PROIECTAREA TEHNOLOGIEI DE FABRICATIE
Analiza functionala - constructiva piesei
1.1 Rolul functional al piesei
Reperul "FLANSA'' este o carcasa dintr-o bucata in care sunt montate o parte din piesele produsului si care are rolul de a acoperi o parte din elementele produsului.
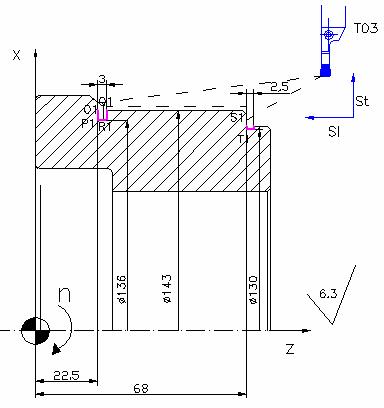
Plecand de la desenul de executie al piesei, se realizeaza schita piesei reprezentata in figura 1.1.1, astfel incat sa fie puse in evidenta toate elementele geometrice ale acesteia.
Fig. 1.1.1 Schita piesei cu notarea suprafetelor
Caracteristicile geometrice constructive prescrise piese
Sunt analizate caracteristicile geometrice constructive prescrise piesei. Astfel, fiecare suprafata Sk este analizata din punct de vedere al:
caracteristicilor dimensionale,
caracteristicilor de forma (macro-geometrice si micro-geometrice - rugozitatea),
caracteristicilor de pozitie reciproca.
In cadrul analizei, abaterile dimensiunilor principale sunt determinate din STAS SREN - 20286, atunci cand este data pozitia campului de toleranta si treapta de precizie a suprafetei si din STAS SREN - 22768, clasa de executie m.
Deasemanea trepta de precizie se stabileste pentru suprafete simple, in functie de dimensiunea principala si toleranta, din STAS 8101 si pentru suprafete complexe, in functie de complexul de indici de precizie specifici tipului de suprafata.
Aceasta analiza este prezentata sintetic in tabelul 1.2.1.
Tab.1.2.1 Conditii tehnice prescrise suprafetelor piesei
|
Sk |
Forma suprafetei |
Dimensiuni |
Rugozitatea Ra[μm] |
Treapta (clasa) |
Tolerante de forma [mm] |
Pozitia reciproca |
Alte conditii |
|
S1 |
Plan frontala |
76 Ø152.2 , 0 Ø132 |
6.3 |
T13 |
_ |
Cota libera |
|
|
S5 |
Plan frontala |
20/ Ø152.2 , 0 Ø142 |
6.3 |
T13 |
_ |
Cota libera |
|
|
S14 |
Plan frontala |
76 Ø152.2 , 0 Ø132 |
1.6 |
T13 |
|
_ |
|
|
S3 |
Cilindrica exterioara |
Ø152.2 |
6.3 |
T12 |
Baza de ref. P |
_ |
|
|
S7 |
Cilindrica exterioara |
0 Ø130 |
1.6 |
T7 |
_ |
_ |
|
|
S10 |
Cilindrica exterioara |
0 Ø132 |
0.8 |
T6 |
|
_ |
|
|
S15 |
Cilindrica interioara |
+0.022 Ø90 |
0.8 |
T6 | |||
|
S16 |
Cilindrica interioara |
Ø104.72 |
6.3 |
T12 |
Cota libera |
||
|
S12 |
Cilindrica interioara de tip M8 |
M8 |
6.3 |
G6(H6) | |||
|
S6 |
Complexa degajare |
3/ 3/ 20 |
6.3 |
T12 |
Cota libera |
||
|
S9 |
Complexa degajare |
Ø130 /2.5 / 8 |
6.3 |
T12 |
Cota libera |
||
|
S2 |
Conica tesitura |
2.5x45° |
6.3 |
T12 |
Cota libera |
||
|
S4 |
Conica tesitura |
2.5x45° |
6.3 |
T12 |
Cota libera |
||
|
S11 |
Conica tesitura |
1x45° |
6.3 |
T12 |
Cota libera |
||
|
S13 |
Conica tesitura |
1x45° |
6.3 |
T12 |
Cota libera |
||
|
S17 |
Conica tesitura |
1x45° |
6.3 |
T12 |
Cota libera |
||
|
S18 |
Complexa canal de pana |
+0.05 15.92 +0.022 Ø90 97.3 |
6.3 |
T9 | |||
|
S19 |
Plan frontala |
25/ Ø104.72 , + Ø90 |
6.3 |
T12 |
Cota libera |
||
|
S21 |
Plan frontala |
8 0 Ø142 , 0 Ø132 |
6.3 |
T12 |
Cota libera |
||
|
S20 |
Complexa degajare |
2 / Ø130/ 25 |
6.3 |
T12 |
Cota libera |
Suprafetele piesei se vor incadra deasemenea in una din catgoriile principale (functionale), tehnologice si libere in tabelul 1.2.2, in functie de rolul pe care piesa il are in timpul expluatarii sau in timpul procesului de fabricatie.
Tab. 1.2.2 Clasificarea suprafatelor
|
Felul suprafetei |
Nr. (cod) suprafata |
|
Principala (functionala) |
S10, S12, S15, S16, S18 |
|
Tehnologica |
S2, S4, S5, S8, S9, S11, S13, S17 |
|
Libera |
S1, S3, S6, S7, S14,S19 |
Caracteristicile materialului piesei
Materialul piesei analizate este OLC45 .
Otelurile carbon de calitate sunt nealiate, obtinute printr-o elaborare ingrijita si cu un grad de purificare chimica ridicat.La aceste oteluri se garanteaza atat compozitia chimica cat si caracteristicile mecanice.Ele se folosesc in mod obijnuit ,tratate termic prin cementare sau imbunatatire ,in constructii mecanice supuse la solicitari mari.
Astfel conform standardului STAS 880-80 sunt evidentiate in tabelele 1.3.1, 1.3.2 si 1.3.3 principalele caracteristici ale materialului.
Tab. 1.3.1 Compozitia chimica
|
C[%] |
Mn[%] |
Si[%] |
P[%] |
S[%] |
Cr[%] |
Cu[%] |
Ni[%] |
As[%] |
|
Max0.04 |
Max0.04 |
Max0.3 |
Max0.3 |
Max0.3 |
Max0.3 |
Tab. 1.3.4 Caracteristicile mecanice
|
Starea |
Limita de curgere σc [kgf/mm2] |
Rezistenta la tractiune σt [kgf/mm2] |
Alungirea la rupere |
Gatuirea la rupere Z [%] |
Duritatea Brinell [max HB] Stare Stare laminata recoapta |
|
|
Normalizata |
36 |
62 |
18 |
35 | ||
|
Imbunatatita |
40 |
66 |
17 |
36 |
- |
- |
|
Recoacere de inmuiere |
Normalizare |
Revenire |
||||
|
[°C] |
Racire |
[°C] |
Racire |
[°C] |
Racire |
|
|
850 - 1100 |
Cuptor |
Aer |
Apa/ulei |
|||
|
Aer |
||||||
Tab. 1.3.5 Tratamente termice si termochimice
Otelurile carbon de calitate pot fi nu numai imbunatatite (calite si revenite la temperatura de imbunatatire), dar si tratate special, prin incalzirea rapida a zonei superficiale a otelurilor de apa sau ulei. De aceea, aceste oteluri se folosesc adesea pentru roti dintate, suprafete de alunecare, bolturi etc.
Din caracteristicile tehnologice ale materialului principalele sunt forjabilitatea, aschiabilitatea si calibillitatea.
Tehnologicitatea constructiei piesei
Analiza tehnologicitatii piesei se refera la conditiile de tehnologicitate impuse piesei de rolul functional si de procedeele de fabricare ale acesteia, si totodata cuprinde calculul unor indici absoluti de tehnologicitate, masa produsului si gradul de unificare a elementelor constructive.
Masa piesei
Volumul cilindrului I(r=76.1, h=20): VI=πr2h=363687.988 mm3;
Volumul cilindrului II(r=65, h=48): VII= r2h=636792 mm3;
Volumul cilindrului III(r=60, h=8): VIII= r2h=90432 mm3;
Volumul cilindrului IV(r=45, h=51): VIV= r2h=324283.5 mm3;
Volumul cilindrului V (r=52, h=25); VV= r2h=212264 mm3;
Volumul celor 6 gauri filetate M8 Vg(r=4, h=25):
VgII=6 πr2h=7536 mm3;
Volumul canalului de pana Vc:
Vc= abc=15.92*7.3*51=423.9 mm3.
Volumul piesei :
V = VI + VII + VIII -VIV - VV - Vg - Vc =540901.472 mm3;
Masa piesei finite:
m=V =540901.472*7.8= 4219031.4816* 10-6 Kg~4.2 Kg.
Avand in vedere faptul masa rezultata, se poate observa ca piesa este mica si deci se poate prelucra usor.
Gradul de unificare a elementelor constructive
Pentru fiecare tip de elemente geometrice, se inventariaza numarul elementelor cu dimensiuni diferite - ed si numarul total al elementelor - et, apoi se calculeaza gradul de unificare constructiva, le. Rezultatele obtinute sunt prezentate in tab. 1.4.1.
Tab. 1.4.1 Gradul de unificare constructiva
|
Tipul elementului constructiv |
Codul suprafetelor/nr. total elemente, et |
Codul suprafetelor /nr. elemente cu dim. diferite, ed |
Gradul de unificare constructiva λC = ed / et |
|
Suprafete cilindrice exterioare |
S3, S7, S10 / 3 |
S3, S7, S10 / 3 |
1 |
|
Suprafete cilindrice interioare |
S15, S16 / 2 |
S15, S16 / 2 |
1 |
|
Suprafete plan frontale |
S1, S5, S21, S14, S19 / 5 |
S1, S5, S21, S19 / 4 |
0.8 |
|
Gauri filetate |
S12 / 6 |
S12 / 1 |
0.166 |
|
Canal de pana |
S18 / 1 |
S18 / 1 |
1 |
|
Canale circulare |
S6 / 1 |
S6 / 1 |
1 |
|
Degajari |
S9, S20 / 2 |
S9, S20 / 2 |
1 |
|
Tesituri |
S2, S4, S8, S11, S13, S17 / 6 |
S2, S8 / 2 |
0.33 |
Se observa o tehnologicitate ridicata avand in vedere valorile scazute ale indicilor tehnico-economici, calculati in tabelul de mai sus. Astfel se observa printre altele ca :
Profilul exterior si interior se poate realiza usor prin strunjire;
Gaurile sunt accesibile, deci nu ridica probleme de gaurire;
Gaurile filetate prezinta o buna tehnologicitate.
Semifabricatul din care se poate obtine piesa
Piesa este executata din OLC 45, iar tipul productiei este de serie mijlocie. In legatura cu semifabricatul din care se poate obtine piesa se pot preciza urmatoarele:
acesta poate fi obtinut prin matritare pe prese (cu forma apropiata de piesa de realizat) sau prin matritare pe masina de forjat orizontala (la fel cu o forma apropiata de cea a piesei). Alegerea modului de obtinere a semifabricatului depinde de conditiile concrete existente in intreprinderea care executa piesa (si, eventual, de posibilii furnizori de semifabricate).
datorita diametrului suficient de mare al alezajului central ( 90) si al diametrului exterior maxim relativ mare ( 155), se justifica economic utilizarea unui semifabricatul matritat cu alezaj.
pentru realizarea semifabricatului matritat cu alezaj, piesa respecta conditiile de tehnologicitate impuse de procedeele de forjare in matrita.
Concordanta formei constructive cu posibilitatile de realizare
Rugozitatea generala prescrisa piesei este Ra = 6,3 mm, ceea ce impune prelucrarea prin aschiere a tuturor suprafetelor semifabricatului. De aceea, se vor avea in vedere conditiile de tehnologicitate impuse de procedeele de prelucrare prin aschiere.
Prelucrabilitatea prin aschiere a materialului OLC 45 este corespunzatoare (otelul OLC 45 fiind considerat material de referinta, in legatura cu prelucrabilitatea prin aschiere). Totusi, pentru obtinerea unei granulatii fine si uniforme, care favorizeaza prelucrarile prin aschiere, este recomandata realizarea unui tratament termic primar de normalizare sau inmuiere, indiferent de modul de obtinere al semifabricatului.
O grupare a suprafetelor pe tipuri de suprafete si procedeele aplicabile acestora este prezenta in tabelul 1.4.2.
Tab. 1.4.2 Gruparea suprafetelor pe tipuri de suprafete si procedee aplicabile acestora
|
Tip suprafata |
Nr. (cod) suprafata |
Procedee de prelucrare aplicabile tipului de suprafata |
Observatii privind respectarea conditiilor de tehnologicitate |
|
Cilindrica exterioara |
S3, S7 |
Strunjire |
Posibil de realizat |
|
Cilindrica interioara |
S15 |
Strunjire |
Posibil de realizat |
|
Plan frontala |
S1, S5, S14, S19 |
Strunjire |
Posibil de realizat |
|
Complexa canal de pana |
S18 |
Frezare |
Posibil de realizat |
|
Complexa degajare |
S6, S9 |
Strunjire |
Posibil de realizat |
|
Cilindrica interioara de tip filet |
S12 |
Gaurire, tesire, filetare |
Posibil de realizat |
|
Conica tesitura |
S2, S4, S11, S13, S17 |
Strunjire |
Posibil de realizat |
|
Cilindrica exterioara |
S10 |
Strunjire ,rectificare |
Posibil de realizat |
|
Clindrica interioara |
S16 |
Strunjire ,rectificare |
Posibil de realizat |
2. Proiectarea semifabricatului
2.1 Stabilirea metodelor si procedeelor de obtinere a semifabricatelor
Pentru productia de serie, procedura ce permite obtinerea piesei in cele mai avantajoase conditii tehnico-economice este de matritare. Aceasta procedura permite totodata obtinerea unui semifabricat cu o precizie mai ridicata, se asigura o structura mai omogena a metalului si deasemenea o calitate mai buna a suprafetelor.
Metoda folosita este de deformare plastica a materialului.
Un dezavantaj al folosirii matritelor este al costului ridicat al acestora, de aici utilizarea acestor proceduri in productia de serie mijlocie si chiar mare.
Astfel se pot folosi, avand in vedere complexitatea piesei, precizia nu foarte ridicata a piesei si dimensiunile acesteia , piesa fiind scurta, matritarea pe prese sau masini verticale de forjat sau matritarea pe masini de forjat orizontale.
Matritarea pe prese
La matritarea pe prese se asigura o precizie mai mare a pieselor matritate in suprafata de separare a matritelor, ceea ce permite reducerea adaosurilor de prelucrare si a tolerantelor acestora.
Piesele matritate pe prese se realizeaza cu consum mai mic de metal si energie.
O alta particularitate a acestei proceduri este ca se obtin inclinatii de matritare mai mici.
In figura 2.1.1 se for prezenta:
pozitia de elaborare;
planul de separatie;
adaosul de prelucrare;
adaosul tehnologic;
inclinatiile tehnologice;
razele de racordare.
Fig. 2.1.1 Schita semifabricatului matritat pe prese
Matritarea pe masini orizontale de forjat
Pe masinile de forjat orizontale se matriteaza, de obicei, piese simetrice cu sectiuni variabile de-a lungul axei lor, piese gaurite complet sau incomplet etc., prin refulare ai gaurire.
Printre avantajele folosirii acestor masini este acela ca datorita existentei a doua suprafete de separatie a matritelor se pot obtine piese cu brate foarte lungi, cu orificii patrunse, cu doua sau mai multe ingrosari, cu inclinari minime sau in unele cazuri fara inclinari.
La fel ca la matritarea pe prese se va prezenta desenul de semifabricat in care au fost stabilite aceleasi elemente.
Fig. 2.1.2 Schita semifabricatului matritat pe masina de forjat orizontala
Adoptarea adaosurilor totale de prelucrare
Matritarea pe prese
Din normative se vor adopta adaosurile de prelucrare si abaterile la matritarea pe prese, urmand a fi calculate dimensiunile semifabricatului obtinut prin acest procedeu, tab. 2.2.1. Deasemenea se vor adopta inclinatiile si razele de acordare, cele doua elemente constituind adaosul tehnologic, tab. 2.2.2.
Tab. 2.2.1 Adaosurile totale de prelucrare la matritarea pe prese
|
Suprafata Sk |
Dimensiunea suprafetei piesei |
Adaos total de prelucrare |
Abateri limita |
Dimensiunea suprafetei semifabricatului |
|
S1 |
79.98±1.3 |
|||
|
S2 |
+1.7 |
|||
|
S3 | ||||
|
S4 |
+1.2 |
|||
|
S5 | ||||
|
S6 |
+1.4 |
Tab. 2.2.2 Adaosurile tehnologice la matritarea pe prese
|
Raza de racordare exterior | |
|
Raza de racordare interior | |
|
Inclinatii tehnologice exterior | |
|
Inclinatii tehnologice interior |
Membrana piesei:
hm =0.45sqrt(d - 0.25·h - 5) + 0.6·sqrt(h) = 6.54 mm
hm = 6.54 mm
La matritarea pe prese, daca diametrul interior este mai mare de ... atunci se obtine o membrana, care ajuta piesa sa fie scoasa cu usurinta din matrita, inaltimea membranei este calculata mai sus.
Schita semifabricatului matritat pe prese este prezentata in figura 2.2.1.
Fig. 2.2.1 Semfabricatul matritat pe prese
Matritarea pe masina orizontala de forjat
La fel ca la matritarea pe prese se vor adopta adaosurile de prelucrarea, tab. 2.2.3 si adaosurile tehnologice,tab. 2.2.4, si se vor calcula implicit dimensiunile suprafetelor semifabricatului obtinut prin matritare pe masina orizontala de forjat, figura 2.2.2.
Tab. 2.2.3 Adaosurile totale de prelucrare la matritarea pe masini orizontale de forjat
|
Suprafata Sk |
Dimensiunea suprafetei piesei |
Adaos total de prelucrare |
Abateri limita |
Dimensiunea suprafetei semifabricatului |
|
S1 |
+2.0 |
|||
|
S2 | ||||
|
S3 |
+2.0 |
|||
|
S4 | ||||
|
S5 |
+1.4 |
|||
|
S6 |
Tab. 2.2.4 Adaosurile tehnologice la matritarea pe masini orizontale de forjat
|
Raza de racordare exterior | |
|
Raza de racordare interior | |
|
Inclinatii tehnologice exterior | |
|
Inclinatii tehnologice interior |
Fig. 2.2.4 Semifabricatul matritat pe masina de forjat universala
Adoptarea procedeului economic de realizare a semifabricatului
Compararea variantelor de semifabricat se va face pe baza unor criterii tehnico-economice, tabelul 2.3.1. Criteriile pe baza caruia se alege semifabricatul optim sunt:
Gradul de apropiere;
Precizia semifabricatului;
Costul semifabricatului.
Tab.2.3.1 Criterii de analiza
|
Criteriul |
Ponderea criteriului |
Tip semifabricat |
Note pe tip semifabricat |
Punctaj pe tip semifabricat |
||
|
M.V. |
M.F.O. |
M.V. |
M.F.O. |
|||
|
Gradul de apropiere al semifabricatului de piesa |
M.V. | |||||
|
M.F.O. |
||||||
|
Precizia semifabricatului |
M.V. | |||||
|
M.F.O. |
||||||
|
Costul semifabricatului |
M.V. | |||||
|
M.F.O. |
||||||
|
TOTAL PUNCTAJ PE SEMIFABRICAT | ||||||
Gradul de apropiere a semifabricatului de piesa se apreciaza pe baza volumului relativ de material indepartat, determinat cu ajutorul relatiei urmatoare :
Vr.material = [(Vsemifabricat - Vpiesa)/Vsemifabricat] ·100
Pentru semifabricatul matritat pe masina verticala de forjat:
Vsemifabricat =994753.4473 mm3
Vpiesa = 540901.472 mm3
Vr.material = 45.62%
Pentru semifabricatul matritat pe masina orizontala de forjat:
Vsemifabricat = 1043428.84 mm3
Vpiesa = 540901.472 mm3
Vr.material = 48.16%
Se va aprecia cele doua rezultate si se vor nota conform tabelului 2.3.2 :
Tab. 2.3.2
|
Volumul de material indepartat [%] |
Nota |
Precizia semifabricatul
Precizia semifabricatului se apreciaza in raport cu suprafata de precizie cea mai mare a piesei.
Rugozitatea semifabricatului : 12.5
Rugozitatea suprafetei de precizie cea mai mare a piesei:0.8
Notele se vor acorda conform tabelului urmator, tabelul 2.3.3:
Tab. 2.3.3
|
Diferenta intre treptele de precizie/rugozitate semifabricat - piesa |
>=11 |
||||
|
Nota acordata |
Costurile semifabricatului
Acest criteriu se refera la costurile legate de procedeul de obtinere a semifabricatului .
Notele acordate acestui criteriu sunt conform tabelului 2.3.4.
Tab. 2.3.4
|
Matoda de obtinere a semifabricatului |
Nota acordata |
|
Laminat la cald | |
|
Tras la rece | |
|
Matritat |
1 -3 (in functie de gradul de complexitate a semifabricatului) |
Prin analiza criteriilor de mai sus, din tabelul 2.3.1, rezulta ca procedeu economic de realizare a semifabricatului, cel prin matritare pe masina orizontala de forjat.
Stabilirea tratamentelor termice primare necesare
In timpul procesului de matritare si a celorlalte operatii ce se mai fac apar o serie de neajunsuri din punct de vedere structural. In scopul de a inlatura aceste neajunsuri, precum si de a crea conditii optime pentru prelucrarea prin aschiere,iar in unele cazuri pentru folosirea directa dupa matritare este necesar ca piesele matritate sa fie supuse unor tratamente termice corespunzatoare si anume de recoacere ,normalizare.
Recoacerea este tratamentul termic in care otelul este incalzit pana la o anumita temperatura, mentinut un anumit timp la aceasta temperatura si apoi racit lent.
Recoacerea se aplica pieselor matritate are ca scop principal inlaturarea tensiunilor interne care s-au format in timpul matritarii sau racirii si face piesa buna pentru prelucrarea prin aschiere.
Normalizarea este o operatie ce consta in incalzirea ca la recoacerea obijnuita (30-50°C) urmata insa de racire in aer. In acest fel se obtin piese cu structura asemanatoare ca la recoacerea obisnuita, insa in granulatie mai fina, deci cu caracteristici mecanice si posibilitati de prelucrare mai bune.
Prin urmare pentru piesa analizata cele doua tratamente termice sunt indicate, avand in vedere faptul ca tehnologia de prelucrare a acesteia este prin aschiere si datorita faptului ca materialul sau prevede aceste procedee. Deasemenea se mai are in vedere faptul ca piesa se obtine prin matritare pe masina orizontala de forjat, cele doua tratamente fiind indicate in cazul matritarii.
Desenul de executie a semifabricatului
Dupa parcurgerea subcapitolelor anterioare, se vor calcula dimensiunile semifabricatului prin metoda experimental statistica (cu precizarea abaterilor limita).
Pentru executarea desenului de executie al piesei se vor avea in vedere :
schita semifabricatului economic (figura 2.1.2);
dimensiunile semifabricatului si abaterile acestora (tabelele 2.2.3 si 2.2.4);
Desenul de executie al semifabricatului matritat pe masina de forjat orizontala se va realiza conform normelor de desen tehnic in viguare, pe aceasta trebuind sa fie evidentiate:
caracteristicile geometrice ale semifabricatului (de material si geometrice);
conditii tehnice prescrise (clasa de precizie, tratament termic, alte conditii);
Desenul de executie al semifabricatului matritat pe masina de forjat orizontala este prezentat in figura 2.5.1.
Fig. 2.5.1 Desenul de executie al semifabricatului
3. Proiectarea variantelor de proces tehnologic
3.1 Stabilirea metodelor si procedeelor de prelucrare a suprafetelor semifabricatului
Stabilirea etapelor si a procedeelor de prelucrare a unei suprafete a piesei se face, in general, in functie de mai multi factori, cum sunt:
caracteristicile geometrice prescrise suprafetei:
forma suprafetei,
precizia dimensionala, de forma si pozitie relative,
rugozitatea;
forma constructiva si dimensiunile piesei (semifabricatului);
volumul de productie (caracteristicile productiei);
mijloacele de productie disponibile;
cost de fabricatie impus.
Prelucrarea unei suprafete a piesei printr-o succesiune de prelucrari se poate face in mai multe
etape: degrosare, semifinisare, finisare sau superfinisare/netezire.
Analiza factorilor de mai sus presupune stabilirea metodelor si procedeelor de prelucrare a suprafetelor piesei, tabelul 3.1.1.
Tab. 3.1.1 Stabilirea metodelor si procedeelor de prelucrare a suprafetelor semifabricatului
|
Sk |
Forma/Caracteristici geometrice prescrise |
Varianta de succesiune |
Nr. Etape de prel. |
Succesiunea de prelucrari(i) |
||
|
Etapa 1 |
Etapa 2 |
Etapa 3 |
||||
|
S1 |
Plan frontala T13(IT= 460 μm) Ra=6,3 μm |
Strunjire degrosare T13(IT =460 μm) Ra=6,3 | ||||
|
S14 |
Plan frontala T13(IT= 460 μm ) Ra=1.6 μm |
Strunjire degrosare T13(IT=460 μm) Ra=1.6 |
Strunjire finisare T13(IT=460) Ra=1.6 | |||
|
S5 |
Plan frontala T13(IT=330 μm) Ra=6,3 μm |
Strunjire degrosare T13(IT=330) Ra=6,3 | ||||
|
S7 |
Cilindrica exterioara T7(IT=40 μm Ra=1,6 μm |
Strunjire degrosare T12(IT=400) Ra=6,3 |
Strunjire finisare T7(IT=40) Ra=1,6 | |||
|
S3 |
Cilindrica exterioara Ø152.2-0.5 T12(IT=400 μm) Ra=6,3 μm |
Strunjire degrosare T12(IT=400) Ra=6.3 | ||||
|
S10 |
Cilindrica exterioara T6(IT=25 μm Ra=0,8 μm |
Strunjire degrosare T12(IT=400) Ra=6,3 |
Strunjire finisare T9(IT=100) Ra=1,6 |
Rectificare degr. T T6(IT=25) Ra=0,8 |
||
|
S15 |
Cilindrica interioara T6(IT=22 μm Ra=0,8 μm |
Strunjire degrosare T12(IT=350) Ra=6,3 |
Strunjire finisare T9(IT=87) Ra=1,6 |
Rectificaredegr. T T6(IT=22) Ra=0,8 |
||
|
S16 |
Cilindrica interioara T12(IT=400 μm) Ra=6,3 μm |
Strunjire degrosare T12(IT=400);Ra=6.3 | ||||
|
S12 |
Gaura filetata de tip M8 T12(IT=150 μm) Ra=6,3 μm |
Gaurire T14(IT=360) Ra=12,5 |
Filetare cu tarod M8 T12(IT= 150) Ra=6,3 | |||
|
S6, S9 S19 |
Complexa degajare T12(IT=100 μm) Ra=6,3 μm |
Strunjire degrosare T12(IT=100) Ra=6,3 | ||||
|
S2, S4, S11,S13,S17 |
Conica tesitura 2x45 1x45 T12(IT=100 μm) Ra=6,3 μm |
Strunjire degrosare T12(IT= 100) Ra=6,3 | ||||
|
S18 |
Complexa canal de pana T9(IT= 43 μm Ra=6,3 μm |
Mortezare T9(IT=46) Ra= 6.3 | ||||
Principii generale de proiectare si restrictii specifice grupului din care face parte piesa
Avand in vedere forma si dimensiunile, piesa face parte din categoria pieselor de revolutie, iar ca tip este o piesa inel sau disc cu raportul dintre lungime si diametru mai mic decat patru.
Principiile generale de proiectare a proceselor tehnologice, rezultate din aplicarea criteriilor de proiectare, pot fi restranse la urmatoarele:
suprapunerea bazelor tehnologice cu bazele functionale
minimizarea numarului de scheme de orientare si fixare si a celui de orientari-fixari ale piesei
minimizarea numarului operatiilor din proces
unificarea constructiva a SDV-urilor
concentrarea sau diferentierea prelucrarilor
rationalizarea continutului primei operatii si a celor finale
prevederea corecta a operatiilor de tratamant termic
stabilirea rationala a operatiilor de control tehnic
prelucrarea suplimentara a suprafetelor tehnologice permanente
uniformizarea timpilor unitari ai operatiilor
Gruparea prelucrarii in operatii si stabilirea succesiunii operatiilor se bazeaza pe respectarea principiilor de proiectare a proceselor tehnologice si a anumitor restrictii (conditionari) de natura gaometrca, tehnologica si economica la care este supusa piesa (tabelul 3.2.1).
Tab. 3.2.1 Restrictii (conditionari) de natura geometrica, tehnologica si economica
|
Desenul de executie al piesei |
Conditia impusa |
Ordinea prelucrarilor |
|
Restrictii geometrice si dimensionale |
||
|
|
Coaxialitatea suprafetei cilindrice exterioare cu baza de referinta Bataia frontala a suprafetei frontale cu baza de referenta Perpendicularitatea suprafetelor plan frontale fata de axa piesei |
Suprafata cilindrica exterioara se prelucreaza in aceeasi orientare si fixare cu suprafata baza de referinta (universal cu bacuri) Deasemenea suprafata frontala se prelucreaza in aceeasi operatie cu baza de referinta |
|
Restrictii tehnologice |
||
|
|
Succesiunea etapelor de prelucrare Asociere tehnologica a suprafetelor cilindrice si plan frontale, exterioare si interioare, ce se prelucreaza cu acelasi tip de scula Protejarea varfului sculei de gaurit si filetat Asigurarea iesirii sculei de rectificat, prin realizarea degajarii 1 |
La piesele suficient de rigide, etapele de finisare pot fi realizate imediat dupa etapele de degrosare Suprafetele cilindrice exterioare si interoare se realizeaza cu acelasi tip de scula, in doua operatii, ciclurile fiind urmatoarele: degrosare contur; degrosare degajari; finisare. Degajarea 1 se prelucreaza pentru a realizea iesirea sculei de rectificat si pentru a protejarea acesteia. Gaura filetata se realizeaza astfel, fiind astfel protejat varful sculei de filetat : gaurire; tesire 3; filatare. Deasemenea etapa de gaurire se realizeaza dupa operatia de strunjire de degrosarea suprafetei plane frontale 2. |
|
|
Protejarea varfului sculei pentru realizarea canalului |
|
Stabilirea continutului si succesiunii operatiilor procesului tehnologic (in doua variante)
Vor fi prezentate in urmatoarele doua tabele, tabelul 3.3.1 si 3.3.2, variantele de structuri preliminari de proces tehnologic pentru piesa studiata.
Varianta 1
Tab. 3.3.1 Structura preliminara pentru varianta 1 de proces tehnologic
|
Numar operatie, denumire, schita |
Masina - unealta, scula, dispozitiv, verificator |
|
Operatia 10 - Strunjire I(strunjire dintr-o parte)
C1(T01): S14(D); S11(D); S10(D); S9(D); S7(D);S5(D); S4(D); S8(D) C2(T02): S13(D); S15(D) C3(T03): S6(D); S20(D) C4(T04): S14(F); S7(F); S10(F) C5(T05): S15(F) |
Masina- unealta :strung cu CN Scule : cutite de strung T MAX P T01 - cutit de strunjit exterior (degrosare) ; T02 - cutit de strunjit interior (degrosare) ; T03 - cutit pentru degajare exterioara (degajare). T04 - cutit de strunjit exterior (finisare) ; T05 - cutit de strunjit interior (finisare) ; Dispozitiv : universal cu trei bacuri Verificator : -pentru diametre calibre potcoava ; -pentru lungimi subler. Frecventa de masurare : 1/10 piese. |
|
Operatia 20 - Strunjire II(din cealalta parte)
C1(T01): S3(D); S2(D); S1(D) C2(T02): S17(D); S16(D) C3(T03): S20(D) |
Masina- unealta :strung cu CN Scule : cutite de strung T MAX P T01 - cutit de strunjit exterior (degrosare) ; T02 - cutit de strunjit interior (degrosare) ; T03 - cutit pentru degajare interioara (degrosare). Dispozitiv : universal cu trei bacuri Verificator : -pentru diametre calibre potcoava ; -pentru lungimi subler. Frecventa de masurare : 1/10 piese. |
|
Operatia 30 - Gaurire, tesire ,filetare
C1(T01): S12 - gaurire C2(T02): S12 - tesire C3(T03): S12 - filetare |
Masina- unealta : Masina de gaurit cu cap revolver GPR 45 CN Scule : T01 - burghiu elicoidal scurt Ø6.4 cu coada conica ; T02 - tesitor ; T03 - tarod M8. Dispozitiv : de gaurit indexabil Verificator : calibru tampon T-NT Ø6.4 ; -calibru pentru filet. Frecventa de masurare : 1/10 piese. |
|
Operatia 40 - Mortezare
|
Masina- unealta : Masina de mortezat Zeimerman Werhe Dispozitiv : universal cu trei bacuri Scule : cutit de mortezat Verificator :pentru adancime canal - calibru tampon Frecventa de masurare : 1/10 piese. |
|
Operatia 50 - Control tehnic intermediar |
Masa de control Se controleaza cotele : -suprafata plan frontala 75.98 -suprafata cilindrica exterioara Ø142 -gaurile filetate M8 |
|
Operatia 60 - Tratament termic |
Cuptor : Calire-revenire joasa. |
|
Operatia 70 - Rectificare exterioara si interioara
|
Masina - unealta : Masina de rectificat interior si exterior RPO 320CN Scule : corpuri abrazive cilindrice plane Dispozitiv : universal cu trei bacuri Verificator : -micrometru de interior cu valoarea diviziunii vernierului de 0.002 mm ; -rugozimetru. Frecventa de masurare: 1/10 piese. |
|
Operatia 80 - Control tehnic final
|
Banc de control cu dispozitive speciale Se controleaza cotele : -alezajul Ø90 -diametrul exterior Ø132 Rugozitatea alezajului si a diametrului exterior. |
Varianta 2
Tab. 3.3.2 Structura preliminara pentru varianta 2 de proces tehnologic
|
Numar operatie,denumire, schita |
Masina -unealta, scula, dispozitiv, verificator |
|
Operatia 10 - Strunjire I(strunjire dintr-o parte) Idem Operatia 10- varianta1 | |
|
Operatia 20 - Strunjire II(din cealalta parte) Idem Operatia 20 - varianta 1 | |
|
Operatia 30 - Gaurire, tesire
C1(T01) : S12 - gaurire C2(T02) : S12 - tesire |
Masina- unealta : Masina de gaurit cu coloana G25 Scule : burghiu elicoidal scurt Ø6.4 cu coada conica ; -tesitor. Dispozitiv : de gaurit indexabil Verificator : calibru tampon T-NT Ø6.4 ; -calibru pentru filete. Frecventa de masurare : 1/10 piese |
|
Operatia 40 - Filetare
|
Masina- unealta : Masina de gaurit cu coloana G25 Dispozitiv : special indexabil Scule : tarod M8 Verificator : calibru pentru filet Frecventa de masurare : 1/10 piese |
|
Operatia 50 - Brosare
|
Masina- unealta : Masina de brosat Dispozitiv : universal cu trei bacuri Scule : brosa Verificator : pentru adancime canal - calibru tampon Frecventa de masurare : 1/10 piese. |
|
Operatia 60 - Control tehnic intermediar Idem Operatia 50 - varianta 1 | |
|
Operatia 70 - Tratament termic Idem operatia 60 - varianta 1 | |
|
Operatia 80 - Rectificare exterioara si interioara Idem Operatia 70 - varianta 1 | |
|
Operatia 90 - Control tehnic final Idem Operatia 80 - varianta 1 |
Au fost analizate cele doua variante propuse de structuri preliminarii de proces tehnologic si a rezultat ca varianta optima prima varianta.
Putem enumera o serie de elemente care au condus la obtinerea acestei variante :
Prima varianta are mai putine operatii decat a doua si prin urmare ofera un proces tehnologic mai eficient, cu un numar redus de resurse ;
Fluxul pieselor este mai
Proiectarea primei variante de proces tehnologic
Unul dintre cele doua procese tehnologice de prelucrare a piesei, stabilite in capitolul precedent, va fi proiectat in detaliu (vor fi stabilite toate elementele necesare punerii in practica a tehnologiei).
4.1 Stabilirea adaosurilor de prelucrare si a dimensiunilor intermediare
Obiectivele acestei etape de proiectare este de a stabili adaosurile necesare prelucrarilor suprafetelor piesei si calculul dimensiunilor intermediare ale acestor suprafete.
Tab. 4.1 Adaosurile de prelucrare si dimensiunile intermediare ale suprafetei S14
|
Etapele de prelucrare a suprafetei S14 |
Adaosul total/intermediar pe raza [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai /As [mm] |
|||
|
Matritare (semifabricare) | |||||
|
Strunjire degrosare | |||||
|
Strunjire de finisare | |||||
Tab 4.2 adaosurile de prelucrare si dimensiunile intermediare ale suprafetei S7
|
Etapele de prelucrare a suprafetei S7 |
Adaosul total/intermediar pe raza [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai /As [mm] |
|||
|
Matritare (semifabricare) | |||||
|
Strunjire degrosare |
0 | ||||
|
Strunjire de finisare |
0 | ||||
Tab 4.3 adaosurile de prelucrare si dimensiunile intermediare ale suprafetei S10
|
Etapele de prelucrare a suprafetei S10 |
Adaosul total/intermediar pe raza [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai /As [mm] |
|||
|
Matritare (semifabricare) | |||||
|
Strunjire degrosare |
0 -0.4 | ||||
|
Strunjire de finisare |
0 -0.1 |
0 -0.1 |
|||
|
Rectificare |
0 -0.025 | ||||
Tab 4.4 adaosurile de prelucrare si dimensiunile intermediare ale suprafetei S15
|
Etapele de prelucrare a suprafetei S15 |
Adaosul total/intermediar pe raza [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai /As [mm] |
|||
|
Matritare (semifabricare) | |||||
|
Strunjire degrosare |
0 |
+ Ø87.1 |
|||
|
Strunjire de finisare |
0 |
0 |
|||
|
Rectificare |
+0.022 0 |
0 |
|||
Proiectarea operatiilor procesului tehnologic
Operatia 10 : Strunjire I (degrosare, finisare)
Obiectivul acestei etape este de a proiecta fiecare operatie a procesului tehnologic considerat.
Operatiile procesului tehnologic vor fi analizate si proiectate in ordinea din procesul tehnologic. Proiectarea detaliata a unei operatii consta in parcurgerea succesiva a urmatorilor pasi :
A. Intocmirea schitei operatiei
B. Precizarea fazelor de lucru ale operatiei
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
E. Determinarea valorilor parametrilor regimului de lucru
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
G. Elaborarea programului de comanda numerica
Intocmirea schitei operatiei
Intocmirea schitei operatiei pune in evidenta o serie de elemente, care ajuta la realizarea procesului de aschiere, prin care vor fi prelucrate suprafetele piesei (figura 4.2.1).
Figura 4.2.1 Schita operatiei 10 - Strunjire I
4.2.2 Precizarea fazelor de lucru ale operatiei
1. Ciclul 1 - Strunjire de degrosare exterioara:
1.1 Strunjire frontala de degrosare la cota 78.48 mm;
1.2 Tesire la 1x45°;
1.3 Strunjire cilindrica exterioara de degrosare la cota Ø133.25x8 mm;
1.4 Strunjire frontala de degrosare la cota 8 mm;
1.5 Tesire la 1x45°;
1.6 Strunjire cilindrica exterioara de degrosare la cota Ø143x50.48mm;
1.7 Tesire la 2x45°;
2. Ciclul 2 - Strunjire de degrosare interioara
2.1 Tesire la 1x45°;
2.2 Strunjire cilindrica interioara de degrosare la cota Ø87.275x53.48 mm;
3. Ciclul 3 - Strunjire degajari:
3.1 Strunjire degajare Ø132.45x2.5 mm;
3.2 Strunjire degajare Ø136x3 mm;
4. Ciclul 4 - Strunjire de finisare exterioara:
4.1 Strunjire frontala exterioara de finisare la cota 78.48mm;
4.2 Strunjire cilindrica exterioara de finisare la cota Ø132.45x8mm;
4.3 Strunjire cilindrica exterioara de finisare la cota Ø142x50.48mm;
5. Ciclul 5 - Strunjire interioara de finisare:
5.1 Strunjire cilindrica interioara de finisare la cota Ø89.6x53.48 mm;
Etapele de prelucrare enumerate mai sus pentru operatia strunjire I, sunt prezentate in tabelul 4.2.1 detaliat, printr-o schita in care sunt evidentiate traseul sculei, suprafetele care sunt prelucrate si deasemenea elementele ale programului cu comanda numerica (originea programului, originea sculei, punctele in care scula isi schimba parametri).
Tab.4.2.1. Schitele etapelor de prelucrare a operatiei 10 si programele pentru fiecare
|
Schita ciclului |
Punctele caracteristice/ coordonatele |
X |
Y |
||||
|
|
A1 | ||||||
|
B1 | |||||||
|
C1 | |||||||
|
D1 | |||||||
|
E1 | |||||||
|
F1 | |||||||
|
G1 | |||||||
|
H1 | |||||||
|
I1 | |||||||
|
NO1 G36XZ S800 T0101 M03 M06 N02 G00 G38 G29 G27 G96 X160Z80 S340F0.291R2 N03 X 85 Z 79 N04 G01 X 131.25 N05 X 133.25 Z 78 N06 Z 71 N07 X 141 N08 X 143 Z 70 N09 Z 22.5 N10 X 153.2 N11 X 157.2 Z 20.5 |
|||||||
|
|
J1 | ||||||
|
K1 | |||||||
|
L1 | |||||||
|
M1 | |||||||
|
N1 | |||||||
|
N12 G36XZ S800 T0202 M03 M06 N13 G00 G38 G29 G27 G96 X160Z80 S340F0.291R2 N14 X 89.275 Z 79.48 N15 G01 X 87.275 Z 77.48 N16 Z 24.75 N17 X 86.275 N18 G01 Z 79.48 |
|||||||
|
|
O1 | ||||||
|
P1 | |||||||
|
Q1 | |||||||
|
R1 | |||||||
|
S1 | |||||||
|
T1 | |||||||
|
N19 G36 XZ T0303 M06 N20 G00 G96 X144 Z22.5 .S189 F0.29 N21 G01 X 136 N22 G00 X144 N23 Z 23 N24 G01 X 136 N25 G00 X 144 Z 23 N26 Z 68 N27 G01 X 130 N28 G00 X 144 |
|||||||
|
|
U1 | ||||||
|
V1 | |||||||
|
W1 | |||||||
|
A11 | |||||||
|
B11 | |||||||
|
N29 G36 XZ T0404 M03 M06 N30 G00 G38 G29 G27 G91 G96 X160 Z80 S440 F0.11 R0.6 N31 X 86.275 Z 78.48 N32 G01 X 132.4 N33 G00 Z 77.48 N34 G01 Z 7 N35 G00 X 141.98 N36 G01 Z 9 N37 Z 46 |
|||||||
|
|
C11 | ||||||
|
D11 | |||||||
|
E11 | |||||||
|
F11 | |||||||
|
N38 G36 XZ T0505 M03 M06 N39 G00 G38 G29 G27 G96 X160 Z80 S438 F0.11 R1.25 N40 X 89.64 Z 79.48 N41 G01 X 24.75 N42 G00 X 88.64 N43 Z 79.48 N44 G36 XZ M02 S1558 T010 T0202 T0303 T0404 T0505 |
|||||||
4.2.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina-unealta: GT 400 Strung cu comanda numerica
Caracteristicile tehnologice:
Zona de lucru:
diametrul de trecere pe deasupra batiului.......mm...470
diamtrul de trecere pe deasupra saniei transversale...mm..310
distanta intre varfuri...............mm..755
cursa pe axa X-Z...............mm.230-650
Antrenarea principala:
Conul arborelui principal ..........DIN 55026...A2-6''
Diametrul interior de rulare .........mm.......110
Puterea motorului 100% ED ........kw.....15
Cuplajul maxim.............Nm.....293
Plaja de viteze...............m/min...20-4000
Papusa mobila:
Diametrul arborelui ............mm....95-135
Conul arborelui .............mm.....5
Forta de impingere a arborelui........N.......9200
Turela:
Nr. de scule fixe/rotative .................12/12
Diametrul cozii sculei VDI .........mm......40
Puterea sculei rotative ...........kw......4
Caracteristicile generale:
Greutatea .................kg......5000
Puterea .................KVA.......3
Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri;
Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din suport si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare);
Se va utilize pentru alegerea sculelor de strunjit, catalogul firmei SANDVIK COROMANT.
Pentru strunjirea exterioara cilindrica si plana, cutitul T01, si avand in vedere de asemenea adaosul de prelucrare este recomandat sa se utilizeze sistemul de prindere T-MAXP (placute cu geometrie negativa) fig.2, sistemul CoroTurn RC impunand o sectiune minima a suportului de 20x20 si nu poate fi montat in turela.
De la pagina A5 se va alege o placuta tip C80˚ ,adica o placuta rombica cu unghiul la varf de 80˚(fig.3).
Se va alege un suport de tip PCLNL ce poate lucra atat cu avans longitudinal cat si cu avans transversal, cu un unghi de atac de 95˚(pag. A116) cu placuta tip C (pag A57), fig.4.
Se va alege suportul tip PCLNL 16 16 H 09 care permite realizarea unei adancimi de aschiere ap= 3.5 mm ceea ce este suficient din punct de vedere al adaosului de prelucrare la degrosare.
Semnificatia codului suportului sculei de strunjit:
Tab.4.2.2.
|
Notatia |
Semnificatia |
|
P |
Fixare pe interior |
|
C |
Placuta rombica cu unghiul la varf de 80˚ |
|
L |
Unghiul de atac Kr= 95˚ |
|
N |
Unghiul de asezare constructiv al placutei = 0˚ |
|
L |
Directia de aschiere, spre stanga |
|
Inaltimea suportului, 16 mm |
|
|
16 |
Latimea suportului, 16 mm |
|
H |
Lungimea suportului, 100mm |
|
09 |
Dimensiunea caracteristica a placutei, 9 mm |
Se va alege tipul placutei si nuanta de carbura:
Nuanta de carbura recomandata este GC 4225(pag A382).
Placuta aleasa este CNMG 09 04 08-PR (pag A21).
Semnificatia codului placutei(pag. A16):
Tab.4.2.3
|
C |
Forma placutei, rombica cu unghiul la varf de 80° |
|
N |
Unghiul de asezare constructiv=0° |
|
M |
Clasa de toleranta |
|
G |
Tipul constructiv: cu alezaj central si canale de fragmentare pe ambele parti |
|
0.9 |
Dimensiunea caracteristica: 9.525 mm |
|
04 |
Grosimea placutei:4.76 mm |
|
04 |
Raza la varf:0.4 mm |
|
P |
Specificatia constructorului ISO P |
|
M |
Specificatia constructorului - degrosare |
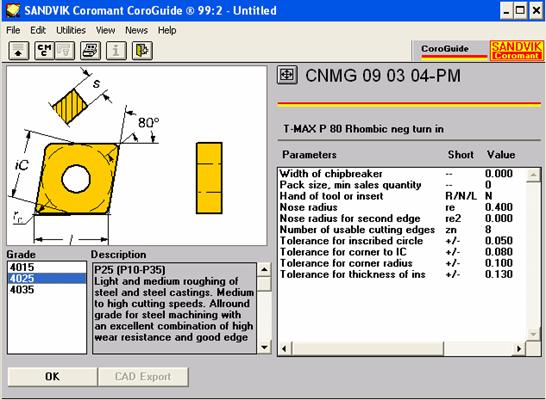
Fig. 4.2.2 Placuta pentru scula T01
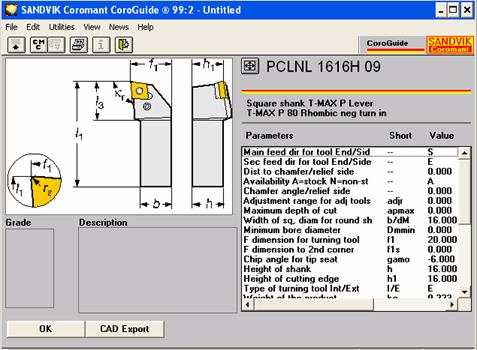
Fig. 4.2.3 Suportul cutitului T01
Cutitul T02:
Placuta: CNMG 09 04 04-PM, avand dimensiunea caracteristiaa de 9.525 mm si grosimea placutei de 4.76 mm.
Suport: PCLNL 16 16 H 09, cu dimensiunea caracteristica a placutei de 9.525 mm.
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P levier.
Cutitul T03:
Placuta: N123E2-0200-0002-GM, avand latimea de 2 mm,unghiul de atac de 0°, raza la varf de 0.4 mm si lungimea placutei de 19.2 mm.
Suport: RF123E15.
Sistemul de prindere: CoroCut 1 sau 2 arêtes ().
Nuanta de carbura: GC 1225.
Cutitul T04:
Placuta: VBMT 110204-UF, cu dimensiunea caracteristica de 6.35 mm, grosimea placutei de 2.38 mm si raza la varf de 0.4 mm.
Suport: SVJBL 1616 H11, cu dimensiunea caracteristica a placutei de 6.35 mm.
Nuanta de carbura; GC 4025.
Sistemul de prindere: T-MAX U-fixare cu surub.
Cutitul T05:
Placuta: VBMT 110204-UF.
Suport: SVQBL 1616 H11 B1, B1 semnifica grosimea placutei 02-2.38 mm.
Nuanta de carbura: GC 4025.
Sistemul de prindere: T-MAX U-fixare cu surub.
Verificatoare: subler cu valoarea diviziunii de 0.02 iar pentru diametre cu calibre potcoava.
4.2.4 Stabilirea metodei de reglare la dimensiuni a sistemului tehnologic
Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba.
4.2.5 Determinarea valorilor parametrilor regimului de lucru
Prin utilizarea softului oferit la dispozitie de firma Sandvik Coromant, si anume Coroguid, au fost calculati parametri regimului de aschiere a operatiei, tabelul 4.2.4 , tinandu-se cont pe rand de dimensiunile suprafetei, materialul piesei si de sculele folosite.
Tab.4.2.4 Valorile regimului de aschiere pentru fiecare etapa in parte
|
Etapa |
Caracteristicile sculei Sistemul de prindere |
Suprafata |
D [mm] |
t [mm] |
L [mm] |
Ra [μm] |
Tb [min] |
s [mm/ rot] |
Vc m/ min |
n rot/ min |
P kw |
|
I |
CNMG090304-PM4025 ; T-MAX P,lever |
S14 | |||||||||
|
S10 | |||||||||||
|
S7 | |||||||||||
|
II |
CNMG090304-PM4025 ; T-MAX P,lever |
S15 | |||||||||
|
III |
Placuta : N123-0200-0002-GM Suport: RF123E15 |
S6 | |||||||||
|
S9 | |||||||||||
|
IV |
VBMT 110404-PF GC 4025 T-MAX U -fixare cu surub |
S14 | |||||||||
|
S10 | |||||||||||
|
S7 | |||||||||||
|
V |
VBMT 110304-PF GC 4015 T-MAX U -fixare cu surub |
S15 |
Stabilirea componentelor ciclului de munca si determinarea normei de timp
Stabilirea componentelor ciclului de munca consta in definirea exacta a activitatilor pe care operatorul si sistemul tehnologic le au de realizat in vederea executarii operatiei (definirea elementelor procesului de munca). In acest scop trebuie cunoscute :
schita operatiei;
fazele operatiei si schitele ciclurilor de lucru (in cazul prelucrarii pe sisteme tehnologice comandate numeric);
caracteristicile elementelor sistemului tehnologic (masina-unealta, dispozitivul de orientare si fixare a piesei, sculele de prelucrare, verificatoarele utilizate);
metoda de reglare la dimensiune a sistemului tehnologic;
valorile parametrilor regimului de aschiere pentru fiecare faza/ciclu de lucru.
Pentru stabilirea elementelor componenete ale procesului de munca se intocmeste, mai intai, o schita a amenajarii locului de munca, fig. 4.2.5.
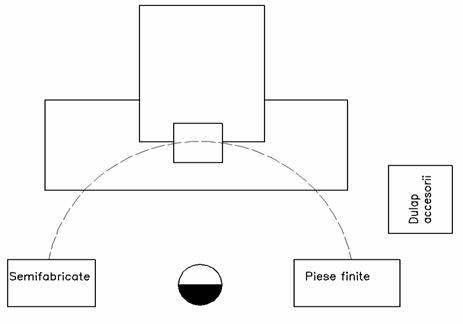
Figura 4.2.5 Elementele componente ale procesului de munca
Precizarea elementelor ciclului de munca si a elementelor din componenta normei de timp se concretizeaza in completarea unui formular specific, tabelul 4.2.5.
Tabelul 4.2.5
|
Denumire piesa |
Flansa |
Nr. si denumire operatie |
10, Strunjire contur |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Material piesa |
OLC 45 |
Masina-unealta |
Strung cu comanda numerica-GT400 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Nr. crt. |
Denumirea activitatii |
S.D.V. - urile utilizate |
Regim de aschiere |
Timpi [ cmin] |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
v |
f(s) |
n |
a(t) |
i |
vf |
L |
tb |
tam |
ta |
tma |
tf |
Apucare SF (din container) |
Dispozitiv: Universal cu trei bacuri Cutite de strung cu placuta- T-MAX P-lever Subler
cu vdiv = |
Orientare SF in dispozitiv |
Inchidere capac de protectie |
Pornire (apasare pe buton) |
Deplasare cu avans rapid a sculei |
Strunjire de degrosare contur ext. |
X |
X |
X |
X |
X |
X |
Revenire scula(avans rapid) |
Indexare turela |
Deplasare cu avans rapid a sculei |
Strunjire de degrosare contur int. |
X |
X |
X |
X |
X |
X |
Revenire scula(avans rapid) |
Indexare turela |
Deplasare cu avans rapid a sculei |
Prelucrare degajare |
X |
X |
X |
X |
X |
X |
Revenire scula(avans rapid) |
Indexare turela |
Strunjire finisare |
X |
X |
X |
X |
X |
X |
Revenire scula(avans rapid) |
Indexare turela |
Deplasare cu avans rapid a sculei |
Strunjire finissare |
X |
X |
X |
X |
X |
X |
Revenire scula(avans rapid) |
Ridicare capac de protectie |
Desprindere piesa din universal |
Curatare dispozitiv de aschii |
Depozitare piesa in container |
Control piesa(F=1/10) |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ciclograma operatiei |
Total categorii de timp [cmin] |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tma |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tf |
Timp de pregatire-incheiere, Tpi [min] |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tb | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ta |
Timp unitar, Tu [min] |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
44 59.5 339.6 382.6 Timpul unitar, [cmin] |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Numar de piese pe lot [buc] |
Durata executiei lotului de piese, [min] |
Elemetele normei de timp pe operatie sunt:
Se obtine Tu = 413.1[cmin/buc] =4.1 [min/buc].
TN = Tu + Tpi / N = 4.1 + 17/100 = 4.27 min/buc in care N reprezinta numarul de piesa din lot.
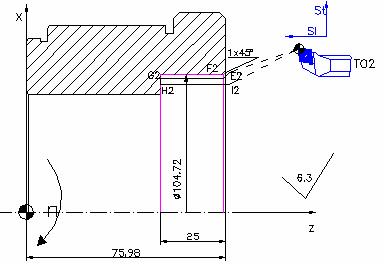
DN = Tpi + N · Tu = 17 + 100 ·4.1 = 427 min Elaborarea programului cu comanda numerica Programul cu comanda numerica se elaboreaza pe baza mai multor elemente cum sunt: punctele de schimbare a parametrilor de strunjire (coordonatele acestora) trecute in tabelul 4.2.1, acestea indicand traseul urmat de scula ; originea programului, indicat pe schita etapei respective; metoda de cotare, relativa sau absoluta. Elaborarea acestuia mai are in vedere parametri regimului de aschiere, calculati la 4.2.3, programul fiind trecut in tabelul 4.2.2: NO1 G36XZ S800 T0101 M03 M06 N02 G00 G38 G29 G27 G96 X160Z80 S340F0.291R2 N03 X 85 Z 79 N04 G01 X 131.25 N05 X 133.25 Z 78 N06 Z 71 N07 X 141 N08 X 143 Z 70 N09 Z 22.5 N10 X 153.2 N11 X 157.2 Z 20.5 N12 G36XZ S800 T0202 M03 M06 N13 G00 G38 G29 G27 G96 X160Z80 S340F0.291R2 N14 X 89.275 Z 79.48 N15 G01 X 87.275 Z 77.48 N16 Z 24.75 N17 X 86.275 N18 G01 Z 79.48 N19 G36 XZ T0303 M06 N20 G00 G96 X144 Z22.5 .S189 F0.29 N21 G01 X 136 N22 G00 X144 N23 Z 23 N24 G01 X 136 N25 G00 X 144 Z 23 N26 Z 68 N27 G01 X 130 N28 G00 X 144 N29 G36 XZ T0404 M03 M06 N30 G00 G38 G29 G27 G91 G96 X160 Z80 S440 F0.11 R0.6 N31 X 86.275 Z 78.48 N32 G01 X 132.4 N33 G00 Z 77.48 N34 G01 Z 7 N35 G00 X 141.98 N36 G01 Z 9 N37 Z 46 N38 G36 XZ T0505 M03 M06 N39 G00 G38 G29 G27 G96 X160 Z80 S438 F0.11 R1.25 N40 X 89.64 Z 79.48 N41 G01 X 24.75 N42 G00 X 88.64 N43 Z 79.48 N44 G36 XZ M02 S1558 T1010 T0202 T0303 T0404 T0505 ! Proiectarea operatiei nr.2 Operatia 20 : Strunjire II (degrosare) Intocmirea schitei operatiei Intocmirea schitei operatiei pune in evidenta o serie de elemente, care ajuta la realizarea procesului de aschiere, prin care vor fi prelucrate suprafetele piesei (figura 4.3.1).
Figura 4.3.1 Schita operatiei 20 - Strunjire II 4.3.2 Precizarea fazelor de lucru ale operatiei
1. Ciclul 1 - Strunjire de degrosare exterioara 1.1 Strunjire frontala de degrosare la cota 75.98 mm; 1.2 Tesire 2x45°; 1.3 Strunjire cilindrica exterioara de degrosare la cota Ø152.2 mm;
2. Ciclul 2 - Strunjire de degrosare interioara 2.1 Tesire 1x45°; 2.2 Strunjire cilindrica interioara de degrosare la cota Ø104.72 mm;
3. Ciclul 3 - Strunjire degajare 3.1 Strunjire degajare la cota 2x104.72 mm;
Etapele de prelucrare enumerate mai sus pentru operatia strunjire II, sunt prezentate in tabelul 4.3.1 detaliat, printr-o schita in care sunt evidentiate traseul sculei, suprafetele care sunt prelucrate si deasemenea elementele ale programului cu comanda numerica (originea programului, originea sculei, punctele in care scula isi schimba parametri). Tab.4.3.1 Schitele fiecarui ciclu al operatiei 20 si programele fiecaruia
4.3.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic Masina-unealta: GT 400 Strung cu comanda numerica (idem operatiei 10) Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri; Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din suport si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare); Cutitul T01: Placuta: CNMG 09 03 08-PM, avand dimensiunea caracteristica de 9.525 mm si grosimea placutei de 3.18 mm. Suport: PCLNL 16 16 H 09, cu dimensiunea caracteristica a placutei de 9.525 mm. Nuanta de carbura a placutei: GC 4025. Sistemul de prindere: T-MAX P levier. Cutitul T02: Placuta: CNMG 09 03 08-PM, avand dimensiunea caracteristica de 9.525 mm si grosimea placutei de 3.18 mm. Suport: PCLNL 16 16 H 09, cu dimensiunea caracteristica a placutei de 9.525 mm. Nuanta de carbura a placutei: GC 4025. Sistemul de prindere: T-MAX P levier. Cutitul T03: Placuta: N123E2-0200-0002-GM, avand latimea de 2 mm,unghiul de atac de 0°, raza la varf de 0.4 mm si lungimea placutei de 19.2 mm. Suport: RF123E15. Sistemul de prindere: CoroCut 1 sau 2 arêtes (). Nuanta de carbura: GC 1225. Verificatoare: subler cu valoarea diviziunii de 0,02 iar pentru diametre cu calibre potcoava. Stabilirea metodei de reglare la dimensiuni a sistemului tehnologic Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba. 4.3.5 Determinarea valorilor parametrilor regimului de lucru Prin utilizarea softului oferit la dispozitie de firma Sandvik Coromant, si anume Coroguid, au fost calculati parametri regimului de aschiere a operatiei, tabelul 4.3.2, tinandu-se cont pe rand de dimensiunile suprafetei, materialul piesei si de sculele folosite. Tab.4.3.2 Valorile parametrilor de aschiere pentru fiecare etapa
Stabilirea componentelor ciclului de munca si determinarea normei de timp Timpul de baza : Tb = (tb + ti) · 1.1 = [(37 + 10+ 8 + 1.8) + 4·2] · 1.1 = 71.28cmin tb -timpi de baza pentru fiecare faza a operatiei; ti - timpul de indexare. Timpul frecvential: Tf = 80 cmin - total Tf = 8 cmin Timpul auxiliar-manual: Ta = 97 cmin ( conform tabelului 4.2.5 de la operatia 10); Timpul de pregatire-incheiere: Tpi = 17 min/lot Timpul unitar (care se consuma identic pentru realizarea unei piese): Tu = Tb + Ta = 71.28 + 97+8 = 168.28 cmin/buc = 1.6 min/buc Norma de timp pe operttie: TN = Tu + Tpi/N = 1.6 + 17/100 = 1.77 min/buc Durata necesara execuaarii lotului de piese, DN: DN = Tpi + N · Tu = 17 + 100·1.6 = 177 min/lot Elaborarea programului cu comanda numerica Programul cu comanda numerica se elaboreaza pe baza mai multor elemente cum sunt: punctele de schimbare a parametrilor de strunjire (coordonatele acestora) trecute in tabelul 4.3.1, acestea indicand traseul urmat de scula ; originea programului, indicat pe schita etapei respective; metoda de cotare, relativa sau absoluta. Elaborarea acestuia mai are in vedere parametri regimului de aschiere, calculati la 4.3.3, programul fiind trecut in tabelul 4.3.1. NO1 G36XZ S800 T0101 M03 M06 N02 G00 G38 G29 G27 G96 X160Z80 S340 F0.29 R2 N03 X 100.22 Z 75.98 N04 G01 X 151.2 N05 X 152.2 Z 74.98 N06 Z 20 N07 G36XZ S800 T0202 M03 M06 N08 G00 G38 G29 G27 G91 G96 X160Z80 S340 F0.289 R1.25 N09 X 105.72 Z 75.98 N10 G01 X 104.72 Z 74.98 N11 Z 25 N12 G00 X 102.72 N13 Z 75.98 N14 G36 XZ T0303 M06 N15 G00 G96 X103.76 Z76 .S189 F0.29 N16 Z 25 N17 G01 X106 N18 G00 X 103.72 N19 Z 76 N20 G36 XZ M02 T0101 T0202 T0303 Proiectarea operatiei nr.3 Operatia 30 - Mortezare Intocmirea schitei operatiei Intocmirea schitei operatiei pune in evidenta o serie de elemente, care ajuta la realizarea procesului de aschiere, prin care vor fi prelucrate suprafetele piesei (figura 4.4.1.).
Figura 4.4.1 Schita operatiei 30 - Mortezare 4.4.2 Precizarea fazelor de lucru ale operatiei
4.4.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic Masina-unealta: Masina folosita este o masina de mortezat Zeimerman Werhe avand urmatoarele carcteristici:
Dispozitivul de orientare si fixare a piesei: mecanism autocentrant; Scule de prelucrare: Cutit de mortezat STAS 361-80 avand urmatoarele caracteristici: materialul sculei Rp3; sectiunea rotunda unghiul de asezare α = unghiul de degajare γ = Verificatoare: subler cu valoarea diviziunii de 0.02 mm. 4.4.4 Stabilirea metodei de reglare la dimensiuni a sistemului tehnologic Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba. 4.4.5 Determinarea valorilor parametrilor regimului de lucru Parametrii regimului de aschiere au fost adoptati din tabele [4] : adancimea de aschiere este egala cu latimea canalului: t = 15.95 mm; avansul , in mm/cursa dubla (tab. 9.101) s = durabilitatea sculei (tab. 9.107) Tec = viteza de aschiere, puterea, Stabilirea componentelor ciclului de munca si determinarea normei de timp Timpul de baza : Tb = 258 cmin Timpul mascat: Tf = 82 cmin Timpul auxiliar-manual: Ta = 67 cmin Timpul de pregatire-incheiere: Tpi = 12 min/lot Timpul unitar (care se consuma identic pentru realizarea unei piese): Tu = Tb + Ta = 258 + 67 = 325 cmin/buc = 3.2 min/buc Norma de timp pe operatie: TN = Tu + Tpi/N = 3.2 + 12/100 = 3.32 min/buc Durata necesara executarii lotului de piese, DN: DN = Tpi + N · Tu = 12 + 100·3.2 = 332 min/lot Proiectarea operatiei nr.4 Operatia 40 -Gaurire, tesire, filetare Intocmirea schitei operatiei Intocmirea schitei operatiei pune in evidenta o serie de elemente, care ajuta la realizarea procesului de aschiere, prin care vor fi prelucrate suprafetele piesei (figura 4.5.1.).
Figura 4.5.1 Schita operatiei 40 - Gaurire, tesire, filetare 4.5.2 Precizarea fazelor de lucru ale operatiei A. Orientarea si fixarea semifabricatului in dispozitiv; Gaurire la cota Ø6.4 mm; B. Indexare turela; Tesire la 1X45°; C. Indexare turela; Filetare cu tarod M8; D. Desprindere piesa din dispozitiv. Tab.4.5.1 Schitele fiecarui ciclu al operatiei 40 si programele acestora
4.5.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic Masina-unealta: Masina de gaurit cu comanda numerica GPR 45 CN: Diametrul maxim de gaurire in otel cu τr = 50.60 daN/mm......45 Cursa verticala a papusii .........mm........500 Cursa longitudinala a saniei .......mm.........420 Cursa transversala a mesei .........mm.........710 Suprafata utila a mesei .........mm........500x800 Nr. de locasuri de scule in capul revolver............6 Nr. treptei de turatii......................12 Domeniul turatiilor ............rot/min.......56..2500 Domeniul avansurilor(variabil continuu) ..mm/min......44000 Puterea motorului principal .........kw...........4 Masa masinii ..............kg..........5000 Dimensiunile de gabarit: Lungimea ...............mm.........2085 Latimea ...............mm.........1990 Inaltimea ..............mm..........2770 Accesorii: masa rotativa; dispozitiv de gaurire rapida; microscop de centrare; dispozitiv de prereglare a sculelor. Dispozitiv de orientare si fixare a piesei:dispozitiv special de gaurit . Sculele de prelucrare: sculele utilizate sunt: T01- burghiu elicoidal cu coada cilindrica, STAS 573-88, Ø6.4 cu lungimea partii active, l = 63 mm si lungimea totala L = 101 mm, realizat din otel rapid Rp3. Parametrii geometrici principali ai partii aschietoare a burghiului elicoidal sunt: unghiul la varf 2χ = 118°; unghiul de asezare α = 14°; unghiul de degajare γ = 25°; Durabilitatea recomandata este : T = 20 m. T02- adancitor conic (tesitor) cu unghiul la varf de 90° cu coada conica, STAS 1367/1-78, avand lungimea totala, L = 93 si lungimea partii active, l = 20, realizat din otel Rp3. Diametrul D = 16 iar diametrul d este de 3.2. T03- tarod de forma B, STAS 112/8-75, care are urmatorii parametrii geometrici si elemente constructive ale partii aschietoare a tarodului: con de atac: mediu, cu tais suplimentar inclinat, pentru gauri de trecere; lungimea conului de atac: 4P = 12 mm; diametrul nominal d = M8(M6.M30)=6.4 mm; numarul de dinti P = 3; tarod pentru : filet metric; diametrul minim al conului de atac d3 = d - 1.2P =6.4 - 3.6 = 2.8 mm; materialul de prelucrat : otel nealiat; rezistenta la rupere, Rm = pana la 400 N/mm2; unghiul de degajare: γp = 13˚ ±1˚. Verificatoare: calibre pentru filete. Stabilirea metodei de reglare la dimensiuni a sistemului tehnologic Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba. 4.5.5 Determinarea valorilor parametrilor regimului de lucru Pentru burghiul T01, Ø6.4: Tab.4.5.2 Valorile parametrilor regimului de aschiere pentru burghiul T03
Pentru tesire cu adancitor conic T04: avansul s = 0.4 mm/rot. Pentru tarodul T03: Tab.4.5.3 Valorile parametrilor regimului de aschiere pentru tarodul T05
Stabilirea componentelor ciclului de munca si determinarea normei de timp Stabilirea componentelor ciclului de munca consta in definirea exacta a activitatilor pe care operatorul si sistemul tehnologic le au de realizat in vederea executarii operatiei (definirea elementelor procesului de munca). In acest scop trebuie cunoscute : schita operatiei; fazele operatiei si schitele ciclurilor de lucru (in cazul prelucrarii pe sisteme tehnologice comandate numeric); caracteristicile elementelor sistemului tehnologic (masina-unealta, dispozitivul de orientare si fixare a piesei, sculele de prelucre, verificatoarele utilizate); metoda de reglare la dimensiune a sistemului tehnologic; valorile parametrilor regimului de aschiere pentru fiecare faza/ciclu de lucru. Pentru stabilirea elementelor componenete ale procesului de munca se intocmeste, mai intai, o schita a amenajarii locului de munca, fig. 4.
Figura 4.5.2 Organizarea locului de munca Precizarea elementelor ciclului de munca si a elementelor din componenta normei de timp se concretizeaza in completarea unui formular specific, tabelul 4.5.2. Tabelul 4.2.11
Elemetele normei de timp pe operatie sunt:
Se obtine Tu =320.4 cmin/buc =3.2 min/buc.
TN = Tu + Tpi / N = 3.2 + 8/100 = 3.28 min/buc in care N reprezinta numarul de piesa din lot.
DN = Tpi + N · Tu = 8 + 100·3.2 = 328 min/lot Elaborarea programului cu comanda numerica Programul cu comanda numerica se elaboreaza pe baza mai multor elemente cum sunt: punctele de schimbare a parametrilor de strunjire (coordonatele acestora) trecute in tabelul 4.5.1, acestea indicand traseul urmat de scula ; originea programului, indicat pe schita etapei respective; metoda de cotare, relativa sau absoluta. Elaborarea acestuia mai are in vedere parametri regimului de aschiere, calculati la 4.5.3, programul fiind trecut in tabelul 4.5.2. N01 G32 XYZ T01 M06 N02 G00 G91 G96 G43 D01 Z25 S12 M03 NO3 G81 X0 Y56.5 Z77 R77 F0.13 N04 X48.92 Y 28.25 N06 Y-28.25 N07 X 0 Z -56.5 N08 X -48.92 Z -28.25 N09 Z 28.25 N10 G32 XYZ T02 M06 N11 G00 G91 G96 G43 D02 Z74.98 S12 M03 N12 G81 X0 Y56.5 Z77 R77 F0.13 N13 X48.92 Y 28.25 N14 Y-28.25 N15 X 0 Z -56.5 N16 X -48.92 Z -28.25 N17 Z 28.25 N18 G32 XYZ T03 M06 N19 G00 G91 G96 G43 D03 Z20 S12 M03 N20 G84 X0 Y56.5 Z77 R77 F0.13 N21 X48.92 Y 28.25 N22 Y-28.25 N23 X 0 Z -56.5 N24 X -48.92 Z -28.25 N25 Z 28.25 N26 G80 M05 Proiectarea operatiei nr.5 Operatia 50 - Rectificare interiora si exteriora Intocmirea schitei operatiei Intocmirea schitei operatiei pune in evidenta o serie de elemente, care ajuta la realizarea procesului de aschiere, prin care vor fi prelucrate suprafetele piesei (figura 4.6.1).
Figura 4.6.1 Schita operatiei 50 - Rectificare interioara si exterioara Precizarea fazelor de lucru ale operatiei A. Orientarea si fixarea piesei in dispozitiv; Rectificare interioara la cota Ø90 mm; B. Indexare turela; Rectificare exterioara la cota Ø132 mm; C. Desprindere piesa din dispozitiv. Tab.4.6.1 Schitele fiecarui ciclu al operatiei 50 si programele fiecaruia
4.6.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic Masina-unealta: Masina de rectificat exterioar/interior cu comanda numerica RTG-100CNC Caracteristicile masinii de rectificat: Capacitate diametrul periferic maxim de rectificat .......mm....320 domeniul dimetrelor interioare ........mm...6-100 adancimea maxima de rectificat .........mm....100 distanta de la arboreal principal la partea inferioara.mm....1000 lungimea de Sistemul de control: control ...................FANUC 0i-TC Alte caracteristici: cursa axei x ...............mm.....400 avansul maxim pe axa x ............mm/min..10000 cresterea minima pe axa x ............mm....0.0001 rezolutia axei x pe scala liniara.........mm....0.0001 unghi axial .................s ...+15 - -5 metoda de prindere .................manual turatia ............... rot/min...0-10000 Masa masinii: cursele axelor Y,Z ..............mm...300 avansurile maxime pe axele Y, Z........mm/min...18000 lungimea de ................mm...0.0001 Alte caracteristici: pompa hidraulica cu motor ..............1HP2P lubrificator automat ..............l.....2 capacitatea rezervorului cu lichide de racire ....l.....300 filtru+separator de lichid de racire ..........l.....40 inaltimea rezervorului cu lichid de racire ......mm...480 greutatea masinii ..............kg......5000 Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri. Sculele de prelucrare: Sculele utilizate sunt corpuri abrazive cilindrice avand urmatoarele caracteristici: Corpul abraziv cilindric pentru prelucrarea suprafetei cilindrice interioare Ø90: 1 - 80X63X29 STAS 601/1 - 84 - 11A 36 L 7 V Tab. 4.6.2 Semnificatia codului corpului abraziv
Corpul abraziv cilindric pentru prelucrarea suprafetei cilindrice exterioare Ø132: 1 - 200X20X8 STAS 601/1 -84 - 11A 36 L 7 V Tab. 4.6.3 Semnificatia codului corpului abraziv
Verificatoare: micrometru de interior si extertior cu valoarea diviziunii vernierului de 0.002 si rugozimetru. 4.6.4 Stabilirea metodei de reglare la dimensiuni a sistemului tehnologic Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba. 4.6.5 Determinarea valorilor parametrilor regimului de lucru Corpul abraziv cilindric de rectificat suprafata interioara: Durabilitatea : Tec = 8 min; Tab. 4.6.4 Valorile parametrilor de aschiere pentru rectificarea cilindrica interioara
Corpul abraziv cilindric de rectificat suprafata exterioara: Durabilitatea : Tec = 5 min; Tab. 4.6.5 Valorile parametrilor de aschiere pentru rectificarea cilindrica exterioara
Stabilirea componentelor ciclului de munca si determinarea normei de timp Timpul de baza : Tb =( tb1 + tb2 + ti) · 1.1 =(26.1 + 7.6 + 5) 1.1 = 42.57 cmin Ttb1 - timpul de baza la rectificarea cilindrica exterioara; Ttb2 - timpul de baza la rectificarea cilindrica interioara; Timpul auxiliar-manual: Ta = 65 cmin (include timpul de apucare a semifabricatului,de pornire/oprire a masinii,de orientare/desprindere a semifabricatului, depozitare a semifabricatului, de curatare); Timpul de pregatire-incheiere: Tpi = 11 min/lot Timpul frecvential: Tf = 13 cmin(timpul de control al piesei); Timpul total pentru masurare: Tf = 13 · 10 = 130 cmin Timpul unitar (care se consuma identic pentru realizarea unei piese): Tu = Tb + Ta + Tf = 42.57+ 65 + 13 = 120.57 cmin/buc = 1.2 min/buc Norma de timp pe operatie: TN = Tu + Tpi/N = 1.2 + 11/100 = 1.31 min/buc Durata necesara executarii lotului piese, DN: DN = Tpi + N · Tu = 11 + 100·1.2 = 131 min/lot
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||