Rotile dintate din oteluri pentru carburare (carbonitrurare) fac parte din categoria celor greu si foarte greu solicitate (cutii de viteza ale autovehiculelor, avioanelor, navelor, masinilor unelte, etc.) si se executa din semifabricate forjate. Dupa forjare se aplica unul din urmatoarele tratamente termice preliminare: normalizare, normalizare urmata de revenire inalta, recoacere izoterma sau recoacere completa. Urmeaza operatiile de prelucrari mecanice care includ si pe aceea de danturare(de regula fara finisare). In continuare se trece la executarea tratamentului termochimic de carburare (carbonitrurare, cianurare) dupa care sunt posibile diferite variante de prelucrari tehnologice care depind de tipul si calitatea otelului, de caracterul fabricatiei, de modalitatea de finisare a danturii si de cerintele impuse miezului (tabelul 6.7).
Tratamentele termice preliminare aplicate semifabricatelor forjate (matritate) din oteluri pentru carburare vizeaza in principal asigurarea unei prelucrabilitati optime prin aschiere, din punctul de vedere al productivitatii (viteze mari de aschiere), durabilitatii sculelor si calitatii suprafetei.
Aceste oteluri au in stare de semifabricat o structura predominant feritica, constituent moale, plastic, care adera la taisul activ al sculei, marind fortele de aschiere, uzura sculei si inrautatind rugozitatea suprafetei. Cele mai mari dificultati apar la otelurile nealiate sau slab aliate (OLC10, OLC15, 15Cr9, 18MnCr11, 20TiMnCr12) si se micsoreaza o data cu cresterea continutului in carbon si a complexitatii alierii, care maresc proportia fazei de carburi in microstructura.
Pentru imbunatatirea prelucrabilitatii prin aschiere se va recurge la fragilizarea feritei si implicit la transformarea aschiilor de curgere in aschii de rupere si evitarea formarii depunerilor pe taisul sculei. La otelurile complex aliate apar si alte probleme determinate de cresterea calibilitatii si de aparitia unor constituenti structurali cu duritate mai ridicata. Pe langa compozitie si microstructura, capacitatea de prelucrare mai este influentata de tipul operatiei de aschiere. La otelurile carbon, slab si mediu aliate operatiile de degrosare se vor executa in stare normalizata, iar cele de finisare in stare imbunatatita, pe cand la otelurile cu grad de aliere mai ridicat, operatiile de degrosare se executa mai bine dupa normalizare cu revenire inalta, iar cele de finisare, dupa imbunatatire.
De asemenea, la otelurile slab sau mediu aliate se obtin rezultate bune daca se aplica tratamentul singular de recoacere izoterma. Acesta consta dintr-o austenitizare la temperaturi ridicate (960-1000 C) (pentru cresterea granulatiei si a gradului de omogenizare a austenitei) urmata de o racire brusca pana la temperatura de mentinere izoterma, apoi o mentinere timp de (1-2)h la aceasta temperatura si o racire ulterioara in aer. Temperatura si durata de descompunere izoterma a austenitei se stabilesc din diagrama de transformare izoterma a otelului considerat astfel incat din austenita subracita sa se obtina o structura de perlita predominant lamelara. La otelurile complex aliate cu calibilitate ridicata, tratamentul de recoacere izoterma nu poate fi aplicat din cauza duratelor exagerat de lungi necesare obtinerii unor structuri ferito-perlitice usor prelucrabile prin aschiere. In astfel de cazuri se recomanda aplicarea fie a unei normalizari urmata de revenire inalta, fie a unei imbunatatiri, ambele tratamente conducand la globulizarea structurii.
|
Tabelul 6.7 Variante tehnologice de executie a rotilor din oteluri pentru carburare |
||||||
|
Oteluri nealiate: OLC10, OLC15 |
Oteluri aliate fara Ni sau cu continut redus in Ni: 15Cr9, 18MnCr11, 20TiMnCr12, 18MoCrNi06, 18MoCrNi13 |
Oteluri aliate cu Ni ridicat: 13CrNi30, 13CrNi35 |
||||
|
Forjare (Matritare). Tratamentul termic preliminar. Prelucrari mecanice (inclusiv danturarea). Carburarea. |
||||||
|
Varianta I |
Varianta II |
Varianta I |
Varianta II |
Varianta III |
Varianta IV |
Normalizare sau calire miez (I) |
|
Normali-zare sau calire miez |
Prelu-crari mecani-ce |
Prelu-crari mecani-ce |
Recoacere |
Calire miez |
Calire directa |
Recoacere intermediara |
|
Prelucrari mecanice |
Calire |
Calire |
Prelucrari mecanice |
Recoa-cere |
Revenire joasa |
Prelucrari mecanice |
|
Calire strat |
Reveni-re joasa |
Reveni-re joasa |
Calire |
Prelucrari mecanice* |
(Rectificare dantura) |
Calire strat** |
|
Revenire joasa |
(Rectifi-care dantura) |
(Rectifi-care dantura) |
Revenire joasa |
Calire strat |
Revenire joasa |
|
|
Rectifica-re dantura |
(Rectifica-re dantura) |
Reveni-re joasa |
(Rectificare dantura) |
|||
|
(Rectifi-care dantura) | ||||||
|
Observatii: Daca la aceste prelucrari mecanice s-a finisat si dantura prin severuire, nu mai este necesara operatia ulterioara de rectificare a danturii. Aceasta operatie de calire finala se poate executa si in varianta calirii termale (in bai de mentinere izoterma). |
||||||
In tabelul 6.8 sunt prezentate tratamentele termice preliminare care se recomanda a fi aplicate semifabricatelor forjate (matritate) din oteluri pentru carburare destinate executiei rotilor dintate.
|
Tabelul 6.8 Tratamente termice preliminare recomandate otelurilor de carburare pentru roti dintate |
||||
|
Marca de otel |
Tratament termic recomandat |
Tinc si mediul de racire |
Duritatea HB, daN/mm2 |
Observatii |
|
OLC10, OLC15 |
Normalizare |
C/aer sau apa |
Racirea in apa se face pentru operatiile de finisare |
|
|
15Cr9 |
Normalizare |
C/aer | ||
|
17MnCr10 18MnCr11 20MnCr12 |
Normalizare |
C/aer | ||
|
20TiMnCr12 |
Normalizare |
C/aer |
Pentru operatii de degrosare |
|
|
28TiMnCr12 |
Normalizare + revenire inalta |
C/aer + 650-670 C/aer |
Pentru operatii de finisare |
|
|
Recoacere izoterma |
C/600-650 C/aer |
Tratament singular |
||
|
21MoMnCr12 18MoCrNi06 |
Normalizare + revenire inalta |
C/aer + 650-700 C/aer |
Pentru operatii de degrosare |
|
|
17MoCrNi14 17CrNi16 |
Imbunatatire |
C/ulei + 650-670 C/aer |
Pentru operatii de finisare |
|
|
18CrNi20 20MnCrSi11 |
Recoacere izoterma |
C/600-650 C/aer |
Tratament singular |
|
|
13CrNi30 13CrNi35 20MoNi35 |
Normalizare + revenire inalta |
C/aer + 650-700 C/aer | ||
Carburarea rotilor dintate se realizeaza in medii solide sau gazoase, in functie de conditiile de dotare si de seria de fabricatie.
Astfel, pentru productia de unicate si de serie mica se recomanda carburarea in mediu solid, constituit din 70-90 carbon sub forma de carbune din lemn de mesteacan, 10-30 substante activatoare BaCO3, Na2CO3, Ba(CH3COO)2 si 3-5 CaCO3 (aceasta ultima substanta impiedica sinterizarea particulelor in timpul procesului. Amestecurile mai bogate in carbonat se folosesc la otelurile carbon si slab aliate fara nichel, iar cele cu mai putin carbonat la otelurile complex aliate si cu grad de aliere mai ridicat.
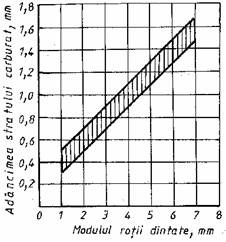
Temperatura procesului de tratament se recomanda a fi cuprinsa intre 900-930 C, iar durata de mentinere este functie de adancimea stratului care, la randul sau depinde de modulul rotii dintate (figura 6.15).
Datele prezentate in aceasta figura se refera la stratul final. Daca in urma carburarii se mai executa prelucrari ale danturii (rectificare, severuire) va trebui sa se tina seama si de adaosul de prelucrare, cu valori de 0,2-0,4mm. Tinand seama de dimensiunea minima a cutiei de carburare si de adancimea stratului, durata totala a carburarii la 910-930 C poate fi stabilita din tabelul 6.9.
|
Figura 6. 15 Selectia adancimii de carburare in functie de modulul rotii dintate. |
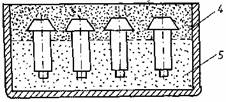
Rotile dintate impreuna cu mediul de carburare si cu o proba martor (pentru controlul calitatii stratului carburat) se inchid etans in cutii executate din otel inoxidabil, in asa fel incat intre ele sa se lase distante convenabile (10-20mm) pentru circulatia gazelor rezultate din reactiile specifice procesului.
Dupa finalizarea operatiei de carburare este recomandabil ca racirea cutiilor sa se faca in aer (eventual chiar cu jet de aer comprimat), atat pentru a se scurta durata de ocupare a cuptorului cat si pentru a se atenua tendinta de formare a retelelor de carburi in stratul de suprafata.
|
Tabelul 6.9 Durata totala de carburare la 910-930 C |
||||
|
Dimensiunea minima a cutiei, in mm |
Durata totala a carburarii, in ore, pentru adancimea de strat, in mm |
|||
|
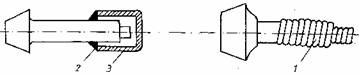
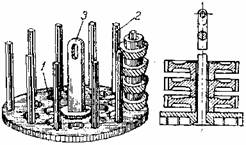
Figura 6. 16 Metode de protectie a suprafetelor pinioanelor care nu trebuie carburate in productia de unicate si serie mica: 1 - snur de azbest; 2 - argila; 3 - teaca metalica; 4 - amestec de carburare; 5 - nisip. |
Protejarea portiunilor din piesa care nu trebuiesc carburate se face prin diverse metode. Astfel, in productia de unicate si serie mica se lasa de obicei un adaos de prelucrare A=2 d, mm (d fiind adancimea stratului carburat), care va fi indepartat la prelucrarile mecanice ulterioare. De asemenea, se pot utiliza teci metalice etansate cu argila, snur de azbest sau nisip (figura 6.16). In cazul productiei de serie mare si de masa, protectia se face prin ungere cu paste de protectie sau prin cuprare electrolitica.
Carburarea in mediu gazos are cea mai larga aplicabilitate practica, indeosebi la productia de serie si de masa. Ea se poate realiza fie in gaz metan brut de la reteaua industriala, fie in atmosfera controlata (92-95 endogaz si 5-8 metan sau propan), fie in gaze de piroliza a hidrocarburilor lichide.
|
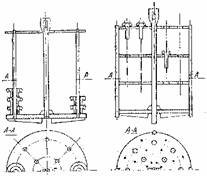
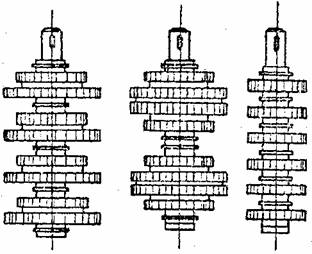
Figura 6. 17 Dispozitive de incarcare a rotilor dintate in cuptoare verticale de carburare. |
Pentru carburarea in gaz natural rotile dintate asezate in dispozitive (figura 6.17) se introduc in cuptorul incalzit la temperatura procesului. Debitul optim de gaz depinde de suprafata de carburare si de volumul incintei, putandu-se alege conform datelor din tabelul 6.10.
|
Tabelul 6.10 Debitul de gaz la carburarea in mediu gazos |
|||
|
Volumul spatiului de carburare, m3 |
Consumul de gaz la carburare, m3/h |
||
|
In perioada de incalzire |
In perioada de mentinere |
In perioada de racire |
|
Ca regula generala se recomanda corelarea debitului de gaz cu suprafata totala de carburare a pieselor din spatiul de lucru, considerand ca in perioada de mentinere este necesar un consum specific de 0,35-0,40Nm3 gaz de carburare/h m2 de suprafata carburata. Pentru calculul suprafetei de carburare la rotile dintate se va tine seama de toate suprafetele expuse imbogatirii in carbon. Suprafata danturii va fi aproximata cu relatia: Scarb 7,6bmz in care: b este latimea dintelui, m - modulul si z - numarul de dinti. In general, temperatura procesului de carburare este cuprinsa intre 920 si 940 C, iar durata de mentinere este mai scurta decat la cea in mediu solid deoarece viteza de carburare este mai mare. Din tabelul 6.11 se pot aprecia valorile vitezei de carburare in functie de adancimea de strat si temperatura de lucru.
Raportul dintre adancimea stratului carburat (figura 6.15) si viteza medie de carburare (tabelul 6.11) permite aproximarea duratei de carburare.
|
Tabelul 6.11 Viteza medie de carburare in gaz natural |
|||||
|
Adancimea stratului, mm |
Viteza de carburare, mm/h, la temperatura |
||||
|
C |
C |
C |
C |
C |
|
|
<0,50 | |||||
Racirea dupa carburare in gaz natural se face de regula in gropi de racire sau in aer, iar in cazuri speciale in bai de calire.
Tratamentul termochimic de carbonitrurare se aplica aproape in exclusivitate la rotile dintate din oteluri aliate care pun mai bine in evidenta avantajele acestui procedeu: viteza mai mare de imbogatire respectiv durate mai mici de mentinere, calibilitate mai ridicata a stratului fapt care justifica necesitatea unor straturi mai subtiri si o durabilitate sporita in exploatare ca urmare a prezentei carbonitrurilor in strat.
Adancimea de carbonitrurare la rotile dintate este de circa 1,5 ori mai mica decat la carburarea propriu-zisa (in medie 0,50-0,70mm fata de 0,80-1,00mm).
Trebuie subliniat ca acest procedeu nu ofera avantaje deosebite fata de carburare la straturi cu adancimi mai mari de 0,70-0,80mm si de aceea el se aplica numai rotilor dintate de module mici care obisnuit se carbureaza pe adancimi de 0,80-1,10mm.
Atmosferele de carbonitrurare se pot obtine pe trei cai distincte:
prin adaos de (3-10) amoniac la gazul natural;
prin adaos de (3-10) amoniac la atmosfera carburanta formata din endogaz + gaz natural;
prin picurare de hidrocarburi lichide si adaos de amoniac.
La otelurile cu calibilitate proprie ridicata care conserva o cantitate mare de austenita reziduala in urma calirii, se va lucra cu o proportie mica de amoniac in amestecul gazos, iar temperatura de carbonitrurare va fi de 820-840 C. Rotile dintate executate din oteluri slab aliate fara nichel sau cu continut redus in nichel se vor carbonitrura la 840-860 C.
Avandu-se in vedere necesitatea unor straturi relativ subtiri si viteza de carbonitrurare relativ ridicata (0,15-0,20mm/h) dupa atingerea temperaturii de lucru, durata totala a procesului se reduce la 2-4h, in functie de adancimea impusa pentru strat.
Cercetarile au aratat ca in stratul carbonitrurat - calit - revenit jos, continutul in carbon trebuie sa fie de 0,60-0,85 , iar cel de azot se determina din relatia ( C+ N)optim=1,00-1,20 . La otelurile aliate cu molibden (19MoCr11, 21MoMnCr11) se admit si continuturi mai mari, respectiv Coptim=0,70-1,00 si ( C+ N)=1,25-1,60
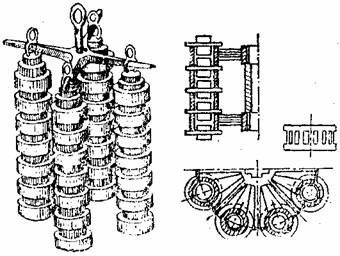
Tratamentul termochimic de cianurare se recomanda a fi aplicat rotilor dintate cu modul mic din oteluri aliate cu continut scazut in carbon. Rotile dintate se supun cianurarii in stare finisata, protejand suprafetele care nu trebuie imbogatite in C si N prin cuprare (30-50mm). Inainte de cianurare piesele degresate si decapate vor fi preincalzite la 400-500 C. O baie de saruri recomandata contine 25 NaCN, 40 Na2CO3 si 35 NaCl. Temperatura de lucru este cuprinsa intre 820-860 C, iar durata de mentinere intre 1-2h, pentru obtinerea unei adancimi de strat de 0,15-0,40mm. Rotile dintate se introduc in baia de cianurare suspendate pe dispozitive corespunzatoare si cu bucse distantoare care sa permita expunerea danturii la actiunea baii topite si o manevrare usoara in cursul tratamentului termochimic (figura 6.18). De la temperatura de cianurare se aplica o calire directa urmata de o revenire joasa la 180-200 C obtinandu-se duritati de 58-62HRC.
Tratamentele termice finale aplicate rotilor dintate carburate (carbonitrurate) precum si influenta pe care o au asupra structurii si proprietatilor stratului si miezului se prezinta sintetic in tabelul 6.12.
Pentru stabilirea temperaturilor optime de tratament este necesara cunoasterea punctelor critice de transformare (tabelul 6.13).
Selectia uneia din variantele tehnologice de tratament termic final are in vedere otelul folosit la executia rotii dintate (prin calibilitatea miezului si a stratului), forma si dimensiunile acesteia, precum si pozitia tratamentului termochimic in succesiunea operatiilor tehnologice de prelucrare.
|
Figura 6. 18 Dispozitive pentru suspendarea rotilor dintate in baia de cianurare. |
|
Tabelul 6.13 Punctele critice de transformare ale unor oteluri pentru carburare |
|||||||||||
|
Marca de |
Puncte critice pentru miez, C |
Puncte critice pentru strat, C* |
|||||||||
|
otel |
Ac1 |
Ar1 |
Ac3 |
Ar3 |
Ms |
Mf |
Ac1 |
Ar1 |
Acm |
Ms |
Mf |
|
OLC10 | |||||||||||
|
OLC15 | |||||||||||
|
15Cr9 | |||||||||||
|
17MnCr10 | |||||||||||
|
18MnCr11 | |||||||||||
|
21MoMnCr12 | |||||||||||
|
20TiMnCr12 | |||||||||||
|
28TiMnCr12 | |||||||||||
|
17CrNi16 | |||||||||||
|
18MoCrNi06 | |||||||||||
|
17MoCrNi14 | |||||||||||
|
13CrNi30 | |||||||||||
|
13CrNi35 | |||||||||||
|
S-a considerat ca continutul in C al suprafetei carburate este de 0,90 |
|||||||||||
|
Tabelul 6.12 Tratamente termice ulterioare carburarii (carbonitrurarii) rotilor dintate |
Recomandari pentru aplicare |
Numai la roti dintate de dimensiuni mici si forme simple supuse unor solicitari dinamice reduse |
Roti dintate cu geometrie simpla si avand dimensiuni mici, care sunt executate din oteluri slab aliate cu granulatie controlata si care nu se mai supun unor prelucrari mecanice ulterioare (roti severuite). Aplicabile cu precadere dupa carbonitrurare sau cianurare. |
||
|
Deformatii la calire |
Medii spre mari |
Medii spre mici, in functie de proportia de austenita reziduala |
Mici |
||
|
Influente asupra miezului |
Scazuta |
Scazuta |
Scazuta (la granulatie mare) sau satisfacatoare (la granulatie medie) |
Ridicata, la granulatie fina a miezului si scazuta la granulatie mare. |
|
|
Scazuta |
Scazuta |
Satisfaca-toare |
Satisfaca-toare |
||
|
Nu se modifica |
Nu se modifica |
Nu se modifica |
Nu se modifica |
||
|
Influente asupra stratului |
Rezistenta mecanica |
Scazuta |
Satisfa-catoare |
Ridicata ca urmare a starii de tensiuni interne foarte convena-bile |
|
|
Austenita reziduala |
Multa |
Putina |
Putina |
||
|
Starea carburilor |
Dizolvate |
Dizolvate sau partial precipita-te conve-nabil |
Dizolvate sau partial precipita-te conve-nabil |
||
|
Tipul tratamentului termic final |
Calire directa cu racire continua de la temperatura de carburare |
Calire directa cu preracire la 800-820 C si apoi continuata in apa (otel nealiat) sau ulei (otel aliat) |
Calire directa cu preracire la 800-820 C si apoi racire termala in bai de saruri sau ulei cald |
||
|
Tabelul 6.12 (continuare) Tratamente termice ulterioare carburarii (carbonitrurarii) rotilor dintate |
Recomandari pentru aplicare |
Roti dintate din oteluri slab aliate, la care finisarea prin severuire se face dupa carburare sau carbo-nitrurare, dar fara alte prelucrari mecanice |
Ca la tratamentul anterior, dar cand sunt necesare si alte prelucrari mecanice in afara finisarii danturii. Aplicabil numai dupa danturare. |
Roti dintate executate din oteluri aliate complex. Se aplica numai dupa carburare. |
|
|
Defor-matii la calire |
Medii. Reduse, dupa calire termala |
Medii. Reduse, dupa calire termala |
Mari |
||
|
Influente asupra miezului |
Scazuta |
Ridicata, la granulatie fina si scazuta la granulatie mare |
Ridicata, la granulatie fina si scazuta la granulatie mare |
Ridicata |
|
|
Scazuta |
Satisfaca-toare |
Satisfaca-toare |
Ridicata |
||
|
Nu se modifica |
Partial finisata |
Partial finisata |
Finisata |
||
|
Influente asupra stratului |
Rezistenta mecanica |
Satisfacatoare. Ridicata in varianta calirii termale |
Buna. Ridicata in varianta calirii termale |
Buna, in special la aplicarea calirii termale |
|
|
Austenita reziduala |
Medie |
Putina |
Medie spre redusa, in functie de %C in strat si de gradul de aliere al otelului |
||
|
Starea carburilor |
Precipita-te conve-nabil |
Precipita-te conve-nabil |
Precipita-te conve-nabil |
||
|
Tipul tratamentului termic final |
Calire simpla fara recoacere subcritica (revenire inalta) prealabila |
Calire simpla cu recoacere subcritica (revenire inalta) prealabila |
Calire dubla cu recoacere subcritica (revenire inalta) intermediara |
||
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |