
1. Scopul lucrarii
In cadrul lucrarii de laborator, conform celor ce vor fi prezentate mai jos, se vor efectua receptia presei PAI 400 kN. Caracteristicile geometrice si functionale ale presei vor fi luate din cartea tehnica.
Se vor evidentia verificarile impuse prin standard preselor mecanice cu batiul deschis, in vederea asigurarii de catre acestea a conditiilor de precizie in timpul exploatarii.
Consideratii teoretice
Receptia preselor cu excentric se face in conformitate cu standardele specifice, in care sunt precizate verificarile si incercarile care se executa, metodele de verificare, aparatura necesara si tolerantele admise. Prin verificari si incercari se urmareste determinarea calitatii, preciziei si productivitatii presei.
In cadrul receptiei preselor cu excentric se executa urmatoarele verificari si incercari:
- verificarea presei la mersul in gol;
- verificarea presei la mersul sub sarcina;
- verificarea preciziei geometrice a preselor.
Verificarile mentionate mai sus se fac la receptia preselor cand sunt aduse in dotare, cat si dupa reparatia capitala a acestora.
3. Utilaje si materiale folosite
In lucrare se executa receptia pentru presa PAI 40 existenta in laborator.
4. Modul de lucru
4.1. Verificarea presei la mersul in gol
Pentru verificarea
presei la mersul in gol se lasa sa functioneze, in prealabil, 30
minute. Cu ajutorul unui cronometru se stabileste apoi, numarul
curselor duble pe minut ale culisorului. De asemenea se stabileste
marimea acestor curse. Se admit abateri ![]() 5 % fata de numarul curselor duble prescrise
la caracteristicile din cartea masinii. Se mai verifica:
5 % fata de numarul curselor duble prescrise
la caracteristicile din cartea masinii. Se mai verifica:
daca cuplarea dintre arborele cu excentric si volant se face lin, fara socuri si intarzieri;
daca organele in miscare ale presei au un mers sigur, fara batai si zgomote;
daca functionarea sistemului de comanda a franei, a instalatiei de ungere, a instalatiei electrice si in general a tuturor mecanismelor si dispozitivelor cu care este inzestrata presa, este sigura;
dispozitivele de protectie contra accidentelor de munca, trebuie sa elimine posibilitatea accidentarii muncitorului prin introducerea mainii in zona periculoasa, dupa declansarea loviturii culisorului, in acest scop se verifica:
daca la functionarea presei cu lovituri singulare, loviturile nu se repeta cand se mentine comanda in pozitia de cuplare;
daca presa functioneaza numai in cazul cand se apasa cu ambele maini asupra celor doua butoane de comanda;
daca presa nu functioneaza cu aparatoarea de protectie ridicata (la presele prevazute cu asemenea aparatori).
4. Verificarea presei la mersul in sarcina
Verificarea presei la mersul in sarcina are drept scop sa puna in evidenta functionarea sigura si corecta precum si verificarea posibilitatilor de lucru si de incarcare a presei. Verificarea se face la ambele regimuri de lucru: cu lovituri repetate si singulare, executand o operatie de taiere. Pentru verificari se folosesc benzi sau fasii de tabla de otel cu rezistenta la forfecare cunoscuta, din care se vor decupa rondele de un anumit diametru. Sectiunea de taiere se alege astfel, ca sa se utilizeze la operatia de taiere, forta nominala a presei. In decursul operatiei de taiere, se verifica daca prescriptiile enumerate la 4.1 sunt indeplinite.
De asemenea se verifica functionarea dispozitivului de siguranta contra suprasarcinilor. La fiecare lot de 25 prese (sau mai putin de 25 prese), se determina prin incercari forta maxima la care intra in actiune dispozitivul. De asemenea aceasta verificare se face si in timpul exploatarii la anumite intervale si in mod obligatoriu dupa reparatii.
4.3. Verificarea preciziei geometrice a preselor
Prin verificarile prevazute in STAS 6915/1-75, pentru precizia geometrica a preselor cu excentric se urmareste: precizia de prelucrare, asigurarea unei durabilitati mari a muchiilor de taiere a sculelor si desfasurarea operatiilor de prelucrare in conditii normale. Verificarea preciziei geometrice se face la fiecare presa dupa rodare si dupa efectuarea tuturor reglajelor prescrise. In timpul verificarii preciziei geometrice nu se admit reglari.
Inaintea verificarii, presa va fi asezata in asa fel ca masa de lucru a acesteia sa fie in pozitie orizontala. In acest scop se va folosi o nivela cu bula de aer. In lipsa altor prescriptii, abaterea maxima de la pozitia orizontala a presei nu va putea depasi 0,04 mm pe o lungime de 1000 mm.
Verificarile preciziei geometrice nu vor incepe decat numai dupa ce temperatura lagarelor si a ghidajelor a ajuns la valoarea lor normala.
La controlul preciziei geometrice a preselor cu excentric se executa sase verificari care se indica in cele ce urmeaza:
4.3.1. Verificarea planeitatii suprafetei mesei
Metoda de verificare: pe suprafata mesei, in diferite directii, se aseaza o rigla de verificare. Cu ajutorul trusei de spioni, se masoara distanta dintre rigla si masa.
Toleranta admisa: 0,06 mm pe lungimea de 1000 mm. Se admite numai concavitatea mesei.
4.3. Verificarea planeitatii suprafetei inferioare a culisorului
Metoda de verificare: pe suprafata inferioara a culisorului in diferite directii, se aseaza o rigla de verificare. Cu ajutorul trusei de spioni se masoara distanta dintre rigla si culisor.
Toleranta admisa: 0,06 mm pe lungimea de 1000 mm. Se admit numai concavitati.
4.3.3. Verificarea paralelismului dintre suprafata mesei si suprafata inferioara a culisorului
Metoda de verificare: pe masa presei se aseaza o rigla sau o placa de verificare, iar pe aceasta un suport cu comparator al carui palpator atinge suprafata inferioara a culisorului. Verificarea se face la distanta minima dintre culisor si masa, in pozitia inferioara a culisorului. Masurarile se fac atat in planul AA', cat si in planul BB', perpendiculare intre ele. Abaterile se stabilesc prin diferenta dintre indicatiile comparatorului in punctele A si A' si respectiv B si B', figura 1, raportata la marimea deplasarii.
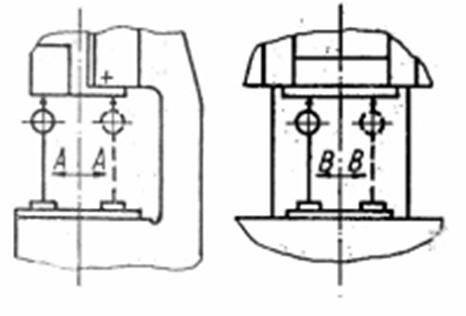
Fig. 1. Schema verificarii paralelismului dintre masa si culisor
Toleranta admisa: 0,12 mm pe lungimea de 1000 mm (partea din fata a mesei sa aiba inclinatie numai in jos).
4.3.4. Verificarea perpendicularitatii dintre directia de deplasare a culisorului si suprafata mesei
Metoda de verificare: pe masa presei se aseaza o rigla, sau o placa de verificare, iar pe aceasta un echer de verificare. Pe culisor se monteaza un comparator astfel incat palpatorul sa atinga fata de verificare a echerului. Masurarile se fac in doua plane perpendiculare intre ele, figura Abaterile se stabilesc prin diferenta indicatiilor comparatorului in pozitia superioara si inferioara a culisorului, raportata la lungimea deplasarii.
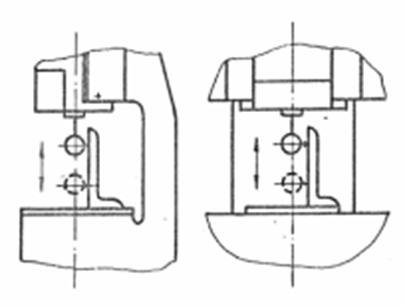
Fig. Schema verificarii perpendicularitatii dintre directia
de deplasare a culisorului si masa presei
Tolerante admise:
- pentru prese cu forta nominala pana la 1000 kN se admit abateri de 0,01mm pe 1000 mm;
- pentru prese cu forta nominala peste 1000 kN pana la 2500 kN se admit abateri de 0,02mm pe 1000 mm;
- pentru presele cu forta nominala peste 2500 kN se admit abateri de 0,03mm pe 1000 mm.
4.3.5. Verificarea paralelismului dintre axa alezajului pentru prinderea dispozitivului de presare si directia de deplasare
Metoda de verificare: In alezajul pentru prinderea dispozitivului de presare se introduce un dorn cilindric de verificare, astfel incat capatul de fixare al lui sa formeze cu alezajul culisorului un ajustaj de frecare. Pe masa presei se aseaza o rigla sau o placa de verificare, iar pe aceasta un suport cu comparator al carui palpator atinge generatoarea dornului, perpendicular pe acesta.
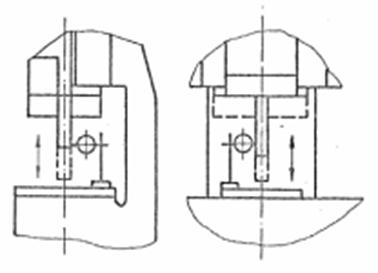
Fig. 3. Schema verificarii paralelismului dintre axa alezajului de
fixare a dispozitivului si axa cinematica a culisorului
Masuratorile se fac in doua plane perpendiculare intre ele, figura 3. Abaterile se stabilesc prin diferenta indicatiilor comparatorului, in pozitiile superioara si inferioara ale culisorului, raportata la lungimea deplasarii.
4.3.6. Verificarea bataii radiale si axiale a volantului
Metoda de verificare: Comparatorul se aseaza astfel incat palpatorul sa atinga suprafata exterioara si apoi suprafata frontala a volantului.
Abaterea se stabileste prin diferenta indicatiilor comparatorului la rotirea volantului, figura 4.
b a
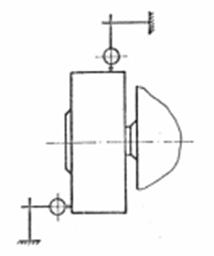
Fig. 4. Schema verificarii bataii radiale si frontale a volantului
Tolerante:
- pentru diametrul volantului pana la 1000 mm, verificarile (a) 0,1mm; (b) 0,2 mm;
- pentru diametrul volantului peste 1000 mm pana la 2000 mm, verificarile (a) 0,15 mm, (b) 0,3 mm;
- diametrul volantului peste 2000 mm, verificarile (a) 0,2 mm, (b) 0,4 mm.
5. Prelucrarea si interpretarea rezultatelor. Concluzii
Dupa efectuarea tuturor masuratorilor si controalelor prevazute mai sus, rezultatele vor fi inscrise intr-un tabel. Alaturi de coloana in care s-au inscris rezultatele obtinute prin masurare se inscriu - pe o alta coloana - valorile admise sau recomandate de standard. Intr-o alta coloana vor fi inscrise abaterile presei receptionate de la prevederile standard.
Prin compararea rezultatelor obtinute experimental cu cele prevazute in standard si tinand seama de abaterile admise, se vor face aprecieri privind calitatea presei incluse in programul de receptie.
Vor fi motivate urmatoarele: de ce se admit numai concavitati ale mesei si de ce se controleaza in doua planuri paralelismul axei cu directia de deplasare a culisorului.
Rezultatele obtinute se vor centraliza in tabelul 1.
Tabel 1
|
Nr.crt. |
Verificarea |
Valori admise de standard |
Valori obtinute prin masurare |
Abatere de la standard |
Obs |
|
Mers in gol | |||||
|
Mers in sarcina | |||||
|
Planeitatea suprafetei mesei (4.3.1) | |||||
|
Planeitatea suprafetei culisorului (4.3.2) | |||||
|
Paralelism masa - culisor (4.3.3) | |||||
|
Perpendicularitate masa-culisor (4.3.4) | |||||
|
Paralelism alezaj-directia de deplasare (4.3.5) | |||||
|
Bataia radiala a | |||||
|
Bataia axiala a |
|
Politica de confidentialitate |
| Copyright ©
2024 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |