
Structura otelurilor tratate termochimic .
Tratamentele termochimice urmaresc modificarea compozitiei chimice si a structurii starilor superficiale ale pieselor, prin difuzarea in stare solida a unuia sau mai multor componente in anumite conditii de temperatura si durata de incalzire. Au ca scop fie obtinerea unui strat superficial dur ( prin calire ulterioara ) si rezistent la uzura concomitent cu obtinerea unei tenacitati suficiente pentru miezul piesei, fie obtinerea unui strat rezistent la coroziune si oxidare sau chiar numai in scop decorativ. Dupa natura elementului care difuzeaza la suprafata piesei, distingem urmatoarele tipuri de tratamente termochimice.
1. Cementarea .
Consta in imbogatirea in C a stratului superficial al piesei confectionate din oteluri carbon de calitate si slab aliate cu continut in C de 0,08.0,25 ( OLC 10; OLC 15;
OLC 20; 13 CN 23; 21 TMC 12 etc. ) . Se poate efectua in amestecuri solide, lichide sau gazoase, la temperaturi superioare punctului critic Ac3 ( in general, T=900.950oC ) cand austenita este capabila sa dizolve o cantitate suficient de mare de C, durata de mentinere fiind de 4.9 ore, functie de compozitia mediului folosit, adancimea de strat necesara etc.
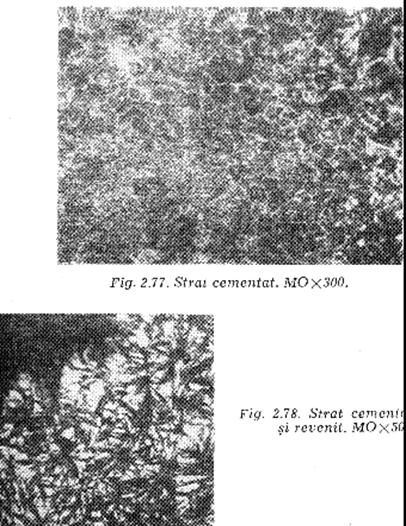
O piesa corect cementata trebuie sa prezinte la marginea exterioara structura de otel hipereutectoid cu maxim 1,1% C ( P+CeII ), apoi o zona de otel eutectoid sau hipoeutectoid 0,8 , respectiv 0,6.0,7% C ( structura perlitica si respectiv pelito-feritica ), iar miezul piesei cu continut in C sub 0,25% va avea structura initiala de ferito-perlita, ductila si tenace ( figura 1. ).
Functie de solicitarile din exploatare, piesele cementate se supun calirii directe, simple sau duble si revenirii joase, favorizandu-se obtinerea la suprafata a unei structuri alcatuite din martensita de revenire, austenita reziduala si carburi ( figura 2. ), care asigura o duritate superficiala ridicata, o buna rezistenta la uzura si oboseala, iar miezul piesei isi va mentine caracteristicile de tenacitate ridicate.
Figura 1. Strat cementat. MOx300
![]()
Marirea continutului in C al stratului cementat de peste 1,1.1,2% conduce la cresterea cantitativa a retelei de cementita secundara din structura, la marirea probabilitatii de aparitie a fisurilor la rectificarea pieselor cementate si prin aceasta prin scaderea accentuata in deosebi a rezistentei la oboseala a otelului. Exemple de piese cementate : roti dintate solicitate puternic, poansoane, matrite si alte scule de presare, arbori de dimensiuni mici, bucse, coloane de ghidare etc.
2. Nitrurarea .
Este procesul de saturare cu azot a pieselor confectionate din oteluri aliate in scopul cresterii duritatii superficiale, a rezistentei la uzura, a rezistentei la cald si la coroziune. Piesele calite si rectificate se incalzesc intr-o atmosfera de NH3 la temperaturi de 500.570oC timp de 40.60 ore si apoi se racesc tot in mediul de amoniac pana la temperatura ambianta. Adancimea de strat imbogatit in azot are valori cuprinse intre 0,2.0,3 mm si o structura formata din mai multe substraturi in care sunt prezente nitrurile ( Fe4N, Fe2N ) si solutia solida de ferita aliata cu azot ( la trecerea spre miezul piesei ) ( figura 3. ). Straturile superficiale nitrurate sunt mai dure ( HRC=68.72 daN/mm2 ) si mai rezistente la uzura comparativ cu cele cementate ( HRC=55.62 daN/mm2 ) , procedeul de nitrurare fiind foarte scump.
De aceea se supun nitrurarii numai piesele solicitate extrem de puternic, cum sunt sculele speciale, rotile dintate cu dantura speciala, organe ale motoarelor de avion, motoarelor Diesel, turbinelor etc.
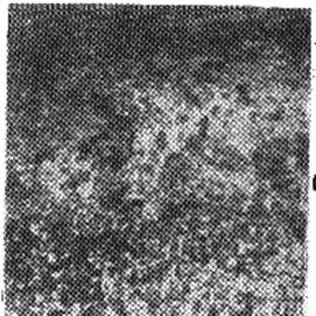
Figura 3. Strat nitrurat. MOx500 .
3. Carbonitrurarea si cianizarea .
Ambele procedee constau in imbogatirea simultana a structurilor superficiale ale pieselor in C si azot fie folosind medii gazoase ( procesul este numit carbonitrurare ) , fie bai de saruri ( procesul este numit cianizare ) .
Amestecul de saruri pentru cianizare este format din 50% NaCN, 35% BaCl2, 15% NaCl. Procesul de difuziune se desfasoara la 500.550oC sau 800.850oC, dupa cum se urmareste o imbogatire mai accentuata a stratului superficial in azot, respectiv in C. Dupa o mentinere de 3.5 ore a pieselor la aceste temperaturi se obtine o adancime de strat de 0,4.0,7 mm. Carbonitrurarea se efectueaza de obicei intr-un mediu format din 25% NH3 si 75% CH4, la temperaturi de 500.600oC pentru oteluri rapide, respectiv la temperaturi de 850.870oC in cazul pieselor din oteluri carbon. Dupa o mentinere de 4.5 ore se obtine un strat de grosime de 0,3.0,7 mm. Atomii de C si azot difuzati la suprafata pieselor formeaza carburi, nitruri sau carbonitruri ( Fe3C; Fe4 ( CN ); Fe4N; Fe2N; Fe2 ( CN ) ) ( figura 4. ) , care prezinta o deosebita rezistenta la uzura, coroziune si oboseala.
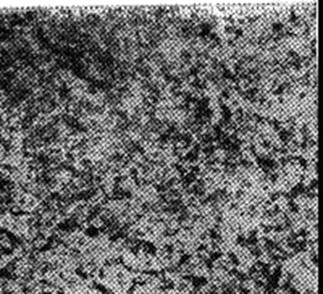
Figura 4. Strat carboniotrurat. MOx500
Duritatea obtinuta are valori de 57.64 HRC. Fata de cementare, acest tratament termochimic are avantajele : se executa la temperaturi mai joase; piesele au rezistenta marita la uzura, gripare si oboseala; deformatiile pieselor sunt mai mici, pe de o parte datorita temperaturilor scazute, iar pe de alta parte a vitezelor mai mici de racire necesare obtinerii unei calibilitati date ( efectul N de crestere a calibilitatii ) .
4. Sulfizarea .
Este procesul de saturare cu S a pieselor ce urmeaza sa functioneze la sarcini medii, cand ungerea este insuficienta, la frecarea semilichida, uscata, sau cand frecarea se produce intr-un mediu cu temperatura ridicata. Se realizeaza la temperaturi de 570 10oC intr-un mediu format din 55%CON2H4 ( uree tehnica ), 45% Na2CO3 si 8% Na2SO3 ( 8% din intregul amestec ). Dupa o mentinere la temperatura de 3.4 ore, se obtine o grosime de strat de 30.40 mm.
Examinarea prin microscopie si raze X a stratului alb ( figura 5. ) de la suprafata indica prezenta trei substraturi caracteristice : un prim strat, cel exterior, se pare ca este alcatuit din sulfuri de Fe de tipul FeS; FexS; Fe3S4; FeS2; al doilea substrat, cel interior este alcatuit din carbonitruri cu o rezistenta deosebita la uzura si oboseala. Piesele ce se sulfizeaza trebuie sa fie in stare calita si rectificata. Procedeul se poate aplica : arborilor motori, axelor cu came, supapelor camasilor de cilindru pentru motoarele Diesel ( usureaza rodarea ), transmisiilor melcate, broselor, burghielor, tarozilor.
 b
b
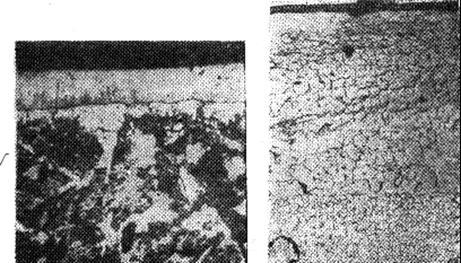
Figura 5. Strat sulfizat : a-MOx500; b-Mex3000 .
5. Silicizarea .
Este un tratament chimic de imbogatire in Si a suprafetelor pieselor confectionate din oteluri cu continut redus sau mediu de C. Dupa o mentinere de 6 ore la 1050oC in amestecul format din 75% ferosiliciu, 20% Al2O3 si 5% NH4 Cl se obtine o grosime de strat superficial de 1.1,2mm. Cercetarile metalografice electronice evidentiaza in stratul silicizat a feritei aliate cu Si si a compusului Fe3Si ( figura 6 ). In substratul silicizat, la limita grauntilor pe partea nesilicizata apar formatiuni de cementita secundara. Siliciul favorizeaza dislocarea C la suprafata, ducand la aparitia unei subzone imbogatita in acest element, respectiv la formarea cementitei secundare. Silicizarea mareste rezistenta la uzura si coroziune in medii acide a pieselor din industria chimica si petrochimica cum ar fi : rotoare de pompa, tevi pentru motoare navale, piulite, buloane, camasi de cilindrii etc.
![]() b
b
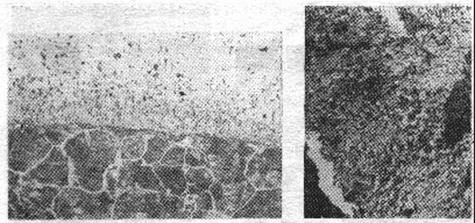
Figura 6. Strat silicizat : a-MOx500; b-Mex16000 .
6. Borizarea .
Este procesul de saturare superficiala cu bor a pieselor confectionate, in general, din oteluri cu continut redus sau mediu in C. Intr-un amestec constituit din 84% carbura de bor si 16% borax, la temperaturi de 1000oC si durate de 6 ore, se obtine o grosime de strat de 0,12.0,14 mm. Microstructura stratului borizat ( figura 7. ) este alcatuita dintr-o ferita aliata cu bor si compusi ( boruri ) de tipul Fe2B si FeB cu aspect acicular. Prin borizare se provoaca o crestere a duritatii superficiale, o rezistenta la uzura si o rezistenta la temperaturi inalte. Se aplica filierelor, bucselor, matritelor pentru prelucrari la cald.
Figura 7. Strat borizat. MOx500
7. Cromizarea .
Se imbogatesc cu Cr suprafetele pieselor confectionate din oteluri carbon, oteluri austenitice etc. in scopul maririi rezistentei la coroziune, oxidare si uzura abraziva. Piesele se impacheteaza in amestecul format din 50% ferocrom, 48.49% Al2O3 si 1.2% NH4Cl, se incalzesc timp de 6.12 ore la temperaturi de 900.1100oC, realizandu-se o adancime de strat de 0,05.0,15mm. In microstructura stratului cromizat distingem o ferita aliata cu crom si carburi complexe de Cr, foarte rezistente la uzura ( figura 8. ) .

Figura 8. Strat cromizat. MOx500 .
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |