Proiectarea tehnologiei de prelucrare prin strunjire cu aplicatia Lathe Machining
Aplicatia Lathe Machining defineste cu usurinta programe NC dedicate prelucrarii pieselor cilindrice de revolutie, folosind operatii de strunjire si gaurire in 2 axe, atat pe strunguri normale, cat si pe strunguri verticale.
Sculele pot fi create si integrate in cataloage cu usurinta. Traiectoriile descrise de scule pot fi definite cu ajutorul cutiilor de dialog ale interfetei grafice, fiind posibila generarea, simularea si analiza lor. Pornind de la acestea, in final se obtine programul NC dedicat strungului, cu ajutorul unui postprocesor integrat, precum si documentatia tehnologica pentru operator, in format html.
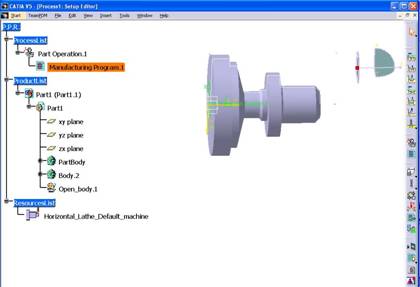
Pentru a ilustra modalitatea de utilizare a aplicatiei, vom considera o piesa de revolutie, al carui model 3D a fost realizat folosind facilitatile oferite de aplicatia Part Design. Deschiderea fisierului CATPart se poate face cu comanda Open din meniul File sau cu pictograma corespunzatoare din bara Standard. Din meniul Start, se apeleaza aplicatia Lathe Machining a modulului NC Manufacturing.
Executand dublu-click pe entitatea Part Operation.1 din structura arborescenta, se va deschide fereastra Part Operation (figura 2.18 a). Alegand in aceasta fereastra pictograma Machine, va fi afisata fereastra de dialog Machine Editor (figura 2.18 b), in care:
se va selecta pictograma Horizontal Lathe Machine, corespunzatoare unui strung normal;
se va verifica setarea corecta a axelor masini-unelte, si anume axa miscarii de aschiere z si cea radiala x;
se alege butonul OK.
Revenind in fereastra anterioara, Part Operation, la eticheta Position, se aleg coordonatele punctului de schimbare a sculei, conform figurii 2.18 a.
In structura arborescenta se selecteaza entitatea manufacturing Program.1 (figura 2.19), in care vor fi inserate comenzi corespunzatoare diferitelor operatii de prelucrare succesive, pentru obtinerea piesei. Programul propune sculele pentru aceste operatii, fiind necesara doar precizarea suprefetelor de prelucrat si, eventual, a unor parametri ai sculelor sau de aschiere.
|
|
|
|
a |
b |
|
Figura 2. Alegerea masinii-unelte si a punctului de schimbare a sculei |
|
|
|
|
Figura 2. Inserarea operatiilor itinerariului tehnologic de prelucrare |
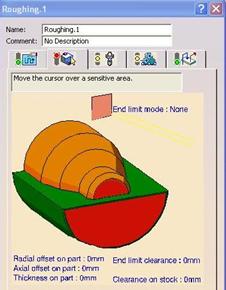
Prima
operatie executata va fi una de strunjire longitudinala de
degrosare. Selectarea pictogramei Roughing
![]() determina adaugarea in program a
entitatii Roughing.1,
impreuna cu scula implicita atasata.
determina adaugarea in program a
entitatii Roughing.1,
impreuna cu scula implicita atasata.
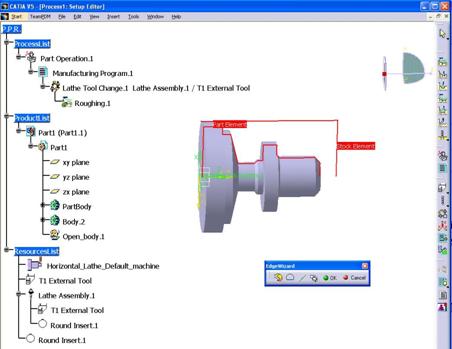
In fereastra Roughing.1, eticheta Geometry ![]() este implicita (figura 2.20 a), afisand o pictograma centrala,
utilizata pentru precizarea succesiva a profilului semifabricatului
si, respectiv, al piesei. In acest scop, se executa click pe suprafetele frontale,
colorate cu rosu, ale semifabricatului (Stock area) si, respectiv, ale piesei (Part area), se selecteaza profilul semifabricatului (Stock Element) si, ulterior, al
piesei (Part Element), sfarsitul
fiecarei selectii marcandu-se prin alegerea butonului OK in bara Edge Wizard (figura 2.20 c).
este implicita (figura 2.20 a), afisand o pictograma centrala,
utilizata pentru precizarea succesiva a profilului semifabricatului
si, respectiv, al piesei. In acest scop, se executa click pe suprafetele frontale,
colorate cu rosu, ale semifabricatului (Stock area) si, respectiv, ale piesei (Part area), se selecteaza profilul semifabricatului (Stock Element) si, ulterior, al
piesei (Part Element), sfarsitul
fiecarei selectii marcandu-se prin alegerea butonului OK in bara Edge Wizard (figura 2.20 c).
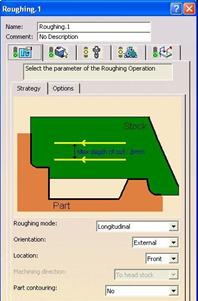
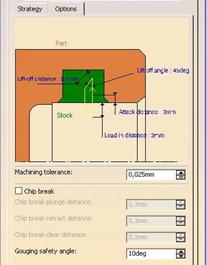
Apoi se selecteaza
pictograma Strategy ![]() si se seteaza parametrii ca in figura 2. 20 b. Operatia va fi
creata executand click pe
butonul OK al acestei ferestre.
si se seteaza parametrii ca in figura 2. 20 b. Operatia va fi
creata executand click pe
butonul OK al acestei ferestre.
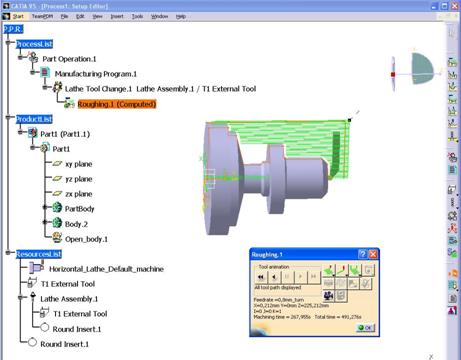
Pentru a simula
traiectoria sculei pentru aceasta operatie, se utilizeaza
comanda Replay Tool Path ![]() . In fereastra de
dialog asociata comenzii se alege modul de simulare continuu cu pictograma
. In fereastra de
dialog asociata comenzii se alege modul de simulare continuu cu pictograma
![]() , se pozitioneaza scula in punctul
de start cu butonul
, se pozitioneaza scula in punctul
de start cu butonul ![]() si se porneste simularea cu butonul
si se porneste simularea cu butonul ![]() . Scula se va deplasa de-a lungul traiectoriei
calculate (figura 2.21). In
aceeasi fereastra sunt afisate valorile avansului, timpului de
baza si timpului total al prelucrarii.
. Scula se va deplasa de-a lungul traiectoriei
calculate (figura 2.21). In
aceeasi fereastra sunt afisate valorile avansului, timpului de
baza si timpului total al prelucrarii.
Analizand profilul piesei
si cel rezultat dupa strunjirea longitudinala (figura 2.21), se observa
existenta unei diferente intre acestea. Pentru eliminarea acesteia
si definitivarea degrosarii piesei se recurge la o operatie de
canelare, utilizandu-se deci un ciclu de strunjire cu avans transversal.
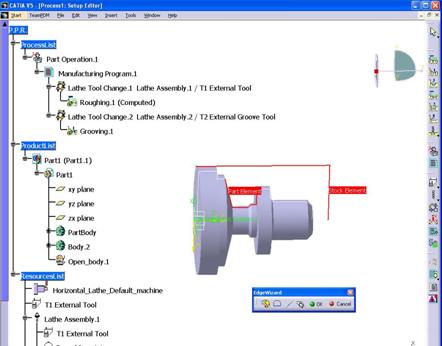
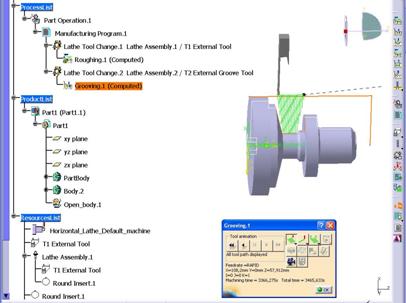
Astfel, se selecteaza entitatea Roughing.1
in structura arborescenta si se apeleaza comanda Grooving ![]() . Fereastra Grooving.1 permite, la eticheta Geometry
. Fereastra Grooving.1 permite, la eticheta Geometry ![]() (figura
2.22 a), definirea succesiva profilelor semifabricatului si,
respectiv, piesei (figura 2.22 c), in
acelasi mod ca in cazul operatiei de strunjire longitudinala.
(figura
2.22 a), definirea succesiva profilelor semifabricatului si,
respectiv, piesei (figura 2.22 c), in
acelasi mod ca in cazul operatiei de strunjire longitudinala.
Selectia pictogramei
Strategy ![]() faciliteaza modificarea valorilor
implicite ale parametrilor aschierii. Astfel se va opta, la eticheta Options, in caseta Gouging safety angle (figura
2.22 b) pentru valoarea de 10 .
faciliteaza modificarea valorilor
implicite ale parametrilor aschierii. Astfel se va opta, la eticheta Options, in caseta Gouging safety angle (figura
2.22 b) pentru valoarea de 10 .
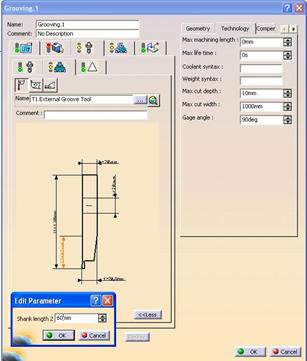
Pentru a aduce
modificari cutitului de canelat exterior selectat implicit, se vor
alege succcesiv pictogramele Tool
Assembly ![]() si Tool
si Tool
![]() (figura
2.23).
(figura
2.23).
|
|
|
|
|
a |
b |
|
|
|
||
|
c |
||
|
Figura 2. Definirea profilului semifabricatului si al piesei pentru strunjirea longitudinala de degrosare |
||
|
|
|
|
|
Figura 2. Simularea triectoriei sculei la strunjirea longitudinala de degrosare |
|
|
In caseta etichetata Name, se poate introduce o denumire particularizata a cutitului de canelat exterior, dupa care, pentru modificarea unei dimensiuni implicite se va executa dublu-click pe cota respectiva de pe schita sculei. Aceasta va fi evidentiata prin culoare si, in caseta Edit Parameter, se introduce noua valoare. In cazul prelucrarii considerate este necesara alegerea valorii de 60 mm pentru cota l2 (Shank lenght 2). Parametrii care definesc geometria sculei pot fi modificati si in modul urmator:
se executa click pe butonul More, ceea ce va avea ca efect extinderea ferestrei Grooving.1;
in zona nou aparuta, la eticheta Geometry, se pot introduce noile valori dorite, in casete rezervate fiecarei dimensiuni;
se alege butonul OK, modificarile operate fiind vizualizate pe schita alaturata.
Modalitatea
descrisa anterior se utilizeaza si pentru definirea parametrilor
tehnologici ai sculei, la eticheta Techology
(figura 2.23), precum si a
corectiilor de scula, la eticheta Compensation. Pentru exemplul considerat, se modifica valoarea
implicita Max cut depth la 80 mm. Simularea traiectoriei sculei se
realizeaza utilizand pictograma ![]() (figura
2.24).
(figura
2.24).
|
|
|
|
|
a |
b |
|
|
|
||
|
c |
||
|
Figura 2. Definirea profilului semifabricatului si al piesei pentru strunjirea cu avans travsversal |
||
|
|
||
|
Figura 2. Definirea parametrilor geometrici si tehnologici ai cutitului de canelat |
||
|
|
|
Figura 2. Simularea triectoriei sculei la strunjirea cu avans transversal |
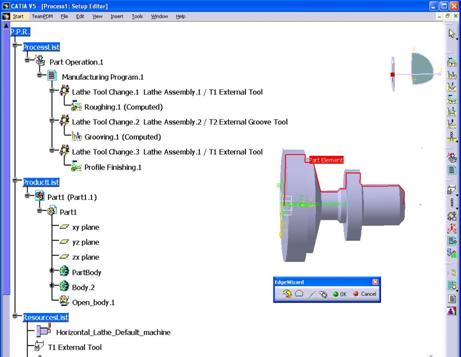
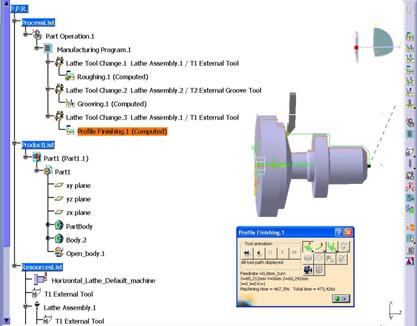
In finalul itinerariului
tehnologic de prelucrare se prevede o operatie de strunjire de finisare.
In acest scop, se apeleaza comanda Profile
Finishing ![]() , in structura arborescenta fiind
selectata entitatea anterioara, Grooving.1.
, in structura arborescenta fiind
selectata entitatea anterioara, Grooving.1.
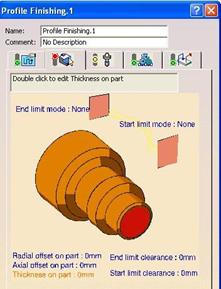
In fereastra Profile Finishing.1, la eticheta Geometry ![]() (figura
2.25 a), se executa click in
partea frontala, colorata cu rosu, a pictogramei ce
reprezinta piesa, iar pe modelul acesteia se selecteaza profilul
final Part Element (figura 2.25 c).
Sfarsitul selectiei este marcat prin butonul OK din bara Edge Wizard.
(figura
2.25 a), se executa click in
partea frontala, colorata cu rosu, a pictogramei ce
reprezinta piesa, iar pe modelul acesteia se selecteaza profilul
final Part Element (figura 2.25 c).
Sfarsitul selectiei este marcat prin butonul OK din bara Edge Wizard.
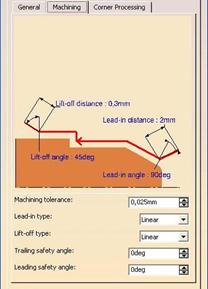
Utilizand pictograma Strategy ![]() , eticheta Machining (figura 2.25 b),
este necesara alegerea in caseta Leading
safety angle a valorii de 0 . Crearea operatiei presupune
alegerea butonului OK.
, eticheta Machining (figura 2.25 b),
este necesara alegerea in caseta Leading
safety angle a valorii de 0 . Crearea operatiei presupune
alegerea butonului OK.
Pentru a vizualiza
traiectoria cutitului la operatia de strunjire de finisare (figura 2.26), se foloseste comanda Replay Tool Path ![]() . Dupa
activarea pictogramei Continuos replay
mode
. Dupa
activarea pictogramei Continuos replay
mode ![]() , animatia se poate urmari alegand
succesiv butoanele
, animatia se poate urmari alegand
succesiv butoanele ![]() si, respectiv,
si, respectiv, ![]() .
.
Aplicatia Lathe Machining permite si inserarea altor tipuri de operatii, utilizand comenzile din meniul Insert, grupa Lathe Operations sau pictogramele corespunzatoare din bara de utilitare:
- Grooving Finishing ![]() , canelarea de finisare a suprafetelor
cilindrice exterioare, interioare, frontale sau conice;
, canelarea de finisare a suprafetelor
cilindrice exterioare, interioare, frontale sau conice;
- Threading ![]() , filetarea cu cutitul a diferitelor
tipuri de filete.
, filetarea cu cutitul a diferitelor
tipuri de filete.
In mod similar pot fi utilizate si operatiile de prelucrare axiala a alezajelor, precum si cele de lucru secventiale.
Sesiunea de lucru se finalizeaza prin generearea unui fisier-sursa in format APT, ce urmeaza a fi postprocesat in scopul obtinerii programului dedicat echipamentului NC al strungului.
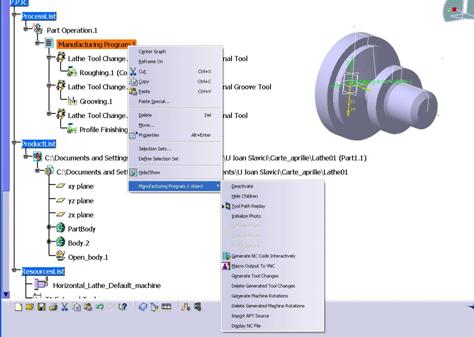
In prima faza, se verifica optiunile initiale, referitoare la tipul strungului si la sistemul de axe al acestuia. In acest scop, se executa dublu-click pe entitatea Part Operation a structurii arborescente si, in final, se deschide fereastra Machine Editor.
Dupa efectuarea verificarii, se apeleaza meniul contextual, executand click-dreapta pe entitatea Manufacturing Program.1. Se vor alege succesiv Manufacturing Program.1 object , Generate NC Code Interactively (figura 2.27).
|
|
|
|
a |
b |
|
|
|
|
c |
|
|
Figura 2. Definirea profilului semifabricatului si al piesei pentru strunjirea longitudinala de finisare |
|
|
|
|
|
Figura 2. Simularea triectoriei sculei la strunjirea longitudinala de finisare |
|
|
|
|
Figura 2. Simularea triectoriei sculei la strunjirea cu avans transversal |
In fereastra Save NC File, se precizeaza numele sub care va fi salvat fisierul APT, precum si directorul in care va fi plasat. Fisierul-sursa va fi creat la alegerea comenzii Save.
Un extras din codul NC generat este prezentat in continuare:
Generated on 20 aprilie 2004 05:21:22
$$ Manufacturing Program.1
Part Operation.1
$$*CATIA0
$$ Manufacturing Program.1
1.00000 0.00000 0.00000 0.00000
0.00000 1.00000 0.00000 0.00000
0.00000 0.00000 1.00000 0.00000
PARTNO PART TO BE MACHINED
COOLNT/ON
CUTCOM/OFF
PPRINT OPERATION NAME : Lathe
Tool Change.1
$$ Start generation of : Lathe Tool Change.1
TLAXIS/ 0.000000, 0.000000, 1.000000
$$ TOOLCHANGEBEGINNING
RAPID
GOTO/ 125.00000, 0.00000, 275.00000
CUTTER/ 5.000000
TOOLNO/0,TURN
$$ End of generation of : Lathe Tool Change.1
PPRINT OPERATION NAME : Roughing.1
$$ Start generation of : Roughing.1
FEDRAT/ 0.3000,MMPR
SPINDL/ 70.0000,RPM
GOTO/ 107.02703, 0.00000, 257.00000
GOTO/ 107.02703, 0.00000, 255.00000
FEDRAT/ 0.8000,MMPR
GOTO/ 0.21213, 0.00000, 225.21213
$$ End of generation of : Roughing.1
CUTCOM/OFF
$$ ------ CUTCOM OFF END OF LATHE ------
PPRINT OPERATION NAME : Lathe Tool Change.2
$$ Start generation of : Lathe Tool Change.2
$$ TOOLCHANGEBEGINNING
RAPID
GOTO/ 125.00000, 0.00000, 275.00000
CUTTER/ 1.200000
TOOLNO/0,TURN
$$ End of generation of : Lathe Tool Change.2
PPRINT OPERATION NAME : Grooving.1
$$ Start generation of : Grooving.1
FEDRAT/ 0.3000,MMPR
SPINDL/ 70.0000,RPM
GOTO/ 108.20000, 0.00000, 111.70000
GOTO/ 106.20000, 0.00000, 111.70000
RAPID
GOTO/ 108.20000, 0.00000, 57.91213
$$ End of generation of : Grooving.1
CUTCOM/OFF
$$ ------ CUTCOM OFF END OF LATHE ------
PPRINT OPERATION NAME : Lathe Tool Change.3
$$ Start generation of : Lathe Tool Change.3
$$ TOOLCHANGEBEGINNING
RAPID
GOTO/ 125.00000, 0.00000, 275.00000
CUTTER/ 5.000000
TOOLNO/0,TURN
$$ End of generation of : Lathe Tool Change.3
PPRINT OPERATION NAME : Profile Finishing.1
$$ Start generation of : Profile Finishing.1
FEDRAT/ 0.3000,MMPR
SPINDL/ 70.0000,RPM
GOTO/ 27.12132, 0.00000, 224.94975
GOTO/ 28.53553, 0.00000, 223.53553
FEDRAT/ 0.8000,MMPR
GOTO/ 100.21213, 0.00000, 4.78787
$$ End of generation of : Profile Finishing.1
SPINDL/OFF
REWIND/0
END
Facilitatile oferite de CATIA V5, prezentate doar in parte anterior, creeaza premisele elaborarii unei strategii progresive de trecere din etapa automatizarii flexibile, in cea a automatizarii inteligente.
Sistemul intrarilor si iesirilor logice ale calculatoarelor electronice.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |