MASURARE SI AUTOCONTROL
Scena se petrece in cadrul societatii ROLM, fabricant de componente electrocasnice din Santa Clara, California. O sedinta se pregateste in "sala calitatii". Este o sala unde este posibil sa se obtina o vedere de ansamblu a situatiei din domeniul calitatii, in intreprindere:pe cei patru pereti sunt agatate panouri fixe: fiecare panou corespunde unui serviciu sau unei sectii si prezinta graficele care indica care este evolutia noncalitatii pentru ultima saptamana sau ultima luna. In mod normal, aceste panouri sunt expuse in fiecare din servicii. Forta acestui dispozitiv tine de faptul ca graficele sunt trasate si urmarite de toti salariatii fiecarui serviciu; ei stiu sa-si controleze rezultatele activitatii lor.
Vom examina acum in ce mod se implementeaza un asemenea sistem de masurare.
1.ALEGEREA INDICATORILOR CALITATII
Supravegherea calitatii inseamna a masura pentru a se asigura ca lucrul realizat este conform cu specificatiile si cu necesitatile clientilor. Anchetele asupra satisfacerii clientilor sunt primul instrument de masurare a calitatii (conform capitolului 5). Alti indicatori privesc slabiciunile constante in intreprindere.
Cu titlu de ilustrare, iata un anumit numar de puncte critice care sunt urmarite in serviciile administrative ale Societatii Angenieux:
acuze referitoare la receptia intarziata, defectuoasa, eronata a comenzii; aceasta poate provoca o prelungire a termenului de ordonante si de fabricatie, intarzieri de facturare sau de livrare, fabricarea de produse nonconforme;
corespondenta prost scrisa, incompleta; aceasta poate provoca o intarziere a comenzii, un refuz al ofertei propuse, deci o pierdere a contractului;
documente de vama incomplete, prost transmise, eronate, ceea ce provoaca pierderi de timp;
facturi gresite sau incomplete, ceea ce duce la o intarziere a platii si returnarea facturilor;
emiterea, cu intarziere, de facturi incomplete, inexacte clientilor, ceea ce duce la intarzieri ale incasarilor acestora si, in consecinta, la deteriorarea trezoreriei intreprinderii;
rezultatele financiare stabilite cu intarziere sau inexacte, reprezinta o sursa de gestionare proasta, anumite decizii fiind luate prea tarziu.
La IBM France, serviciul calitatii gestiunii intervine pe langa manageri pentru a-i ajuta sa puna in aplicare indicatorii si sa continuie tabloul de bord. Astfel, intreprinderea poseda in medie 400 de indicatori, care masoara diverse aspecte: rate erorilor de facturare; anulari tardive ale comenzilor; termenele de actualizare a unui fisier informatic; numarul de facturi furnizor in asteptare, in sertare; numarul de avansuri pe nota de cheltuieli nelichidate dupa doua luni intr-un anumit serviciu. O parte a indicatorilor sunt examinati regulat de comitetul executiv al companiei; lista evolueaza cu timpul, in functie de situatiile critice. Plecand de la acesti indicatori-cheie sunt definite obiectivele de imbunatatire si planurile de actiune.
Tabelul care este prezentat in continuare propune o alta ilustrare a notiunii de indicator. Exemplele mentionate sunt luate in special din domeniul proceselor administrative; este adevarat ca sectorul de productie este mult mai obisnuit cu efectuarea de controale de calitate.
Serviciul de recrutare: numarul de persoane recrutate pentru care contractul nu este confirmat la finele preavizului.
Service: service intarziat pentru client, numarul de cazuri pentru care interventia la client se face intr-un termen care depaseste 24 de ore.
Serviciul expeditii: Erori cantitative si intarzieri de livrare
Administratia comerciala: Numarul de erori in contractele comerciale.
Serviciul contabil: numarul de inregistrari intarziate, la sfarsitul fiecarei saptamani.
Serviciul intretinere: numarul de ore de indisponibilitate al unui anumit material, in afara de ceea ce a fost convenit cu utilizatorii.
Serviciul aprovizionare: Pentru un produs dat, numarul de zile de intarziere la livrare si erorile aferente cantitatilor livrate.
Apeluri telefonice: Frecventa cu care liniile sunt ocupate cand cineva incearca sa faca un apel.
Gestiunea instruirii: Rata absentelor la stagiile programate.
Contencios: numarul de dosare a caror durata depaseste termenul standard de 5 zile adoptat.
Sectiunea fisiere clienti: Procentajul schimbarilor de adresa primite si neraportatepe lista urmatoare.
Unitate de productie: numarul de defecte la piesele produse.
Pentru a defini cele cateva puncte cheie care merita sa fie supravegheate, dispunem de mai multe surse. Acesti indicatori pot fi dati de responsabilul ierarhic: Ca responsabil, va dau o anume misiune, calitatea lucrului va fi masurata intr-un anume fel. Aceasta prima formula este destul de raspandita, dar dezvoltarea calitatii totale trebuie sa avantajeze, putin cate putin cele doua procedee care urmeaza.
A doua maniera de a defini indicatorii calitatii consta in a-i deduce din diagnosticul calitatii realizat la nivel de intreprindere sau de serviciu. Acest demers al diagnosticului a fost prezentat in capitolul 3; el pune in evidenta problemele cruciale ale calitatii; se straduieste sa le rezolve si sa provoace actiuni de corectare; dar, ca urmare, este necesar sa se supravegheze evolutia situatiei: Problema este definitiv eliminata, sau risca sa apara din nou? Fiecare problema pe cale de reglare devine deci o rubrica a tabloului de bord de supraveghere.
A treia sursa de indicatori ai calitatii este redefinirea relatiilor client-furnizor in cadrul intreprinderii (vezi capitolul 8). Aceasta concertare cu proprii clienti conduce la fixarea de comun acord a criteriilor de apreciere: In ce fel vom masura daca prestatiile furnizate sunt convenabile? Exigentele clientului sunt cele care permit sa se precizeze ceea ce trebuie masurat.
Pentru fiecare post cu responsabilitate, pentru fiecare serviciu, se poate astfel pregati un mic numar de masuratori, care evolueaza cu timpul, deoarece se supravegheaza in mod esential punctele fierbinti. Este util sa se repuna periodic in discutie indicatorii adoptati, caci ei pot defoma viziunea noastra despre realitate. Iata un exemplu de efect pervers; o unitate de service dupa vanzare se straduieste sa imbunatateasca prestatiile sale, reducand timpul de raspuns la clienti; in caz de apel, un depanator soseste la client in mai putin de 4 ore. Sigur, indicatorul timp de raspuns este din fericire fix, dar, in realitate, depanatorul soseste fara piesele de schimb o data din doua cazuri. Indicatorul nostru nu mai reprezinta o buna reflectarea a satisfactiei clientului, deoarece intreprinderea este organizata astfel incat tabloul de bord sa arate un rezultat bun, fara sa aduca satisfatie reala clientului.
Din acest exemplu, putem remarca urmatoarele: pentru inceput, nu trebuie sa confundam realitatea si imaginea imperfecta a acestei realitati care apare prin prisma masuratorilor din tablourile noastre de bord; in al doilea rand, exista tendinta de a imbunatati ceea ce este masurat, ceea ce este f acut vizibil, restul riscand sa fie neglijat; in fine, este recomandabil de a repune periodic in discutie indicatorii adoptati, pentru a se asigura ca masurarile ating punctele esentiale.
Iata cateva puncte cheie:
Indicatorii masoara o diferenta in raport cu o situatie satisfacatoare.
Indicatorii sunt simpli. Ei pot fi exprimati in cateva cuvinte si sunt usor de inteles, usor de pus in aplicare.
Indicatorii sunt reprezentativi pentru asteptarea clientului, sau pentru un fenomen important pentru intretinere.
Indicatorii sunt usor masurabili. Atentie! Sa se evite cuantificarile dificil de realizat sau aspectele prea subiective.
Indicatorii sunt atribuiti persoanelor sau grupurilor care au responsabilitatea sa ii supravegheze.
Indicatorii sunt in numar limitat pentru o persoana sau un grup. La un moment dat, vigilenta se exercita asupra a numai doua sau trei puncte.
Indicatorii sunt alesi si urmariti in mod colectiv cu participarea celor interesati. Astfel sunt sanse bune de a fi bine supravegheati.
2.CONSTRUIREA TABLOURILOR DE BORD
In prealabil, este convenabil sa se precizeze care este tipul de informatii inregistrate. Se pot numara doua tipuri de date, datele prin atribute si variabile. Datele prin atribute corespund unei caracteristici care este prezenta sau absenta; defect sau absenta defectului, intarziere sau absenta intarzierei. De fiecare data, se poate raspunde prin da sau nu. Variabilele sunt date cantitative care se masoara cu ajutorul unei gradatii: lungimea unei liste, greutatea unui obiect, durata utilizarii, gradul de aciditate etc. Listele si instumentele de urmarire difera in functie de tipurile de date retinute.
Cand stim ce caracteristici vor fi masurate, trebuie sa se prelucreze statisticile existente, intr-o forma convenabila si sa se construiasca un tabel care va permite vizualizarea acestor date numerice. In figura 1 se prezinta un prim exemplu.
|
Serviciile |
Descrierea activitatii |
Perioada observare |
Sapt 23 | |||||||
|
TIPURI DE DEFECTE |
Eroare adresa |
Nume ilizibil |
Actualizare tardiva |
Eroare cant |
Eroare referinta |
Altele | ||||
|
IMPORTANTA DEFECTELOR | ||||||||||
|
| ||||||||||
|
DEFECTELOR | ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
|
| |||||||||
Figura 1
Acest tablou pune in evidenta, pentru o saptamana specificata, numarul de defecte reperate in dosarele clienti: eroare de adresa, nume ilizibil, actualizare tardiva, eroare asupra cantitatii, eroare de referinta. Acestea sunt, bineinteles, date prin atribute. Graficul se prezinta sub forma unei diagrame Pareto. Acelasi imprimat ar putea servi pentru descompletarea altor tipuri de defecte; daca vreti sa il utilizati, gasiti un exemplar necompletat la sfarsitul cartii.
Al doilea exemplu (figura 2), face referire de asemenea la datele prin atribute. De aceasta data, este vorba de a indica care este procentajul de elemente cu defecte in diverse esantioane.
De remarcat ca s-au figurat pe grafic doua linii orizontale: cea de sus corespunde celui mai slab procentaj de defecte relevate in cele 12 luni precedente si cea de jos corespunde celui mai bun scor pentru aceeasi perioada; este vorba de doua praguri care servesc drept puncte de reper.
Ca si pentru graficul precedent, un document tiparit a fost utilizat; puteti, daca doriti, sa-l folositi pentru alte liste, reluand documentul necompletat mentionat mai sus.
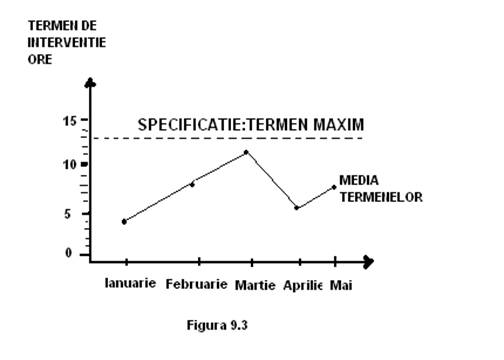
Iata, in fine, un grafic (figura 3) care arata evolutia datelor variabile. Este vorba de un termen de interventie la client, pentru a raspunde la o cerere de depanare in regim de urgenta; in acest caz, termenul variaza pe o scara intre 4 si 11 ore, deci termenul maxim acceptat de specificatii este de 12 ore.
|
serviciu |
Descrierea activitatii |
expeditii |
Tipul defectului |
defect |
ambalat | |||||
|
Perioada observatii |
J7 |
J8 |
J9 |
J10 |
J11 |
J12 |
J13 | |||
|
Volum de activitate | ||||||||||
|
Numarul defectelor | ||||||||||
|
Procentajul defectelor | ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
|
| ||||||||||
Figura 2
Exemplul de mai jos se refera la un termen de interventie. Tabelul reia media lunara a termenelor de interventie si nu totalitatea termenelor diferitelor interventii. Vom avea un grafic de acelasi gen pentru masurarea grosimii unei table, greutatea unui obiect.( In acest caz, specificatiile mentioneaza sigur un m aximum si un minimum).
Diferitele masuratori permit sa se faca o constatare legata de trecut: dupa interventie, se verifica daca realizarile sunt conforme sau nu. Pentru adoptarea unui studiu preventiv, puteti face de asemenea masuratori pentru a ajunge la decizii juste: masurarea capacitatii unui dispozitiv de productie si nu numai productia insasi.
Sa luam un exemplu: noi intelegem "productie" in sensul larg, de exemplu un proces administrativ care produce si trimite facturi clientilor. Masurarea calitatii productiei facute, inseamna sa decontezi facturile eronate sau trimise cu intarziere; de exemplu, masurarea capacitatii acestui proces admi nistrativ, inseamna sa ne bazam pe un istoric pentru a prezice calitatea din viitor: Noi suntem practic siguri ca nu va fi nici o anomalie, sau Este probabil ca vom avea intre 0 si 2% erori. Abordarea este identica cind se vorbeste de un procedeu de fabricati, analiza masuratorilo trecute poate indica care este probabilitatea ca o anumita masina sa furnizeze un produs avand calitatea ceruta. Evaluand astfel diferitele procese sau procedee, este poisibil sa se identifice cele care nu ridica nici o problemasi cele care trebuie sa ramana sub observatie foarte atenta. Aceasta necesitate de a anticipa, de a aprecia capacitatea unui proces ne conduce la notiunea de fisa de control.
Fisele de control
Fisa de control este un grafic care permite sa se observe daca rezultatele furnizate printr-un proces raman in cadrul unor limite de control care au fost prevazute si trasate dinainte. Masuratorile sunt efectuate, plecand de la esantioane ( de exemplu greutatea unei piese). Scopul este de a costata care sunt variatiile acestor masuratori. De fapt, anumite variatii sunt normale si provocate prin hazard; alte variatii ies din cadrul prevazut; ele semnifica ca procesul nu se mai deruleaza ca inainte si ca se intampla ceva datorita unei cauze noi.
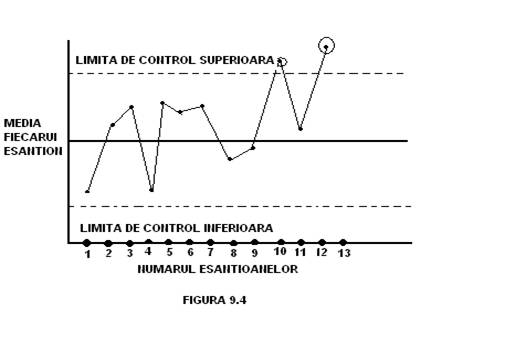
Procesul este considerat sub control statistic daca ramane in limitele prevazute. Legile de probabilitate permit determinarea limitelor de control intr un asemenea mod incat variatiile datorate numai hazardului raman in interiorul acestor limite.,
Obiectivul fisei de control este de a asigurabuna functionare a procesului si decela variatiile anormale care se abat in mod neprevazut. Atentie sa nu se confunde limitele de control cu specificatiile care sunt limitele cerute de utilizato; ele pot fi foarte diferite; limitele de control se stabilesc in functie de rezultatele furnizate de proces in trecut, specificatiile rezulta din necesitatea utilizatorului.
Punerea in aplicare ti utilizarea fiselor de control necesita asigurarea elementelor de baza in dtatistica, in special nosiunile de medie, mediana, dispersie, abatere tip, lege naturala, metoda de esantionare.
Exista diferite tipuri de fise de control, unele se refera la atribute ( numarul defectelor, procentul defectelor, altele sunt legate de variabile( durata, greutate, temperatura..). Aceste instrumente se refera atat la domeniul administrativ, cat si la sectorul de productie, unde s_au dezvoltat. Astfel spus, intr-o intreprindere, numeroase caracteristici merita sa fie urmarite pe un tablou de bord, dar numai un numar mic dintre aceste caracteristici justifica punerea sub supraveghere cu ajutorul fiselor de control statistic. Alegerile trebuie sa tina cont de miza.
3 PRINCIPIUL AUTOCONTROLULUI
O schema simpla
Autocontrolul consta in recunoasterea meritelor fiecarui operator, salariat, responsabil de calitatea muncii sale, dandui-se mijloacele de supraveghere a acestei calitati si de a reactiona de+o maniera corespunzatoare. Notiunea de autocontrol defineste o prectica individuala; cand un grup exercita o supreveghre colectiva asupra bunei derulari a unui proces, vorbim mai degraba de controlul colectiv al acestei activitati.
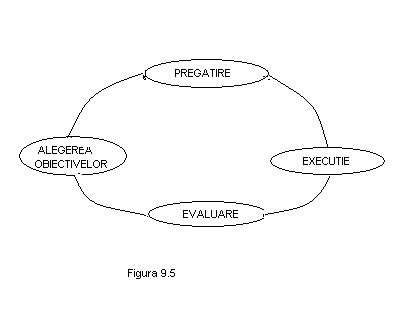
Iata o schema care descrie ciclul unei activitati bine controlate. Pentru ca lucrurile sa se desfasoare bine, trebuie definite obiective, adica sa stii ce se vrea; faza urmatoarea pregatirea, planificarea actiunii; apoi, urmeaza executia, punerea in practica a actiunii; apoi, pentru a fi rigurosi, se cade de acord sa se evalueze rezultatul actiunii; se poate estfel reactiona de-o maniera corespunzatoare, se dau noi obiective, se iau masurile care se impun.
Aceasta inlantuire metodica convine pentru toate actiunile : gesturile cele mai simple, proiectele cele mai ambitioase.
Prin aceasta schema elementara poate sa fie o sursa de inspiratie pentru noi? In primul rand, remarcand ca este aplicata de o maniera imperfecta in intreprinderile noastre. Un spirit activ febril duce adesea la hipertrofierea functiei de realizare, neglijand fazele esentiale.
Din contra, controlul unei operatiuni
si imbunatatirea
In plus, se constata o fracturare a acestui ciclu in organizatiile marcate de diviziunea muncii: persoanele care au in sarcina executia nu au si reponsabilitatea de a participa la definirea obiectivelor, planificarea, evaluarea rezultatelor pentru a reactiona. Pentru a reduce aceasta fracturare intre cei care gandesc si cei care executa, este convenabil de a reinjecta responsabilitatea in toate functiile pana ce expresia personal de executie devine o formulare desueta.
Faptul de a permite unei persoane de a avea un comportament responsabil in aceste patru momente de actiune, inseamna provocarea a doua fenomene: pe de-o parte, obtinerea calitatii, pe de alta parte, cresterea competentei persoanei.
Remarca. Ciclul de actiune este adesea reprezentat sub o alta forma popularizata de americanul Deming.
" PLANIFICAREA-EXECUTIE-VERIFICARE-ACTIUNE"
Aceasta formula a devenit laitmotiv al salariatilor japonezi, care se refera la ea in mod constant. Noi preferam dupa sugestia lui Jacque Chove, formula prezentata mai sus, deoarece ea are doua avantaje: distinge bine faza de definire a obiectivelor, este franceza si exista din vremea lui Claude Bernard.
Interogarile care urmeaza permit sa se examineze o munca efectuata de cineva pentru a cerceta in ce mod sa se introduca autocontrolul.
Definirea obiectivelor
Pentru postul examinat, cum se definesc obiectivel? Poate fi asociat operatorul la definirea acestora? Obiectivele au o dimensiune calitativa ? De ce informatii trebuie sa dispunem pentru a putea defini obiectivele care se inscriu in cadrul unui scop mai larg.
Este vorba de a pune la punct procedeele, modurile de lucru necesare pentru atingerea obiectivelor. Pentru problema in chestiune, cine efectueaza aceasta pregatire si in ce moment? Ce responsabilitati pot fi oficial transferate operatorului, pentru a-l asocia?
Executia corecta a activitatii se obtine urmarind un mod operator nu proceduri precise. Aceste modalitati sunt bine definite?
Evaluarea
Faza de verificare consta in controlarea rezultatelor obtinute, dar totodata si conditiile in care ele sunt obtinute. Procesul de munca permite opertorului sa obtina informatiile necesare? Trebuie modificat procesul de munca pentru a permite aceasta primire de informatii si este posibil acest lucru?
Ciclul este urmat de o reactie potrivita care presupune luarea deciziilor care se impun, fixarea de noi obiective. Operatorul are mijloace ( timp si echipament) pentru a reactiona la incidente? Cum sa fie implicat in pilotarea permanenta a procesului?
Schema pe faze succesive, prezentata mai sus, caracterizeaza atat autocontrolul la un post, cat si stapanirea colectiva a unei activitatide catre o echipa; dar acest autocontrol individual este premergator stapanirii colective. Daca nu se respecta acest ordin de introducere echipa de lucru risca sa aiba greutati sprijinandu-si logica pe informatii pertinente. Cum se va mai vedea mai tarziu, cercul calitatii are ca scop instruirea membrilor unei echipe de a pilota impreuna procesul de munca si nu doar sa rezolve citeva probleme; dezvoltarea autocontrolului pregateste in mod real viitorii membri aqi cercului pentru a supraveghea calitatea.
Dezvoltare autocontrolului are ca efect asupra defitiei rolurilor in intreprindere; operatorii asigura ei insasi un anumit numar de misiuni care, inainte erau in sarcina primului nivel de cadre si al agentilor de supraveghere a calitatii. In timp acest mod de organizare tinde sa reduca nivelurile ierarhice necesare. Pentru a dori sa acompanieze o asemenea miscare, personalul trebuie sa aiba el insasi perspective de evolutie.
O alta implicare a autocontolului priveste activitatile de mentenenta. Mentenenta echipamentelor si a materialelor este o componenta esentiala in domeniul calitatii. Dezvoltarea autocontrolului implica ca personalul sa urmareasca cu atentie "viata" echipamentelor si a masinilor, fiecare putand fi asociat la supravegherea materialelor, la reperarea semnalelor de defectare si la primele interventii; astfel responsabilitatea intrtinerii si a mentenantei se difuzeaza in cadrul personalului.
REZUMAT
q Calitatea nu este obsinuta odata pentru totdeauna, in fiecare zi trebie mentinuta. Indicatorii calitatii dau vizibilitate si permit supravegherea aspectelor importante. In particular, trebuie sa se creeze indicatori in activitatile de sevicii si in domeniile administrative unde vigilenta este insuficienta.
q Simplu fapt de adopta indicatorii suscita imbunatatiri caci exista tendinta de a privilegia ceea ce este masurat. Dar nu trebuie, totuti sa ajungem sa fim coplesiti de un potop de indicatori diversi. La fiecare post de responsabilitate corespund un mic numar de indicatori, care se reinnoiesc in timp. Acesti indicatori ai calitatii reies mai ales din din diagnosticul calitatii si din dialogul care se instaureaza odata cu redefinirea relatiilor client-furnizor.
q Atentie, indictorii calitatii nu reprezinta decit o reflectare a calitatii. Ceea ce este in farfuria voastra are mai multa importanta decit ceea ce este scris in meniu; in mos asemanator, trebuie sa se imbunatateasca calitatea si nu doar cifrele indicatorilo calitatii. Punctul delicat este acela al calitatii indictatorilo calitatii, adica gradul lor de raspuns la necesitatea care este masurarea calitatii reale.
q Asigurarea calitatii totale presupune implicarea ansamblului personalului in urmarirea calitatii. Un tabel este potrivit daca persoanele implicate pot sa-l inteleaga, sa-l completeze, sa-l exploateze pentru a actiona in consecinta si sa imbunatateasca situatia. Difuzarea masurarii calitatii cere multe precautii pihologice.
q Autocontrolul consta in reintroducerea maximului de responsabilitate in activitatea unei persoane furnizandu-i mijloacele de asigurare a fazelor ciclului "Obiective-Pregatire-Executie-Evaluare".
Pentru asta se pune intrebarea: Persoana stie sa o faca? Poate sa o faca? Organizarea muncii trebuie sa fie modificata pentru ca acesta sa fie posibil?
SCHEMA PENTRU ORGANIZAREA MASURARII CALITATIIIata in ce maniera se organizeaza masurarea intr-o situatie data.
Atit cit este posibil, acela care realizeaza munca este responsabil de masurare.
Documentele de referinta exista? Sunt cunoscute? Trebuie create?
Alegerea pocedeeelor adoptate pentru masurare. Alegerea unitatilor.
Alegerea unei frecvente care permite sa se reactioneze si sa se pregateasca deciziile. Alegerea duratei in timp a acestei masuri ( durata limitata sau permanenta)
|
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |