intermediare progresiv.
Operatia de finisare se va executa din aceeasi prindere cu operatia de degrosare cu obtinerea cotei dintr-o trecere.
Canalul de pana se va prelucra pe masina de mortezat.
|
Denumirea si schita operatiei |
MU |
|
1. Debitarea la lungime | |
|
|
Ferastrau circular FC 350 |
|
2. Strunjire de degrosare pentru baza tehnologica F = 160x53 | |
|
|
Strung SN 400x1000 |
|
3. Strunjire de degrosare a butucului, strunjire frontala, gaurire, strunjire de degrosare, finisare interioara la F = 60 H7 tesire | |
|
|
Strung CNC HAAS SL-20 |
|
4. Strunjirea frontala si exterioara, de degrosare interioara, strunjirea canalelor, tesire | |
|
|
Strung CNC HAAS SL-20 |
|
5. Mortezare canal de pana | |
|
|
Masina de mortezat |
6.5 Calculul regimurilor de aschiere
Importanta cresterii productivitatii muncii, a folosirii la parametrii proiectati a utilajelor, reducerea pretului de cost, economii de energie, face ca regimul de aschiere sa fie foarte bine stabilit si respectat in acest scop importanta lui fiind maxima.
Pentru ca aschierea materialelor sa aiba loc, sunt necesare doua miscari:
- miscarea principala de aschiere;
- miscarea de avans.
La strunjire miscarea principala de aschiere este rotirea piesei, iar miscarea de avans este miscarea de translatie a cutitului.
Regimul de aschiere se stabileste pe baza de calcule, in functie de operatia executata. Este factorul principal care determina valoarea normei de lucru si reprezinta totalitatea urmatorilor parametrii:
- viteza de aschiere (v), ce este definit ca viteza la un moment dat in directia miscarii de aschiere, a unui punct de aschiere considerat pe taisul sculei;
- avansul (s), ce se determina in mm la o rotatie a piesei sau sculei;
- adancimea de aschiere (t), ce este definit ca marimea taisului principal aflat in contact cu piesa de prelucrat, masurata perpendicular pe planul de lucru.
Adancimea de aschiere se ia in functie de adaosul de prelucrare.
Avansul se poate determina dupa felul prelucrarii prin calcule in functie de viteza si timp, dar se ia din tabele in cele mai multe cazuri, functie de materialul prelucrat, diametrul piesei, scula si adancimea de aschiere.
Viteza de aschiere se stabileste in functie de:
- materialul semifabricatului;
- materialul partii active a sculei;
- adancimea si avansul de aschiere stabilite anterior;
- durabilitatea sculei aschietoare;
- posibilitatile tehnice a masinilor unelte.
Calculul regimurilor de aschiere presupune parcurgerea urmatoarelor etape:
-alegerea masinii-unelte;
-stabilirea sucesiunii fazelor si a trecerilor de prelucrare;
-stabilirea modului de instalare a semifabricatului;
-alegerea sculelor, dispozitivelor si verificatoarelor;
-stabilirea modului de instalare a sculelor;
-determinarea adancimii de aschiere, stabilirea avansului de lucru;
-stabilirea durabilitatii sculei aschietoare;
-determinarea vitezei de aschiere, calculul turatiei, recalcularea vitezei si durabilitatii, atunci cand turatia adoptata nu coincide cu turatia de calcul.
Dupa elaborarea schemei de prelucrare se procedeaza la proiectarea regimurilor de aschiere.
In cazul otelului carbon sau aliat pentru constructii de masini pentru strunjirea longitudinala exterioara si frontala, avansurile de lucru se determina pe baza relatiei:
s
= CS CRa(0.09*![]() +0.002D) y/t x
+0.002D) y/t x
unde: CS=0.0045
y=1.4![]() z=0.3
z=0.3
CRa=400, in cazul degrosarii
CRa=131, in cazul finisarii
Sreal =S* Ks
In raport si cu alte conditii de lucru, valorile avansurilor calculate se vor inmulti cu un coeficient de corectie Ks, care depinde de proprietatile materialului de prelucrat, de caracterul prelucrarii modul de fixare a placutei, unghiul de atac, raza de varf a cutitului, campul de toleranta pentru dimensiunea obtinuta, numarul de scule, rigiditatea sistemului tehnologic, rigiditatea sculei, dimensiunea sculei, orientarea semifabricatului, rigiditatea masinii-unelte.
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj
Pentru strunjirea suprafetelor cilindrice interioare, avansurile de lucru se determina pe baza relatiei:
s = CS *t xs *Bys [ Picos ]
unde
CS=0.2469 in cazul degrosarii
CS=0.0361 in cazul finisarii
xs=-0.2949 in cazul degrosarii
ys=0.3871 in cazul degrosarii
xs=-0.3576 in cazul finisarii
ys=0.6394 in cazul finisarii
B -este latimea corpului cutitului
In raport si cu alte conditii de lucru, valorile avansurilor calculate se vor inmulti cu un coeficient de corectie Ks, care depinde de proprietatile materialului de prelucrat, de caracterul prelucrarii modul de fixare a placutei, unghiul de atac, raza de varf a cutitului campul de toleranta pentru dimensiunea obtinuta, numarul de scule, rigiditatea sistemului tehnologic, rigiditatea sculei, dimensiunea sculei, orientarea semifabricatului, rigiditatea masinii-unelte.
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksl*KsD
Valoarea vitezei de aschiere se poate calcula analitic pentru fiecare procedeu de prelucrare.
La strunjire se calculeaza cu relatia :
Cv
![]() v = Kv [m / min ]
v = Kv [m / min ]
txv * syv
unde :
Cv - coeficient care depinde de caracteristicile materialului care se prelucreaza si scula
xv, yv - exponenti determinati experimental in functie de conditiile de aschiere
Kv - coeficient care tine seama de durabilitatea cutitului, rigiditatea masinii unelte, natura materialului prelucrat, de caracteristicile cutitului.
b. Calculul regimului de aschiere pentru piesa Roata de curea
-Calculul regimului de aschiere pentru operatia de strunjire pe strung normal
-Pentru degrosarea bazei de asezare de la cota F mm la F= 160x53 mm
Stabilirea avansului in cazul degrosarii
t = 5mm, pentru 1 trecere;
s= CSCRa(0.09*![]() +0.002D)y/t x = =0.0045*400*(0.09*
+0.002D)y/t x = =0.0045*400*(0.09*![]() +0.002*170)1.4/50.3=0.87 mm/rot
+0.002*170)1.4/50.3=0.87 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj, unde
Ksm=1.16 Ksp=0.83
Ksx=1.24 Ksh=1.43
Ksre=1 Ksl=30.57
KsTd=0.014 Kso=1.13
Ksz=1 Ksj=0.63
Ks=0.52
sreal = 0.87*0.52 = 0.45 mm/rot
Calculul vitezei de aschiere
s = 0.45 mm/rot.
pentru 0.4<s<1 Cv=190, xv=0.30; yv=0.4
Kv = KvT* Kvj* Kvm* Kvx
KvT =0.85 Kvm =0.97
Kvj =0.63 Kvx =0.84
Kv =0.44
![]() v= *0.44 = 71 m / min
v= *0.44 = 71 m / min
Calculul turatiei
1000 * v
![]() n
= [rot /
min]
n
= [rot /
min]
p * d
1000 * 71
![]() n
= = 132.9 rot / min
n
= = 132.9 rot / min
p
Din caracteristicile masinii unelte SN 400x1500 se alege turatia imediat inferioara
nr = 120 rot/min.
Se calculeaza viteza reala de aschiere:
p * d * nr p
![]()
![]() vr
= = =
64.09 m / min
vr
= = =
64.09 m / min
1000
vr = 64.09 m / min
-Calculul regimului de aschiere pentru operatia de strunjire pe strung cu comanda numerica
-Pentru degrosarea de la cota F mm la cota F mm
Stabilirea avansului in cazul degrosarii
t = 5 mm, pentru 1 trecere, prelucrarea se executa din 7 treceri;
s =0.0045*400*(0.09*![]() +0.002*170)1.4/50.3=0.87 mm/rot
+0.002*170)1.4/50.3=0.87 mm/rot
Ks=0.52
sreal = 0.87*0.52 = 0.45 mm/rot
Calculul vitezei de aschiere
s = 0.45 mm/rot.
Kv =0.44
![]() v= *0.44 = 71 m / min
v= *0.44 = 71 m / min
50.30*0.450.4
Calculul turatiei
1000 * 71
![]() n
= = 132.9 rot / min
n
= = 132.9 rot / min
p
-Pentru degrosarea frontala de la cota F mm
Stabilirea avansului in cazul degrosarii
t = 3.5 mm, pentru 1 trecere;
s =0.0045*400*(0.09*![]() +0.002*100)1.4/3.50.3=0.63 mm/rot
+0.002*100)1.4/3.50.3=0.63 mm/rot
Ks=0.52
sreal = 0.63*0.52 = 0.33 mm/rot
Calculul vitezei de aschiere
s = 0.33 mm/rot.
pentru s<0.4 Cv=150; xv=0.287; yv=0.25
Kv =0.44
![]() v= *0.44= 19.2 m / min
v= *0.44= 19.2 m / min
Calculul turatiei
1000 * 19.2
![]() n
= = 61.1 rot / min
n
= = 61.1 rot / min
p
-Pentru gaurire cu burghiu la F mm
Stabilirea avansului
t = 28 mm, pentru 1 trecere;
Cs*Dqs
![]() s=
s=
(l/D)ms
0.082*560.7272
![]() s= = 0.83 m / min
s= = 0.83 m / min
(145/56)0.6374
Calculul vitezei de aschiere
Cv*(l/D)mv
![]() v =
v =
Dqv
34.47*(145/56)0.1361
![]() v = = 16.9 m / min
v = = 16.9 m / min
Calculul turatiei
1000 * 16.9
![]() n = = 33.6 rot / min
n = = 33.6 rot / min
p
-Pentru strunjirea interioara a butucului in cazul degrosarii la cota F mm
Stabilirea avansului
t = 1.55 mm, pentru 1 trecere
s = CS *t xs *Bys =
=0.2469 *1.55-0.2949 150.3871 = 0.62 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz* Ksl*KsD, unde
Ksm=0.90 Ksl=30.57
Ksx=0.90 KsD=0.57
Ksre=1
KsTd=0.015
Ksz=0.97 Ks=0.20
sreal=0.62*0.2=0.12 mm/rot
Calculul vitezei de aschiere
s = 0.12 mm/rot.
pentru s<0.4 Cv=150; xv=0.287; yv=0.25
Kv =0.44
![]() v= *0.44= 98.9 m /
min
v= *0.44= 98.9 m /
min
In cazul strunjirii suprafetelor interioare viteza de aschiere se reduce cu coeficientul k=0.8.
v = 0.8*98.9 = 79.1 m/min
Calculul turatiei
1000 * 79.1
![]() n = = 157.3 rot / min
n = = 157.3 rot / min
p
-Pentru strunjirea interioara a butucului in cazul finisarii la cota F= 60H7 mm
Stabilirea avansului
t = 0.45 mm, pentru 1 trecere;
s = CS *t xs *Bys =
=0.0361 *0.45-0.3576 150.6394 = 0.27 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz* Ksl*KsD, unde
Ksm=0.90 Ksl=30.57
Ksx=1.24 KsD=0.57
Ksre=1
KsTd=0.023
Ksz=0.78 Ks=0. 35
sreal=0.27*0.35=0.09 mm/rot
Calculul vitezei de aschiere
s = 0.09 mm/rot
![]() v= * 0.44 = 151.5m / min
v= * 0.44 = 151.5m / min
In cazul strunjirii suprafetelor interioare viteza de aschiere se reduce cu coeficientul k=0.8.
v = 0.8*151.5 = 121.2 m/min
Calculul turatiei
1000 * 121.2
![]() n = = 241.1 rot / min
n = = 241.1 rot / min
p
-Pentru degrosarea frontala de la cota F mm la cota F mm
Stabilirea avansului in cazul degrosarii
t = 3.5 mm, pentru 1 trecere;
s =0.0045*400*(0.09*![]() +0.002*160)1.4/3.50.3=0.92 mm/rot
+0.002*160)1.4/3.50.3=0.92 mm/rot
Ks=0.52
sreal = 0.92*0.52 = 0.48 mm/rot
Calculul vitezei de aschiere
s = 0.48 mm/rot.
Kv =0.44
![]() v= * 0.44 = 77 m / min
v= * 0.44 = 77 m / min
3.50.30*0.480.4
Calculul turatiei
1000 * 77
![]() n = = 153.1 rot / min
n = = 153.1 rot / min
p
-Pentru finisarea de la cota F 160 mm la cota F mm
Stabilirea avansului in cazul finisarii
t = 1 mm, pentru 1 trecere;
s=CSCRa(0.09*![]() +0.002D)y/t x = =0.0045*131*(0.09*
+0.002D)y/t x = =0.0045*131*(0.09*![]() +0.002*160)1.4/10.3=0.438 mm/rot
+0.002*160)1.4/10.3=0.438 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj,unde
Ksm=0.99 Ksp=0.84
Ksx=0.625 Ksh=0.72
Ksre=0.61 Ksl=24.8
KsTd=0.13 Kso=0.97
Ksz=0.81 Ksj=0.63
Ks=0.36
sreal=0.438*0.36=0.16 mm/rot
Calculul vitezei de aschiere
s = 0.16 mm/rot.
Kv =0.44
![]() v= * 0.44
= 104.3 m / min
v= * 0.44
= 104.3 m / min
10.287*0.160.25
Calculul turatiei
1000 * 104.3
![]() n = = 207.5 rot / min
n = = 207.5 rot / min
p
-Pentru strunjirea canalelor de la cota F 158 mm la cota F mm
Stabilirea avansului
Dminqs Dsps
![]()
![]() s = CS
*Dpzs*b xs * *
s = CS
*Dpzs*b xs * *
Dqs Dpps
1260.25 1700.25
![]()
![]() s = 0.075
*1580.08*11 0.3 * * = 0.22 mm/rot
s = 0.075
*1580.08*11 0.3 * * = 0.22 mm/rot
1580.25 1580.25
Ks=0.52*1.21*0.53 = 0.33
sreal=0.22*0.33=0.07 mm/rot
Calculul vitezei de aschiere
s = 0.07 mm/rot.
Kv =0.5
![]() v= *0.5 = 208.6 m / min
v= *0.5 = 208.6 m / min
Calculul turatiei
1000 * 208.6
![]() n = = 420.2 rot / min
n = = 420.2 rot / min
p
-Pentru degrosarea de la cota F 56 mm la cota F mm
Stabilirea avansului
t = 4 mm, pentru 1 trecere, prelucrarea se executa din 3 treceri;
s = CS *t xs *Bys =
=0.2469 *4-0.2949 150.3871 = 0.47 mm/rot
Ks=0.20
sreal=0.47*0.2=0.09 mm/rot
Calculul vitezei de aschiere
s = 0.09 mm/rot.
Kv =0.44
![]() v= * 0.44=
80.9 m / min
v= * 0.44=
80.9 m / min
40.287*0.090.25
v = 0.8*80.9 = 64.7 m/min
Calculul turatiei
1000 * 64.7
![]() n = = 257.5 rot / min
n = = 257.5 rot / min
p
Avansul si turatia calculata pentru succesiunea fazelor in cazul operatiilor de degrosare si finisare sunt in domeniul avansurilor si turatiilor existente pe strungul cu comanda numerica marca HAAS SL 20.
Domeniul avansurilor si turatiilor se regleaza continuu in timpul prelucrarii de echipamentul de comanda numerica si de un circuit suplimentar care asigura optimizarea automata a regimului de lucru prin comanda adaptiva in timpul desfasurarii procesului de prelucrare. Astfel vitezele de aschiere calculate vor fi cele reale, nu necesita recalcularea lor.
In timpul prelucrarii vitezele de aschiere fiind prescrise, celelalte elemente a regimului de aschiere avans, turatie, adancime de aschiere, scimbarea sculelor, oprire, pornire, numar de treceri, racire se vor schimba prin optimizarea executata de echipamentul de comanda numerica.
- Calculul regimului de aschiere pentru operatia de mortezare a canalului de pana
Pe roti, bucse in general canalele de pana se executa prin mortezare. Dimensiunea care trebuie obtinuta cu toleranta stransa este latimea canalului, pe cand adancimea acestuia nu necesita o precizie prea mare.
Piesa se fixeaza pe masa masinii. Cutitul de mortezat se misca pe directia verticala. Miscarea principala rectilinie alternativa verticala este executata de sania portcutit. Miscarea de avans, perpendiculara pe miscarea principala si tangenta la fata prelucrata este executata in general de masa portpiesa. Cursa cutitului trebuie sa fie mai lunga decat lungimea de prelucrat a piesei.
Viteza de aschiere se calculeaza cu relatia:
![]() vp = * Kvp [ m / min ]
vp = * Kvp [ m / min ]
T0.12 * s0.66
unde :
T - durabilitatea economica a sculei =60 min
s =0.2 mm/cursa dubla
Kvp - coeficient de corectie al vitezei =0.95
-Pentru canalul de pana 5.8x18x115 mm
19.2
![]() vp = *
0.95 = 17.2 m / min
vp = *
0.95 = 17.2 m / min
600.25 * 0.20.66
Stabilirea numarului de curse duble pe minut
1000 * vp 1000 * 17.2
![]()
![]() n = = = 93.4 cd / min
n = = = 93.4 cd / min
L*(1+m) 115*(1+0.6)
Din caracteristicile masinii unelte Zimerman Werhe se alege numarul de curse duble pe minut:
nmax = 68 c.d. / min
L*(1+m) * ncd 115 * 1.6 * 68
![]()
![]() vr= =
= 12.5 m / min
vr= =
= 12.5 m / min
1000 1000
|
Parametrii regimului de aschiere |
||||||
|
Operatia |
D mm |
t mm |
i |
s mm/rot |
v m/min |
n rot/min |
Srunjirea bazei tehnologice | ||||||
|
Strunjire de degrosare a butucului, strunjire frontala, gaurire, strunjire de degrosare, finisare interioara la F = 60H7 tesire | ||||||
|
Strunjirea frontala si exterioara, de degrosare interioara, strunjirea canalelor, tesire | ||||||
|
Mortezare canal de pana |
68cd/min |
|||||
Normarea tehnica
a. Generalitati
Norma de productie reprezinta cantitatea de produse executate in unitatea de timp, in conditii determinate.
Norma de timp reprezinta durata de timp necesara pentru executarea unei faze, unui reper, subansamblu sau produs in conditii tehnico-organizatorice date.
Importanta unei normari tehnice corecte este foarte mare avand o influenta determinata pentru eficienta muncii. Norma de timp constituie cel mai important element al organizarii muncii.
In norma tehnica de timp intra o suma de timpi astfel:
NT = Tb + Ta + Ton + Td + Tpi / n [ min ] [ Vlase ]
NT - timpul normat pe operatie
Tb - timpul de baza
Ta - timpul auxiliar
Ton - timpul de odihna si necesitati firesti
Td - timpul de deservire tehnica si organizatorica
Tpi - timpul de pregatire incheiere
n - lotul de piese care se prelucreaza la aceeasi masina in mod continuu
Timpul de baza se poate calcula analitic cu relatia:
L+L1+L2
![]() Tb = *
i [min]
Tb = *
i [min]
n * s
in care: - L este lungimea de prelucrare;
- L1 este lungimea de angajare a sculei;
- L2 este lungimea de iesire a sculei;
- i este numarul de treceri;
- n este numarul de rotatii pe minut;
-s este avansul in mm/rotatie.
b. Normarea tehnica pe operatii pentru piesa
Roata de curea
-Strunjirea de degrosare pe strung normal
Tpi - timpul de pregatire incheiere se acorda o singura data pe lotul de piese pentru o operatie.
Ta - timpul timpul auxiliar se acorda pentru o prindere.
Tpi = 4.8 + 7.88 + 5.26 = 17.94 min.
Tpi = 18 min.
Ta = 4.8
-pentru cota F 160 mm x 53 mm
L+L1+L2
![]() Tb = *
i
Tb = *
i
n * s
15 + 53 +15 + 53
![]() Tb
= =
2.5 min
Tb
= =
2.5 min
120 * 0.45
Tb = 2.5 min
Ton=0.03 * ( 4.8+2.5 ) = 0.22 min
Td=0.06 * 2.5= 0.15 min
Tu=2.5 + 4.8 + 0.22 + 0.15 = 7.67 min
Tu =7.67 min
![]() NT = 7.67 + = 11.27 min
NT = 7.67 + = 11.27 min
NT = 11.27 min, pentru seria de 5 piese.
- Operatia de strunjire pe CNC
Tpi - timpul de pregatire incheiere se acorda o singura data pe lotul de piese pentru o operatie.
Ta - timpul timpul auxiliar se acorda pentru o prindere.
Tpi=30 + 15 + 9+ 7.7= 61.7 min.
Tpi=61.7 min.
Ta= 8.83
Tb -pentru strunjire
L+L1+L2
![]() Tb = *
i
Tb = *
i
n * s
a. Strunjirea primului capat
pentru strunjirea de degrosare a cotei F= 170 la F
95 + 10 + 95 +5+40
![]() Tb
1 = * 7= 28.7 min
Tb
1 = * 7= 28.7 min
132.9* 0.45
pentru strunjirea de degrosare frontala de la F
10 + 50 + 5 +60
![]() Tb
2 = = 6.2 min
Tb
2 = = 6.2 min
61.1* 0.33
pentru gaurire la F
5+148.5 + 10 + 148.5 +5
![]() Tb
3 = =
11.4 min
Tb
3 = =
11.4 min
33.6 * 0.83
pentru strunjirea de degrosare la F
5+148.5 + 2+1+155.5
![]() Tb
4= = 16.5 min
Tb
4= = 16.5 min
157.3 * 0.12
pentru strunjirea de finisare la F
5+148.5 + 2+1+155.5
![]() Tb
5 = = 14.3 min
Tb
5 = = 14.3 min
241.1 * 0.09
TbI = Tb 1 + Tb 2+ Tb 3+ Tb 4+ Tb 5= 28.7 +6.2 + 11.4 +16.5 + 14.3= 77.1 min
- b. Strunjirea celui de al doilea capat
-pentru strunjirea de degrosare a cotei F= 160 la F
10+50 + 10 +50
![]() Tb
1 = =
1.63 min
Tb
1 = =
1.63 min
153.1* 0.48
-pentru strunjirea de degrosare a cotei F= 160 la F
5 + 50 + 10 +60
![]() Tb
2 = =
3.76 min
Tb
2 = =
3.76 min
207.5 * 0.16
-pentru strunjirea de degrosare a cotei F= 60 la F
10+ 30 + 3+3 + 30+7+3
![]() Tb
3 = *3=
11.1 min
Tb
3 = *3=
11.1 min
257.5 * 0.09
-pentru strunjirea canalului trapezoidal
10+ 16 + 16+3 + (17+3)*6+15
![]() Tb
4 = *3=
23.3 min
Tb
4 = *3=
23.3 min
257.5 * 0.09
TbII = Tb 1 + Tb 2 + Tb 3 + Tb 4 = 1.63 + 3.76 + 11.1 + 23.3 = 39.79 min
Tb op str= 77.1 + 39.79 = 116.89 min
Ton=0.03 * ( 2*8.83+116.89 ) = 4 min
Td=0.06 * 116.89 = 7 min
Tu=116.89 + 2 * 8.83 + 4 + 7 = 145.55 min
Tu op str =145.55 min
61.7
![]() NT
op str =145.55 + = 157.9 min
NT
op str =145.55 + = 157.9 min
NT op str= 157.9 min, pentru seria de 5 piese.
- Mortezarea canalului de pana
Tpi = 17 min.
Ta = 5.17 min.
L + L1 + L2
![]() Tb =
Tb =
n * sd
(5+115 + 5) * 2
![]() Tb = = 18.3 min
Tb = = 18.3 min
68 * 0.2
Ton = 0.03 * ( 5.17 + 18.3 ) = 0.70 min
Td = 0.06 * 18.3 = 1.1 min
Tu = 18.3 + 5.17 + 0.70 + 1.1= 25.27 min
Tu=25.27 min
17
![]() NT op fr =25.27 + = 28.67 min
NT op fr =25.27 + = 28.67 min
5
NT op fr= 28.67 min, pentru seria de 5 piese.
c. Normarea consumului de energie electrica
In medie in unitatile de constructii de masini, consumul de energie electrica direct in procesul de productie reprezinta circa 46% din consumul total de energie electrica, iar componenta constanta a consumului de energie electrica este de circa 54%. Pentru reducerea pe unitate de productie a componentei constante si deci si a consumului specific de energie electrica este necesar sa se foloseasca la maximum utilajul productiv existent pentru a mari productia.
Pentru determinarea consumului total de energie electrica pe unitate, raportat pe sectii de productie, se stabilesc consumurile de energie electrica pentru fiecare grupa de utilaje ca: masini unelte, cuptoare electrice pentru topirea metalului, cuptoare electrice pentru tratament termic.
Norma de consum de energie electrica pentru masini unelte.
Consumul de energie electrica in kWh pentru o masina unealta se calculeaza cu formula:
Qe = Kc*T*N,
unde:
Kc - este coeficientul de cerere a puterii motoarelor electrice, intrucat motoarele electrice ale unei masini unelte nu sunt folosite in tot timpul de functionare la puterea nominala;
T - este timpul de functionare a masinii unelte in ore;
N - este puterea nominala instalata a motoarelor electrice a masinii unelte in kW.
Consumul specific de energie elecrica se determina pentru fiecare grupa de masini unelte. O grupa va cuprinde masini unelte apropiate una de alta din punct de vedere al caracteristicilor si a regimului de lucru.
Consumul de energie electrica in kWh pentru strungul folosit la degrosare pentru baza tehnologica:
Qe = Kc*T*N = 0.8 * 11.27/60 *7.5 = 1.13 kWh
Consumul de energie electrica in kWh pentru strungul cu comanda numerica:
Qe = Kc*T*N = 0.76 * 157.9/60 *14.9 = 29.8 kWh
Consumul de energie electrica in kWh pentru masina de mortezat:
Qe = Kc*T*N = 0.7 * 28.67/60 *2.2 = 0.73 kWh
Schemele de prelucrare si planul de amplasare a sculelor pentru piesa Roata de curea
Strunjirea de degrosare a butucului, strunjire frontala, gaurire, strunjire de degrosare, finisare interioara la F = 60 H7 tesire
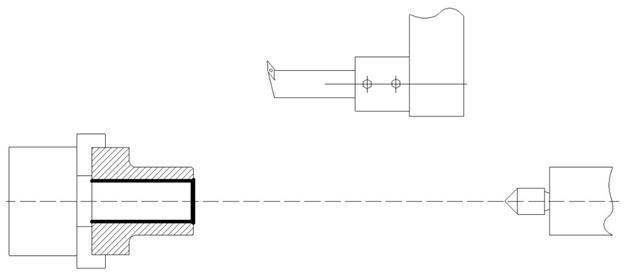
Strunjirea frontala si exterioara, de degrosare interioara, strunjirea canalelor, tesire
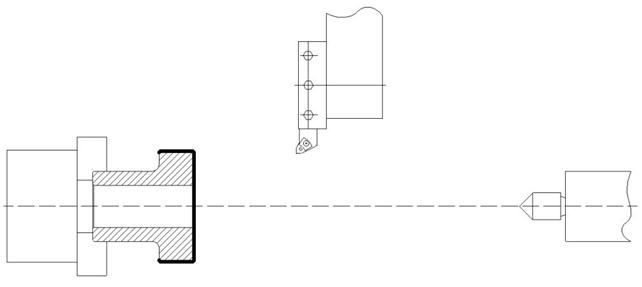

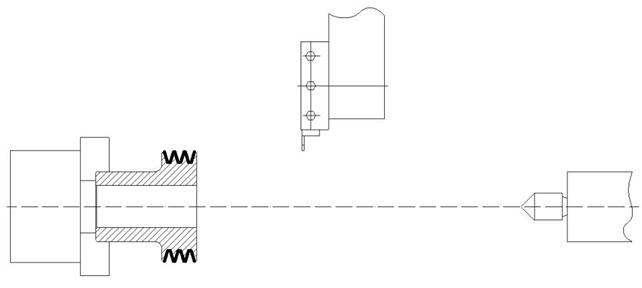
Programul de prelucrare pentru piesa Roata de curea
Strunjire de degrosare a butucului, strunjire frontala, gaurire, strunjire de degrosare, finisare interioara la F = 60 H7 tesire
(ROATA DE CUREA CAPAT 1)
(STRUNG CNC HAAS SL20)
(DIAMETRU EXTERIOR 160 MM)
G54 (PUNCT FIX)
G28 U0.
N1 T0202 (CUTIT DEGROSAT EXTERIOR)
(PLACUTA WNMG 080408-M3 TP3000)
G50 S2500
G96 G99
S240 M3
G00 X165. Z0. M8
G1 X-2. F0.15
G00 Z1.
X160.
G71 P101 Q102 D2. U0.5 W0.05 F0.23
(G71 CICLU DE DEGROSARE)
(D - VALOAREA ADAOSULUI DE PRELUCRARE PENTRU O TRECERE)
(U - VALOAREA ADAOSULUI DE FINISARE PE RAZA)
(W - VALOAREA ADAOSULUI DE FINISARE IN DIRECTIE AXIALA)
N101 G00 X94. Z1.
G01 X100. Z-2.
Z-95.,R10.
N102 X160.
G70 P101 Q102 F0.15 (FINISAREA CONTURULUI)
M5
M9
G28 U0.
G00 Z5.
N2 T0505 (BURGHIU FI 58 - 3.5 X D)
(PLACUTA WCMT 080412E-48 ; 8030)
G50 S2500
G97 G99
S1050 M3
G0 X0. Z5. M8
G83 Z-160. Q5. R3. F0.12
G80
G0 Z2.
M5
M9
G0 Z200.
G28 U0.
N3 T0606 (CUTIT FINISAT INTERIOR)
(PLACUTA VBMT 160404-F1 TP1000)
G50 S2500
G96 G99
S250 M4
G00 X60. Z2. M8
G41 X68.015 Z2. M8
G01 X60.015 Z-2. F0.12
Z-155.
X58.
G0 G40 X50. Z2.
M5
M9
G0 Z50.
G28 U0.
M30
Strunjirea frontala si exterioara, de degrosare interioara, strunjirea canalelor, tesire
(ROATA CUREA - CAPAT 2)
(STRUNG CNC HAAS SL20)
(DIAMETRU EXTERIOR 160 MM)
G54 (PUNCT FIX)
G28 U0.
N1 T0202 (CUTIT DEGROSAT EXTERIOR)
(PLACUTA WNMG 080408-M3 TP3000)
G50 S2500
G96 G99
S240 M3
G00 X165. Z0. M8
G1 X-2. F0.15
G00 Z1.
X160.
G71 P101 Q102 D2. U0.5 W0.05 F0.23
(G71 CICLU DE DEGROSARE)
(D - VALOAREA ADAOSULUI DE PRELUCRARE PENTRU O TRECERE)
(U - VALOAREA ADAOSULUI DE FINISARE PE RAZA)
(W - VALOAREA ADAOSULUI DE FINISARE IN DIRECTIE AXIALA)
N101 G00 X152. Z1.
G01 X158. Z-2.
Z-52.
N102 X160.
G70 P101 Q102 F0.15 (CICLU FINISARE CONTUR)
M5
M9
G28 U0.
G00 Z5.
N2 T404 (CUTIT DEGROSAT INTERIOR)
(PLACUTA WNMG 080408-M3 TP3000)
G50 S2500
G96 G99
S200 M04
G00 X60. Z2. M08
G71 P201 Q202 D2. U-0.3 W0.05 F0.23
N201 G00 X88. Z2.
G01 X80. Z-2.
Z-30.
X63.
N202 X58. Z-32.5
G70 P201 Q202 F0.15 (CICLU FINISARE CONTUR)
G00 Z100.
M05
M09
G28 U0.
N3 T0606 (CUTIT DE CANELAT B=3 MM)
(PLACUTA LCMF 210302-0300MT)
G50 S2500
G96 G99
S120 M3
(CANAL NR.1)
G00 X200. Z-8.169 M8
X160.
G01 X126. F0.05
G00 X200.
Z-5.831
X160.
G01 X141.292
G00 X200.
Z-3.493
X160.
G01 X156.585
G00 X200.
Z-2.
X160.
G01 X158.
G03 X156.585 Z-3.493 R1.
G01 X126. Z-8.169
G00 X200.
Z-8.169
X160.
G01 X141.292
G00 X200.
Z-13.507
X160.
G01 X156.585
G00 X200.
Z-14.463
X160.
G01 X158.
G02 X156.585 Z-13.507 R1.
G01 X126. Z-8.831
G00 X200.
(CANAL NR.2)
Z-23.169
X160.
G01 X126. F0.05
G00 X200.
Z-20.831
X160.
G01 X141.292
G00 X200.
Z-18.493
X160.
G01 X156.585
G00 X200.
Z-17.
X160.
G01 X158.
G03 X156.585 Z-18.493 R1.
G01 X126. Z-23.169
G00 X200.
Z-23.169
X160.
G01 X141.292
G00 X200.
Z-28.507
X160.
G01 X156.585
G00 X200.
Z-29.463
X160.
G01 X158.
G02 X156.585 Z-28.507 R1.
G01 X126. Z-23.831
G00 X200.
(CANAL NR.3)
Z-38.169
X160.
G01 X126. F0.05
G00 X200.
Z-35.831
X160.
G01 X141.292
G00 X200.
Z-33.493
X160.
G01 X156.585
G00 X200.
Z-32
X160.
G01 X158.
G03 X156.585 Z-33.493 R1.
G01 X126. Z-38.169
G00 X200.
Z-38.169
X160.
G01 X141.292
G00 X200.
Z-43.507
X160.
G01 X156.585
G00 X200.
Z-44.463
X160.
G01 X158.
G02 X156.585 Z-43.507 R1.
G01 X126. Z-38.831
G00 X200.
G28 U0.
M5
M9
G00 Z5.
M30
Pentru a estima eficienta economica a utilizarii in exploatare a utilajului proiectat sunt necesare cateva precizari:
- utilajul care face obiectul prezentului proiect contine solutii noi si modernizari destinate sa reduca pretul de fabricatie si costul lucrarilor de intretinere;
- estimarea eficientei economice se poate face comparativ cu alte transportoare vibrante cu parametrii apropiati aflate in fabricatie;
- pentru a evidentia eficienta economica in cele ce urmeaza se vor analiza pe rand efectele modernizarii utilajului, efecte care in fapt genereaza economii.
Pretul de fabricatie se estimeaza la 24 200 RON, din care:
costul echipamentelor din colaborare(motor,rulmenti.,vopsea etc) - 4000 RON
table si profile laminate- 7000 RON
manopera RON
diverse accesorii -1200 RON
Reducerea pretului de fabricatie este rezultanta urmatoarelor fapte ale modernizarii:
- reducerea greutatii utilajului;
- simplificarea solutiilor constructive.
In tabelul 6.1sunt prezentate comparativ un utilaj cu caracteristici functionale simlare aflat in fabricatie la TEHNOMIM S.A. Baia Mare (produs 1903) si transportorul vibrant ce face obiectul prezentului proiect.
Transportorul vibrant aflat in fabricatie are masa neta de 3.150 kg, comparativ cu 2.400 kg cat se estimeaza masa transportorului vibrant ce face obiectul prezentului proiect.
Tabel.6.1
Diferenta de masa se datoreaza in special datorita adoptarii solutiei constructive monomasice pentru transportorul vibrant ce face obiectul prezentului proiect in timp ce transportorul vibrant -produs1903- aflat in fabricatie are o constructie bimasica.
|
Nr crt |
Denumirea utilajului |
Caracteristici constructive |
Puterea instalata [kw] |
Debit [m3/h] |
Material vehiculat |
Masa utilaj [kg |
|
Transportor vibrant Produs1903 TEHNOMIN Baia Mare |
Latimea jghebului:B=800 mm; Lungimea intre axe:10200mm |
Minereu neferos | ||||
|
Transportor vibrant |
Latimeajghebului:B=320 mm; Lungimea intre axe:11000mm |
Soda calcinata |
Pretul de livrare al trasportoarelor vibrante executate in tara este de aproximativ3.300÷3.400 E/t in timp ce pretul de al trasportoarelor vibrante din import este de 4000-4.100 E/t.Considerand un profit mediu de cca.10% rezulta ca pretul de fabricatie trasportoarelor vibrante executate in tara este de aproximativ3.000÷3.100 E/t
Deci pretul de fabricatie al transportorului vibrant -produs1903- aflat in fabricatie este:
![]() E ≈ 31155 RON,
E ≈ 31155 RON,
iar pretul transportorului vibrant ce face obiectul prezentului proiect este:
![]() E ≈ 24120 RON;
E ≈ 24120 RON;
considerand un curs al schimbului valutar: 1 E = 3,35RON.
Rezulta o economie la pretul de fabricatie:
![]() RON.
RON.
Puterea instalata la transportorul vibrant aflate in fabricatie este de7,5kw, in timp ce la transportorul vibrant modernizat puterea motorului este de 5,5 kw,
Luand in calcul un timp de functionare de 16 ore pe zi si un numar de 250 de zile pe an de functionare, la pretul de ≈ 0,4 RON/kwh se poate calcula;
- valoarea consumului de energie la transportorul vibrant aflat in fabricatie:
![]() RON
RON
- valoarea consumului de energie la transportorul vibrant modernizat:
![]() RON,
RON,
rezultand o economie anuala la consumul de energie:
![]() RON.
RON.
Utilajele avand o durata de functionare de 12 ani cheltuielile anuale cu reparatiile reprezinta in medie 7,5% din valoarea utilajului (conform normativelor in vigoare). Deci in cazul transportorului vibrant aflat in productie curenta cheltuielile cu reparatiile sunt:
![]() RON,
RON,
iar in cazul alimentatorului modernizat;
![]() RON,
RON,
rezultand o economie anuala la cheltuielile cu reparatiile:
![]() RON.
RON.
Deci se poate eficienta economica a realizarii nou proiectat utilajului se poate cuantifica astfel:
- reducerea pretului la fabricatie cu 6995 RON/ utilaj;
- economii anuale in
exploatare:![]() RON/an.
RON/an.
In prezent, majoritatea produselor sunt obtinute prin prelucrarea unor materiale brute si au ca rezultat in afara de produsul finit, numeroase deseuri, mai mult sau mai putin toxice, care afecteaza la diferite niveluri invelisul terestru. Efectele poluarii sunt resimtite pana si pe intinderile, pana ieri imaculare, ale Anctarcticii. S-a calculat ca in timp de un deceniu, devierile civilizatiei au provocat mediului natural pagube mai mari decat intr-un mileniu.
Este cunoscut faptul ca atat industria cat si celelalte ramuri ale economiei nationale, precum, dealtfel, intreaga activitate umana, afecteaza calitatea mediului inconjurator si diminueaza volumul resurselor naturale. Cu referire in Romania, in totalul cantitatii de substante deversate, industria a contribuit cu 69,2%, agricultura cu 6,2%, populatia urbana cu 23,9%. Deseurile solide depozitate pe sol ( 357000 mii t, in anul 1993) provin, preponderent, din industrie, precum
industria de extractie a carbunelui ( 243000 mii t)
extractia si prelucrarea minereurilor ( 42000 mii t)
industria chimica si petrochimica ( 10700 mii t)
termoenergetica (17000 mii t) etc.
Acumularea in timp a unor deseuri solide industriale (steril, cenusa, zgura, fosfogips, ect.) a dus la formarea de depozite ce totalizeaza 3427 mii t. deseuri, sau aproximativ 150 t/locuitor. Marimea acestui " rucsac ecologic " creste in fiecare an cu cca. 15 t/locuitor.
Managementul protectiei mediului la nivelul intreprinderilor, reprezinta legatura ideala intre politica, obiectivele si programele unitatii, pe de o parte si rezultatul activitatii acestuia, pe de alta parte. Rolul managementului protectiei mediului este acela de a realiza politica si programele intreprinderii, concentrand atentia asupra aspectelor organizationale, evaluarea efectelor poluarii, calitatii sistemelor de monitoring si suficientei sistemului informational.
Responsabilitatea firmelor fata de protejarea mediului inconjurator, excelenta ecologica, presupune o profunda schimbare in cultura intreprinderii: daca firmele pun in opera programe de
calitate pentru a-si surclasa concurentii, ele trebuie sa vada si managementul ecologic exact sub acelasi unghi-o arma in batalia competitiei. Aceasta "competivitate ecologica" presupune un anumit numar de actiuni, precum:
a) a prevedea, a anticipa schimbarile prin:
- urmarirea atenta a scenei politice si a vietii stiintifice cu incidente in domeniul protectiei mediului
- evaluarea productiei (cantitatii, calitatii) intreprinderilor existente cu incidenta asupra productiei, pietei, fluxurilor de produse si materiale, stocuri, etc
- integrarea oportunitatilor de mediu in procesul decizional de investitii la nivelul intreprinderilor
- modificarea performantelor produselor in lumina tendintelor previzibile
- dezvoltarea de noi produse im functi de oportunitatile pietei.
b) minimizarea costurilor protectiei mediului, prin:
- reducerea costurilor de productia mediului la utilizatorul de produs (produse mai putin poluante, preluarea de catre furnizor a produsului uzat)
- reducerea propriilor costuri cu protectia mediului si cu managementul acestui
- identificarea unor optiuni noi, favorabile protectiei mediului, in ansamblul produsului de fabricatie, capabile sa duca la obtinerea de economii
c) obtinerea unui "reflex ecologic" prin:
- conceperea unui sistem de management tipic fiecarei intreprinderi
- integrarea preocuparilor ecologice printre criteriile de performanta al managerilor
- sensibilizarea personalului intreprinderii la preocuparile actuale si la tendintele in domeniu, identificate la firmele concurente
- includerea in programele de pregatire profesionala a elementelor de protectie a mediului.
Intreprinderile ce-si concentreaza managementul dupa actiunile prezentate, au performante ecologice ale produselor si tehnologiilor competitive, se regasesc intr-o noua pozitie a intreprinderii pe piata produselor. Excelenta ecologica se masoara, in final, intr-o rata mai mare a profitului.
In timpul executiei elementelor componente se vor respecta prevederile din documentatia de executie, precum si normele de protectie a muncii specifice industriei constructoare de masini.
Personalul care deserveste utilajul trebuie sa fie instruit asupra modului de utilizare.
Orice interventie asupra utilajului se face numai cand este oprit si asigurat impotriva unei porniri accidentale.
Pentru buna functionare a transmisiilor cu curele, sau a celor care intra in constructia morii este necesar sa fie respectate normele de intretinere, montaj si exploatare.
Transmisiile cu curele, de obicei, sunt prevazute cu intinzatoare sau cu posibilitatea de reglare a distantei dintre axe, pentru a asigura intinderea necesara functionarii. Se considera suficient intinsa cureaua, atunci cand la o apasare cu mana va capata a sageata de 12-25 mm.
Transmisia cu curele impune ca rotile de curea sa se afle intr-un plan, iar axele arborilor intr-un plan perpendicular pe acesta. Monatarea curelei se face astfel ca el sa se afle in plan vertical.
Ca masura generala de protectie a muncii, transmisiile cu curele vor fi prevazute cu aparatori sau carcase.
Prezentele instructiuni nu sunt limitate.
In functie de conditiile locale, beneficiarul va intocmi prescriptiile speciale, pe care le va afisa la loc vizibil si va instrui personalul de deservire.
9. CONCLUZII. CONTRIBUTII. PERSPECTIVE
Transportul constituie o faza importanta a proceselor tehnologice de prelucrare a substantelor minerale utile. In cadrul proceselor tehnologice transportoarele sunt utilaje de a caror pret si performante depinde in mare masura costul si profitabilitatea produsului final.
Lucrarea de fata a avut drept scop studiul si proiectare unui transportor vibrant avand debitul de 20m3/h destinat vehicularii sodei calcinate fierbinti rezultate in urma procesului tehnologic de calcinare .
In urma consultarii materialului bibliografic constand in special din carti, reviste si studii de specialitate precum si din consultarea prospectelor unor firme cu experienta in domeniu s-au conturat o serie de solutii constructive care sa raspunda cerintelor din tema.
Masurile constructive adoptate proiectarea utilajului au ca efect
reducerea greutatii cu cca. 30% fata de greutatea unui transportor vibrant cu caracreristici similare dar realizat in constructie bimasica
marirea duratei de viata a mecanismului vibrator prin reproiectarea lagarelor si a transmisiei cu roti dintate
-putere mai mica pentru antrenare prin reducerea greutatii partii mobile a transportorului vibrant
In capitolele 2 si 3 s-a facut o analiza detaliata privind stadiul in domeniul temei precum si o analiza a diverselor solutii utilizate pentru realizarea unor utilaje similare. O parte din aceste solutii au fost adoptate cu unele modificari.
In capitolul 4 s-au efectuat calcule tehnologice de stabilire a productivitatii utilajului, calcule de stabilire a principalilor parametrii si calculele de dimensionare pentru transmisiile mecanice incorporate in utilaj.
In capitolul 5 este descrisa componenta utilajului, precum si principalele cerinte ce trebuie respectate in timpul executieisi exploatarii utilajului.
In capitolul 6 s-a facut o analiza a eficientei economice la furnizor si utilizator.
Capitolul 7 este consacrat masurilor de protectie a muncii care trebuie respectate la exploatarea utilajului.
Contributiile personale si elementele de modernizare sunt:
-realizarea transportorului vibrant in constructie monomasica
reducerea dimensiunilor jgheabului transportorului care are ca efect reducerea puterii necesare pentru antrenare
- proiectarea unui vibrator mecanic cu oscilatii dirijate cu fiabilitate marita.
Solutia adoptata privind realizarea transportorului vibrant in varianta monomasica are drept scop simplificarea constructiei utilajului prin renuntarea la masa de echilibrare si la o parte din elementele elastice aceasta a condus la scaderea greutatii intregului utilaj.
Corelarea dimensiunilor jgheabului transportorului vibrant cu capacitatea de transport stabilita prin tema a condus la reducerea dimensiunilor jgheabului si prin aceasta la reducerea greutatii partii mobile a utilajului. Aceasta inseamna in fapt o putere mai mica pentru antrenarea transportorului.
O alta contributie personala la solutionarea temei propuse de prezenta lucrare este proiectarea vibratorului mecanic care sa corespunda parametrilor de transport ai
utilajului(amplitudinea si frecventa vibratiilor ) .La proiectarea vibratorului s-au adoptat coeficienti de siguranta acoperitori la transmisia cu roti dintate si la dimensionarea rulmentilor astfel incat sa se asigure o fiabilitate corespunzatoare dat fiind faptul ca vibratorul functioneaza in conditii grele (in regim de vibratii)
Dimensionarea maselor excentrice s-a facut astfel incat ele sa asigure momentul excentric necesar pentru functionarea transportorului vibrant in parametrii calculati evitandu-se supradimensionarea lor deoarece aparitia unor forte centrifugale mai mari solicita inutil transmisia cu roti dintate si rulmentii vibratorului.
10. PERSPECTIVE DE CONTINUARE A TEMEI
Utilajul proiectat are o constructie simplificata in special la partea mobila ceea ce ii sporeste fiabilitatea iar prin reducerea greutatii, pretul lui scade comparativ cu utilaje similare aflate in exploatare facilitand achizitionarea de astfel de echipamente. Utilajul poate fi utilizat pentru diverse aplicatii in procesele tehnologice de preparare a substantelor minerale utile . Utilajul poate fi integrat intr-un flux tehnologic complet automatizat prin dotari suplimentare sa il faca compatibil cu utilajele din amonte si aval.
Dezvoltarea unei game diversificate de transportoare vibrante este strict legata cresterea economica in domeniul de activitate pentru care aceste utilaje sunt realizate(vehicularea materialelor in vrac agresive chimic, foarte abrazive sau a materialelor care au o temperatura ce depaseste 150 C).
Programul de dezvoltare a temei trebuie sa urmeze mai multe directii:
- diversificarea domeniului de utilizare a acestui gen de utilaje in special la transportul materialelor pulverulente in industria alimentara sau la transportul si sortarea deseurilor menajere sau industriale.
- dezvoltarea unei game de vibratoare mecanice cu momente excentrice cuprinse intre 4o-4oo Nm si frecvente de lucru de 10-25 Hz ce ar conduce la constructia unor transportoare vibrante care sa acopere un domeniu mai larg de utilizari.
- realizarea unor transportoare vibrante prevazute cu site care ar fi atractive pentru utilizatorii care au nevoie in procesul de fabricatie pe langa transport si de sortarea materialelor in diverse faze de procesare .
Datorita procesului complex de creare si asimilare a produselor noi, analiza tehnico-economica prin care vor fi promvate acestea trebuie sa fie deosebit de riguroasa.
Decizile fiecarui agent economic cu privire la aplicarea creatiilor tehnice noi, trebuie luate cunoscand nivelul tehnic al acestor solutii astfel incit produsele noi sa posede competitivitatea necesara in cadrul circuitului economic global si eficacitatea economica necesara pentru creerea de avantaje atat producatorului cat si utilizatorului.
[ DRA82 ] -
[ BUZ 80 ] - Buzdugan Gh. - Rezistenta materialelor E.T.Bucuresti 1980
[ DRA 80 ] -
[ ATA 69 ] - Atanasiu M. - Mecanica tehnica E.T. Bucuresti 1969
[ MAG 93 ] - Maggari A. - Utilaje de preparare a substantelor minerale utile E.T. Buc. 1983
[RAB 77 ] -
Rabinovici
[ IPR 87 ] - IPROMET S.A. - Studiu asupra utilajelor vibrante 1987
[ MICM ] - MICM - Indrumator pentru constructia lagarelor cu rulmenti E.T. Buc. 1985
[ GAF 81 ] - Gafiteanu M.- Organe de masini vol. I E.T. Buc. 1981
[ GAF 83 ] - M. Gafiteanu - Organe de masini vol. II E.T. Bucuresti 1983
[ OLA 82 ] - Olariu V. - Mecanica tehnica E.T. Bucuresti 1982
[ MIC 66 ] -
[PRE C ] - Precupetu P. - Desen tehnic industrial E.T. Bucuresti
[ TAN 90 ] - Tanasescu T. - Agenda tehnica E.T. Bucuresti 1990
15. [PIC 74 ] - Picos C. - Calculul adaosurilor de prelucrare si a regimurilor de aschiere
E.T. Bucuresti 1974
[ VLA 79 ] - Vlase A. - Normarea tehnica pentru prelucrari prin aschiere E.T. Buc. 1979
[PIC 81 ] - Picos C. - Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp E.T. Bucuresti 1981
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |