
Analiza ergonomica a unor posturi de lucru
1.Cotarea ergonomica a posturilor de lucru
1.1Grila de implicare
Obiect:Descrie sarcinile,regulile de respectat si responsabilitatile pentru elaborarea si gestionarea cotarii ergonomice a posturilor de lucru.
Campu de aplicare:Procedura se aplica pentru cotarea ergonomica a posturilor de lucru pe baza documentatiei tehnologice si a conditiilor practice de executie a reperelor in proiecte sau fabricate in Uzina Mecanica Dacia.
Din tabelul 1 se observa ca aceasta procedura de cotare ergonomica se poate aplica si in "Fabricatie",mai exact in departamentul montaj motor.
Tabel 1 Grila de implicare
|
Functia |
Implicare |
Functia |
Implicare | |
|
Directia |
X |
Informatica |
X | |
|
Calitate |
X |
Gestiune - Contabilitate |
X | |
|
Metode |
X |
Servicii Tehnice |
X | |
|
Logistica |
X |
Mediu |
X | |
|
Fabricatie |
X |
Resurse Umane si Comunicare |
X | |
|
Intretinere |
Formare |
X | ||
|
Cumparari |
X |
Securitate |
X | |
|
Comercial |
X |
Societati prestatoare |
1.2 Definitii
Pentru a intelege cat mai bine procedura de cotare ergonomica a posturilor de lucru din linia de montaj motor k7 trebuie sa definim notiunile urmatoare:
Procedura-document formand o succesiune de sarcini obligatorii care pun in joc mai multe entitati.
Elaborare-este crearea si punerea in forma conform regulilor de calitate.
Administrare-este urmarirea unui document,a unei proceduri,de la elaborarea sa pana la distrugere.
Verificare-este asigurarea ca documentul raspunde bine,prin forma si fondul sau la obiectivul cautat.
Aprobare-se exprima acordul sau.Aceasta aprobare este formalizata prin numele semnatarului,data si semnatura sa.
Fisa de analiza ergonomica a postului de lucru-reprezinta o fisa cu 3 pagini in care sunt descrise etapele principale a postului de lucru si cotarea acestora pe nivele in functie de constrangerile intalnite.Deasemenea exista o pagina in care este prezentata o sinteza a cotarii ergonomice a postului.
Postura-Efort-sunt constrangeri care se refera la pozitiile corpului,respectiv efortul depus de operator in timpul executarii sarcinilor care ii revin la postul de lucru respectiv.
Regularitate-Complexitate-sunt constrangeri cognitive care se refera la ritmul de lucru,respectiv complexitatea intampinata de operator in timpul executarii sarcinilor care ii revin la postul de lucru respectiv.
Documentatie tehnologica-este formata din documentele necesare executiei produsului conform documentelor de baza ale carei prevederi se stabilesc in functie de procedeul si procesul tehnologic ales in acest scop.
Date de intrare-sunt date necesare pentru realizarea in acest caz a studiilor de analiza si cotarea ergonomica a posturilor de lucru.
1.3 Procedura detaliata
Sinopticul procedurii:etape generale
1.4 Descriere procedura detaliata
Etapa 1: Primire DI(DT)-date de intrare
SAE(specialist de analiza ergonomica) trebuie sa primeasca toate informatiile necesare(gama de lucru,gama de control,implantare,flux logistic,) sau alte documente prin care se cere realizarea unei cotari ergonomice, pentru un post de lucru.
Etapa 2: Verificare DI(DT)
Se verifica documentatia primita pentru ca aceasta sa aiba toate elementele necesare calcularii si realizarii cotarii ergonomice a postului de lucru si anume de la:
Sef proiect - volum de productie;timp impus;randament operational; numar de echipe pe zi; zile lucratoare / saptamana; zile lucratoare pe an;
CAMI(Responsabil afacere mijloace industriale) - gama de fabricatie[timp de ciclu teoretic(tcth), mod operator, dispozitive de lucru];
CSI(Conceptor sisteme industriale) - Schema implantare(dimensiuni si distante)
Logistica - Flux logistic(mod de operare;dimensionare containere si cosuri)
Etapa 3: Realizare cotare erg. Postura - Efort pe etape principale
Avand la baza documentatia primita si eventualele explicatii date de cei implicati ,SAE completeaza fisa 'Postura - Efort' dupa cum urmeaza :
Pentru 'Postura'
- Etapele principale pe care le executa operatorul la postul de lucru
- Reperele posturii pe care le adopta operatorul cele mai penalizante (sunt niste codificari din Fisa 'Postura')si care se refera la pozitia Trunchiului, Capului, Membre superioare si inferioare
- Nivelul ergonomic cel mai ridicat observat,frecventa /ora si/sau durata - Nivelul de cotare al Etapei principale sau al operatiei calculat in functie de elementele cotate anterior dupa tabelul de cotare globala a postului.
Pentru 'Efort'
- Se indica pe fiecare Etapa principala efortul exercitat cu ponderarea acestuia daca este cazul ;
- Se indica pe fiecare Etapa principala frecventa orara si/sau durata efortului exercitat;
- Se determina nivelul de cotare al Etapei principale sau operatiei tinand cont de datele introduse anterior(greutate,frecventa,durata,.) si tabelul din fisa 'Efort'
Dupa completarea in totalitate a acestei fise, va rezulta nivelul global din punct de vedere Postura si Efort pentru postul de lucru respectiv.
Etapa 4: Realizare cotare erg. Regularitate pe Etape Principale
Pentru cotarea postului din punct de vedere Regularitate se analizeaza si se completeaza fisa de regularitate in functie de:
A PROCES
- Frecventa sau Timpul de ciclu
- Angajamentul operatorului
- Variatia de timp in functie de diversitate
- Proces in continuu sau defilat
- Dependenta pentru executia modului operator
B ACTIVITATE
- Aprovizionare sau conditionare dificila
- Pozitionare - ajustare - indexare delicata sau dificila
- Aliniere sau lipire de piese
- Dezlipire dificila sau protectii cu adezivi
- Lucrul in orb(fara vizibilitate)
- Control,reglaj sau retus
- Promiscuitate, cu jena intre operatori
Dupa completarea in totalitate a acestei fise, va rezulta nivelul global din punct de vedere 'Regularitate', a postului de lucru cu ajutorul unui tabel care da cotatia postului in functie de PROCES(A) si ACTIVITATE(B).
Etapa 5: Realizare cotare erg. Complexitate pe Etape Principale
Pentru cotarea postului din punct de vedere Complexitate se analizeaza si se completeaza fisa de complexitate in functie de:
- Talia rafalelor(numar de piese)
- Variatia de timp in functie de diversitate
- Conducerea unei masini sau unei asistente complexe
- Numar de scule
- Dispunerea si utilizarea de scule si dispozitive
- Diversitate piese
- Diversitate fixari
- Aprovizionare si conditionare
- Numar de Etape principale
- Numar de moduri de operare
- Accesibilitate si pozitionare de piese
- Gesturi si dexteritate
- Reglaje si control
- Control de aspect si conformitate
- Conditii legate de ambianta sonora, luminozitate, conditii climatice
Dupa completarea acestei fise si in functie de frecventa orara si suma factorilor de demerit, va rezulta din tabelul din aceasta fisa, nivelul global din punct de vedere 'Complexitate' al postului de lucru.
Etapa 6: Realizare Fisa de analiza ergonomica/post de lucru
Fisa de analiza ergonomica reprezinta o sinteza a postului de lucru din punct de vedere ergonomic, in care sunt descrise urmatoarele :
- Site/Departament/Atelier sau UEL
- Produs/Organ/Linie
- Postul de lucru
- Numar de operatori
- Timp de ciclu si frecventa orara
- Tabel cu nivelele de constrangeri fizice POSTURA - EFORT
- Tabel cu nivelele de constrangeri cognitive REGULARITATE - COMPLEXITATE
- Tabel cu zonele articulare solicitate
- Tabel cu natura exigentelor cognitive(regularitate - Complexitate) cu factori demerit ≥ 3
- Tabel cu sinteza cotatiilor Etapelor principale d.p.d.v. Postura - Efort - Complexitate
- Observatii legate de postul analizat
- Existenta FOS(fisa operatiilor standard) si conformitatea modului operator cu FOS
- Numele celui care a realizat aceasta Fisa
Etapa 7: Confirmare Fisa de analiza ergonomica
Dupa realizarea etapelor de la 1 la 6 si deci finalizarea analizei ergonomice a postului de lucru, SAE va contacta persoanele care au dat informatii privitoare la postul de lucru din Inginerie sau Fabricatie si va discuta cu acestia pe baza Fisei de analiza ergonomica, iar in functie de eventualele observatii sau neconcordante se va rectifica in sensul ca se va relua etapa respectiva.
Atunci cand toti actorii care au dat informatii pentru realizarea Fisei de analiza ergonomica confirma ca analiza a fost facuta in concordanta cu datele furnizate de ei, se poate trece la etapa urmatoare.
Etapa 8: Transmitere FAE(fisa de analiza ergonomica) compartimentelor interesate
Fisa de analiza ergonomica va fi inregistrata intr-un 'Registru de evidenta ' in care va fii evidentiat :
- Numar curent
- Data emiterii
- Denumire reper(referinta)
- Post sau operatie
- Centru de cost
- Cotatie Postura - Efort
- Emitent
De asemenea impreuna cu o nota de serviciu, se va transmite aceasta Fisa de analiza ergonomica acelor compartimente din Inginerie,Calitate,Fabricatie,.care sunt interesate de acest lucru.
Etapa 9: Stocare FAE
Se stocheaza FAE in dosarul specific pe centre de cost.
Obs .generala: Toti acesti pasi in realizarea unei FAE, se vor face, fie ca este vorba de un post de lucru in faza de proiect sau in faza de fabricatie.In cazul nostru acesti pasi se vor aplica pentru un post de lucru din fabricatie iar unele date sunt aproximate fara a muta postul de lucru de la nivelul ergonomic la care se afla.
1.5.Alegerea posturilor pentru cotarea ergonomica
In continuare voi realiza o cotare ergonomica a 2 posturi de lucru de pe linia de montaj motor k7.In departamentul de asamblare motor k7 sunt 52 de posturi de lucru.Dintre acestea in unele posturi operatorul face un numar mai mare sau mai mic de operatii.In analiza care o voi face in continuare voi alege 2 posturi in care operatorul are un numar mediu spre mare de operatii.Fac acest lucru pentru a pune mai bine in evidenta ergonomia postului.
Fiecare post de lucru are importanta sa dar dintre toate, cele mai importante sunt considerate cele in care se realizeaza operatii de baza fara de care celelalte operatii nu se pot realiza.Programul de fabricatie de la linia montaj motor incepe prin gestionarea ordinelor de fabricatie trimise de catre logistica si se adapteaza in functie de necesitatile de fabricatie.
Luand in calcul si gama de asamblare motor k7 si etapele generale de asamblare motor k7 prezentate la capitolul 1 am ales spre analiza ergonomica etapele de gravare a carterului cilindrilor si montarea cuzinetilor superiori si a arborelui cotit.Aceste etape se realizeaza in postul P10 si P30 de lucru.Posturile au un numar mare de oparatii pe care operatorul trebuie sa le realizeze.Postul P10 este un post semiautomat deoarece operatiile se realizeaza si cu ajutorul unor dispozitive speciale.Postul P30 este de asemenea un post semiautomat din aceleasi considerente.
In concluzie aceste posturi sunt destul de complexe pentru a fi utilizate spre analiza ergonomica.
1.6 Fise de baza pentru analiza ergonomica
Pentru inceput se analizeaza postura si eforul postului de lucru P10,analiza care se face plecand de la urmatoarele fise,prezentate in figura 1 si figura 2:
a)POSTURA
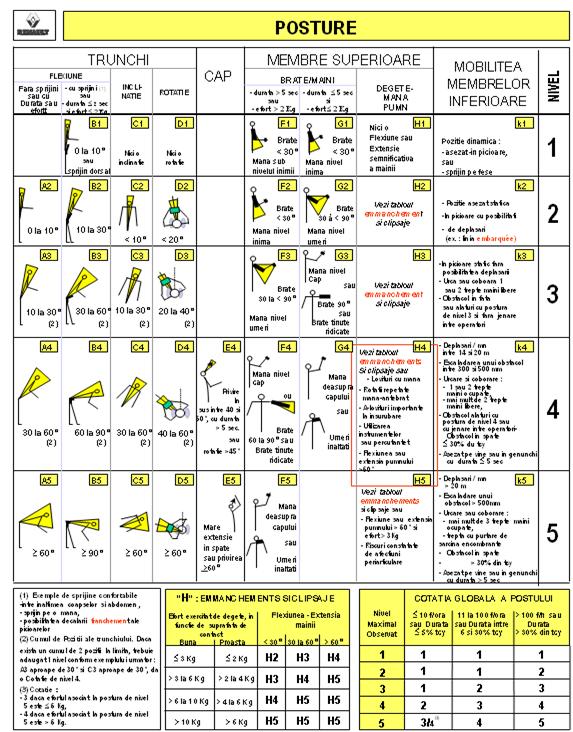
Fig.1 Fisa POSTURA
b)EFORT
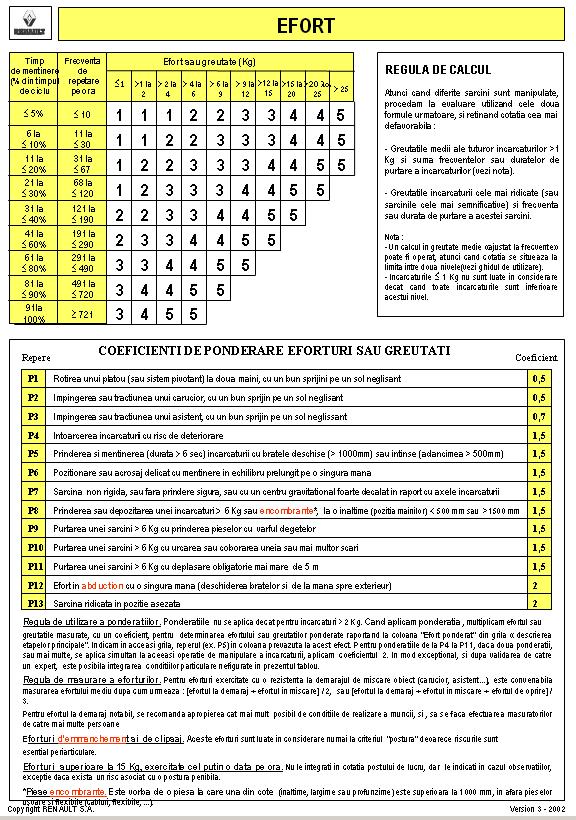
Fig.2 Fisa EFORT
Cotarea ergonomica a postului P10
1 Operatiile si timpii de ciclu
Operatiile care sunt realizate de catre operator in acest post de lucru sunt:
Op.10-Deplasare la masina de marcat 3 pasi
-Degajare dispozitiv gravare-deplasare CC pe rolgang
Op.20-Prindere paleta pregatire CC
Op.30-Pozitionare paleta de rolgang
Op.40-Apro cu CC din container - pozitionare pe paleta
Op.50-Identificare, lecturare, gravare CC (Tmascat 0,45)
Op.60-Deplasare la postul de presare 2 pasi spre masa de transfer
Op.70-Preinsurubare sonda antidetonatie
Op.80-Deplasare la masa de transfer 1 pas
Op.94-Depunere LOCTITE pe mamelon-preinsurubare
Op.96-Insurubare mamelon
Op.90-Pozitionare CC pe masa de transfer
Op.100-Actionare butoane si deplasare masa transfer
Timpii de cilcu pe fiecare operatie din postul P10 sunt prezentati in tabelul 2:
Tabel 2 timpii de ciclu
|
Nr.op |
Timp ciclu(cmin) |
Pentru a intelege mai bine cotarea ergonomica a postului de lucru,in fig.3 am prezentat sub forma unei imagini acest P10:

Fig.3- Post 10-montaj motor k7
2 Calculul frecventei orare
Pentru inceput,plecand de la timpii de cilcu ai fiecarei operatii,trebuie sa aflam frecventa orara.
Trebuie precizat faptul ca aceasta gama folosita la asamblarea motorului k7 este gama 0.8 min.(exista si alte game folosite,in sensul ca motorul k7 este de 2 feluri k7X710 si k7M750).
Frecventa orara am aflat-o in felul urmator:
100 cmin.......60 min
x.........0.8 min
![]() cmin
cmin
Daca o operatie este realizata odata la.....1.33 cmin(0.8 min)
y..............100 cmin(60 min)
![]()
Deci frecventa de repetare pe ora este:
f/h=75
3 Analiza posturii si efortului
Operatiile din P10 se iau pe rand si se stabileste ce fel de postura au,pe baza fisei POTURA,si se trec tabelar(tabel 3) pentru o mai buna vizualizare:
Tabel 3 Tipul posturii
|
Nr.op |
Postura |
Nr.op |
Postura |
|
A2/G1 |
A2/F1 |
||
|
A2 |
A2 |
||
|
B2 |
A3/F1 |
||
|
A2 |
A3/F1 |
||
|
A3/F1 |
|||
|
A2/G1 |
A3/F1 |
Pe baza tabelului de mai sus se scrie nivelul observat pentru fiecare operatie(table 4):
Tabel 4 Nivelul observat
|
Nr.op |
Nivel observat |
Nr.op |
Nivel observat |
|
2 |
2 |
||
|
2 |
2 |
||
|
2 |
3 |
||
|
2 |
3 |
||
|
- |
3 |
||
|
2 |
3 |
Tinand cont de fisa POTURA,zona COTATIA GLOBALA A POSTULUI,in functie de frecventa orara si nivelul observat pentru fiecare operatie,se afla nivelul posturii fiecarei operatii(table 5):
Tabel 5 Nivelul posturii
|
Nr.op |
Nivel op. |
Nr.op |
Nivel op. |
|
1 |
1 |
||
|
1 |
1 |
||
|
1 |
2 |
||
|
1 |
2 |
||
|
- |
2 |
||
|
1 |
2 |
Urmatorul pas este stabilirea nivelului maxim observat,in cazul nostru este 3,si apoi se aduna frecventele orare ale operatiilor care au acest nivel:operatia 94,96,90,100.Aceasta suma este 300.
In functie de suma si de nivelul maxim observat se stabileste,pe baza fisei POSTURA,nivelul posturii postului P10: acest nivel este 3.
Conform fiselor de lucru ale postului se scrie efortul real,in kilograme,pentru fiecare operatie(tabel 6):
Tabel 6 Efortul real
|
Nr.op |
Efort real |
Nr.op |
Efort real |
|
1,5kg |
<1 |
||
|
3kg |
<1 |
||
|
2kg |
<1 |
||
|
2kg |
Pe baza efortului real al fiecarei operatii se scrie ponderea efortului care este egala cu efortul real.
Tinand cont de fisa EFORT,in functie de frecventa orara si de ponderea efortului,se stabileste nivelul de efort pentru fiecare operatie.Am centralizat acest nivel sub forma unui tabel 7:
Tabel 7 Nivelul de efort
|
Nr.op |
Nivel op. |
Nr.op |
Nivel op. |
Se calculeaza efortul mediu al postului P10,dar se tine seama in calcul doar de ponderile mai mari sau egal cu 1:
Efort mediu=![]()
Se aduna frecventele orare ale operatiilor de care s-au tinut cont la calcularea efortului mediu.Suma aceasta este 300.Pe baza fisei EFORT,tinand cont de efortul mediu si de suma frecventelor,se stabileste nivelul de efort al postului P10,nivel care este 3.
Analiza ergonomica a postului P10,din punct de vedere al posturii si al efortului,se face pe baza fisei POSTURA-EFORT,fisa in care se contorizeaza toate datele calculate si stabilite.Fisa POSTURA-EFORT pentru P10 este prezentata in figura 4:
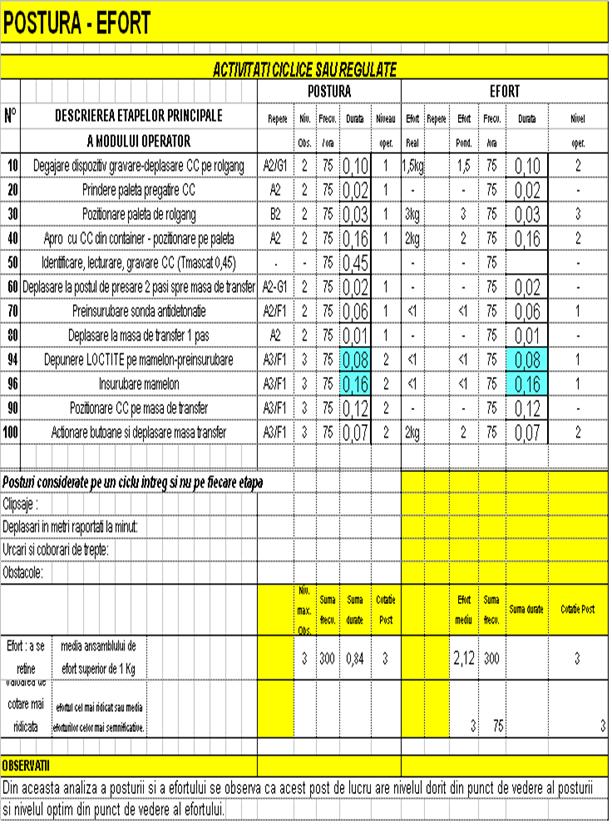
Fig.4-Fisa analiza postura-efort
4 Analiza regularitatii
Dupa ce am analizat P10 din punctul de vedere al posturii si efortului urmeaza analiza regularitatii,analiza care se face tinand seama de mai multe criterii carora li se acorda un demerit:
a)legat de ritmul de lucru:
![]() frecventa sau timpul de ciclu.
frecventa sau timpul de ciclu.
In postul de lucru P10 frecventa orara este 75 ce corespunde unui demerit 3.
![]() angajamentu.
angajamentu.
Se refera la modul de implicare al operatorului in realizarea operatiilor cerute.In mod ideal un post de lucru are un angajament de 100% dar P10 are un angajament <95% ce corespunde unui demerit 0.
![]() variatie de timp.
variatie de timp.
Pe linia de montaj a motorului se asambleaza mai multe tipuri de motoare k7(2 tipuri),motoare pentru export,motoare diesel.Deci linia de asamblare are o diversitate mare.In postul de lucru P10 oparatorul face operatiile prezentate mai sus pentru motorul k7 dar face alte operatii pentru motorul k9(motorul diesel).La motorul k7 timpul de ciclu,conform gamei de asamblare,este de 0.84 cmin dar la motorul k9 timpul de cilcu este diferit,in concluzie oparatorul poate face operatiile mai repede si astfel are un timp de repaus.Diferenta aceasta dintre diferiti timpi de ciclu este mai mica de 10% ce corespunde unui demerit 0.
b)legat de spatiul de lucru:
![]() proces continuu,in defilare.
proces continuu,in defilare.
Operatorul are un anumit spatiu fizic in care trebuie sa-si desfasoare activitatea.Cum linia de montaj motor are o diversitate mare operatorul trebuie sa aiba o zona de rezerva de siguranta,in cazul in care nu-si incheie operatiile prevazute sa nu intre peste operatorul urmator,sa nu-l incurce.Acest spatiu are un sistem de avertizare al operatorului,ce intra in functiune in momentul in care operatorul depaseste zona de lucru.Situatiei prezentate ii corespunde un demerit 0.
![]() dependenta operatorului.
dependenta operatorului.
In linia de asamblare a motoruli k7 fiecare operator depinde de cel din amonte si de cel in aval.Operatorul din postul P10 depinde de operatorul care aduce containerul cu carterul cilindrilor,dar depinde si de operatorul din postul urmator deoarece exista situatia urmatoare:operatorul din P10 termina operatiile ce trebuie executate dar cel din postu urmator nu termina operatiile sale si astfel cel din P10 asteapta.Aceasta asteptare insemna timp,timp pierdut ce se traduce in final prin pierdere de bani.
In concluzie operatorul depinde de alti 2 operatori ce corespunde unui demerit 0.
c)legat de postul de lucru:
![]() dependenta pentru executarea modului operator.
dependenta pentru executarea modului operator.
Realizarea operatiilor depinde in mod direct de dispozitivul de gravare al carterului cilindrilor.Dependenta de un anumit dispozitiv corespunde unui demerit 4.
Urmatorul pas este calcularea sumei demeritelor de la punctele a,b,c.Subpunctele mentionate anterior tin de procesul postului P10 de aceea vom nota suma demeritelor cu SA.
SA=3+0+0+0+0+4
SA=7.
d)variabilitate activitate de lucru:
![]() aprovizionare sau conditionare dificila.
aprovizionare sau conditionare dificila.
Aprovizionarea din container se face pentru un singur ciclu,adica operatorul nu ia 2 CC din container deoarece nu are cum din cauza dispozitivului de prindere.Ia un carter al cilindrilor,il pune pa masa dispozitivului de gravare,apoi ia altul si procesul continua.Acest tip de aprovizionare corespunde unui demerit
![]() aliniere si lipire de piese.
aliniere si lipire de piese.
Acest criteriu se refera la postul de lucru in care se realizeaza alinierea a 2 sau mai multe componente(piese) sau lipirea anumitor piese.In postul de lucru P10 nu se realizeaza nici una din cele doua operatii mentionate mai devreme,deci postului P10 ii corespunde un demerit 0.
![]() dezlipire dificila.
dezlipire dificila.
Am precizat mai sus situatia din postul de lucru legata de lipire sau aliniere deci se concluzioneaza ca nu are loc nici o operatie de dezlipire.Demeritul corespunzator este 0.
![]() lucru fara vizibilitate.
lucru fara vizibilitate.
Datorita faptului ca departamentul unde se asambleaza motorul k7 este foarte bine luminat in mod automat nici un post de lucru nu ramane neiluminat corespunzator.Postul 10 are montat chiar deasupra operatorului doua neoane care ofera o iluminare suficienta operatorului,pentru a putea sa-si desfasoare activitatea.Demeritul acordat postului P10 legat de acest aspect este 0.
![]() purtare de echipament(protectie individuala).
purtare de echipament(protectie individuala).
Postul de lucru P10 nu pune in pericol viata sau sanatatea operatorului,din nici un punct de vedere.Echipamentul necesar este format din o pereche de pantaloni,tricou,salopata,bocanci.
Echipamentul de protectie nu este nici greu,nu incurca operatorul si nu este unul suplimentar in sensul ca nu este purtat peste hainele obisnuite.Este unul adecvat protectiei operatorului in perioada in care acesta isi desfasoara activitatea.In concluzie acestui criteriu ii corespunde un demerit 0.
![]() control,reglaj,retus.
control,reglaj,retus.
In postul de lucru in principal se realizeaza aprovizionare cu carterul cilindrilor si gravarea acestuia.Exista un dipozitiv care verifica fiecare carter,ce clase de semicuzineti se monteaza,si apoi transmite automat informatia la postul P30,post in care se monteaza acesti semicuzineti.Nu se realizeaza nici un fel de retus al carterului cilindrilor si nici un fel de reglare.
Tinand cont de cele mentionate acestui criteriu ii corespunde un demerit 3.
Urmatorul pas este calcularea sumei demeritelor de la punctul d.Subpunctul mentionat anterior tine de variabilitatea activitatii de lucru a postului P10 de aceea vom nota suma demeritelor cu SB(in prealabil am notat cu SA suma calculata anterior).
SB=2+0+0+0+0+3
SB=5.
Tinand cont de SA si SB,calculate mai sus,se stabileste nivelul de regularitate al postului P10.
Din fisa REGULARITATE,zona COTAREA POSTULUI se tine cont de tabelul "Mare sistem in flux tinut" deoarece acesta corespunde activitatii de montaj care se desfasoara in cadrul departamentului:

Cum SA=7 si SB=5![]() nivelul de regularitate este 4.(indicat cu rosu in
tabelul de mai sus).
nivelul de regularitate este 4.(indicat cu rosu in
tabelul de mai sus).
Analiza ergonomica a postului P10,din punct de vedere al regularitatii se face pe baza fisei REGULARITATE,fisa in care se contorizeaza toate demeritele acordate.Fisa REGULARITATE pentru P10 este prezentata in figura 5:
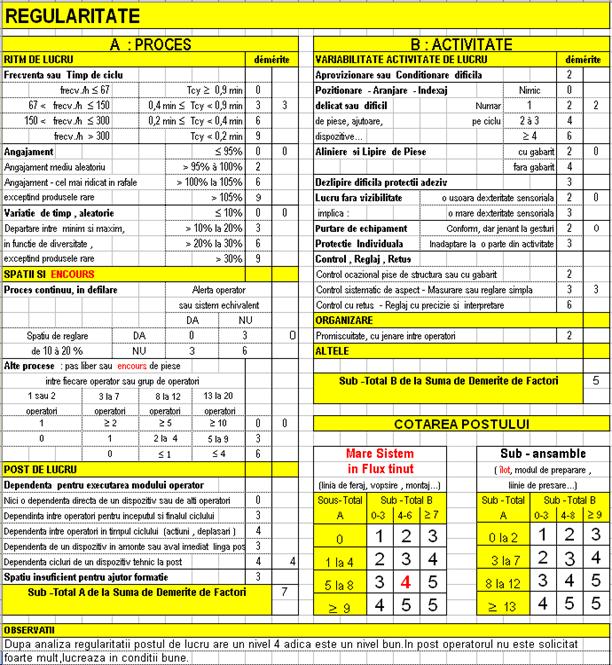
Fig.5 Fisa analiza regularitate
5 Analiza complexitatii
Dupa ce am analizat P10 din punctul de vedere al posturii, efortului si regularitatii urmeaza analiza complexitatii,analiza care se face tinand seama de mai multe criterii carora li se acorda un demerit:
a)legat de functionare:
![]() talia rafale(numar de piese).
talia rafale(numar de piese).
Am mentionat ca acest post de lucru are o diversitate ridicata,ca toate celelalte posturi de altfel,deci operatorul stie sa-si desfasoare activitatea indiferent de tipul motorului intrat in flux.Numarul de cartere ale cilindrilor este de 75 pe ora,adica intr-un schimb aproximativ 600 de cartere.Deoarece operatorul isi desfasoara activitatea indiferent de diversitate acestui criteriu ii corespunde un demerit 0.
![]() variatie de timp.
variatie de timp.
Acest criteriu a fost analizat cand am efectuat analiza regularitatii.Criteriului ii corespunde unui demerit 0.
b)masini-dispozitive-scule:
![]() conducerea unei masini.
conducerea unei masini.
Operatorul nu conduce nici un fel de masina in postul de lucru deci ii corespunde un demerit 0.
![]() numar de unelte(dispozitive).
numar de unelte(dispozitive).
In postul de lucru P10 exista 3 unelte:
-dispozitivul de prindere al carterului cilindrilor,manevrat de catre operator
-dispozitivul de citire a orificiilor din carter pentru clasa de semicuzineti.
-dispozitivul de gravare.
In concluzie acestui criteriu ii corespunde un demerit
![]() amplasarea si utilizarea de scule si dispozitive.
amplasarea si utilizarea de scule si dispozitive.
Dispozitivele de lucru in special cel de prindere al carterului cilindrilor este pozitionat la nivelul pieptului operatorului,sustinut de un lant elastic.Acest lant ajuta operatorul la manevrare deoarece greutatea dispozitivului nu este sustinuta de operator.Pozitionarea dispozitivului este una adecvata ce permite accesul foarte usor la el fiind suspendat ,operatorul are o buna vizibilitate asupra dispozitivului.
Celelalte doua dispozitive sunt plasate astfel incat operatorul sa nu fie in raza lor de actiune,intr-o pozitie in care se poate urmari functionarea acestora.
Demeritul corespunzator acestei situatii prezentate este 0.
c)diversitate piese si fixari:
![]() piese.
piese.
Operatorul prinde carterul cu ajutorul dipozitivului de prindere,il pune pe masa dispozitivului de citire orificii pentru clasele de semicuzineti si imediat se aprinde un semnal verde care informeza operatorul ca actvitatea s-a desfasurat in conditii optime;altfel spus operatorul primeste validarea,prin aprinderea acestui semnal verde.
Deoarece in postul de lucru P10 operatorul are un astfel de ajutor,legat de acest criteriu ii corespunde un demerit 1.
![]() fixare.
fixare.
Fixarea carterului pe masa nu se realizeaza concret(propriu-zis) deoarece piesa sta sub propria greutate.Operatorul pozitioneaza piesa nu direct pe masa ci pe un suport din material plastic(mai dur).Ajutorul primit de el vine tot din partea unui semnal luminos verde,care se activeaza automat in momentul in care pe suport se afla o piesa.Acest ajutor nu-i permite operatorului sa greseasca in sensul sa uite sa puna piesa pe suport sau sa nu o pozitioneze corespunzator.
Datorita faptului ca operatorul beneficiaza de acest ajutor criteriului ii corespunde un demerit 1.
![]() inregistrarea referintelor pe calculator.
inregistrarea referintelor pe calculator.
Fiecare carter al cilindrilor este "citit" pentru informarea operatorului din postul P30 in legatura cu clasa de semicuzineti.Aceasta citire este inregistrata in mod automat intr-un calculator.Deoarece aceste informatii sunt inregistrate criteriul primeste un demerit
d)aprovizionare-conditionare:
![]() necesita o mare atentie.
necesita o mare atentie.
Atentia pe care trebuie sa o aiba operatorul nu este una foarte mare deoarece dispozitivele de citire si cel de gravare isi fac singure treaba foarte bine.Operatorul trebuie sa fie atent in momentul in care prinde carterul cilindrilor cu dispozitivul.Cum atentia lui nu este una foarte mare,deoarece dispozitivele il ajuta sa-si desfasoare activitatea in conditii optime,acestui criteriu corespunde un demerit 0.
e) mod operator:
![]() numar de etape principale
numar de etape principale
In postul P10 operatorul realizeaza 12 etape.Dintre acestea doar 4 etape sunt principale si anume:
- Degajare dispozitiv gravare-deplasare CC pe rolgang
-Apro cu CC din container - pozitionare pe paleta
-Identificare, lecturare, gravare CC (Tmascat 0,45)
-Pozitionare CC pe masa de transfer
Avand 4 etape principale demeritul corespunzator este
![]() numar de moduri operatorii.
numar de moduri operatorii.
Indiferent de tipul de motor intrat in fluxul de productie operatorul din postul P10 are acelasi mod de operare.Dar trebuie precizat faptul ca are acelasi mod de operare dar unele etape pot avea un timp de ciclu mai mare sau mai mic.Demeritul acordat este 0.
f)accesibilitate-pozitionare piese:
Operatorul,in desfasurarea activitatilor din postul de lucru,are obligatia de a deplasa carterul cilindrilor din container pe masa dispozitivului de citire-carter.In post nu exista riscul de deformare al carterului sau de alunecare de pe masa.Operatorul are o vizibilitate foarte buna si o pozitie de lucru adecvata.Acestei activitati de deplasare ii corespunde un demerit 3.
g)gesturi-dexteritate:
Gesturile si miscarile pe care operatorul este nevoit sa le faca pentru a-si duce la indeplinire obligatiile nu sunt dificile,sunt usor de invatat.Indemanarea operatorului creste foarte repede fiind usor de invatat.Demeritul acordat este 0.
h)reglaj-control.
Fiecare carter este citit cu un dispozitv special.Dispozitivul interpreteaza datele in mod automat si le transmite operatorului din postul P30.Datorita acestei interpretari criteriul primeste un demerit 3.
i)control de aspect sau conformitate.
Controlul pieselor nu implica o atentie sporita din partea operatorului.Controlul se face doar dupa gravare si nu exista piese de tip retus deoarece toate piesele care trec prin postul de lucru sunt conforme cu cerintele.Demeritul acordat este 0.
j)vigilenta.
Iluminatul postului de lucru este unul adecvat.Temperatura din zona de lucru este una ridicata deoarece operatorul,fiind imbracat doar cu echipamentul de protectie,nu trebuie sa lucreze in frig dar nivelul temperaturii este unul in anumite limite(nu trebuie sa fie nici prea cald,astfel operatorul oboseste foarte repede).Aerisirea este una favorabila facandu-se cu ajutorul unor ventilatoare mari.Prin intermediul acestora se introduce aer curat din exteriorul halei si este evacuat aerul caldut din interior.
In aerul inspirat de catre operator nu exista particule de praf sau particule de sudura deoarece zonele de lucru(podeaua) sunt curatate periodic si in cadrul departamentului de asamblare motor nu se realizeaza operatia de sudura.
Legat de produse chimice,in cadrul postului de lucru nu se utilizeaza nici un produs chimic.In consecinta sanatatea operatorului nu este pusa in pericol din acest punct de vedere.
In zona de lucru nu exista riscul de ciocnire nici cu un alt operator nici cu vre-un fel de dispozitiv.Operatorul nu lucreaza la inaltime deci nu exista nici riscul de cadere.
Singura problema este aceea legata de zgomot.In cadrul departamentului de asamblare motor nivelul de zgomot este unul foarte ridicat deoarece sunt foarte multe dispozitive in functionare in acelasi timp.Deci si in postul P10 nivelul de zgomot este foarte mare. Tinand cont de cele mentionate mai sus acestui criteriu corespunde un demerit
Urmatorul pas este calcularea sumei demeritelor de la punctele a,b,c,d,e,f,g,h,i,j.Notez suma demeritelor o notez cu S.
S=0+0+2+0+1+1+2+0+2+0+3+0+3+0+2
S=16
Din fisa COMPLEXITATE,zona POST DE LUCRU se tine cont de suma demeritelor calculata anterior si se stabileste nivelul de complexitate al postului P10.Conform tabelului nivelul de complexitate al postului este 4,deoarece se tine cont si de frecventa orara.
Dupa ce am stabilit nivelul de complexitate trebuie sa precizam ca acest nivel este unul global adica pentru postul P10 in general.Trebuie stabilit nivelul de complexitate si pentru operatiile principale.
Se numara criteriile,pe baza carora am facut analiza complexitatii,care au un demerit mai mare sau egal cu 3.Aceste criterii sunt in numar de 2: f) si h).
Conform tabelului ETAPE PRINCIPALE din cadrul fisei COMPLEXITATE, nivelul de cotare pentru fiecare etapa principala este prezentat in tabelul 8:
Tabel 8 Nivelul complexitatii
|
Etape principale |
Nivel de cotare |
|
Degajare dispozitiv gravare-deplasare CC pe rolgang |
3 |
|
Apro cu CC din container - pozitionare pe paleta |
3 |
|
Identificare, lecturare, gravare CC (Tmascat 0,45) |
3 |
|
Pozitionare CC pe masa de transfer |
3 |
Analiza ergonomica a postului P10,din punct de vedere al complexitatii se face pe baza fisei COMPLEXITATE,fisa in care se centralizeaza toate demeritele acordate.Fisa COMPLEXITATE pentru P10 este prezentata in figura 6:
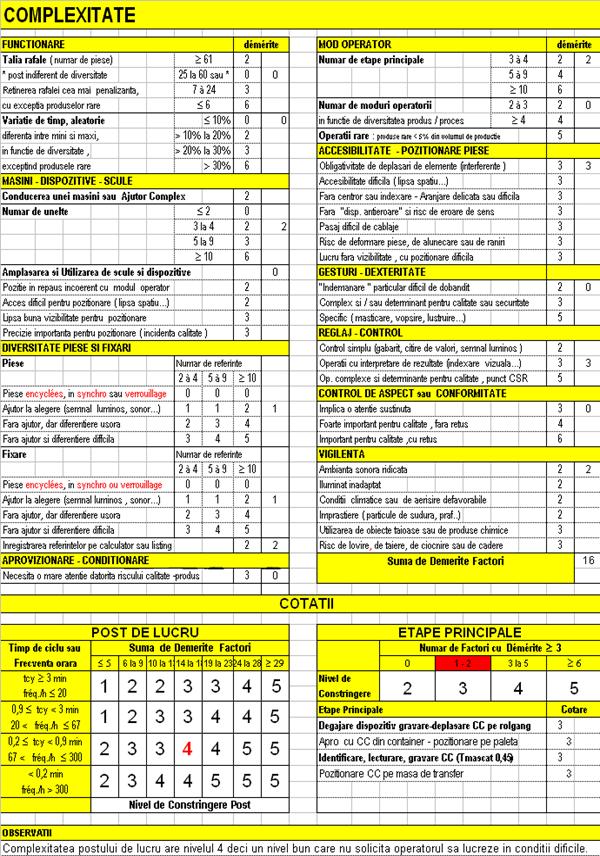
Fig.6 Fisa analiza complexitate
6 Centralizare date
Dupa ce am analizat P10 din punctul de vedere al posturii,efortului,regularitatii si complexitatii urmeaza centralizarea datelor intr-o fisa care se numeste FISA DE ANALIZA ERGONOMICA.
In aceasta fisa se trec pe rand:
![]() Uzina:DACIA GROUP RENAULT
Uzina:DACIA GROUP RENAULT
![]() Departamentul unde s-a realizat analiza:INGINERIE
MECANICA
Departamentul unde s-a realizat analiza:INGINERIE
MECANICA
![]() Produsul:motor k7
Produsul:motor k7
![]() Postul de lucru:postul P10
Postul de lucru:postul P10
![]() Numar de operatori:1
Numar de operatori:1
![]() Timp de ciclu:0.84 cmin
Timp de ciclu:0.84 cmin
![]() Frecventa orara:75.
Frecventa orara:75.
Avand stabilite anterior nivelul de postura (3) si cel de efort (5) se pot completa in fisa de analiza ergonomica stabilind astfel zona de nivel in care se afla postul de lucru P10.Completarea se face in tabelul CONSTRANGERI FIZICE.In departamentul de asamblare motor k7,ca de altfel in toata uzina DACIA,nivelul,optim si ideal, de cotare ergonomica al unui post de lucru este 3.
In figura 7 se poate observa unde se situeaza postu P10 din punct de vedere al posturii si al efortului:

Fig.6 Nivelul posturii si efortului
Din figura se observa ca nivelul posturii este unul optim dar si nivelul efortului este unul ideal.Tinta care trebuia sa fie atinsa era sa avem nivelul 3 atat la postura cat si la efort,obiectiv pe care l-am realizat.In urma analizei ergonomice am constatat ca postul de lucru este unul foarte bine organizat din punct de vedere ergonomic,post in care operatorul nu este solicitat la maxim dar nici nu poate sa stea prea mult timp fara sa realizeze operatiile din fisa postului.
Nivelul de regularitate (4) si cel de complexitate (4) a fost stabilit anterior si in acest moment se poate completa in fisa de analiza ergonomica stabilind astfel zona in care se situeaza postul de lucru P10.Completarea se face in tabelul CONSTRANGERI COGNITIVE.Si pentru aceste niveluri de cotare ergonomica este ideal ca un post de lucru sa aiba nivelul 3.
In figura 8 se poate observa unde se situeaza postu P10 din punct de vedere al regularitatii si complexitati:
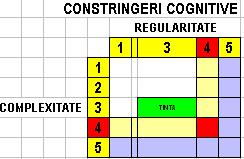
Fig.8 Nivelul regularitatii si efortului
Desi nici nivelul regularitatii nici cel al complexitatii nu este unul ideal postul de lucru P10 se situeaza foarte aproape de tinta de zona unui post de lucru perfect.
Nivelurile stabilite anterior se trec intr-o fisa de analiza ergonomica a postului P10.Fisa de analiza ergonomica a postului de lucru P10 este prezentat in figura 9:
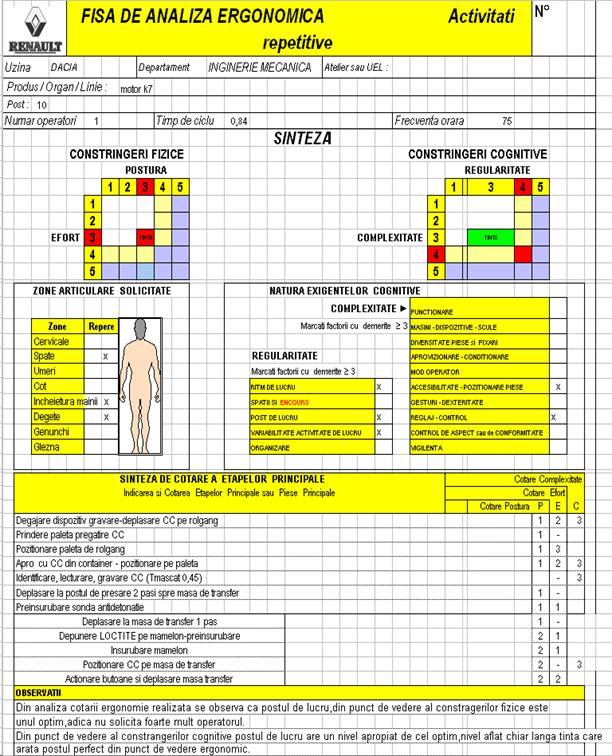
Fig.9 Fisa de analiza ergonomica
In fisa se trec si zonele care sunt solicitate in timpul realizarii operatiilor postului P10.In partea din dreapta,in tabelul REGULARITATE,se bifeaza criteriile care in urma analizei regularitatii au obtinut un demerit mai mare sau egal cu 3.Acelasi lucru se face si in tabelul COMPLEXITATE.
In final trebuie precizat un aspect legat de acest nivel optim de cotare ergonomica a unui post de lucru.Am mentionat mai devreme ca nivelul 3 este unul ideal dar acest nivel se refera la faptul ca operatorul lucreaza in conditii optime si nu are timpi de repaus mari.Se poate proiecta un post de lucru cu un nivel de cotare ergonomica 1 sau 2,dar acest lucru inseamna ca operatorul face o operatie foarte usoara si apoi sta fara sa faca nimic.In aceasta situatie operatorul este platit de catre uzina mai mult degeaba de accea intr-un post de lucru operatorul nu trebuie sa stea dar nici sa fie supus unui efort prea mare.El trebuie sa isi desfasoare activitatea incadrandu-se intr-un timp de ciclu stabilit fara a avea pauze mari.
3 Cotarea ergonomica a postului P30
3.1 Operatiile si timpii de ciclu
Operatiile care sunt realizate de catre operator in acest post de lucru sunt:
180-Aprov cu arbore motor corespunzator- pozitionare pe dispozitiv
240-Validare clase palier
260-MeP placa centrare
270-Montaj 1/2 cuzineti superiori palier
-Alimentare cu semicuzineti (1/20 mot)
-Alimentare cu semicuzineti (1/20 mot) pt, P40
280-Pozitionare AC pe CC
290-MeP cuzineti axiali
295-Depunere loctite pe CC la pal n° 1
297-Verificare montaj semicuzineti axiali Poka-Yoke
-Uleiere paliere (mascat=0,09)
Timpii de ciclu pe fiecare operatie din postul P30 sunt prezentati in tabelul 9:
Tabel 9 Timpii de ciclu
|
Nr.op |
Timp ciclu(cmin) |
Pentru a intelege mai bine cotarea ergonomica a postului in figura 10 am prezentat sub forma unei imagini acest P30:

Fig.10- Post 30-montaj motor k7
3.2 Calculul frecventei orare
Frecventa orara a fost calculata la analiza postului de lucru P10.Deci frecventa de repetare pe ora este:
f/h=75
3.3 Analiza posturii si efortului
Pentru inceput se analizeaza postura si eforul postului de lucru P30,analiza care se face plecand de la urmatoarele fise:
a)POSTURA
b)EFORT
Operatiile din P30 se iau pe rand si se stabileste ce fel de postura au pe baza fisei POSTURA,si se trec in tabelul 10 pentru o mai buna vizualizare:
Tabel 10 Felul posturii
|
Nr.op |
Postura |
|
A2/F1 |
|
|
A2 |
|
|
A3/F1 |
|
|
A2/F3 |
|
|
A2/D3/F1 |
|
|
A2/F3 |
|
|
A2/F1 |
|
|
A2/F1 |
Pe baza tabelului de mai sus se scrie nivelul observat pentru fiecare operatie(tabelul 11):
Tabel 11 Nivelul observat
|
Nr.op |
Nivel observat |
Tinand cont de fisa POTURA,zona COTATIA GLOBALA A POSTULUI,in functie de frecventa orara si nivelul observat pentru fiecare operatie,se afla nivelul posturii fiecarei operatii(tabelul 12):
Tabel 12 Nivelul Posturii
|
Nr.op |
Nivel postura |
Urmatorul pas este stabilirea nivelului maxim observat,in cazul nostru este 3 si apoi se aduna frecventele orare ale operatiilor care au acest nivel:operatia 260,270,280,290.Aceasta suma este 75*4=300.
In functie de suma si de nivelul maxim observat se stabileste,pe baza fisei POSTURA,nivelul posturii postului P30: acest nivel este 3.
Conform fiselor de lucru ale postului se scrie efortul real,in kilograme,pentru fiecare operatie(tabel 13):
Tabel 13 Effort real
|
Nr.op |
Efort real |
|
1,5kg |
|
|
1,5kg |
|
|
<1 |
|
|
9,4kg |
|
|
<1 |
|
|
<1 |
|
|
<1 |
Pe baza efortului real al fiecarei operatii se scrie ponderea efortului care este egala cu efortul real.
Tinand cont de fisa EFORT,in functie de frecventa orara si de ponderea efortului,se stabileste nivelul de efort pentru fiecare operatie.Am centralizat acest nivel sub forma unui tabel 14:
Tabel 14 Nivelul efortului
|
Nr.op |
Nivel efort |
Se calculeaza efortul mediu al postului P30,dar se tine seama in calcul doar de ponderile mai mari decat 1:
Efort mediu=![]()
Se aduna frecventele orare ale operatiilor de care s-au tinut cont la calcularea efortului mediu.Suma aceasta este 75+75+75=225.Pe baza fisei EFORT,tinand cont de efortul mediu si de suma frecventelor,se stabileste nivelul de efort al postului P30,nivel care este 4.
Analiza ergonomica a postului P30,din punct de vedere al posturii si al efortului,se face pe baza fisei POSTURA-EFORT,fisa in care se contorizeaza toate datele calculate si stabilite.Fisa POSTURA-EFORT pentru P30 este prezentata in fig.11:
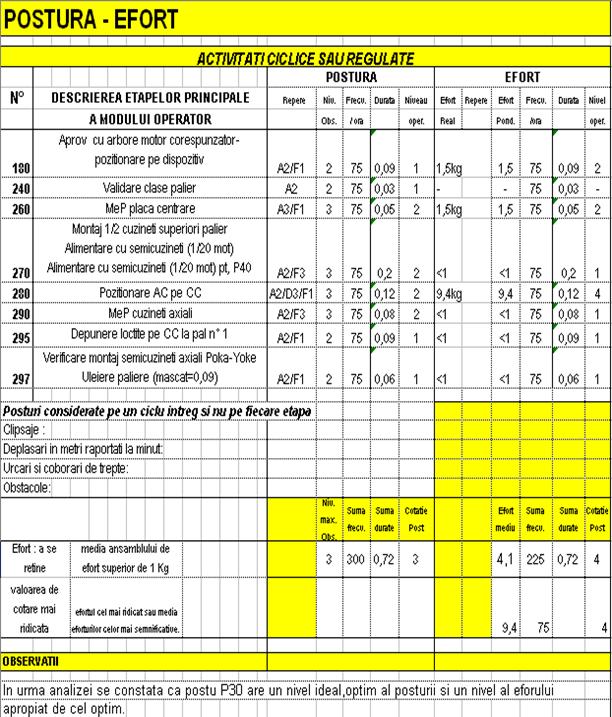
Fig.11 Fisa analiza postura-efort
3.4 Analiza regularitatii
Dupa ce am analizat P30 din punctul de vedere al posturii si efortului urmeaza analiza regularitatii,analiza care se face tinand seama de mai multe criterii carora li se acorda un demerit:
a)legat de ritmul de lucru:
![]() frecventa sau timpul de ciclu.
frecventa sau timpul de ciclu.
In postul de lucru P30 frecventa orara este 75,adica operatorul face fiecare operatie de 75 de ori intr-o ora, ce corespunde unui demerit 3.
![]() angajamentu.
angajamentu.
Se refera la modul de implicare al operatorului in realizarea operatiilor cerute.In mod ideal un post de lucru are un angajament de 100% dar P30 are un angajament <95% ce corespunde unui demerit 0.
![]() variatie de timp.
variatie de timp.
Acest criteriu este valabil in toata linia de asamblare el fiind analizat la postul de lucru P10.Criteriului ii corespunde un demerit 0.
b)legat de spatiul de lucru:
![]() proces continuu,in defilare.
proces continuu,in defilare.
Operatorul in timpul in care isi desfasoara activitatea,in postul P30,are un anumit spatiu de lucru.In momentul in care se schimba diversitatea operatorul trebuie sa aiba o zona de rezerva,zona care o foloseste cand nu-si incheie operatiile prevazute de FOP(fisa operatiilor postului).Acest spatiu are un sistem de avertizare al operatorului,ce intra in functiune in momentul in care operatorul depaseste zona de lucru.Situatiei prezentate ii corespunde un demerit 0.
![]() dependenta operatorului.
dependenta operatorului.
In linia de asamblare a motoruli k7 fiecare operator depinde de cel din amonte si de cel din aval.Operatorul din P30 depinde de cel care aprovizioneaza raftul cu semicuzineti dar depinde la fel de mult si de cel care aduce containerele cu orborele cotit.Dar operatorul mai depinde si de cei din postul anterior si cel urmator.Deci in total depinde de 4 operatori ce corespunde unui demerit 0.
c)legat de postul de lucru:
![]() dependenta pentru executarea modului operator.
dependenta pentru executarea modului operator.
Realizarea operatiilor depinde in primul rand de dispozitivul de citire al arborelui cotit,deoarece clasa de semicuzineti depinde si de AC nu numai de carterul cilindrilor. Dependenta de un anumit dispozitiv corespunde unui demerit 4.
Urmatorul pas este calcularea sumei demeritelor de la punctele a,b,c.Subpunctele mentionate anterior tin de procesul postului P30 de aceea vom nota suma demeritelor cu SA.
SA=3+0+0+0+0+4
SA=7.
d)variabilitate activitate de lucru:
![]() aprovizionare sau conditionare dificila.
aprovizionare sau conditionare dificila.
Aprovizionarea se face din containerul aflat in spatele operatorului.Operatorul i-a un arbore cotit din container il pune pe dispozitivul de citit si apoi il i-a din nou punandu-l pe carterul cilindrilor.Deci aprovizionarea se face pe 1 ciclu.Acest tip de aprovizionare corespunde unui demerit
![]() aliniere si lipire de piese.
aliniere si lipire de piese.
Acest criteriu se refera la postul de lucru in care se realizeaza alinierea a 2 sau mai multe componente(piese) sau lipirea anumitor piese.In postul de lucru P30 nu se realizeaza nici una din cele doua operatii mentionate mai devreme,deci postului P30 ii corespunde un demerit 0.
![]() dezlipire dificila.
dezlipire dificila.
Am precizat mai sus situatia din postul de lucru legata de lipire sau aliniere deci se concluzioneaza ca nu are loc nici o operatie de dezlipire.Demeritul corespunzator este 0.
![]() lucru fara vizibilitate.
lucru fara vizibilitate.
Hala unde se asambleaza motorul este una foarte bine luminata deci si postul de lucru P30 este foarte bine luminat.Trebuie mentionat faptul ca deasupra postului de lucru sunt montate 2 neoane care maresc nivelul de luminozitate in post. Demeritul acordat postului P30 legat de acest aspect este 0.
![]() purtare de echipament(protectie individuala).
purtare de echipament(protectie individuala).
Echipamentul este acelasi pentru toate posturile de lucru: pantaloni,tricou,salopeta,bocanci si manusi.Echipamentul de protectie nu este greu,nu incurca operatorul si nu este unul suplimentar in sensul ca nu este purtat peste hainele obisnuite.
Este unul adecvat protectiei operatorului in perioada in care acesta isi desfasoara activitatea.In concluzie acestui criteriu ii corespunde un demerit 0.
![]() control,reglaj,retus.
control,reglaj,retus.
In postul de lucru,in principal,se realizeaza aprovizionarea cu arborele cotit si montarea semicuzinetilor superiori.Dupa ce oparatorul primeste informatiile de la postul P10 si de la dispozitivul de citire AC doar atunci stie ce semicuzineti sa monteze.Dupa montarea acestora operatorul este verificat de 2 camere de filmat pozitonate sub raftul cu semicuzineti.Operatorul primeste validarea prin intermediul unor flash-uri facute de aceste camere. Tinand cont de cele mentionate acestui criteriu ii corespunde un demerit 3.
Urmatorul pas este calcularea sumei demeritelor de la punctul d.Subpunctul mentionat anterior tine de variabilitatea activitatii de lucru a postului P30 de aceea vom nota suma demeritelor cu SB(in prealabil am notat cu SA suma calculata anterior).
SB=2+0+0+0+0+3
SB=5.
Tinand cont de SA si SB,calculate mai sus,se stabileste nivelul de regularitate al postului P30.
Din fisa REGULARITATE,zona COTAREA POSTULUI se tine cont de tabelul "Mare sistem in flux tinut" deoarece acesta corespunde activitatii de montaj care se desfasoara in cadrul departamentului:
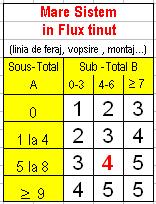
Cum SA=7 si SB=5![]() nivelul de regularitate este 4.(indicat cu rosu in
tabelul de mai sus).
nivelul de regularitate este 4.(indicat cu rosu in
tabelul de mai sus).
Analiza ergonomica a postului P30,din punct de vedere al regularitatii se face pe baza fisei REGULARITATE,fisa in care se contorizeaza toate demeritele acordate.Fisa REGULARITATE pentru P30 este prezentata in figura 12:
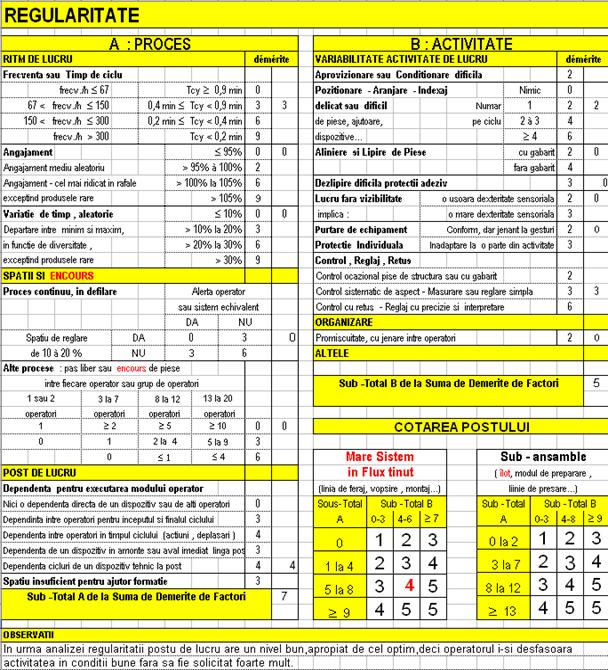
Fig.12 Fisa REGULARITATE.
3.5 Analiza complexitatii
Dupa ce am analizat P30 din punctul de vedere al posturii, efortului si regularitatii urmeaza analiza complexitatii,analiza care se face tinand seama de mai multe criterii carora li se acorda un demerit:
a)legat de functionare:
![]() talia rafale(numar de piese).
talia rafale(numar de piese).
Am mentionat mai devreme ca in toate posturile de lucru din linia de asamblare motor exista o diversitate,deci oparatorul trebuie sa stie sa-si desfasoare activitatea indiferent de aceasta diversitate.Deoarece operatorul isi desfasoara activitatea indiferent de diversitate acestui criteriu ii corespunde un demerit 0.
![]() variatie de timp.
variatie de timp.
Conform fisei regularitate acestui criteriu ii corespunde un demerit 0.
b)masini-dispozitive-scule:
![]() conducerea unei masini.
conducerea unei masini.
Operatorul nu conduce nici un fel de masina postul de lucru deci ii corespunde un demerit 0.
![]() numar de unelte(dispozitive).
numar de unelte(dispozitive).
In postul de lucru P30 exista urmaatoarele unelte si dispozitive:
-dispozitiv de citire AC
-dispozitiv de prindere AC
-pompa pentru uleiere palieri
In concluzie acestui criteriu ii corespunde un demerit
![]() amplasarea si utilizarea de scule si dispozitive.
amplasarea si utilizarea de scule si dispozitive.
Dispozitivul de prindere al AC este situat la nivelul pieptului operatorului sustinut de un fel de lant elastic. Acest lant ajuta operatorul la manevrare deoarece greutatea dispozitivului nu este sustinuta de operator. Pozitionarea dispozitivului este una adecvata ce permite accesul foarte usor la el si fiind suspendat ,operatorul are o buna vizibilitate asupra dispozitivului.
Dispozitivul de citire AC este pozitionat in partea stanga-spate a operatorului,astfel incat sa-i poata fi urmarita functionarea fara a pune in pericol oparatorul.Pompa de ungere palieri este pozitionata in partea dreapta a operatorului,pe un suport situat la nivelul cotului.
In concluzie pozitia dispozitivelor din postul de lucru P30 este una ergonomica. Demeritul corespunzator acestei situatii prezentate este 0.
c)diversitate piese si fixari:
![]() piese.
piese.
Operatorul prinde AC cu ajutorul dispozitivului,il pune pe masa dispozitivului de citire si automat incepe citirea arborelui cotit.Dipozitivul stie cand sa inceapa citirea deoarece este prevazut cu o camera speciala.Cand a terminat de citit se aprinde un semnal verde ce indica operatorului ca s-a terminat citirea si ca informatia a fost transmisa la calculatorul din postul de lucru.Deoarece in postul de lucru P30 operatorul are un astfel de ajutor,legat de acest criteriu ii corespunde un demerit 1.
![]() fixare.
fixare.
Fixarea arborelui cotit pe dispozitivul de citire se realizeaza pe un suport special.Dar asupra AC nu se aplica nici o forta de strangere,el sta sub propria greutate deoarece dispozitivul de citire este pe baza de laser deci AC nu este atins fizic in nici un moment. Datorita faptului ca operatorul beneficiaza de acest ajutor criteriului ii corespunde un demerit 1.
![]() inregistrarea referintelor pe calculator.
inregistrarea referintelor pe calculator.
Fiecare arbore cotit este citit pentru a informa operatorul din P30 in legatura cu clasa de semicuzineti.Aceste date sunt inregistrate in mod automat in calculator. Deoarece aceste informatii sunt inregistrate criteriul primeste un demerit
d)aprovizionare-conditionare:
![]() necesita o mare atentie.
necesita o mare atentie.
Atentia operatorului trebuie sa fie ridicata deoarece arborele motor este o componenta foarte importanta a motorului k7.Deoarece operatorul trebuie sa aiba o atentie ridicata acestui criteriu ii corespunde un demerit 3.
e) mod operator:
![]() numar de etape principale
numar de etape principale
In postul P30 operatorul realizeaza 8 operatii.Dintre acestea doar 3 operatii sunt considerate principale si anume:
- Aprov cu arbore motor corespunzator- pozitionare pe dispozitiv
- Montaj 1/2 cuzineti superiori palier
- Pozitionare AC pe CC
Avand 3 etape principale demeritul corespunzator este
![]() numar de moduri operatorii.
numar de moduri operatorii.
Indiferent de tipul de motor intrat in fluxul de productie operatorul din postul P10 are acelasi mod de operare.Dar trebuie precizat faptul ca are acelasi mod de operare dar unele etape pot avea un timp de ciclu mai mare sau mai mic.Demeritul acordat este 0.
f)accesibilitate-pozitionare piese:
Operatorul in timpul de desfasurare al activitatii are obligatia sa deplaseze AC din container pe masa dispozitivului de citire.Accesibilitatea la postul de lucru este foarte buna.Trebuie mentionat faptul ca exista riscul de ranire a operatorului daca acesta nu este atent in manevrarea arborelui cotit.Vizibilitatea la locul de munca este,dupa cum am precizat la un criteriu anterior,foarte buna.
Tinand cont de cele mentionate acestui criteriu ii corespunde un demerit 3.
g)gesturi-dexteritate:
Miscarile si gesturile pe care le face operatorul in timpul unui ciclu sunt destul de complexe.Are de executat un numar mare de operatii ce necesita o precizie mare dar si o atentie sporita.Indemanarea este relativ dificil de dobandit de aceea acestui criteriu se acorda un demerit
h)reglaj-control.
Fiecare arbore cotit este citit cu un dispozitiv special iar datele sunt interpretate in mod automat.Controlul se realizeaza, la fiecare ciclu,cu ajutorul unor camere si validarea este exprimata prin intermediul unor semnale luminoase verzi. Datorita acestei interpretari criteriul primeste un demerit
i)control de aspect sau conformitate.
Controlul pieselor nu implica o atentie sporita din partea operatorului.Dupa realizarea operatiilor de catre operator in post nu exista piese retus deoarece toate piesele sunt conforme cu cerintele. Demeritul acordat este 0.
j)vigilenta.
Iluminatul,temperatura si aerisirea au fost analizate la postul de lucru P10,ele fiind aceleasi pentru toata linia de asamblare.
Singura problema este aceea legata de zgomot.In cadrul departamentului de asamblare motor nivelul de zgomot este unul foarte ridicat deoarece sunt foarte multe dispozitive in functionare in acelasi timp.Deci si in postul P30 nivelul de zgomot este foarte mare.Tinand cont de cele mentionate mai sus acestui criteriu corespunde un demerit
Urmatorul pas este calcularea sumei demeritelor de la punctele a,b,c,d,e,f,g,h,i,j.Notez suma demeritelor cu S.
S=0+0+0+2+0+1+1+2+3+2+2+3+2+2+0+2
S=22
Din fisa COMPLEXITATE,zona POST DE LUCRU se tine cont de suma demeritelor calculata anterior si se stabileste nivelul de complexitate al postului P30.Conform tabelului nivelul de complexitate al postului este 4,deoarece se tine cont si de frecventa orara.
Dupa ce am stabilit nivelul de complexitate trebuie sa precizam ca acest nivel este unul global adica pentru postul P30 in general.Trebuie stabilit nivelul de complexitate si pentru operatiile principale:
- Aprovizionare cu arbore motor corespunzator- pozitionare pe dispozitiv
- Montaj 1/2 cuzineti superiori palier
- Pozitionare AC pe CC
Se numara criteriile,pe baza carora am facut analiza complexitatii,care au un demerit mai mare sau egal cu 3.Aceste criterii sunt in numar de 2:d) si f).
Conform tabelului ETAPE PRINCIPALE din cadrul fisei COMPLEXITATE, nivelul de cotare pentru fiecare etapa principala este trecut in tabelul 15:
Tabel 15 Nivel de complexitate
|
Etape principale |
Nivel de cotare |
|
- Aprovizionare cu arbore motor corespunzator- pozitionare pe dispozitiv |
3 |
|
- Montaj 1/2 cuzineti superiori palier |
3 |
|
- Pozitionare AC pe CC |
3 |
Analiza ergonomica a postului P30,din punct de vedere al complexitatii se face pe baza fisei COMPLEXITATE, fisa in care se centralizeaza toate demeritele acordate.Fisa COMPLEXITATE pentru P30 este prezentata in figura 13:
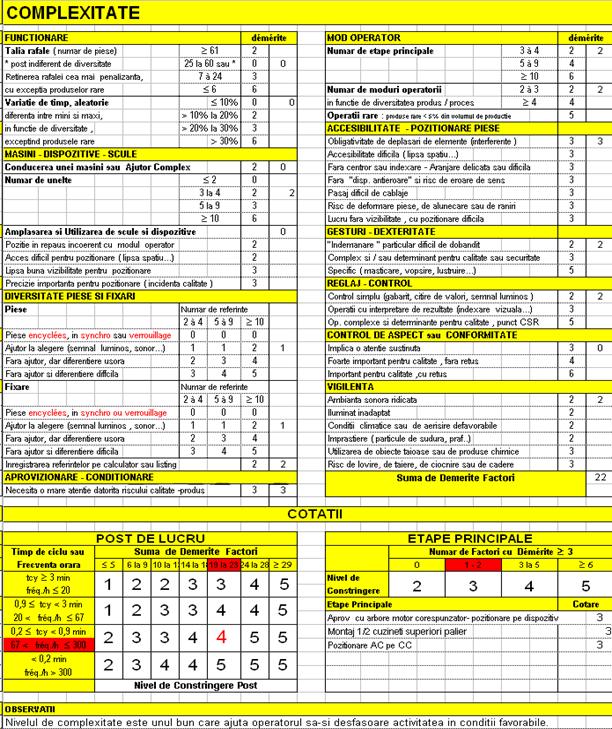
Fig.13 Fisa COMPLEXITATE
3.6 Centralizare date
Dupa ce am analizat P30 din punctul de vedere al posturii,efortului,regularitatii si complexitatii urmeaza centralizarea datelor intr-o fisa care se numeste FISA DE ANALIZA ERGONOMICA.
In aceasta fisa se trec pe rand:
-Uzina:DACIA GROUP RENAULT
-Departamentul unde s-a realizat analiza:INGINERIE MECANICA
-Produsul:motor k7
-Postul de lucru:postul P30
-Numar de operatori:1
-Timp de ciclu:0.72 cmin
-Frecventa orara:75.
Avand stabilite anterior nivelul de postura (3) si cel de efort (4) se pot completa in fisa de analiza ergonomica stabilind astfel zona de nivel in care se afla postul de lucru P30.Completarea se face in tabelul CONSTRANGERI FIZICE.In departamentul de asamblare motor k7,ca de altfel in toata uzina DACIA,nivelul ,optim si ideal, de cotare ergonomica al unui post de lucru este 3.
In figura 14 se poate observa unde se situeaza postu P30 din punct de vedere al posturii si al efortului:

Fig.14 Nivelul posturii si efortului
Din imaginea de mai sus se observa ca postul de lucru P30 are un nivel,al posturii ideal si al efortului apropiat de tinta.Zona unde se situeaza acest post este exact in centru zonei tinta,asta din punct de vedere al posturii.In acest post exista o relatie foarte buna intre efortul si timpul in care operatorul trebuie sa-si desfasoare activitatea.In timpul programului operatorul nu oboseste,el nefiind solicitat la maxim dar nici nu sta deoarece ar insemna pierdere de timp.Nivelul 4 al efortului este dat de faptul ca operatorul pune arborele cotit pe CC cu mana deoarece folosirea unui dispozitiv de orice natura ar insemna timp de cilcu al operatiei mai mare.
Nivelul de regularitate (4) si cel de complexitate (4) a fost stabilit anterior si in acest moment se poate completa in fisa de anamiza ergonomica stabilind astfel zona in care se situeaza postul de lucru P30.Completarea se face in tabelul CONSTRANGERI COGNITIVE.Si pentru aceste niveluri de cotare ergonomica este ideal ca un post de lucru sa aiba nivelul 3.
In figura 15 se poate observa unde se situeaza postu P30 din punct de vedere al regularitatii si complexitati:
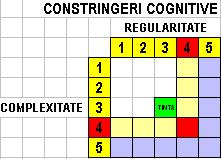
Fig.15 Nivelul posturii si efortului
Desi nici nivelul regularitatii nici cel al complexitatii nu este unul ideal postul de lucru P30 se situeaza foarte aproape de tinta de zona unui post de lucru perfect.
Nivelurile stabilite anterior se trec intr-o fisa de analiza ergonomica a postului P30.Fisa de analiza ergonomica a postului de lucru P30 este prezentat in figura 16:
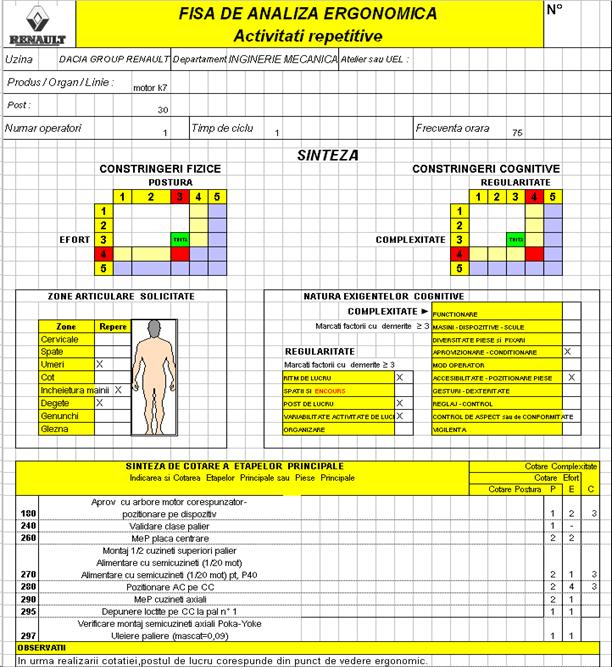
Fig.16 Fisa analiza ergonomica
In fisa se trec si zonele care sunt solicitate in timpul realizarii operatiilor postului P30.In partea din dreapta,in tabelul REGULARITATE,se bifeaza criteriile care in urma analizei regularitatii au obtinut un demerit mai mare sau egal cu 3.Acelasi lucru se face si in tabelul COMPLEXITATE.
In final trebuie precizat un aspect legat de acest nivel optim de cotare ergonomica a unui post de lucru.Am mentionat mai devreme ca nivelul 3 este unul ideal dar acest nivel se refera la faptul ca operatorul lucreaza in conditii optime si nu are timpi de repaus mari.Se poate proiecta un post de lucru cu un nivel de cotare ergonomica 1 sau 2,dar acest lucru inseamna ca operatorul face o operatie foarte usoara si apoi sta fara sa faca nimic.In aceasta situatie operatorul este platit de catre uzina mai mult degeaba de accea intr-un post de lucru operatorul nu trebuie sa stea dar nici sa fie supus unui efort prea mare.El trebuie sa isi desfasoare activitatea incadrandu-se intr-un timp de ciclu stabilit fara a avea pauze mari.
4 Comparare rezultate
In urma analizei ergonomice pe care am facut-o posturilor de lucru P10 si P30 se poate face o comparatie a rezultatelor obtinute.
a)din punct de vedere al constrangerilor fizice
In figura 17 sunt prezentate in acelasi tabel nivelurile posturii si efortului:
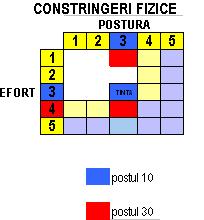
Fig.17 Nivelul posturii si efortului
Se observa ca postul 10 este situat exact in zona obiectiv,zona care reprezinta un post de lucru optim,ideal.Din punct de vedere al posturii ambele posturi stau foarte bine dar departarea fata de zona obiectiv a postului 30 se datoreaza efortului existent.Ca si concluzie operatorii din aceste posturi de lucru isi desfasoara activitatea in conditii bune fara a fi solicitati forte mult.
b)din punct de vedere al constrangerilor cognitive
In figura 18 sunt prezentate nivelurile regularitatii si complexitatii:
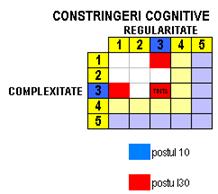
Fig.18 Nivelul regularitatii si complexitatii
Se observa ca ambele posturi supuse analizei au un nivel optim de regularitate si complexitate.Dar trebuie mentionat faptul ca desi au acelasi nivel de regularitate si complexitate zonele solicitate ale corpului,tabelul 16,pot fi si diferite si anume:
Tabel 16 Zone solicitate
|
Zona solicitata |
P10 |
P30 |
Zona solicitata |
P10 |
P30 |
|
Cervicala |
Incheietura mainii |
X |
X |
||
|
Spate |
X |
Degete |
X |
X |
|
|
Umar |
X |
Genunchi | |||
|
Cot |
Glezna |
In continuare voi prezenta in tabelul 17 si 18 criteriile ce tin de natura exigentelor cognitive care au un demerit mai mare sau egal cu 3:
a)regularitate
Tabel 17 Criterii
cu demerit ![]() 3
3
|
Criteriu |
P10 |
P30 |
|
Ritm de lucru |
X |
X |
|
Spatiu de lucru | ||
|
Post de lucru |
X |
X |
|
Variabilitate activitate de lucru |
X |
X |
|
Organizare |
b)complexitate
Tabel 18 Criterii
cu demerit ![]() 3
3
|
Criteriu |
P10 |
P30 |
|
Functionare | ||
|
Masini-dispozitive-scule | ||
|
Diversitate piese si fixari | ||
|
Aprovizionare-conditionare |
X |
|
|
Mod operator | ||
|
Accesibilitate-pozitionare piese |
X |
X |
|
Gesturi-dexteritate | ||
|
Reglaj-control |
X | |
|
Control de aspect sau de conformitate | ||
|
Vigilenta |
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |