Tragerea materialului metalic
1. Unele aspecte tehnice ale tragerii
Tragerea este procedeul de prelucrare prin deformare plastica care se efectueaza prin tragerea materialului metalic printr-o scula numita filiera. Materialele metalice care se preteaza la prelucrarea cu acest procedeu sunt materiale feroase si neferoase care prezinta o ductibilitate corespunzatoare. Semifabricatele de la care se pleaca au fost obtinute prin laminare sau extrudare si au forma de bare sau tevi, iar produsele care se obtin sunt: barele, tevile si sinele trase.
Tragerea este utilizata pentru obtinerea sarmelor de la 0,0086 mm diametru, a tevilor de la 1360 mm si a barelor de la 0,110 mm. Aceste produse exceleaza prin calitate foarte buna a suprafetelor, prin dimensiuni de precizie ridicata si prin gradul de tensionare si durificare a suprafetelor produselor.
Filiera (fig. 1.35) prezinta patru suprafete tehnologice: 1 zona de intrare; 2 zona de lucru; 3 zona de rezemare; 4 zona de iesire. Zona de intrare are drept scop ungerea suprafetei semifabricatului, de introducere a lubrifiantului in zona de lucru si de protejare a muchiei de atac a filierei. Zona de lucru, de cativa milimetri lungime, asigura producerea deformatiei plastice la dimensiunea minima a filierei si a formei sectiunii materialului. Zona a treia asigura rezemarea materialului deformat si finiseaza dimensional. Zona 4 previne spargerea sau fisurarea filierei in zona de iesire a materialului.
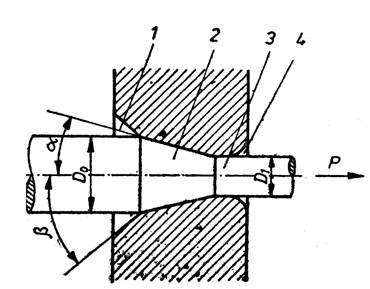
Fig. 1.35. Tragerea
Filierele se confectioneaza din otel de scule, carburi metalice, carburi ceramice si diamant, iar suprafetele interioare sunt slefuite.
Tragerea tevilor poate fi efectuata pentru reducerea sau pentru marirea dimensiunilor. Reducerea dimensiunilor sectiunii unei tevi poate fi efectuata cu dop fix (fig. 1.36, a), cu mandrina plutitoare (fig. 1.36, b), cu mandrina mobila (fig. 1.36, c) si de expandare a tevilor prin tragere (fig. 1.36, d).
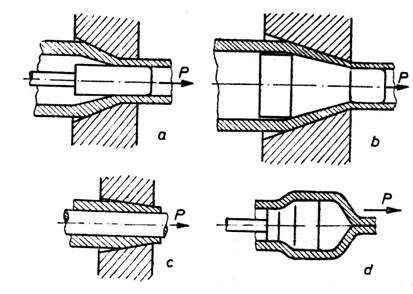
Fig. 1.36. Tragerea tevilor
Reducerile medii care pot fi realizate la o tragere sunt: 1,21,9 pentru cazul a; 1,31,9 pentru cazul b si 3 pentru cazul c din figura 1.36.
Forta necesara la tragere poate fi stabilita cu relatia:
![]() [daN] (1.32)
[daN] (1.32)
in care: σm este rezistenta medie la deformare a materialului, in daN/mm2; A0 si A1 sectiunea initiala si finala, in mm2; C constanta determinata experimental functie de coeficientul de frecare intre material si filiera si unghiul de deschidere 2α; C = 1,233.
La calculul numarului de trageri necesare pentru se aduce sectiunea D0 la D1 (fig. 1.35) trebuie stabilit in prealabil coeficientul de tragere. Forta necesara la deformare se poate obtine din relatia:
![]() (1.33)
(1.33)
care trebuie sa fie mai mica decat rezistenta la rupere a sectiunii trase si care da forta limita la tragere:
![]() (1.34)
(1.34)
deci ![]() in care σt < σr.
Prin egalarea celor doua forte rezulta:
in care σt < σr.
Prin egalarea celor doua forte rezulta:
![]() (1.35)
(1.35)
in care K este denumit coeficient de tragere.
Atunci cand reducerea totala este mai mare de 45% se necesita un numar de trageri de la D0 initial la Dn final.
Din relatia (1.35) rezulta:
![]() (1.36)
(1.36)
si considerand ![]() , pentru
n treceri avem urmatoarea situatie:
, pentru
n treceri avem urmatoarea situatie:
 (1.37)
(1.37)
Logaritmand se obtine:
![]() (1.38)
(1.38)
din care rezulta:
![]() (1.39)
(1.39)
2. Aspecte tehnologice ale tragerii
Tragerea se aplica unor semifabricate obtinute prin laminare la cald, uneori si produselor extrudate. Aceste semifabricate inainte de tragere trebuie sa fie curatate de oxizi, in caz contrar se introduc defecte in materialul tras si o uzura prematura a filierelor. In functie de modul in care se efectueaza tragerea, cu ungere sau fara ungere, semifabricatele trebuie tratate cu materiale corespunzatoare. Se depune lubrifiant sau depunerea prin galvanizare a unui strat de cupru sau staniu. Semifabricatul astfel pregatit, este ascutit, introdus in filiera si prins intr-un cap de tragere. Acesta solicitand semifabricatul la intindere il va trage prin filiera reducandu-i sectiunea. In figura 1.37, a se prezinta o instalatie de tragere a barelor compusa din urmatoarele parti: 1 cadrul instalatiei; 2 lant de tragere; 3 carucior (tractor); 4 filiera; 5 bara trasa.
In figura 1.37, b se prezinta o instalatie de tragere a sarmelor multi-pas. Sarma este trasa din colacii 6 si infasurata pe tamburii tractori 8. Fiecare tambur este antrenat separat, iar intre ei se afla filierele 7. Sarma la cotele finite este infasurata in colac pe tamburul 9.
Fie ca este vorba de bare, tevi sau sarme, atunci cand se necesita mai multe trepte de reducere este necesar sa se aplice ca operatii intermediare recoacerea de inmuiere.
Defectele care pot sa apara in produsele trase sunt: fisuri, datorate cutelor si stratificarilor inelare; rizuri longitudinale, produse de catre filiera uzata sau lubrificatie necorespunzatoare; aschii si cute, care se datoresc suprapunerilor de material sau suflurilor existente in semifabricatul laminat la cald. Mai pot apare si incluziuni de oxizi, atunci cand semifabricatul nu a fost curatat corespunzator.
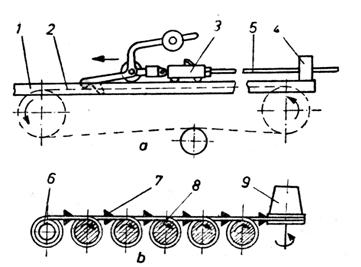
Fig. 1.37. Instalatie de tragere a barelor
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
