Universitatea POLITEHNICA din Bucuresti
Facultatea Ingineria si Managementul Sistemelor Tehnologice
Specializarea I.M.S.P
PRODUSE, PROCESE SI SISTEME
Studiul tehnico-economic privind constructia produsului P, procesul tehnologic de fabricare a reperului R si proiectarea echipammentului tehnologic E,
P: REAZEM GAZOSTATIC
R:CORP 3
E: DISPOZITIV DE GAURIT SI ALEZAT
1. Date initiale generale
Programa de productie: 5000 buc/an
Unitatea de productie: S.C. NOSTRESS SRL
Obiectiv principal: introducera unei noi tehnologii
Fond real de timp : 255*1*8=2040 ore/an
Cerinta economica : cost minim de fabricatie
2. Analiza constructiva functional-tehnologica
2.1 Schite constructive ale produsului si reperului [ ISP1; GHID; AP]
O schita a produsului ''REAZEM GAZOSTATIC'' se prezinta in fig. 2.1, in care reperul considerat are poz.4.
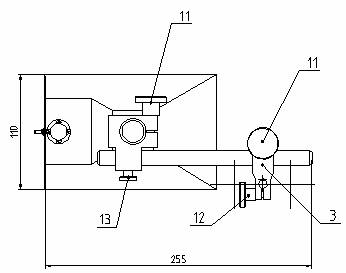
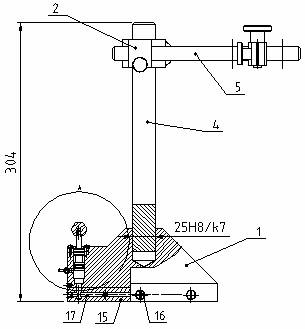
 Fig. 2.1
Fig. 2.1
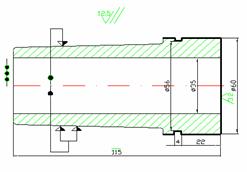
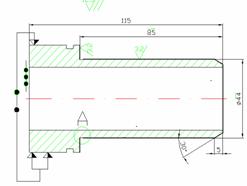
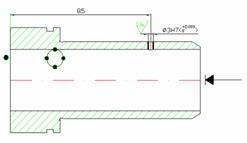
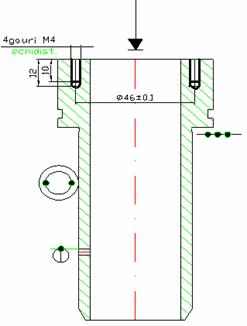
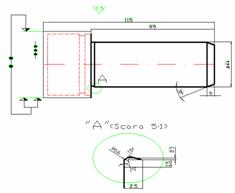
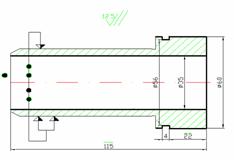
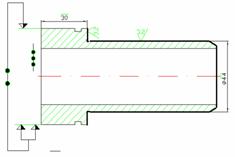
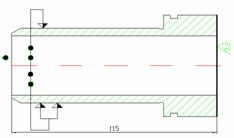
O schita a reperului " CORP 3" se prezinta in fig. 2.2, unde Sk, k=1,2,. sunt suprafetele definitorii.
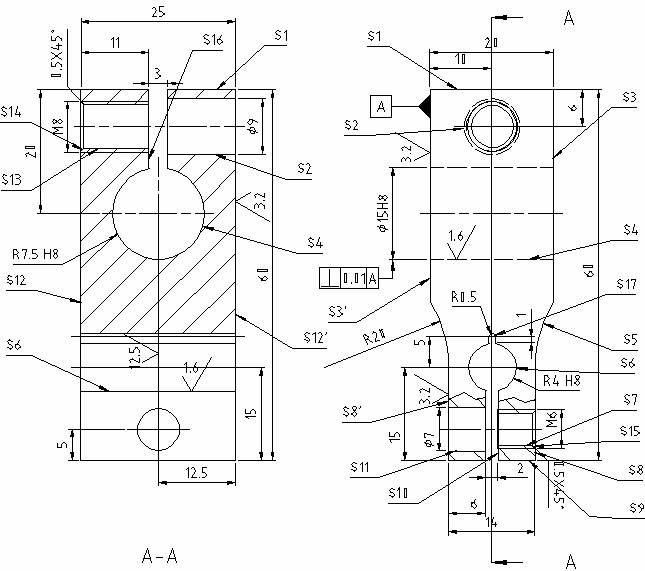
Fig.2.2
2.2 Caracteristici constructive prescrise reperului [ ISP1, AP, GHID]
Caracteristicile suprafetelor
Caracteristicile principale ale suprafetelor Sk se prezinta in tabelul 2.1.
Tabelul 2.1
|
Sk |
Forma |
Dimensiuni |
Rugozitate, Ra |
Tolerante de forma |
Pozitia reciproca |
Alte conditii (duritate, acoperiri de protectie etc.) |
|
S1 |
plana |
Ø60/ Ø35 |
3..2 |
- |
55÷60HRC |
|
|
S2 |
cilindrica |
Ø60×26 |
12,5 |
- |
- |
|
|
S3 |
plana |
Ø60/ Ø44 |
1.6 |
- |
- |
|
|
S4 |
plana |
Ø38.2/ Ø35 |
12,5 |
- | ||
|
S5 |
conica |
5x30◦ |
12,5 |
- |
- |
|
|
S6 |
cilindrica |
Ø3H7 |
1,6 |
- |
- |
|
|
S7 |
cilindrica |
Ø44h6( |
1,6 |
- |
- |
|
|
S8 |
Plan-cilindrica |
Ø56x4 |
12,5 |
- |
- |
|
|
S9 |
elicoidala |
M4 |
3,2 |
- |
- |
|
|
S10 |
cilindrica |
Ø35x115 |
12,5 |
- |
- |
|
|
S11 |
profilata |
Conform detaliu "A" |
12,5 |
- |
- |
Abaterile limita generale pentru dimensiunile liniare [ ISO 2768 ] sunt prezentate in tabelul 2.2.
Tabelul 2.2
|
Clasa de toleranta |
Abateri limita pentru dimensiuni nominale [mm] |
||||
|
Simbol |
Descriere |
De la 0.5 pana la 3 |
Peste 3 pana la 6 |
Peste 6 pana la 30 |
Peste 30 pana la 120 |
|
m |
Mijlocie | ||||
Valorile tolerantelor generale la perpendicularitate [ ISO 2768 ] sunt prezentate in tabelul 2.3.
Tabelul 2.3
|
Clasa de toleranta |
Toleranta la perpendicularitate pentru serii de lungimi nominale |
|
|
Pana la 100 |
Peste 100 pana la 300 |
|
|
H | ||
|
K | ||
|
L | ||
Caracteristici de material prescrise [Standarde]
Piesa analizata este confectionata dintr-un otel carbon de calitate STAS 880-88 marca OLC15. Acesta este un otel care se utilizeaza in general cu tratament termic (cementare)
Elementele chimice principale [%] sunt prezentate in tabelul 2.4.
Tabelul 2.4
|
Compozitie chimica, % |
||||
|
Calitate |
C |
Mn |
S |
P |
|
max 0,045 |
max 0,040 |
|||
|
S | ||||
|
X |
max 0,035 |
max 0,035 |
||
|
XS | ||||
Observatii :
Continutul de siliciu trebuie sa fie de 0,17.0,37%.
Continutul de aluminiu trebuie sa fie de 0,020.0,045%. Continutul de Al sub limita inferioara nu constituie motiv de refuz.
Se admit continuturile maxime de 0,30%Cr ; 0,30%Ni ; 0,30%Cu ; 0,05 As.
La cerere, otelurile pot fi livrate cu limite mai restranse la continutul de carbon si mangan.
La intelegerea intre parti, in cazul otelurilor tratate in vid, se pot stabili conditii privind continutul maxim de oxigen, hidrogen si azot, aceasta constituind conditie suplimentara de livrare.
Proprietatile fizico-mecanice principale sunt prezentate in tabelul 2.5a.
Tabelul 2.5a
|
Diametrul probei de tratament termic de referinta [mm] |
Felul tratamentului termic |
Limita de curgere, Rp0,2 [N/mm2] |
Rezistenta la rupere, Rm [N/mm2] |
Alungirea la rupere, A5 [%] min |
Gatuire la rupere, Z% min |
Energie de rupere J min |
Duritate Brinell in stare de livrare |
||
|
Normalizat |
Recopt |
||||||||
|
HB max |
|||||||||
|
N-normalizare |
min 373 | ||||||||
|
Temperatura de deformare plastica
|
Recoacere de inmuiere |
Normalizare |
Cementare |
Calire |
Revenire |
|||||
|
Temp
|
Mediul de racire |
Temp
|
Mediul de racire |
Temp
|
Mediul de racire |
Temp
|
Mediul de racire |
Temp
|
Mediul de racire |
|
|
- |
aer |
Pachet aer, ulei |
aer |
aer |
||||||
Recomandarile privind efectuarea tratamentului termic si termochimic sunt prezentate in tabelul 2.5 b
Masa reperului
Masa reperului ' BUCSA ELASTICA 2-10AP-2006-02A' din OLC 15 (densitate 7,85 Kg/dm3 ) a fost calculate in MDT.
Astfel, masa reperului, m, este:
m=0,780 Kg
Clasa de piese
Avand in vedere forma de gabarit, forma si pozitia suprafetelor componente, se apreciaza ca reperul face parte din clasa « cilindrii cavi »
2.3 Functiile produsului, reperului si suprafetelor [IP, AP]
a. Functiile produsului
Principala functie a produsului este aceea de rezemare a unui alt subansablu, intre acesta din urma si reperul lagar gazostatic formandu-se vid
b. Functiile reperului
Functiile reperului sunt in principal urmatoarele :
a. Fixarea produsului pe placade baza-poz.7- prin intermediul suruburilor- poz. 10-
b. Sustinerea piulitei -poz.6-cu care se regleaza inaltimea dorita pentru lagarul gazostatic- poz.5-
c. Mentinerea pozitiei unghiulare pentru corpul 2 -poz. 3- prin intermediul stiftului poz. -14-
c. Functiile suprafetelor
Functiile suprafetelor sunt prezentate in tabelul 2.6.
Tabelul 2.6
|
Sk |
Functia(-ile) |
|
S1 |
Contact cu placa de baza |
|
S2, S4, S5, S10 |
Marginire |
|
S3 |
Contact(sprijin) cu piulita (poz. 6) |
|
S6 |
Formeaza ajustaj presat cu stiftul (poz. 14) |
|
S7 |
Formeaza ajustaj preset cu piulita (poz. 6) |
|
S8 |
Asigura contactul cu piulita poz.6 prin intermediul stiftului filetat poz.13 |
|
S9 |
Montaj pe placa de baza poz.7 prin intermediul suruburilor |
|
S11 |
Tehnologica( iesirea libera a pietrei de rectificat suprafata S7 si S3 |
2.4. Tehnologicitatea constructiei reperului [ISP1]
a. Gradul de unificare a elementelor constructive (λe
λe ![]() λe
λe![]()
unde: ed este numarul dimensiunilor diferite, iar et - numarul total al elementelor.
Se analizeaza trei grupe principale de caracteristici geometrice, dupa cum urmeaza :
Gauri cilindrice : 1 gaura
Ø3H7(![]() )
)
1 gaura Ø35 ![]() λe1=1 ;
λe1=1 ;
Gauri filetate : 4 gauri M4 ![]() λe2 =
λe2 = ![]() = 0,25
= 0,25
Canale : 1
canal Ø56x4 ![]() λe3=1
λe3=1
Degajari :
1 degajare conform detaliu « A » ![]() λe4= 1
λe4= 1
Gradul de unificare constructiva ![]() este :
este :
![]() =
=![]() <1
<1
b. Concordanta dintre caracteristicile constructive prescrise si cele impuse de rolul functional/tehnologic
In general, gradul de concordanta
dintre caracteristicile constructive (CC) prescrise si cele impuse de rolul
functional/tehnologic, λc, este :![]()
unde : cc este numarul CC prescrise care sunt in concordanta cu cele impuse de cerintele functional-tehnologice, iar ct- numarul total al CC prescrise.
Analiza caracteristicilor prescrise produsului si reperului considerat prin proiectul initial a reliefat ca j caracteristici prescrise reperului nu sunt in concordanta cu cele impuse de cerintele functional-tehnologice. Astfel, initial, λct, este
λct=(ct-j)/ct
λct=(22-6)/22![]() λct=0,72
λct=0,72![]() [0,1]
[0,1]
S-au propus urmatoarele modificari :
Tolerantele suprafetelor S7 si S6.
Rugozitatile suprafetelor S6, S7, S1
si S3![]() j=6
j=6
Dupa operarea modificarilor propuse :
=1.
c. Conditii de tehnologicitate impuse de unificarea constructive
Din punct de vedere al conditiei principale impuse de unificarea constructiva, respectiv numar minim posibil al dimensiunilor elementelor constructive (v. λe), se apreciaza ca aceasta este acceptabila.
d. Conditii de tehnologicitate impuse de procedeele tehnologice
Conditiile tehnologice impuse de procedeele tehnologice de fabricare sunt prezentate in tabelul 2.7.
Tabelul 2.7
|
Nr. Crt. |
Conditie |
Grad de satisfacere : DA sau NU |
|
Conditii de tehnologicitate impuse piesei de catre procedeul de matritare la cald |
||
|
Forma de gabarit sa prezinte axe sau plane de simetrie care, dupa caz, sa fie utilizate pentru definirea planului(elor) de separatie a semiformelor/semimatritelor. |
DA |
|
|
Elementele
constructive de tip inclinare, racordare, grosime de perete, dimensiunea
specifica, l, sa indeplineasca conditia l |
DA |
|
|
Forma sau pozitia unor suprafete sa fie astfel incat sa prezinte ''inclinari'' in raport cu planul(ele) de separatie a semiformelor/semimatritelor (pentru a permite extragerea usoara a modelelor din semiforme sau a semifabricatului din semimatritare). |
DA |
|
|
Elementele constructive de rezistenta sa fie ''pline''nu ''tubulare'' |
DA |
|
|
Conditii de tehnologicitate impuse piesei de catre procedeele de prelucrare prin aschiere |
||
|
Suprafetele de intindere mare sa fie intrerupte prin canale sau denivelari. |
DA |
|
|
Suprafetele frontale ale gaurilor sa fie plane si perpendiculare pe axele gaurilor (pentru prelucrarea economica a gaurilor). |
DA |
|
|
Forma si pozitia suprafetelor sa fie astfel incat sa permita prinderi simple si sigure in cadrul operatiilor-unele suprafete fiind prevazute numai in acest scop. |
DA |
|
3. Semifabricare si prelucrari
3.1 Semifabricare
Se cunosc :
Caracteristici constructive prescrise :
materialul prescris OLC15 ; forma si dimensiunile prescrise
Programa de productie Pp= 5000 buc/an
Avand in vedere considerentele de mai sus, se adopta doua variante tehnic-acceptabile de semifabricare, care se prezinta in tabelul 3.1.
Tabelul 3.1
|
Var. |
Semifabricat |
Metoda de semifabricare |
Procedeul de semifabricare |
|
I |
Semifabricat cu
adaosuri de prelucrare relativ ''mici'' |
Deformare plastica la cald |
Matritare pe masini de forjat verticale |
|
II |
Semifabricat cu
adaosuri de prelucrare relativ ''mari'' |
Laminare |
Debitare din bara laminata |
Varianta I - Matritare [STAS 7670-83]
Pentru varianta de semifabricare cu adaosuri de prelucrare relativ « mici » se alege matritarea pe masini de forjat verticale in clasa a II- a de precizie.
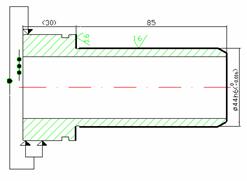
Caracteristicile specifice procedeului de semifabricare si caracteristicile prescrise semifabricatului sunt prezentate in tabelul 3.2 tabelul 3.2
|
Clasa de precizie |
Hmax, mm |
Lmax, mm |
Adaosul total de prelucrare, mm |
Abateri limita prescrise, mm |
|
II |
L±1,4 H |
Fig. 3.1
Varianta II - Laminare [STAS 395-88]
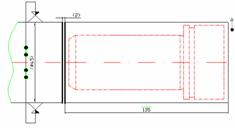
Pentru varianta de semifabricare cu adaosuri de prelucrare relativ « mari » se alege debitarea prin bara rotunda laminata la cald STAS 395-80 (pe masini de debitat cu panglica ferastrau) de diametru Ø65
Fig. 3.2
3.2 Prelucrari
Se cunosc :
Avand in vedere considerentele de mai sus, pentru fiecare suprafata sau grup de suprafete similare, s-au determinat variante tehnic-acceptabile privind succesiunea de prelucrari necesare, care se prezinta in tabelul 3.7.
Tabelul 3.3
|
Sk |
Var. |
Prelucrari |
||
|
S1 |
I |
Strunjire degrosare |
Strunjire finisare | |
|
S2 |
I |
Strunjire degrosare | ||
|
S3 |
I |
Strunjire degrosare |
Strunjire semifinisare |
Rectificare |
|
S4 |
I |
Strunjire degrosare | ||
|
S5 |
I |
Strunjire degrosare | ||
|
S6 |
I |
Gaurire |
Alezare |
|
|
S7 |
I |
Strunjire degrosare |
Strunjire semifinisare |
Rectificare |
|
S8 |
I |
Strunjire | ||
|
S9 |
I |
Gaurire |
Filetare |
|
|
S10 |
I |
Strunjire degrosare | ||
|
S11 |
I |
Strunjire degrosare | ||
4. Structura procesului tehnologic de fabricare
4.1 Structura preliminara a procesului si sistemului de fabricare
Se cunosc :
caracteristicile semifabricatelor SF1 si SF2 (v.§ 3.1) ;
prelucrarile necesare (v.§ 3.2) ;
caracteristici ale suprafetelor (v. desen reper) si programa de productie, 5000 buc/an ;
principiile si restrictiile privind determinarea structurii proceselor tehnologice[ISP1 ] ;
elementele definitorii privind structura preliminara [ISP1].
Avand in vedere considerentele de mai sus, s-a efectuat gruparea prelucrarilor necesare si a altor activitati necesare, in operatii principale si, respective, operatii complementare, in doua variante, s-au determinat si celelalte elemente de definire a structurii preliminare a procesului tehnologic de fabricare si, corespunzator, se prezinta mai jos cele doua variante de process tehnologic de fabricare in structura preliminara, PT1 (tabel 3.4) si PT2 (tabel 3.5).
Tabelul 3.4
Tabelul 3.5
4.2 Structura detaliata
Structura detaliata a fiecarei variante de proces/sistem tehnologic s-a determinat prin dezvoltarea elementelor structurale preliminare si prin includerea celorlalte elemente definitorii, dupa cum urmeaza.
4.2.1 Nomenclatorul, fazele si schemele de orientare-fixare asociate operatiilor
a. Nomenclatorul operatiilor La fiecare varianta de process tehnologic, PT1 respectiv PT2, s-au stabilit operatiile complementare si, corespunzator, nomenclatorul operatiilor[ISP1], care se prezinta in tabelul 4.3.
Tabelul 4.3
|
PT1 |
PT2 |
|
00. Matritare 70. Conservare-depozitare 10. Strunjire I 15. Control 20. Strunjire II 25. Control 30. Gaurire- alezare 35. Control 40. Gaurire- filetare 45. Control 47. Tratament termic 50. Rectificare 55. Spalare 60. Control final |
10. Debitare 85. Control 20. Strunjire I 87. Tratament termic 30. Strunjire II- Gaurire 90. Rectificare 35. Control 95. Spalare 40. Strunjire III- finisare 100. Control final 45. Control 110.Conservare- 50. Strunjire IV- finisare depozitare 55. Control 60. Gaurire- alezare 65. Control 70. Gaurire 80. Filetare |
b. Fazele si schemele de orientare-fixare [ISP1, TP2] La fiecare varianta de proces tehnologic, PT1 si PT2, prin aplicarea metodologiilor specifice, s-au determinat fazele si schemele de orientare-fixare (SOF), fiecare dintre acestea intr-o singura varianta - cu exceptia determinarii schemei de orientare-fixare optime la operatia 90. Gaurire - PT2, (v.§ c), dupa cum urmeaza..
Tabelul 4.4
|
Operatia |
Fazele operatiei |
Schita operatiei (SOF) |
Utilaj si S.D.V.-uri (tip) |
|
00. Matritare | |||
|
10. Strunjire I |
a Prindere semifabricat 10.1 Strunjire degrosare contur exterior la 10.2 Strunjire frontala de finisare la 10.3 Strunjire degajare exterioara Ø 56x4 10.4 Strunjire cilindrica interioara de degrosare la b Desprindere si depunere piesa |
|
U: Strung CNC D: universal S: cutit V: Subler |
|
15. Control | |||
|
20. Strunjire II |
a Prindere semifabricat 20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; 20.2 Strunjire cilindrica exterioara de
semifinisare la b. Desprindere si depunere piesa |
|
U: strung CNC D: universal S: cutit V: subler |
|
25. Control | |||
|
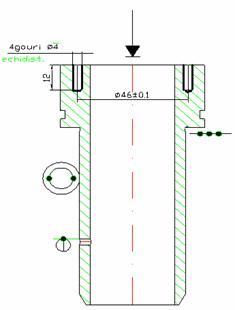
30. Gaurire-alezare |
a. Prindere semifabricat 30.1 Gaurire Ø 30.2 Alezare 1 gaura Ø 3H7 b. Desprindere si depunere piesa |
|
U: masina de gaurit D: special S: burghiu, alezor V: subler, calibru tampon T-NT |
|
35. Control | |||
|
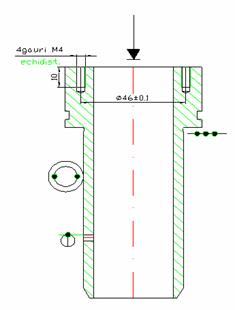
40. Gaurire- filetare |
a. Prindere semifabricat 40.1 Gaurire 4x Ø 40.2 Filetare 4 gauri M4 b. Desprindere piesa |
|
U: masina de gaurit D: special S: Burghiu, Tarod V: subler, calibru tampon filetat |
|
45. Control | |||
|
47. Tratament termic | |||
|
50. Rectificare |
a. Prindere semifabricat 50.1 Rectificare cilindrica exterioara la Ø44h6 50.2 Rectificare frontala la 85 b. Desprindere semifabricat |
|
U: masina de rectificat D: universal S: disc abraziv V: Subler, calibru inel T-NT |
|
55. Spalare | |||
|
60. Control final | |||
|
70. Conservare- depozitare |
Tabelul 4.4
|
Operatia |
Fazele operatiei |
Schita operatiei (S.O.F.) |
Utilaj si S.D.V-uri (tip) |
|
10. Debitare |
a. Prindere semifabricat 10.1 Debitare la b. Desprindere piesa |
|
U: masina de debitat D : menghina S : panglica ferastrau V: Subler |
|
20. Strunjire I |
a. Prindere semifabricat 20.1 Strunjire frontala la degrosare 20.2 Strunjire cilindrica exterioara de degrosare la Ø 20.3 Strunjire frontala de degrosare la 20.4 Strunjire conica exterioara de degrosare la 20.5 Strunjire degajare conform detaliu "A" b. Desprindere si depunere piesa |
|
U: strung frontal D: universal S: cutit V: Subler |
|
25. Control | |||
|
30. Strunjire II- Gaurire |
a. Prindere semifabricat 30.1 Strunjire frontala de degrosare la 30.2 Strunjire cilindrica exterioara de degrosare la 30.3 Strunjire degajare - exterioara 30.4 Gaurire Ø35 b. Desprindere si depunere piesa |
|
U: strung frontal D: universal S: cutit, burghiu V: subler |
|
35. Control | |||
|
40. Strunjire III (finisare) |
a. prindere semifabricat 40.1 Strunjire cilindrica exterioara de semifinisare la Ø 40.2 Strunjire frontala de semifinisare la b. desprindere si depunere piesa |
|
U: strung frontal D: universal S: cutit V: Subler |
|
45. Control | |||
|
50. Strunjire IV (finisare) |
a. Prindere semifabricat 50.1 Strunjire frontala de finisare la 115 b. Desprindere si depunere piesa |
|
U: strung frontal D: universal S: cutit V: subler |
|
55. Control | |||
|
60. Gaurire-alezare |
a. Prindere semifabricat 30.1 Gaurire Ø 30.2 Alezare 1 gaura Ø 3H7 b. Desprindere si depunere piesa |
|
U: masina de gaurit D: special S: burghiu, alezor V: subler, calibru tampon T-NT |
|
65. Control | |||
|
70. Gaurire |
a. Prindere semifabricat 70.1 Gaurire 4x Ø4 b. Desprindere si depunere piesa |
|
U : masina de gaurit D : special S : burghiu V : subler |
|
80. Filetare |
a. Prindere semifabricat 80.1 Filetare 4gauri M4 b. Desprindere si depunere piesa |
|
U: Masina de filetat D: Special S: Tarod V: calibru tampon filetat |
|
85. Control | |||
|
87. Tratament termic | |||
|
90. Rectificare |
a. Prindere semifabricat 50.1 Rectificare cilindrica exterioara la Ø44h6 50.2 Rectificare frontala la 85 b. Desprindere semifabricat |
|
U: masina de rectificat D: universal S: disc abraziv V: Subler, calibru inel T-NT |
|
95. Spalare | |||
|
100. Control final | |||
|
110. Conservare- depozitare |
c. Determinarea SOF-O pentru operatia 30. Gaurire- alezare - PT1 si operatia 60. Gaurire alezare PT2 [ISP1]
Date initiale: Schita simplificata a operatiei
Fig. 4.1
E1. Identificarea conditiilor tehnice
pentru orientare CTO si calculul e![]() (wj
(wj
CTO:
Di![]() A1
A1
Di![]() Axa (A10)
Axa (A10)
Rezulta:
wj=85; ![]()
BC: A1; Axa (A10)
Se adopta e![]() (wj)=
(wj)=![]() T(wj)
T(wj)
Dar, T(wj)=0.6 mm ; 0.4 mm; [ ISO 2768- mk ;![]() ]
]
Astfel, e![]() (wj) :
0.3mm ; 0.2mm
(wj) :
0.3mm ; 0.2mm
E2. EGT si E/M - O/F/R/A
EGT se stabilesc astfel incat BTsBC, respectiv, EGT : A1; A10
E/M - O: corespund simbolurilor [1],[2],[3],[4],[6]
EF: corespund simbolului [4]; [6]; [7]; [8]
E/M - R/A: nu este cazul.
E3. Dimensiunile definitorii ale EO,
SOF-TP, e![]() (wj), SOF-TA, SOF-O
(wj), SOF-TA, SOF-O
* Dimensiunile
definitorii: D10= 35H11(![]() ); d7=
); d7= ![]() h9(
h9(![]() ) ; 2=
90°
) ; 2=
90°
* SOF-TP, e![]() (wj),
SOF-TA: conform tabelelor 4.4 si 4.5
(wj),
SOF-TA: conform tabelelor 4.4 si 4.5
Tabelul 4.4
|
E/M-O | ||||||
|
e ( |
Expresie |
T( |
|
T( |
Jmax2 | |
|
Valoare | ||||||
Tabelul 4.5
|
Elemente(Mecanisme) de O-F |
SOF- TP |
e |
e ( |
SOF- TA |
|||||||
SOF-O
Concluzie- toate cele 5 SOF-TP sunt SOF-TA
SOF-O
Aceasta se stabileste pe baza criteriului economic
Astfel, avand in vedere structurile celor 5 SOF-TA si costurile de executie ale E/M- O/F avem :
SOF-O :
Avand in vedere programa de productie, continutul operatiilor/ fazelor si caracteristicile specifice ale utilajelor, se stabilesc metodele si , respectiv, procedeele de reglare la dimensiune, intr-o varianta, dupa cum se prezinta in tabelul .
|
PT |
Operatia |
Metoda de reglare la dimensiune |
Procedeul de reglare la dimensiune |
|
PT 1 |
10. strunjire I 20. strunjire II |
Metoda reglarii automate (RA) |
Reglare cu mecanism de orientare tip universal si reglare dupa program |
|
30. gaurire- alezare |
Reglare cu elemente de orientare de tip dorn cu guler si reglare cu bucsa de ghidare pentru faza de gaurire, reglare prin auto- centrarea sculei aschietoare dupa gaura initiala la faza de alezare |
||
|
PT2 |
60. gaurire- alezare |
||
|
PT1 |
50. rectificare |
Reglare cu element de tip orientare tip universal si reglare dupa gradatie |
|
|
PT2 |
90. rectificare |
||
|
PT1 |
40. gaurire- filetare |
Reglare cu elemente de orientare tip inel, placa si bolt frezat si reglare cu bucse de ghidare la gaurire si prin autocentrarea sculei aschietoare dupa gaurile initiale la filetare |
|
|
PT2 |
70. gaurire |
||
|
80. filetare |
|||
|
20. strunjire I 30. strunjire II 40. strunjire III 50.strunjire IV |
Reglare cu mecanism de orientare tip universal si reglare dupa gradatie |
||
|
10. debitare |
Reglare cu mecanism de orientare tip menghina hidraulica si cu opritor mecano- electric |
4.2.2 Utilajele si SDV-urile, metodele si procedeele de reglare la dimensiune [2,5,7,ISP1]
a. Utilajele(U) Avand in vedere tipurile de utilaje adoptate, continutul operatiilor, precum si dimensiunile de gabarit ale semifabricatului/piesei, pentru fiecare operatie sau grup de operatii se stabilesc utilajele, U, intr-o varianta, dupa cum se prezinta in tabelul 4.6.
Tabelul 4.6
|
PT |
Operatia(ile) |
Utilaje (U) |
||
|
Tip |
Marca |
Turatii(n,..),avansuri(s,..)/viteze de avans(w,..),putere(N),curse etc. |
||
|
PT1 |
10. Strunjire I 20. Strunjire II |
Strung CNC |
MASTURN 32 |
diametrul de rotire deasupra batiului : 320 mm diametrul de rotire deasupra saniei : 150 mm puterea motorului electric principal : 7 KW domeniul turatiilor : 0.5000 rot/min distanta intre varfuri : 800 mm |
|
30. Gaurire- alezare |
Masina de gaurit |
G16 |
n [rot/ min] : 150 ; 212 ; 300 ;425 ; 600 ;850 ; 1180 ; 1700 ; 2360 s [mm/ rot] : 0.10 ;0.16 ;0.25 ;0.40 N [KW] : 1.5 diametrul maxim de gaurit [mm] : 16 adancimea maxima de gaurit [mm] : 225 |
|
|
PT2 |
60. Gaurire- alezare |
|||
|
PT1 |
40. Gaurire- filetare |
|||
|
PT2 |
70. Gaurire |
|||
|
PT1 |
50. Rectificare |
Masina de rectificat |
WMW 450 |
distanta intre varfuri : 450 mm inaltime varfuri : 85 mm diametrul pietrei : 300 mm latimea pietrei : 40 mm turatii [ rot/ min] : -piatra exterior : 2040 piatra interior : 11000 piesa : 62.5.125 viteza de inaintare a mesei : 0.80 mm/min puterea motorului electric principal : 3.2 KW |
|
PT2 |
90. Rectificare |
|||
|
10. Debitare |
Masina de debitat cu panglica ferastrau |
ARG 400 PLUS |
puterea motorului electric : 7 KW viteza de avans ; 0.80mm/ min viteza de aschiere : 20.70 mm/min |
|
|
20. Strunjire I 30. Strunjire II 40. Strunjire III 50. Strunjire IV |
Strung frontal |
SF 250 |
n [rot/ min] : 63 ;90 ;125 ;180 ;250 ;355 ;500 ;710 ;1000 ;1410 ;1910 ; 2800 Sl [mm/ rot] : 0.04 ;0.05 ;0.06 ;0.07 ;0.08 ;0.10 ;0.12 ;0.14 ;0.16 ;0.20 ; 0.24 ;0.28 ;0.32 ;0.40 ;0.46 ;0.56 ;0.64 ;0.80 ;0.96 ;1.12 ; 1.28 ;1.60 ;1.92 ;2.24 St [mm/rot] : 0.012 ;0.015 ;0.018 ;0.021 ;0.024 ;0.030 ;0.036 ;0.042 ; 0.048 ;0.060 ;0.072 ;0.084 ;0.096 ;0.12 ;0.144 ;0.168 ; 0.192 ;0.24 ;0.288 ;0.336 ;0.384 ;0.48 ;0.516 ;0.672 N[KW] : 4.5 |
|
|
PT2 |
80. Filetare |
Masina de filetat |
G18 |
diametrul maxim de filetat : M8 turatia axului : 250.500 rot/ min N[KW] : 0.4 pasul filetului : 0.3.1.75mm dimensiunile mesei : 200x500mm |
b. Dispozitivele port-piesa (DPP)
Avand in vedere schemele de orientare-fixare si caracteristicile specifice ale utilajelor, se stabilesc dispozitivele de prindere a piesei, DPP, pentru fiecare operatie sau grup de operatii, dupa cum se prezinta in tabelul 4.7.
Tabelul 4.7
|
PT |
Operatia(ile) |
DPP |
|
PT1 |
10. Strunjire I 20. Strunjire II |
Universal hidraulic |
|
30. Gaurire- alezare |
Dispozitiv DPP- S 01.00 |
|
|
40. Gaurire- filetare |
Dispozitiv DPP-S02-00 |
|
|
50. Rectificare |
Universal 3/160- I STAS 1655/2 -87 |
|
|
PT2 |
10. Debitare |
Menghina hidraulica |
|
20. Strunjire I |
Universal 3/160- II STAS 1655/2-87 |
|
|
30. Strunjire II- Gaurire |
||
|
40. Strunjire III- Finisare |
||
|
50. StrunjrieIV- finisare |
||
|
60. Gaurire- alezare |
DPP-S01.00 |
|
|
70. Gaurire |
DPP-S03.00 |
|
|
80. Filetare |
DPP- S04.00 |
|
|
90.Rectificare |
Universal 3/160- I STAS 1655/2-87 |
c. Scule de prelucrare (S) si dispozitivele port-scule (DPSc)
Avand in vedere tipurile de scule adoptate, continutul fazelor de prelucrare, caracteristicile specifice ale semifabricatului/piesei, precum si caracteristicile specifice ale utilajelor de prelucrare/dispozitivelor port-scule, pentru fiecare faza sau grup de faze de prelucrare, se stabilesc sculele, S, si, corespunzator, dispozitivele port-scule, DPSc, intr-o varianta, dupa cum se prezinta in tabelul 4.8 (PT1) respectiv tabelul 4.9(PT2).
PT1 Tabelul 4.8
|
Operatia |
Faza(ele) de prelucrare |
S |
DPSc |
||||
|
Fig. |
Simbol |
Tip |
Notare |
Alte caracteristici |
|||
|
10. Strunjire I |
10.1 Strunjire degrosare contur exterior la |
S1 |
cutit |
Suport PSSNR 2020k09-SNMG090303-PM/P30 |
c=c1=45s |
Suport port cutit |
|
|
10.2 Strunjire frontala de finisare la |
S2 |
Suport PSSNR 2020 K09-SNMG090304 |
|||||
|
10.3 Strunjire degajare exterioara Ø 56x4 |
S3 |
Suport RF 151.22-2020-40/N151.2-4004-40-ST/P30 |
b=4 mm |
||||
|
10.4 Strunjire cilindrica interioara de degrosare la |
S4 |
Suport S16R-SSKCR09/SNMG 090304-PM/P30 |
|||||
|
20. .Strunjire II |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
S5 |
Suport PCLNR2020k09/ CNMG 090304-PM/P30 |
c=75 s c1=15 s |
|||
|
20.2 Strunjire cilindrica exterioara de
semifinisare la |
S6 |
Alezor 15H8stg. STAS 1265-80/Rp5 |
c s c1 s |
||||
|
30.Gaurire- Alezare |
30.1 Gaurire Ø |
S7 |
Burghiu |
Burghiu |
c=118 s |
Reductie 2/1 STAS 252-80 |
|
|
30.2 Alezare 1 gaura Ø 3H7 |
S8 |
Alezor |
Alezor 3 STAS 1265- 80/Rp3 |
c=90 s |
|||
|
40. Gaurire- Filetare |
40.1 Gaurire 4x Ø |
S9 |
Burghiu |
Burghiu |
c=118 s |
Reductie 2/1 STAS 252-80 |
|
|
40.2 Filetare 4 gauri M4 |
S10 |
Tarod |
Tarod M4 STAS 1112/8- 75/Rp3 |
Z= 3 dinti |
Mandrina speciala |
||
|
50. Rectificare |
50.1 Rectificare cilindrica exterioara la Ø44h6 |
S11 |
Disc abraziv |
Piatra 300x40x75 STAS 601/1-84/En |
Granulatie 40 ; liant j |
Dorn port- piatra |
|
|
50.2 Rectificare frontala la 85 |
|||||||
Fig. 4.3
Fig. 4.4
Fig. 4.5
Fig 4.6
Fig 4.7
PT2 Tabelul 4.9
|
Operatia |
Faza(ele) de prelucrare |
S |
DPSc | |||||
|
Fig. |
Simbol |
Tip |
Notare |
Alte caracteristici |
||||
|
10.Debitare |
10.1 Debitare la |
S12 |
Panglica ferastrau |
Panglica ferastrau/Rp3 |
g=2 mm |
Tip tambur | ||
|
20. Strunjire I |
20.1 Strunjire frontala la degrosare |
S1 |
Cutit |
Suport PSSNR 2020k09-SNMG090303-PM/P30 |
c=c1=45s |
Suport port cutit | ||
|
20.2 Strunjire cilindrica exterioara de degrosare la Ø |
S5 |
Cutit |
Suport PCLNR2020k09/ CNMG 090304-PM/P30 |
c=75 s c1=15 s |
||||
|
20.3 Strunjire frontala de degrosare la |
||||||||
|
20.4 Strunjire conica exterioara de degrosare la |
S1 |
Cutit |
Suport PSSNR 2020k09-SNMG090303-PM/P30 |
c=c1=45s |
||||
|
20.5 Strunjire degajare conform detaliu "A" |
S5 |
Cutit |
Suport PCLNR2020k09/ CNMG 090304-PM/P30 |
c=75 s c1=15 s |
||||
|
30. Strunjire II |
30.1 Strunjire frontala de degrosare la |
S1 |
Cutit |
Suport PSSNR 2020k09-SNMG090303-PM/P30 |
c=c1=45s |
Suport port cutit | ||
|
30.2 Strunjire cilindrica exterioara de degrosare la |
||||||||
|
30.3 Strunjire degajare - exterioara |
S3 |
Cutit |
Suport RF 151.22-2020-40/N151.2-4004-40-ST/P30 |
b=4 mm |
||||
|
30.4 Gaurire Ø35 |
S13 |
Burghiu |
Burghiu R416.2-0350 L40-20/WCMX06T308R-531020/P30 |
Z=2 dinti |
Reductie 3/2 STAS 252-80 | |||
|
40.Strunjire III |
40.1 Strunjire cilindrica exterioara de semifinisare la Ø |
S6 |
Cutit |
Suport PCLNR2020k09/ CNMG 090304-PM/P20 |
c s c1 s |
Support port-cutit | ||
|
40.2 Strunjire frontala de semifinisare la |
||||||||
|
50.Strunjire IV |
50.1 Strunjire frontala de finisare la 115 |
S2 |
Cutit |
Suport PSSNR 2020 K09-SNMG090304 |
c=c1=45s |
Support port-cutit | ||
|
60.Gaurire- Alezare |
60.1 Gaurire Ø |
S7 |
Burghiu |
Burghiu |
c=118 s |
Reductie 2/1 STAS 252-80 | ||
|
60.2 Alezare 1 gaura Ø 3H7 |
S8 |
Alezor |
Alezor 3 STAS 1265- 80/Rp3 |
c=90 s |
||||
|
70. Gaurire |
70.1 Gaurire 4x Ø4 |
S9 |
Burghiu |
Burghiu |
c=118 s |
Reductie 2/1 STAS 252-80 | ||
|
80.Filetare |
80.1 Filetare 4gauri M4 |
S10 |
Tarod |
Tarod M4 STAS 1112/8- 75/Rp3 |
Z= 3 dinti |
Mandrina speciala | ||
|
90. Rectificare |
90.1 Rectificare cilindrica exterioara la Ø44h6 |
S11 |
Disc abraziv |
Piatra 300x40x75 STAS 601/1-84/En |
Granulatie 40 ; liant j |
Dorn port- piatra | ||
|
90.2 Rectificare frontala la 85 |
||||||||
|
130.4 Frezare canal la Ø1 |
S3 |
Freza fierastrau profilata |
Freza I F 50×1 STAS 1159/1-86/Rp5 |
g a ±20)=100; z=80 |
||||
|
130.5 Frezare canal la 3 |
S2 |
Freza fierastrau |
Freza I F 32×3 STAS 1159/1-86/Rp5 |
g a ±20)=100; z=40 |
||||
Fig.4.9
Fig. 4.10
Fig. 4.11
Fig. 4.12
Fig.4.13
Fig. 4.14
Fig. 4.15
Fig. 4.16
Fig.4.17
d. Verificatoarele (V) Avand in vedere tipurile de verificatoare adoptate, continutul operatiilor/fazelor, caracteristicile specifice ale semifabricatului/piesei, precum si caracteristicile specifice ale utilajelor de control, se stabilesc verificatoarele, V, intr-o varianta, dupa cum se prezinta in tabelul 4.10 (PT1) respectiv tabelul 4.11 (PT2).
PT1 Tabelul 4.10
|
Operatia |
Verificator (V) |
||
|
Denumirea |
Precizia de masurare (mm) |
Interval de masurare (mm) |
|
|
10. Frezare I |
Subler de exterior-interior SR ISO 3599-1996 | ||
|
20. Largire, Alezare |
Micrometru pentru interior 100 clasa 2 STAS 11671-83 | ||
|
30. Frezare II |
Subler de exterior-interior SR ISO 3599-1996 | ||
|
40. Frezare III |
|||
|
50. Gaurire, Adancire, Alezare, Filetare |
Micrometru pentru interior 100 clasa 2 STAS 11671-83 | ||
|
Subler de adancime 500×0,1 STAS 1373/3-73 | |||
|
Micrometru pentru filete 100 STAS 11672-83 | |||
|
60. Frezare canale |
Subler de exterior-interior SR ISO 3599-1996 | ||
PT2 Tabelul 4.11
|
Operatia |
Verificator (V) |
||
|
Denumirea |
Precizia de masurare (mm) |
Interval de masurare (mm) |
|
|
10. Debitare |
Subler de exterior-interior SR ISO 3599-1996 | ||
|
20. Frezare I |
|||
|
30. Frezare finisare I |
|||
|
40. Gaurire, Alezare I |
Micrometru pentru interior 100 clasa 2 STAS 11671-83 | ||
|
50. Frezare II |
Subler de exterior-interior SR ISO 3599-1996 | ||
|
60. Frezare finisare II |
|||
|
70. Gaurire, Alezare II |
Micrometru pentru interior 100 clasa 2 STAS 11671-83 | ||
|
80. Frezare III |
Subler de exterior-interior SR ISO 3599-1996 | ||
|
90. Gaurire |
Micrometru pentru interior 100 clasa 2 STAS 11671-83 | ||
|
100. Adancire I |
Subler de adancime 500×0,1 STAS 1373/3-73 | ||
|
110. Adancire II |
|||
|
120. Filetare |
Micrometru pentru filete 100 STAS 11672-83 | ||
|
130. Frezare canale |
Subler de exterior-interior SR ISO 3599-1996 | ||
e. Metodele si procedeele de reglare la dimensiune Avand in vedere programa de productie, continutul operatiilor/fazelor si caracteristicile specifice ale utilajelor, se stabilesc metodele si, respectiv, procedeele de reglare la dimensiune, intr-o varianta, dupa cum se prezinta in tabelul 4.12.
Tabelul 4.12
|
PT |
Operatia(ile) |
Metoda de reglare la dimensiune |
Procedeul(ele) de reglare la dimensiune |
|
PT1 |
10. Frezare I |
Metoda reglarii automate ( RA ) |
Reglare cu : element de orientare de tip placa, mecanism de orientare-fixare de tip menghina |
|
20. Largire, Alezare |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
30. Frezare II |
Reglare cu : element de orientare de tip placa, bolt cilindric neted si element de orientare de tip ghidaj |
||
|
40. Frezare III |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida si mecanism de orientare |
||
|
50. Gaurire, Adancire, Alezare, Filetare |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida ; reglare prin autocentrare dupa gaura anterioara |
||
|
60. Frezare canale |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
PT2 |
10. Debitare |
Reglare cu : element de orientare de tip placa, mecanism de orientare-fixare de tip menghina |
|
|
20. Frezare I |
Reglare cu : element de orientare de tip placa, mecanism de orientare-fixare de tip menghina |
||
|
30. Frezare finisare I |
Reglare cu : element de orientare de tip placa, mecanism de orientare-fixare de tip menghina |
||
|
40. Gaurire, Alezare I |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
50. Frezare II |
Reglare cu : element de orientare de tip placa, bolt cilindric neted si element de orientare de tip ghidaj |
||
|
60. Frezare finisare II |
Reglare cu : element de orientare de tip placa, mecanism de orientare-fixare de tip menghina |
||
|
70. Gaurire, Alezare II |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
80. Frezare III |
Reglare cu : element de orientare de tip placa, bolt cilindric neted si element de orientare de tip ghidaj |
||
|
90. Gaurire |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
100. Adancire I |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
110. Adancire II |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
||
|
120. Filetare |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida ; reglare prin autocentrare dupa gaura anterioara |
||
|
130. Frezare canale |
Reglare cu : elemente de orientare de tip placa, element de fixare de tip brida |
4.2.3 Adaosurile de prelucrare si dimensiunile intermediare
Adaosurile de prelucrare intermediare, Ak, s-au determinat prin alegere din tabele normative, iar dimensiunile intermediare, Lk, prin calcul, dupa cum urmeaza.
Se subliniaza urmatoarele :
![]()
![]()
![]() ; Lk-1=Lk±Ak, Dk-1=Dk±2Ak,
; Lk-1=Lk±Ak, Dk-1=Dk±2Ak,
unde: k=n, n-1, ., 1; + pentru dimensiuni tip arbore, iar - pentru dimensiuni tip alezaj.
PT1 Tabelul 4.13
|
Sk |
Dimensiune prescrisa, Lm, mm |
Adaosul total, A0, mm |
Faza de prelucrare |
|||
|
Nr. de ordine si denumire preliminara |
Ak, mm |
Lk, mm |
Nr. de ordine si denumire finala |
|||
|
S1 |
10.1 Strunjire degrosare contur exterior cu
respectarea cotelor |
10.1 Strunjire degrosare contur exterior la ±0.5 si |
||||
|
10.2 Strunjire frontala de finisare la |
10.2 Strunjire frontala de finisare la 117.25 |
|||||
|
S2 |
.1 Strunjire degrosare contur exterior cu respectarea
cotelor |
10.1 Strunjire degrosare contur exterior cu respectarea cotelor 118±0.5 si |
||||
|
S3 |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115±0.3, 6.2x30s ; Ø45.4h12( |
||||
|
20.2 Strunjire cilindrica exterioara de
semifinisare la |
20.2 Strunjire cilindrica exterioara de semifinisare la 44,4h9 si 84.7 |
|||||
|
50.2 Rectificare frontala la 85 |
50.2 Rectificare frontala la 85 |
|||||
|
S4 |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115±0.3 ; 6.2x30s ; Ø45.4h12( |
||||
|
S5 |
5x30s |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
5±0.1x30s |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115±0.3 ; 6.2x30s ; Ø45.4h12( |
||
|
S6 |
Ø3H7( |
30.1 Gaurire Ø |
Ø2.9H12 |
30.1 Gaurire Ø2.9H12( |
||
|
30.2 Alezare 1 gaura Ø 3H7 |
Ø3H7 |
30.2 Alezare Ø3H79 |
||||
|
S7 |
Ø44h6 |
20.1 Strunjire degrosare contur exterior cu respectarea cotelor 115 ; x30s; ; degajare si |
Ø44.4h12 |
20.1 Strunjire degrosare contur exterior cu respectarea cotelor 115±0.3; 6.2x30°; Ø45.4h12(); degajare si 83.9±0.5 |
||
|
20.2 Strunjire cilindrica exterioara de semifinisare la si frontala la |
Ø44.4h9 |
20.2 Strunjire cilindrica exterioara de semifinisare la Ø44.4h9() si 84.7±0.4 |
||||
|
50.1 Rectificare cilindrica exterioara la Ø44h6() |
Ø44h6 |
50.1 Rectificare cilindrica exterioara la Ø44h6() |
||||
|
S8 |
Ø56x4 |
10.3 Strunjire degajare exterioara Ø 56x4 |
Ø 56x4 |
10.3 Strunjire degajare exterioara Ø 56x4 |
||
|
S9 |
M4 |
40.1 Gaurire 4x Ø |
40.1 Gaurire 4x |
|||
|
40.2 Filetare 4 gauri M4 |
M4 |
M4 |
40.2 Filetare 4 gauri M4 |
|||
|
S10 |
Strunjire cilindrica interioara de degrosare la |
Strunjire cilindrica interioara de degrosare la |
||||
|
S11 |
Conform detaliu « A » |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
Conform detaliu « A » |
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; |
||
4.2.4 Regimuri de prelucrare
Durabilitatea economica a sculei (T), parametrii regimului de aschiere (t, t1, s, v) si parametrii de reglare ai masinii unelte (n, w) s-au determinat prin alegere din normative sau prin calcul, avand in vedere si gamele de turatii si avansuri ale masinii unelte, dupa cum urmeaza.
a. Faza de tip strunjire Tabelul 4.18
|
PT |
Faza |
T, min |
Ak, mm |
i |
t, mm |
s, mm/ rot |
d, mm |
Viteza de aschiere v, m/min |
Turatia piesei n, rot/min |
Viteza de aschiere reala,v , m/min |
|
|
calc. |
reala |
||||||||||
|
PT1 |
10.1 Strunjire degrosare contur exterior la | ||||||||||
|
10.2 Strunjire frontala de finisare la | |||||||||||
|
PT1 |
10.3 Strunjire degajare exterioara Ø 56x4 | ||||||||||
|
Strunjire cilindrica interioara de degrosare la | |||||||||||
|
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; | |||||||||||
|
20.2 Strunjire cilindrica exterioara de
semifinisare la | |||||||||||
|
PT2 |
20.1 Strunjire frontala de degrosare la 118±0.5 | ||||||||||
|
20.2 Strunjire cilindrica exterioara de degrosare la Ø45.4 h12 | |||||||||||
|
PT2 |
20.3 Strunjire frontala la 83.9±0.5 | ||||||||||
|
20.4 Strunjire conica exterioara de degrosare la 6.2x30° | |||||||||||
|
20.5 Strunjire degajare conform detaliu "A" | |||||||||||
|
30.1 Strunjire frontala de degrosare la 115.8±0.8 | |||||||||||
|
30.2 Strunjire cilindrica exterioara de degrosare la | |||||||||||
|
30.3 Strunjire degajare exterioara Ø56x4 | |||||||||||
|
30.4 Gaurire | |||||||||||
|
40.1 Strunjire cilindrica exterioara de semifinisare la Ø44.4h9 | |||||||||||
|
40.2 Strunjire frontala de semifinisare la 30.3 | |||||||||||
|
50.1 Strunjire frontala de finisare la 115±0.3 | |||||||||||
b. Fazele de tip gaurire Tabelul 4.19
|
PT |
Faza |
D, mm |
T, min |
t, mm |
s, mm/ rot |
Viteza de asch. v, Calculata/aleasa |
Turatia sculei n, rot/min |
Viteza de aschiere reala v, m/min |
|
|
calc. |
reala |
||||||||
|
PT1 |
30.1 Gaurire Ø2.9H12 | ||||||||
|
PT2 |
60.1 Gaurire Ø 2.9H12 |
||||||||
|
PT1 |
30.2 Alezare Ø3H7( | ||||||||
|
PT2 |
60.2 Alezare Ø3H7( |
||||||||
|
PT1 |
Gaurire 4x Ø3.3 | ||||||||
|
PT2 |
70.1 Gaurire 4x Ø3.3 |
||||||||
|
PT1 |
40.2 Filetare 4 gauri M4 | ||||||||
|
PT2 |
80.1 Filetare 4 gauri M4 |
||||||||
c. Fazele de tip rectificare Tabelul 4.20
|
PT |
Faza |
Ap mm |
T min |
i |
t mm/ trecere |
Se mm/rot |
V calculat/ ales m/sec |
Turatia discului abraziv rot/min |
Viteza reala de aschiere m/sec |
Vr m/ min |
Np rot/min |
|
|
calc. |
reala |
|||||||||||
|
PT1 |
50.1 Rectificare cilindrica exterioara la Ø44h6( | |||||||||||
|
PT2 |
90.1 Rectificare cilindrica exterioara la Ø44h6( |
|||||||||||
|
PT1 |
50.2 Rectificare frontala 85±0.3 | |||||||||||
|
PT2 |
90.2 Rectificare frontala 85±0.3 |
|||||||||||
4.2.5 Normele de timp pentru operatiile de prelucrare prin aschiere [1,3]
La nivel de operatie, norma de timp Tn are expresia :
![]() <min/buc>,
<min/buc>,
![]() , w=n×s ;
, w=n×s ;
![]() ,
, ![]() .
.
unde:
Tn - timpul unitar;
Tpi - timpul de pregatire-incheiere a locului de munca;
n0 - numarul de piese din lotul care urmeaza a fi prelucrat;
Tb - timpul de baza ;
Ta - timpul auxiliar ;
Tdt - timpul de deservire tehnica ;
Tdo - timpul de deservire organizatorica ;
Ton - timpul de necesitati si nevoi fiziologice ;
Ta1 - timp de prindere si desprindere ;
Ta2, Ta3, Ta4 - timpi auxiliari de comanda, reglare si respectiv, control ;
Top - timpul operativ ;
k - numarul de ordine al fazei de prelucrare ;
lmax - lungimea maxima a suprafetei de prelucrat ;
l1 si l2 - curse de siguranta la intrare si, respectiv, la iesire ;
i - numar de treceri ;
w - viteza de avans.
Elementele componente ale normei de timp pentru fiecare operatie s-au determinat fie prin calcul, fie prin alegere din normative si sunt prezentate mai jos.
PT1
Operatia 10. Strunjire I
1. Timpul de pregatire-incheiere Tpi
Tpi=18+15=33 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l |
l1 |
l2 |
i |
tb |
ta1 |
ta2 |
ta3 |
ta4 |
|
mm |
mm |
mm |
- |
min |
min |
min |
min |
min |
|
|
a+b.Prindere-desprindere | |||||||||
|
10.1 Strunjire degrosare contur exterior la | |||||||||
|
10.2 Strunjire frontala de finisare la | |||||||||
|
10.3 Strunjire degajare exterioara Ø 56x4 | |||||||||
|
Strunjire cilindrica interioara de degrosare la |
tb=![]() [min]
[min]
tb1=![]()
tb2=![]()
tb3=![]() min
min
tb4=![]()
Tb=![]()
Ta=![]()
Top=Tb+Ta=1.94min
3. Td si Ton
Tdt= Tbx2/100=0.016 min ; Tdo=Topx1/100=0.019min
Td=Tdt+Tdo=0.035 min
Ton=Topx 3.5/100=0.068 min
4. Timpul unitar Tu=Top+Td+Ton=2.04 min
In concluzie Tu=2.04min/ buc ; Tn=2.37 min/ buc
b) Operatia 20. Strunjire II
1. Timpul de pregatire-incheiere Tpi
Tpi= 33 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+bPrindere-desprindere | |||||||||
|
20.1 Strunjire degrosare contur exterior cu
respectarea cotelor 115 ; | |||||||||
|
20.2 Strunjire cilindrica exterioara de
semifinisare la |
tb1=![]()
tb2=![]()
Tb=![]() ; Ta=
; Ta=![]() min
min
Top=Tb+Ta=1.95 min
3.Td si Ton
Tdt=Tb 2/100=0.015 min ; Td0= Top 1/100=0.019min
Td= Tdt+ Tdo= 0.034 min
Ton= Top·3.5/100=0.06 min
4. Timpul unitar Tu= Top+Td+Ton= 2.05 min
In concluzie Tu=2.05 min/ buc; Tn=2.38 min/buc
Operatia 30. Gaurire- alezare
1. Timpul de pregatire-incheiere Tpi
Tpi=18+8=26 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+bPrindere-desprindere | |||||||||
|
30.1 Gaurire Ø | |||||||||
|
30.2 Alezare 1 gaura Ø 3H7 |
tb=![]() [min]
[min]
Tb=![]() ; Ta=
; Ta= ![]()
Top= Tb+Ta=1.65 min
3. Td si Ton
Tdt= Tb 2/100= 0.001 min
Tdo= Top 1/100= 0.0165 min Td=Tdt+Tdo=0.017 min
Ton= Top·3/100= 0.05 min
4. Timpul unitar Tu
Tu=Top+Td+Ton=1.72min
In concluzie, Tu=1.72 min/buc,
Tn= 1.98 min/buc
Operatia 40. Gaurire- filetare
1. Timpul de pregatire-incheiere Tpi
Tpi= 26min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b Prindere-desprindere | |||||||||
|
40.1 Gaurire 4x Ø | |||||||||
|
40.2 Filetare 4 gauri M4 |
tb=![]() [min]
[min]
Tb=![]() ; Ta=
; Ta= ![]()
Top=Tb+Ta=2.14 min
3. Td si Ton
Tdt=Tb·2/100=0.011 min
Tdo=Top·2/100= 0.043 min
Ton= Top·3/100= 0.064 min
Td= Tdt+Tdo=0.054 min
4. Timpul unitar Tu
Tu=Top+Td+Ton=2,26 min
In concluzie, Tu=2,26 min/buc,
Tn=2.52 min/buc.
Operatia 50. Rectificare
1. Timpul de pregatire-incheiere Tpi
Tpi=30 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b. Prindere-desprindere | ||||||
|
50.1 Rectificare cilindrica exterioara la Ø44h6 | ||||||
|
50.2 Rectificare frontala la 85 |
tb1=![]() ; L-lungimea cursei ; L=l-(0.2.0.4)BD
; L-lungimea cursei ; L=l-(0.2.0.4)BD
l- lungimea de rectificat ; l=85-2.5-5=77.5 mm
BD= latimea discului abrazic: BD= 40mm
L=77.5-0.3·40= 65.5mm
Sl=20mm/rot ; np= 115 rot/ min
h=0.2mm
t=0.02mm/ trecere
k=1.3
tb1=![]()
tb2=![]() Tb=tb1+tb2=
0.57min
Tb=tb1+tb2=
0.57min
Ta=![]() Top=Tb+Ta=2.47
min
Top=Tb+Ta=2.47
min
3. Td si Ton
Td=tdt1 Tb/Tec+ Top 1.5/ 100= 1.3 0.57/5+ 2.47 1.5/100= 0.19 min
Ton=Top·3/100= 0.074 min
4. Timpul unitar Tu
Tu=+Top+Td+Ton=2.73 min
Tu=2.73 min/ buc ; Tn= 3.03 min/buc
PT2
Operatia 10. Debitare
1. Timpul de pregatire-incheiere Tpi
Tpi=10+20=30min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b. Prindere-desprindere | |||||||||
|
10.1 Debitare la |
Tb=![]()
Ta=![]() Top=Tb+Ta=
1.59 min
Top=Tb+Ta=
1.59 min
3. Td si Ton
Tdt=Tb·2/100= 0.22 min
Tdo=Top·1/100= 0.016min Tdo=Top·1/100= 0.016 min Td=Tdt+Td= 0.038min
Ton=Top·3/100= 0.048min
4. Timpul unitar Tu
Tu= Top+Td+Ton=1,68 min
In concluzie, Tu=1,68 min/buc,
Tn=1.98 min/buc.
Operatia 20.Strunjire I
1. Timpul de pregatire-incheiere Tpi
Tpi=28 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
20.1 Strunjire frontala la degrosare | |||||||||
|
20.2 Strunjire cilindrica exterioara de degrosare la Ø | |||||||||
|
20.3 Strunjire frontala de degrosare la | |||||||||
|
20.4 Strunjire conica exterioara de degrosare la | |||||||||
|
20.5 Strunjire degajare conform detaliu "A" |
tb=![]() Tb= ;
Tb= ;![]() ;Ta=
;Ta=![]()
Top=Tb+Ta=4.09 min
3. Td si Ton
Tdt=Tb·2/100= 0.03min; Tdo=Top·1/100=0.041min; Td=Tdt+Tdo=0.07min
Ton=Top·3.5/100=0.14min
4. Timpul unitar Tu
Tu=Top+Tdt+Td+Ton=4.3 min
In concluzie, Tu=4.3 min/buc,
Tn=4.58 min/buc.
Operatia 30. Strunjire II- Gaurire
1. Timpul de pregatire-incheiere Tpi
Tpi=28 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
30.1 Strunjire frontala de degrosare la | |||||||||
|
30.2 Strunjire cilindrica exterioara de degrosare la | |||||||||
|
30.3 Strunjire degajare - exterioara | |||||||||
|
30.4 Gaurire Ø35 |
tb=![]() Tb=
Tb=![]() ; Ta=
; Ta=![]()
Top=Tb+Ta=4.06 min
3. Td si Ton
Tdt=Tb·2/100=0.037 min
Tdo=Top·1/100=0.041min Td=Tdt+Tdo=0.078 min
Ton=Top·3.5/100= 0.14
4. Timpul unitar Tu
Tu=Top+ Td+Ton=4.28 min/buc
In concluzie, Tu=4.28 min/buc,
Tn= 4.56 min/buc.
Operatia 40. Strunjire III(finisare)
1. Timpul de pregatire-incheiere Tpi
Tpi=25min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
40.1 Strunjire cilindrica exterioara de semifinisare la Ø | |||||||||
|
40.2 Strunjire frontala de semifinisare la |
tb=![]() Tb=
Tb=![]() ; Ta=
; Ta=![]()
Top=Tb+Ta=2.11 min
3. Td si Ton
Tdt=Tb·2/100=0.01min;
Tdo=Top·1/100= 0.021 min
Td=Tdt+Tdo=0.03 min
Ton=Top·3.5/100=0.074 min
4. Timpul unitar Tu
Tu=Top+ Td+Ton=2,21 min/buc
In concluzie, Tu=2,21min/buc,
Tn=2.46 min/buc.
Operatia 50. Strunjire IV(finisare)
1. Timpul de pregatire-incheiere Tpi
Tpi=20min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
50.1 Strunjire frontala de finisare la 115 |
tb=![]() Tb=
Tb=![]() ; Ta=
; Ta=![]()
Top=Tb+Ta=1.06 min
3. Td si Ton
Tdt=Tb·2/100=0.001 min;
Tdo=Top·1/100= 0.01 min Td= Tdt+Tdo=0.011 min
Ton=Top·3.5/100= 0.037 min
4. Timpul unitar Tu
Tu=Top+ Td+Ton=1.11 min/buc
In concluzie, Tu=1.11min/buc,
Tn=1.31 min/buc.
Operatia 60. Gaurire- alezare
1. Timpul de pregatire-incheiere Tpi
Tpi=18+8=26 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+bPrindere-desprindere | |||||||||
|
30.1 Gaurire Ø | |||||||||
|
30.2 Alezare 1 gaura Ø 3H7 |
tb=![]() [min]
[min]
Tb=![]() ; Ta=
; Ta= ![]()
Top= Tb+Ta=1.65 min
3. Td si Ton
Tdt= Tb 2/100= 0.001 min
Tdo= Top 1/100= 0.0165 min Td=Tdt+Tdo=0.017 min
Ton= Top·3/100= 0.05 min
4. Timpul unitar Tu
Tu=Top+Td+Ton=1.72min
In concluzie, Tu=1.72 min/buc,
Tn= 1.98 min/buc
Operatia 70. Gaurire
1. Timpul de pregatire-incheiere Tpi
Tpi=20 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
70.1 Gaurire 4x Ø4 |
tb=![]() [min]
[min]
Tb=![]() ; Ta=
; Ta= ![]()
Top=Tb+Ta=1.41 min
3. Td siTon
Tdt=Tb·2/100=0.004 min; Tdo=Top ·1/100=0.14 min
Td=Tdt+Tdo= 0.018 min
Ton=Top·3/100= 0.042 min
4. Timpul unitar Tu
Tu=Top +Td+Ton=1.47min/buc
In concluzie, Tu=1,47 min/buc,
Tn=1.67 min/buc.
Operatia 80. Filetare
1. Timpul de pregatire-incheiere Tpi
Tpi=20 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
l mm |
l1 mm |
l2 mm |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b.Prindere-desprindere | |||||||||
|
80.1 Filetare 4gauri M4 |
tb=![]() [min]
[min]
Tb=![]() ; Ta=
; Ta= ![]()
3. Td si Ton
Tdt=Tb 2/100= 0.0006 min ; Tdo=Top 1/100=0.016min
Td= Tdt+Tdo=0.022 min
Ton=Top·3/100= 0.048 min
4. Timpul unitar Tu
Tu=Top +Td+Ton=1.66 min/buc
In concluzie, Tu=1.66 min/buc,
Tb=1.86 min/buc.
Operatia 90. Rectificare
1. Timpul de pregatire-incheiere Tpi
Tpi=30 min
2. Elementele de calcul pentru Tb si Ta sunt prezentate mai jos.
|
Nr. si denumirea fazelor |
i |
tb min |
ta1 min |
ta2 min |
ta3 min |
ta4 min |
|
a+b. Prindere-desprindere | ||||||
|
50.1 Rectificare cilindrica exterioara la Ø44h6 | ||||||
|
50.2 Rectificare frontala la 85 |
tb1=![]() ; L-lungimea cursei ; L=l-(0.2.0.4)BD
; L-lungimea cursei ; L=l-(0.2.0.4)BD
l- lungimea de rectificat ; l=85-2.5-5=77.5 mm
BD= latimea discului abrazic: BD= 40mm
L=77.5-0.3 40= 65.5mm
Sl=20mm/rot ; np= 115 rot/ min
h=0.2mm
t=0.02mm/ trecere
k=1.3
tb1=![]()
tb2=![]() Tb=tb1+tb2= 0.57min
Tb=tb1+tb2= 0.57min
Ta=![]() Top=Tb+Ta=2.47
min
Top=Tb+Ta=2.47
min
3. Td si Ton
Td=tdt1 Tb/Tec+ Top 1.5/ 100= 1.3 0.57/5+ 2.47 1.5/100= 0.19 min
Ton=Top·3/100= 0.074 min
4. Timpul unitar Tu
Tu=+Top+Td+Ton=2.73 min
Tu=2.73 min/ buc ; Tn= 3.03 min/buc
5.Proiectare de echipament tehnologic
5.1. Date initiale specifice
Echipamentul tehnologic proiectat este un dispozitiv de prelucrare utilizat in cadrul operatiei 30 Gaurire - alezare PT1 si operatiei 60 Gaurire - alezare PT2.
SOF - 0 a fost stabilita la capitolul 4 si este prezentata in figura de mai jos:
Regimurile de aschiere au fost stabilite la capitolul 4.
Cerinta economica: cresterea productivitatii.
Obiectiv principal: introducerea de echipament nou in vederea reducerii costului de fabricare si a efortului fizic.
5.2. Evidentierea unor caracteristici constructiv - functionale
Principalele functii pe care le indeplineste echipamentul: orientarea si fixarea PSF in vederea prelucrarii prin gaurire si alezare.
Calculul fortei de strangere:
In timpul procesului de prelucrare, componenta tangentiala a fortei de aschiere P≈0,8∙Pz (Pz = componenta principala a fortei de aschiere la faza de gaurire) isi schimba tot timpul directia si sensul.
Se considera ca forta de strangere este realizata cu ajutorul unui sistem surub - piulita.
Exista pericolul ca P sa desprinda PSF de reazemul ∙(1) (cand P actioneaza in sens opus strangerii S).
Se pune conditia S>P S=k∙P k>1 (k=3)
Dar P=0,8∙Pz=0.8∙14=11,2 daN => S=3∙11,2=33,5 daN
Descrierea unui ciclu complet de functionare
Dispozitivul proiectat este instalat pe masa m.n. fiind fixat in 2 suruburi pentru canale T.
Pentru prelucrarea PSF se parcurg urmatoarele etape:
Se prinde PSF in dispozitiv astfel:
orientarea PSF se face cu dornul cilindric cu guler pozitia 4.
strangerea PSF se face cu saiba detasabila pozitia 8 actionand cu o cheie fixa piulita cu guler pozitia 9.
Se introduce bucsa rapid schimbabila pozitia 6.
Cu un burghiu ghidat prin bucsa pozitia 6 se executa gaura Ø 2,9 din PSF.
Se scoate bucsa pozitia 6 si se alezeaza gaura cu un alezor de masina.
Dupa toate prelucrarile, se slabeste piulita pozitia 9 si se scote saiba detasabila.
Se scoate PSF din dispozitiv.
Se curate dispozitivul de aschii.
Se reia ciclul.
DISPOZITIV
6. Analiza economica a unor variante de operatii tehnologice
a. Expresia generala a costului de fabricare
Costul de fabricare este :
unde :
C este costul de fabricatie <RON> ;
X - volumul de productie <buc> ;
A - costul de fabricare direct unitar (dependent de produs/reper) <RON/buc> ;
B - costul de fabricare indirect (independent de produs/reper) <RON>.
b. Expresia costului de fabricare direct unitar
Costul de fabricare direct unitar, A <RON/buc>, este :
A=Ca+Cb+Cg+Cd+Ch+Cq
unde :
Ca este costul materialului consumat <RON/buc> ;
Cb - costul manoperei <RON/buc> ;
Cg - costul asigurarilor sociale <RON/buc> ;
Cd - costul ajutorului de somaj <RON/buc>;
Ch - costul regiei (pentru energie, substante de lucru, curatenie etc.) <RON/buc> ;
Cq - costul amortizarii si reparatiilor capitale ale utilajelor <RON/buc>.
Costul materialului consumat, Ca <RON/buc>, este :
Ca=mrcr+mdcd
unde: mr este masa reperului <kg/buc>; md este masa deseurilor <kg/buc>; cr - costul unitar al materialului reperului <RON/kg>; cd - costul unitar al materialului deseurilor <RON/kg>.
Se recomanda cd=0,5cr.
Astfel:
ma=0,78 kg; md1=0,080 kg; md2=2,35 kg; cr=3,5 RON/kg; cd=1,75 RON/kg =>
Ca =2,87 RON/buc ;
Ca =6,84 RON/buc
Costul manoperei, Cb <RON/buc>, in conditiile in care toate activitatile din operatie se efectueaza de acelasi operator, este :
Cb=![]()
unde : Tn este norma de timp <min/buc> ; S - salariul operatorului <RON/ora> ; i - nr. de ordine al operatiei i=1,2,.
Se recomanda Si=4 - 8 RON/ora.
Astfel :
Se considera : Si=6 RON/ora => Cb =1,22 RON/buc ;
Cb =2,34 RON/buc
Costul asigurarilor sociale, Cg <RON/buc>, este :
Cg=Kg Cb/100
unde : Kg este o cota procentuala <%>. Se recomanda Kg
Astfel :
Se considera : Kg=35% => Cg =35∙1,22/100=0,42 RON/buc ;
Cg RON/buc.
Costul ajutorului de somaj, Cd <RON/buc>, este :
Cd=Kd Cb/100
unde : Kd este o cota procentuala <%>. Se recomanda Kd
Astfel :
Se considera : Kd=8% => Cd =8∙1,22/100=0,097 RON/buc; Cd =8∙2,34/100=0,18 RON/buc.
Costul regiei, Ch <RON/buc>, este :
Ch=Kh( Cb+ Cg+ Cd
unde : Kh este o cota procentuala <%>. Se recomanda Kh
Astfel :
Se considera : Kh=55% => Ch =0,95 RON/buc ;
Ch =1,83 RON/buc.
Costul amortizarii si reparatiilor capitale ale utilajelor, Cq <RON/buc>, este :
Cq=![]()
unde : Vu este valoarea de achizitie a utilajului <RON> ; Zu - numarul anilor de amortizare <ani> ;
Ku - o cota procentuala privind reparatiile capitale <%> ; Hu - numarul orelor de functionare pe an <ore/an>. Se recomanda: Zu=5 - 10; Ku=15 - 35; Hu=zhs.
Astfel:
Se considera:
Zu=8; Ku=25; Hu=2040
CӨ1=
(75000·4.75+20000·4.5+30000·3.03) · ![]()
CӨ2=(20000·1.98+28000·12.91+5.51·20000+30000·3.03)
·![]()
A1=7.19RON/ buc; A2= 13.85 RON/buc
c. Expresia costului de fabricare indirect
Costul de fabricare indirect, B, <RON>, reprezinta costul amortizarii si intretinerii echipamentelor (scule, dispozitive etc.) speciale/specializate, respectiv :
B=![]()
unde : Ve este valoarea de achizitie a echipamentului <RON> ; Ze - numarul anilor de amortizare <ani> ; Ke - o cota procentuala privind intretinerea <%>. Se recomanda :
|
Echipament |
Ze |
Ke |
|
Scula | ||
|
Dispozitiv | ||
|
Verificator |
=> B1=2000 RON
B2=2500 RON
d. Costul de fabricatie asociat celor 2 doua procese tehnologice. Varianta optima
Pentru varianta tehnologica v, v=1 sau 2, expresia costului de fabricare este :
Cv=AvX+Bv <RON>
=> C1=7,19X+2000 RON
C2=13,8X+2500 RON
=>varianta optima este prima varianta, oricare X
Pentru programa de productie data, P, costul de fabricare este :
C=AP+B
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |