
Aplicatii ale campurilor termice din metalul de baza
Relatiile matematice ale campurilor termice permit studierea fenomenelor care au loc la sudare, astfel incat la un moment se pot cunoaste valorile teoretice ale unor parametrii, hotaratoare asupra calitatii sudurilor
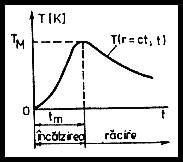
1. Ciclul termic. Punctele materiale aflate in zona de influenta a sursei termice, sunt supuse unei variatii de temperatura caracterizata prin trei perioade: incalzirea, atingerea temperaturii maxime Tm si racirea.
O asemenea variatie a temperaturii prezentata in fig. 2.17 se numeste ciclu termic si se exprima matematic prin particularizarea relatiilor campurilor termice din tabelul 2.3 pentru r = ct (raza de pozitie a punctului material considerat).
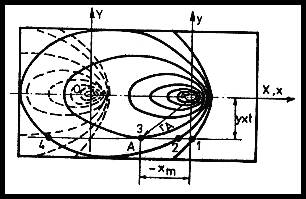
Pentru determinarea parametrilor specifici ciclului termic, se considera corpul din fig. 2.18, pe suprafata caruia se deplaseaza de la punctul O la o, sursa termica avand viteza constanta v.
Izotermele reprezentate cu linie intrerupta au ca referinta momentul zero, de trecere a sursei prin originea sistemului fix de coordonate XOY.
Izotermele reprezentate cu linie plina au ca referinta momentul in care una dintre izoterme este tangenta la dreapta y = ct, in punctul impus A, iar sursa termica s-a deplasat cu distanta Oo.
Dreapta y = ct are proprietatea ca este locul geometric al punctelor care la un anumit moment sunt tangente aceleiasi izoterme, atunci cand sursa se deplaseaza pe distanta Oo.
In timpul deplasarii sursei pe distanta Oo punctul A este intersectat succesiv de izotermele 1, 2, 3, timp in care temperatura din acest punct are o crestere
![]() (2.66)
(2.66)
Deci in perioada de incalzire tm a punctului A este data de tm = -xm/v.
Valoarea temperaturii izotermei 3 este TM si reprezinta valoarea maxima pe care o atinge punctul A. Ea se poate afla din campul termic prin conditia
![]() (2.67)
(2.67)
La deplasarea in continuare a sursei termice spre dreapta, punctul A este intersectat pentru a doua oara de izotermele 2 si 1, deci temperatura punctului A scade
![]() (2.68)
(2.68)
2. Temperatura maxima atinsa intr-un punct dintr-un corp masiv sudat cu sursa permanenta mobila de mare putere si viteza
Determinarea
temperaturii maxime este posibila prin impunerea conditiei ![]() in relatia
campului termic (2.63) si prin particularizarea distantei r la
valoarea corespunzatoare punctului A (-xm; y) din fig. 2.18
in relatia
campului termic (2.63) si prin particularizarea distantei r la
valoarea corespunzatoare punctului A (-xm; y) din fig. 2.18
 (2.63)
(2.63)
Pentru
a deriva mai usor relatia 2.63, aceasta se logaritmeaza ![]()
Prin derivare in raport cu timpul rezulta
 (2.69)
(2.69)
![]()
Aceasta conditie poate fi indeplinita in trei situatii:
daca T = 0 (in origine)
daca t = (dupa racire)
daca ![]()
Ultima
situatie este cea care intereseaza in mod deosebit. Particularizand
pentru punctul A, r = rA, iar t = tm adica 
Prin
inlocuirea acestor conditii in 2.63 rezulta: ![]() care este temperatura
in punctul A (de raza rA) in momentul tm, adica
tocmai temperatura maxima pe care o poate atinge punctul A.
care este temperatura
in punctul A (de raza rA) in momentul tm, adica
tocmai temperatura maxima pe care o poate atinge punctul A.  (2.70)
(2.70)
3. Temperatura maxima atinsa intr-un punct dintr-o placa sudata cu o sursa mobila de mare putere si viteza
Prin acelasi rationament ca si la punctul 2. se aplica conditia (2.67) ecuatiei campului termic (2.65) rezultand:
 (2.71)
(2.71)
in
care ![]() <<
<<![]() si se obtine:
si se obtine:
 (2.72)
(2.72)
in
care ![]()
In relatiile (2.70) respectiv (2.72) se poate aproxima rA y = ct (vezi figura 2.18) si impunand Tm = Tcritica, se poate afla marimea zonei influentate termic y rA pentru diferite conditii de sudare
4. Determinarea vitezei de racire a unui punct dintr-un interval dat de temperatura
Se vor lua in consideratie cazurile surselor permanente mobile de mare putere si viteza (relatia 2.63* respectiv 2.65* fara a se tine seama de pierderile in mediul inconjurator)
In aceasta relatie se considera ca T0 este temperatura initiala a materialului ( 0) iar T(r,t) - T0 este cresterea de temperatura data de relatia 2.63*.
Pentru un punct situat in zona de trecere a sudurii r = 0, deci
![]() (2.73)
(2.73)
Viteza de racire a acestui punct este
![]() (2.74)
(2.74)
In relatia (2.74) se poate inlocui timpul t dedus din relatia (2.73) adica:
![]() respectiv
respectiv
 (2.75)
(2.75)
Relatia 2.75 permite calcularea vitezei de racire w a unui punct din zona de trecere a sudurii in cazul unui corp masiv sudat pe suprafata, cu o sursa de mare putere si viteza. In aceasta relatie T - T0 reprezinta intervalul de temperatura pentru care se calculeaza viteza medie de racire in cazul unei energii liniare cunoscute P/v.
Prin acelasi rationament si folosind aceleasi notatii, se poate afla viteza de racire a unui punct din zona de trecere a sudurii, la o placa sudata cu o sursa de mare putere si viteza.
Pornind de la relatia 2.65* (tabelul 2.3) rezulta:
 (2.76)
(2.76)
 (2.77)
(2.77)
 (2.78)
(2.78)
Pentru oteluri este interesant sa se calculeze viteza de racire a punctelor din zona de trecere (r = 0) in intervalul T - T0, in care T este temperatura de transformare a austenitei la racire, iar T0 este temperatura la care se gaseste metalul de baza (temperatura mediului ambiant sau temperatura de preincalzire).
Intrucat
viteza de racire variaza in timpul racirii unei suduri, este mai
interesant sa se calculeze timpul de racire in intervalul de
temperatura 800sC-500sC (cand se transforma austenita la
racire). Acest timp e notat cu ![]() si caracteristic
ciclurilor termice de sudare si dependent de viteza de racire W.
si caracteristic
ciclurilor termice de sudare si dependent de viteza de racire W.
5.
Determinarea duratei ts de incalzire a unui punct din
piesa peste o temperatura data ![]() , in cadrul unui anumit ciclu termic de sudare
, in cadrul unui anumit ciclu termic de sudare
Se presupune o variatie cunoscuta a temperaturii unui punct curent dintr-un corp dupa ciclul termic , T (r = ct; t) prezentat in fig. 2.19.
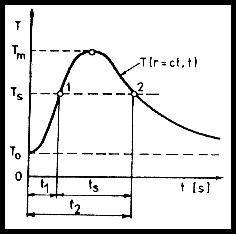
Fig. 2.19 Ciclul termic al unui punct curent dintr-o piesa sudata
Se observa ca incepand cu timpul t1 si pana la timpul t2, temperatura are valori superioare temepraturii impuse Ts. Perioada de timp in care se respecta aceasta conditie si care trebuie aflata este:
![]() (2.79)
(2.79)
Din fig. 2.19 se observa ca ts este dependent de raportul intre Ts si Tm, raport care permite simplificarea calculelor.
a) Cazul corpului masiv sudat cu o sursa permanenta mobila de mare putere si viteza
Daca se considera ca To este temperatura initiala a corpului dat, determinata din relatia campului termic corespunzator (2.63) si din relatia temperaturii maxime (2.70), rezulta:
(2.80)
![]() (2.81)
(2.81)
Ecuatia ciclului termic din punctul considerat (r = ct), se obtine prin particularizarea relatiei 2.80 in care se inlocuieste valoarea razei:
 (2.81)
(2.81)
Intersectand ecuatia ciclului termic (2.81) cu orizontala Ts = ct. Se obtine ecuatia
 (2.82)
(2.82)
Aceasta este o ecuatie transcendenta si aflarea celor doua solutii t1, t2 corespunzatoare celor doua puncte de intersectie 1 si 2 din fig. 2.19 este incomoda. Prin efectuarea raportului:
 (2.83)
(2.83)
ecuatia are o forma mai simpla, iar prin notatiile:
![]() (2.84)
(2.84)
![]() (2.85)
(2.85)
rezulta o ecuatie de forma
 (2.86)
(2.86)
Intrucat valoarea q este cunoscuta pentru cazul dat, rezulta doua solutii reale t si t , care permit calcularea timpilor t1 si t2 din relatia (2.85), respectiv a timpului ts din relatia (2.79)
Rezolvarea grafica a ecuatiei 2.86 este foarte simpla, pentru care se poate utiliza nomograma functiei q = f(t) prezentata in fig. 2.20, curba 1 fiind corespunzatoare corpului masiv.
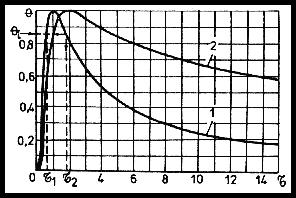
Fig.2.20 Nomograma pentru determinarea factorilor adimensionali τ (relatia 2.85) in functie de factorul adimensional θ (relatia 2.84) [46]
b) Cazul plcaii sudate cu o sursa permanenta de mare putere si viteza
La fel ca si la punctul a) se porneste de la relatia campului termic (2.69) si a temperaturii maxime (2.72) si se obtine raportul:
 (2.87)
(2.87)
din care, daca se considera notatiile date de relatiile (2.85), rezulta o ecuatie de forma:
 (2.88)
(2.88)
solutiile ei reale t si t permit aflarea timpilor t1, t2 din relatia 2.85 respectiv a timpului ts din relatia 2.79.
Cele doua solutii ale ecuatiei 2.88 particularizate pentru o valoare q se pot deduce din fig. 2.20 pentru curba 2 corespunzatoare placii.
c) Metoda grafoanalitica pentru determinarea tipului de mentinere peste temperatura Ts.
Relatia analitica de calcul a duratei de incalzire ts peste o anumita temperatura Ts, se poate determina din relatia 2.85 din care rezulta
![]() (2.89)
(2.89)
In aceasta se inlocuieste raza r2 obtinuta din relatia (2.81) corespunzatoare temperaturii maxime
![]() (2.90)
(2.90)
pentru un corp masiv
![]() (2.91)
(2.91)
pentru placa.
Rezulta pentru corpul masiv:
![]() sau
sau
 (2.92)
(2.92)
in care
![]() (2.93)
(2.93)
iar pentru placi
 (2.94)
(2.94)
in care
![]() (2.95)
(2.95)
In aceste relatii functiile f1 si f2 depind de factorul t care la randul sau depinde de
![]() (vezi fig. 2.20)
(vezi fig. 2.20)
Din acest motiv functiile f1 si f2 au fost detrminate direct in functie de q, dupa cum se observa din nomograma prezentata in fig. 2.21.
Pentru a se usura si mai mult determinarea duratei de mentinere ts peste o anumita temperatra in diferite cazuri de sudare, au fost construite nomograme pe baza relatiilor 2.92 si 2.94 care sunt prezentate in fig. 2.22 pentru corpul masiv si in fig. 2.23 pentru placa sudata.
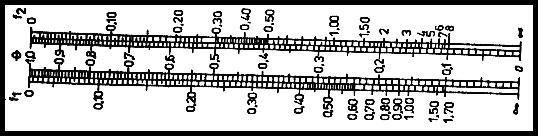
Fig. 2.21 Nomograma pentru calculul lui f1 si f2
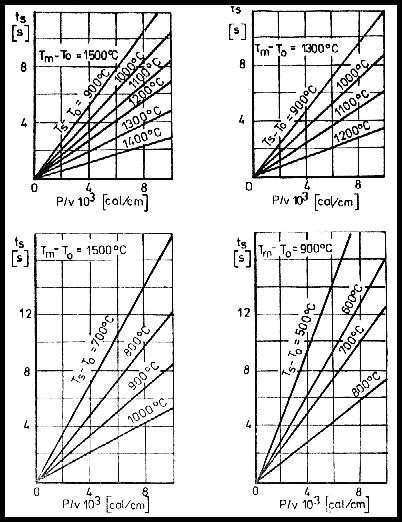
Fig. 2.22 Durata de mentinere ts peste o anumita temperatura Ts in zona influentata termic a sudurii pe un corp masiv, in functie de energia liniara P/v
Tm: temperatura maxima atinsa de punctul considerat
T0: temperatura initiala a materialului [46]
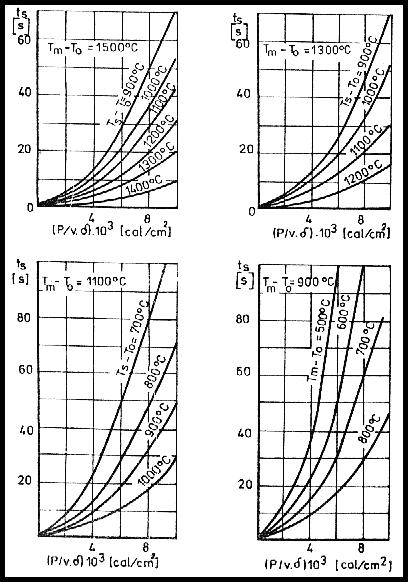
Fig. 2.23 Durata de mentinere ts peste o anumita temperatura Ts in zona influentata termic a sudurii pe o placa de grosimea δ, in functie de energia liniara P/v·δ
Tm: temperatura maxima atinsa de punctul considerat
T0: Temperatura initiala a materialului [46]
6. Campul termic la sudarea in straturi suprapuse
Sudarea tablelor groase impune in cele mai multe cazuri suprapunerea unor straturi succesive sudate, care in final realizeaza imbinarea.
Sudarea in mai multe straturi se poate realiza aplicand cusaturi lungi, astfel incat primul strat sa se raceasca inainte de a incepe sudarea stratului urmator (fig. 2.24), sau aplicand cusaturi scurte, astfel incat primul strat sa fie relativ cald, cand incepe sudarea stratului urmator (fig. 2.25).
La sudarea in mai multe straturi, conditiile termice cele mai defavorabile se realizeaza in timpul depunerii primului strat. La aceste conditii sunt supuse atat punctele din cusatura cat si cele din zona influentata termic a primului strat.
Aceasta se observa din fig. 2.25, la care panta portiunii descendente a ciclului termic (viteza de racire), are valoarea cea mai mare pentru stratul I, punctul material 1.
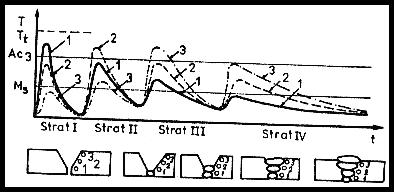
1 - ciclul termic in punctul 1
2 - ciclul termic in punctul 2
3 - ciclul termic in punctul 3
Fig. 2.24 Ciclul termic la sudarea in mai multe straturi cu lungime mare [46]
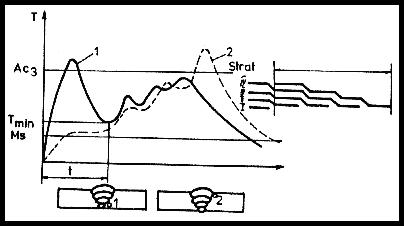
1 - ciclul termic in punctul 1
2 - ciclul termic in punctul 2
Fig. 2.25 Ciclul termic la sudarea in mai multe straturi cu lungime redusa [46]
La sudarea in mai multe straturi cu cusaturi lungi se recomanda verificarea vitezei de racire a primului strat cu relatiile corespunzatoare cazului placilor sudate. Spre exemplu la placile sudate automat sub flux se aplica relatia 2.78:
in care sunt necesare corectiile energiei liniare P/v si a grosimii d in functie de geometria specifica fiecarei situatii, dupa cum se observa din tabelul 2.4
Tabelul 2.4
|
Geometria pieselor |
|
|
|
|
|
|
Grosimea de calcul δ | |||||
|
Energia liniara de calcul P/v |
P/v |
1,5 P/v |
2/3 P/v |
2/3 P/v |
0,5 P/v |
Corectiile date in tabelul 2.4 prezinta erori reduse, daca inaltimile cordonului sudat h < d
In cazul sudarii tablelor foarte groase cu cusaturi suprapuse foarte lungi, este necesara si verificarea vitezei de racire a ultimului strat. Astfel se poate considera ca piesa este masiva, iar in cazul sudarii automate sub flux se aplica relatia (2.75)
Exista si nomograme de calcul a vitezelor de racire in functie de parametrii de sudare si de temperatura de preincalzire.
La sudarea in mai multe straturi cu cusaturi scurte (fig. 2.25) viteza de racire a primului strat este mai mare si este posibila aparitia martensitei, daca temperatura scade sub Ms. Daca primul strat este suficient de scurt si se incepe imediat sudarea urmatorului strat suprapus, primul strat nu mai are timp sa sufere transformarea martensitica, datorita reincalzirii la care este supus.
Din relatia campului termic (2.76), particularizata pentru un punct din primul strat de sudura (r = 0) rezulta:
Din aceasta relatie se poate obtine timpul t
 (2.96)
(2.96)
Timpul t calculat cu relatia 2.96 reprezinta perioada in care temperatura intr-un punct din sudura nu scade in perioada de racire sub o valoare impusa Tmin > Ms. De aici rezulta ca sudarea urmatorului strat trebuie inceputa inainte de expirarea perioadei t calculata cu relatia 2.96.
Practic acest lucru se poate realiza, fie prin sudarea simultana cu arce multiple asezate in tandem si decalate la perioade mai mici decat t, fie prin sudarea de straturi suprapuse scurte, avand lungime mai mica decat
L = v (t- tpauza) (2.97)
in care tpauza reprezinta timpul necesar schimbarii electrozilor in cleste, a curatirii zgurii de pe stratul anterior, etc.
In mod practic in locul relatiei (2.97) se utilizeaza relatia
L = kp . v . t (2.98)
in care kp = 1 la sudarea automata; kp = 0,6 - 0,8 la sudarea manuala.
Din relatiile (2.96) si (2.98) se obtine
 (2.99)
(2.99)
in care: kg = 1,5 la sudarea in capete; kg = 0,9 la sudarea tablelor suprapuse; kg = 0,8 la sudarea in T si in cruce
Relatia 2.99 permite calcularea lungimii maxime admisibile Lmax a stratului depus, astfel incat temperatura minima Tmin sa nu scada sub valoarea critica Ms, pana in momentul suprapunerii stratului urmator.
In calcule se adopta pentru siguranta Tmin = Ms + (50 - 100)o in care Ms poate fi obtinuta din diagramele T.T.T. (temperatura, timp, transformare) specifice fiecarei calitati de otel.
Exista si situatii in care pericolul de fisurare apare la temperaturi mai mari decat Ms si atunci se impune evitarea acestor valori si preincalzirea la temperaturi mai mari.
Dupa cum se observa din fig. 2.25 mai exista o perioada periculoasa pentru calitatea imbinarii realizate in mai multe straturi cu cusaturi scurte si anume racirea ultimului strat si a punctelor din vecinatatea lui (curba 2).
Intrucat in acest caz nu mai exista un strat ulterior, care prin caldura cedata sa impiedice transformarea martensitica, este util sa se calculeze viteza de racire cu relatia 2.75 si sa se compare cu viteza critica pentru otelul corespunzator.
Daca viteza de racire este egala sau mai mare decat viteza critica, este indicata sudarea unui nou strat suplimentar (tehnologic), care sa incalzeasca sudura si sa se evite pericolul de fisurare. Acest strat tehnologic are si rolul de a trata termic stratul anterior, care devine astfel mult mai tenace.
Din cele prezentate in acest capitol se observa ca relatiile de calcul si nomogramele existente, permit studiul teoretic al diferitelor procese termice care au loc la sudare si prin aceasta este posibila estimarea anticipata a efectelor sudarii.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |




