
FORMAREA BAII METALICE SI SOLIDIFICAREA EI LA PROCEDEELE DE SUDARE PRIN TOPIRE
La procedeele de sudare prin topire se disting mai multe posibilitati de formare a baii metalice:
a) prin topirea exclusiva a metalului de baza (la sudarea cu arc electric cu electrod de carbune, la sudarea oxiacetilenica a tablelor subtiri cu margini rasfrante, etc.)
b) prin topirea unei cantitati de metal de baza si a unei cantitati de metal de adaos sub forma de pulbere metalica depusa pe suprafata piesei. (La sudare prin inductie cu curenti de inalta frecventa, la sudarea cu hidrogen atomic, etc.)
c) prin topirea unei cantitati de metal de baza si a unei cantitati de material de adaos sub forma de vergea (la sudarea oxigaz, la sudarea cu hidrogen atomic la sudarea WIG, la sudarea cu plasma, etc.)
d) prin topirea unei cantitati de metal de baza si a unei cantitati de metal de adaos, sub forma de electrod (la sudarea electrica manuala, la sudarea sub flux, la sudarea M.I.G. sau M.A.G., etc.)
In cazul b) si in special a), reactiile dintre metalul topit si gazele sau vaporii aflati in apropierea baii metalice sunt mai putin energice, avand in vedere ca baia metalica are o temperatura relativ scazuta.
In cazul c) dar mai cu seama d) reactiile dintre metalul de adaos topit si gazele sau vaporii pe care ii traverseaza, sunt mult mai energice si influenteaza puternic calitatea sudurii.
1. Trecerea materialului de adaos spre baia metalica
Modul cel mai simplu de trecere a materialului de adaos spre baia metalica se realizeaza prin topirea capatului vergelei de material care urmeaza a fi depus si prin atingerea lui intermitenta cu baia de sudura.
Datorita greutatii proprii a picaturii topite de material de adaos si a fortelor create de tensiunea superficiala, are loc transferul acestei picaturi in baia metalica.
Transferul se mai poate produce chiar fara atingerea directa a capatului vergelei de adaos cu baia metalica, tinand seama ca asupra picaturii formate actioneaza si alte forte specifice fiecarui produs de sudare printre care:
forta creata de presiunea dinamica a gazelor insuflate (la sudarea oxigaz)
forte electrostatice si electromagnetice (la sudarea prin topire cu procedee electrice).
forte datorate dilatarii prin explozie a unor gaze aflate in spatiul de topire, etc.
In cazul procedeelor de sudare prin topire cu arc electric, care sunt si cele mai raspandite procedee utilizate in practica, transferul picaturilor topite spre baia metalica este complex.
In general acest transfer se realizeaza in conditii mai mult sau mai putin apropiate de unul din cele doua cazuri limita: sudarea cu arc scurt si sudarea cu arc lung.
1.1. Transferul la sudarea cu arc scurt
Sudarea cu arc scurt, cunoscuta in tehnica de specialitate sub sinonimele Kurzlichtbogen, Short-arc sau Dip transfer, este caracterizata prin scurtcircuitari repetate (anularea tensiunii arcului si cresterea curentului pana la valoarea maxima de scurtcircuit).
La sudarea cu arc scurt se disting doua cazuri specifice de transfer a materialului de adaos spre baia metalica:
A) Transfer in arc innecat
B) Transfer globular
A. Transferul cu arc innecat are loc in cazul procedeului MIG, daca viteza de avans a sarmei depaseste veteza de topire corespunzatoare curentului normal de sudare. In aceasta situatie arcul electric isi micsoreaza tot mai mult lungimea pana cand sarma electrod atinge baia si patrunde sub nivelul ei. In aceste conditii intensitatea curentului de sudare creste brusc la valoarea de scurtcircuit, pe care o poate debita sursa de curent si are loc o incalzire a capatului sarmei electrod care se topeste cu o viteza sporita.
Capatul electrodului in contact cu baia metalica este mai cald decat celelalte portiuni ale sarmei electrod, deci are si o rezistenta electrica mai mare.
Astfel curentul de scurtcircuit care strabate electrodul, incalzeste si topeste mai rapid acest capat. In urma topirii, se intrerupe scurtcircuitul dintre electrod si baie, iar arcul se reaprinde.
Prin aceasta curentul de scurt-circuit se readuce la valoarea normala, pentru care se reduce si viteza de topire, iar apoi ciclul se repeta.
Reactivitatea chimica dintre electrodul topit si atmosfera arcului electric este mult mai redusa in cazul acestui procedeu. Din acest motiv atmosfera protectoare in care se sudeaza poate fi un gaz inert (argon) sau chiar un gaz activ (argon + 1% oxigen; argon + (5-20)% CO2; si CO2 pur), fara conditii speciale pentru sarma de electrod.
B. In cazul transferului globular, modul de trecere a picaturilor de la electrod spre baia metalica este prezentat in fig. 3.15. Astfel in fig. 3.15.a se observa inceperea topirii capatului electrodului, iar in fig. 3.15.b formarea picaturii. Deoarece arcul este scurt, picatura atinge baia metalica inainte de a se desprinde de capatul electrodului (fig. 3.15.c) si se realizeaza scurtcircuitul. Datorita valorilor mari ale curentului, fortele de atractie dintre curentii paraleli cresc.
Intrucat densitatea de curent are valori maxime in zona puntii metalice (zona cu sectiune minima din fig. 3.15.c), in aceasta zona vor fi maxime si fortele de atractie Fa, care vor gatui metalul topit si vor detasa picatura.
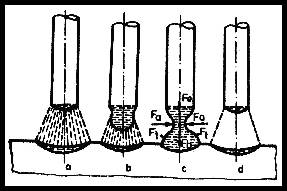
Fig. 3.15 Transferul globular la sudarea cu arc scurt
Asupra picaturii vor mai actiona si fortele de tensiune superficiala Ft care vor uni picatura cu baia metalica. Asupra picaturii mai actioneaza si fortele Fe (spre electrod) si Fb (spre baie) datorita campului magnetic. Valorile lor se pot calcula cu relatia
![]() (3.86)
(3.86)
in care Is : valoarea curentului in momentul in care este determinata forta; L: este valoarea inductivitatii circuitului , iar r este raza conturului. Deoarece sectiunea baii metalice este mai mare decat sectiunea electrodului Fb > Fe, iar picatura este transportata spre baie si se stabileste starea initiala (fig. 3.15.d). Deoarece valoarea fortelor indicate in fig. 3.15.c este mult mai mare decat greutatea proprie a picaturii, rezulta ca indiferent de pozitia relativa a baii fata de electrod, picaturile de material de adaos vor fi atrase spre baie. Rezulta ca si acest procedeu de sudare poate fi utilizat la sudarea de pozitie.
Transferul globular are loc in mediul protector argon, argon + 1% oxigen, argon + 5%CO2, la curenti mai redusi decat la sudarea cu transferul fin (curentii vor fi insa mai mari de 150 A). Atunci cand atmosfera este puternic activa (argon + 20% CO2 sau CO2 pur), transferul globular se realizeaza pentru orice valori ale curentului de sudare.
1.2. Transferul la sudarea cu arc lung
Sudarea cu arc lung se poate realiza daca la trecerea picaturilor topite nu se produc scurtcuitari intre electrod si baie, ceea ce mareste stabilitatea arcului electric. Aceasta se poate observa din fig. 3.16, din care rezulta ca , atat lungimea arcului, cat si dimensiunea picaturilor sunt determinate pentru evitarea scurtcircuitarilor.
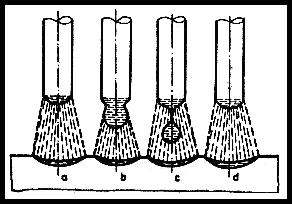
Fig. 3.16 Transferul la sudarea cu arc lung (fara scurtcircuit)
In cazul sudarii cu arc lung, transferul picaturilor se datoreaza fortelor magnetice date de relatia (3.86) si a fortelor de gatuire datorate atractiei dintre liniile paralele de curent, dar se pare ca un rol important il detin si fortele produse de presiunea gazelor. Dupa cum se observa din fig. 3.17, odata cu formarea picaturii pe capatul electrodului si ca urmare a supraincalzirii ei, pot apare cantitati de gaze din lichid sub forma de bule. Aceste gaze (CO sau alte substante) se dilata si provoaca desprinderea picaturii de capatul electrodului si proiectarea ei cu o anumita viteza spre baia metalica. Sunt situatii in care picatura astfel formata poate contine o cantitate mare de gaze. La traversarea arcului electric picatura se supraincalzeste, gazele se dilata energic si se pare ca pot provoca o fragmentare a picaturii initiale, sub forma de picaturi multiple mult mai fine (fig. 3.17.d)
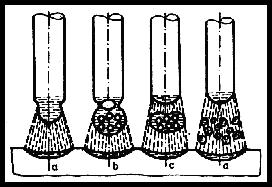
Fig. 3.17. Transferul la sudarea cu arc lung favorizata de presiunea gazelor
a - formarea picaturii
b - separarea gazelor
c - desprinderea picaturii
d - fragmentarea picaturii
S-a constatat experimental ca odata cu cresterea densitatii curentului de sudare, are loc un transfer fin cu dimensiuni tot mai mici ale picaturilor de metal topit . De asemena transferul fin este favorizat de continutul bogat de carbon din sarma electrod. Se pare ca in afara de faptul ca odata cu cresterea continutului de carbon scade temperatura de topire, respectiv vascozitatea metalului topit, mai are loc si o imbogatire a picaturilor metalice cu bule de oxid de carbon, care favorizeaza pulverizarea si transferul fin.
Transferul fin este favorizat si de unele substante ( de obicei oxizi), care maresc tensiunea superficiala si grabesc formarea picaturilor care devin mai fine. Astfel invelisurile acide (cu SiO2) si fluxurile topite, favorizeaza transferul fin, pe cand fluxurile si invelisurile bazice sau neutre , dau la sudare picaturi mari.
Transferul materialului de adaos spre baia metalica in cazul sudarii cu arc lung poate fi:
A) Transfer fin intalnit in practica sub denumirea de Spray-Transfer sau Spruhlichtogen.
B) Transfer in arc pulsat.
A. Transferul fin are loc in cazul preocesului de sudare MIG, MAG in mediu protector argon, argon + 1% oxigen sau argon + 5% CO2, sub influenta intensitatilor sau la sudarea sub flux, daca invelisul electrozilor respectiv fluxul are un caracter acid, oxidant.
B. Transferul cu arc pulsat este o varianta a transferului fin, la care este posibila reducerea componentei curentului principal de sudare, (pana la valorile la care arcul electric arde inca stabil) si prin suprapunerea unei componente pulsatorii cu frecventa de 50 sau 100 Hz.
Prin suprapunerea componentei pulsatorii, are loc o crestere puternica a densitatii de curent in mod periodic, care pulverizeaza capatul topit al electrodului si transporta stropii formati spre baia metalica.
Datorita incalzirii reduse a metalului de baza, cu acest procedeu este posibila sudarea aliajelor sensibile la supraincalzire sau a aliajelor care nu pot fi tratate termic dupa sudare, (oteluri inoxidabile, termorezistente, aliaje de aluminiu, etc.)
Intrucat la
transferul fin lipsesc scurtcircuitarile in timpul procesului de sudare, o
variatie mult mai redusa a curentului de sudare, respectiv, a
tensiunii arcului. Prin acesta puterea arcului se mentine relativ
In cazul transferului fin, dimensiunea medie a picaturilor topite este redusa in raport cu lungimea arcului. Prin aceasta suprafata activa a picaturilor topite si timpul de reactie cu gazul din spatiul arcului sunt relativ mari. Rezulta deci, ca reactiile chimice dintre picaturi si spatiul gazos, sunt mai active in cazul transferului fin, decat in cazul transferului globular. In aceasta situatie posibilitatile de patrundere a impuritatilor in spatiul arcului, trebuiesc reduse la minim, pentru a nu se influenta negativ calitatea metalului topit.
2. Solidificarea baii metalice
Baia metalica formata datorita actiunii sursei de caldura, este in contact cu peretii mai reci ai piesei sudate, ceea ce determina un transfer termic.
Se mai produce un transfer termic si in atmosfera inconjuratoare prin radiatie termica, dar mai ales prin convectie termica.
Ca urmare are loc o racire a baii metalice cu viteze relativ mari (vitezele de racire ale sudurilor in momentul solidificarii pot atinge valori cuprinse intre zeci de grade pe secunda si chiar sute de grade pe secunda).
In aceste conditii incepe solidificarea baii metalice, avand ca baza zona de trecere a sudurii si continuand spre mijlocul baii.
Ereditatea cristalelor de austenita ale metalului de baza isi imprima caracterul si asupra cristalelor columnare care se formeaza la solidificare. Astfel in fig. 3.18 se observa influenta marimii cristalului austenitic al metalului de baza asupra marimii cristalelor columnare dendritice, care se solidifica din baia metalica de sudare.
In ceea ce priveste lungimea cristalelor columnare, s-a constatat ca la energii liniare mari, adica in cazul bailor metalice voluminoase, care se racesc mai incet, apar cristale columnare lungi si poate apare chiar fenomenul de transcristalizare. Dupa cum s-a aratat la punctul 1.1.5.1. formarea cristalelor columnare dendritice se produce la solidificarea metalului lichid din baie, determinand asa numita structura primara.
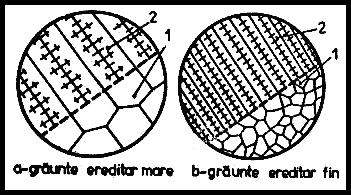
Fig. 3.18. Influenta marimii cristalului austenitic ereditar al metalului de baza (1) asupra marimii cristalelor columnare din sudura
In urma unor cercetari aprofundate in acest domeniu au fost observate cinci tipuri de structuri primare caracteristice, obtinute in urma solidificarii baii metalice de sudura, care sunt schematizate in fig. 3.19.
Studiul a fost efectuat pe fier tehnic pur, aliaje binare de fier, avand un continut variabil de C, P, Si, Mo, Ni, Mn, V, W, Cr, precum si pe oteluri Cr-Ni, Cr-Ni-Ti, Cr-W-V, Cr-Mn-Si, Cr-Ni-Mo, etc.
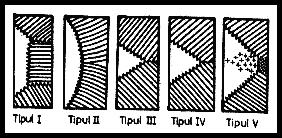
Fig. 3.19 Tipuri de structuri primare obtinute in urma solidificarii baii metalice de sudura
Incercarile au fost efectuate pe epruvete de tabla avand grosimea g = 2 mm, sudate prin procedeul WIG cu diferite viteze de sudare (vs = 0,14; 0,55; 1,00; 1,67 cm/s si cu intensitati adecvate realizarii unei patrunderi pe intreaga grosime.
In fig. 3.20 este prezentata o diagrama cu diferitele tipuri de structuri primare, care pot aparre la solidificarea baii metalice a unui otel cu 13% Cr si continut variabil de carbon. Se observa ca tipurile de structuri obtinute depind de viteza de sudare.
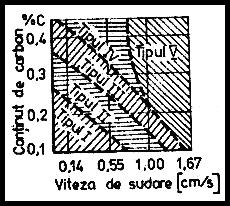
Fig. 3.20 Tipuri specifice de structuri primare ale sudurii, obtinute in diferite conditii de sudare a otelului cu 13%Cr si cu un continut variabil de C
In urma incercarilor mecanice efectuate asupra diferitelor tipuri de suduri, s-a constatat ca cele mai defavorabile sunt cele de tipul IV, dupa care urmeaza cele de tipul I si II, la care s-a observat si o sensibilitate mai mare la fisurare in timpul sudarii. Studii asemanatoare au fost efectuate si asupra otelurilor turnate in care a fost pusa in evidenta dependenta structurii primare fata de viteza de racire a metalului topit.
O problema deosebita la solidificarea baii metalice este fisurarea metalului solidificat. Astfel, in timpul cristalizarii, trecerea din faza lichida in faza solida se face intr-un interval de temperatura in care cele doua faze exista simultan. La inceput, cristalele au dimensiuni reduse si in spatiul intercristalin, lichidul se poate deplasa liber in volumul baii. In cazul aliajului B din fig. 3.21, la scaderea temperaturii de la valorea T0 pana la valoarea T1, dimensiunea cristalelor creste, iar ramurile acestora se intrepatrund si formeaza o retea inchisa intre piesele de sudat. De la temperatura T1 si pana la solidificarea completa a aliajului care are loc la temperatura T2, lichidul nu mai poate circula liber, iar vascozitatea sa este in continua crestere. Rezistenta mecanica a retelei continue de cristale, intre care se gaseste lichidul vascos, este redusa. In intervalul de temperatura T1 - T2, mobilitatea relativa dintre piesele imbinate prin sudare scade, datorita retelei de cristale formate. Daca in aceasta stare se produc deformari datorita variatiilor de temperatura, ele vor solicita reteaua inchisa de cristale, care in final poate fisura in locurile de rezistenta minima. (spatiile intercristaline)
Daca fisurarea are loc in apropierea temperaturii T2, lichidul ramas, care are o vascozitate ridicata, nu poate patrunde in spatiul fisurat, iar fisura formata la cald nu se inchide, ci progreseaza ca marime. Ruperea la cald apare cu atat mai usor cu cat intervalul de solidificare este mai mare. Astfel, in cazul diagramei din fig. 3.21, aliajul A prezinta probabilitatea maxima de fisurare la cald. Aceste fisuri sunt favorizate si de existenta hidrogenului in metalul topit, sau a eutecticilor cu punct redus de topire, care maresc astfel intervalul de solidificare.
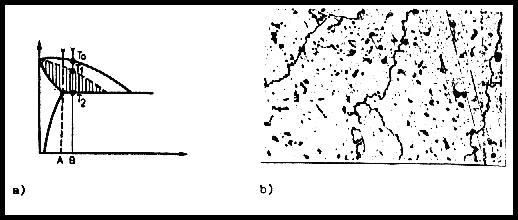
Fig. 3.21
a) intervalul de solidificare a unor aliaje binare
b) fisuri intercristaline la cald
Migrarea hidrogenului, din metalul depus, bogat in hidrogen, catre metalul de baza austenizat datorita incalzirii, poate provoca fisuri in zona de trecere sau chiar in zona influentata termic.
Incluziunile nemetalice pot si ele provoca fisuri sub actiunea tensiunilor aparute la racirea sudurii, daca forma si dimensiunile lor au efectul concentrator al tensiunilor.
Si dupa solidificarea completa a baii mai pot apare fisurari ale materialului solidificat, care produc de obicei transcristalin. Atat fisurile intercristaline, aparute in intervalul de temperaturi T1 - T2, cat si fisurile transcristaline aparute la temperaturi imediat inferioare valorii T2, sunt considerate fisuri la cald. Sub aspect metalurgic, diminuarea pericolului de fisurare la cald se poate face prin reducerea cantitatii de elemente daunatoare din metalul topit si prin reducerea dimensiunii cristalelor solidificate in baie. Pentru a pune in evidenta influenta negativa a unor elemente asupra fisurarii la cald, se indica calcularea unui indice de sensibilitate HCS (hot craking sensitivity) definit prin relatia
 (3.87)
(3.87)
Se poate considera ca un otel nu este sensibil fata de fisurarea la cald daca HCS 4. In legatura cu aceasta relatie, se observa ca P, S, C, sunt elementele cele mai daunatoare asupra fisurabilitatii la cald, pe cand Mn are un efect favorabil.
Dintre otelurile aliate, cele mai sensibile la fisurarea la cald sunt otelurile austenitice si unele aliaje de nichel.
Dupa cum se observa din fig. 3.21.b, intre cristalele primare ale unui aliaj Ni-Mo incarcat prin sudare, au aparut fisuri intercristaline foarte lungi. Impiedicarea cresterii cristalelor columnare si finisarea structurii primare a sudurii, pentru evitarea fisurarii la cald, se poate realiza, dupa cum s-a mai aratat la punctul 1.1.7, prin marirea vitezei de racire a baii (daca este posibil), prin introducerea modificatorilor in baia metalica si prin agitatrea baii cu ajutorul undelor ultrasonore , sau sonore (pana la 10 kHz) , precum si cu ajutorul campurilor magnetice
Un alt efect favorabil al agitarii baii metalice este eliminarea gazelor dizolvate in sudura, precum si o uniformizare sau chiar o reducere a cantitatii de incluziuni continute in sudura , ceea ce mareste compactitatea, respectiv calitatea sudurii.
Finisarea structurii se mai poate realiza si prin tratamente termice ulterioare, dintre care normalizarea are un efect deosebit de favorabil.
Un alt fenomen legat de solidificarea baii metalice la sudare, este formarea craterului final.
Craterul final al sudarii este o retasura care apare la sfarsitul proceselor de sudare prin topirea aliajelor, care prezinta contractie mare la sudare. Aceasta retasura nu trebuie privita numai ca o micsorare a sectiunii efective a sudurii, ci trebuie luata in consideratie si inrauatatirea calitatii metalului solidificat din aceasta zona. Intrucat la intreruperea procesului de sudare, electrodul, sau sursa termica se indeparteaza de baia metalica lichida, apare posibilitatea patrunderii gazelor din atmosfera in metalul lichid. Racirea acestei zone este mai intensa decat a portiunilor anterioare, ceea ce provoaca o durificare mai intensa, respectiv tensiuni interne mai mari. Din aceste motive fragilitatea zonei craterului final este mai mare decat a celorlalte zone. Inlaturarea acestor deficiente se poate obtine prin mentinerea mai indelungata a atmosferei protectoare deasupra craterului final, dupa terminarea operatiei de sudare, sau reintoarcerea cu electrodul peste zona craterului final, pentru completarea acestuia, precum si printr-o reducere progresiva a curentului de sudare inaintea intreruperii arcului (se reduc fortele electromagnetice si se reduce craterul final).
3. Compozitia chimica a baii metalice solidificate
In mod obisnuit baia metalica are o compozitie chimica omogena, datorita agitatiei puternice din timpul topirii si a temperaturilor ridicate la care este incalzit lichidul, care devine astfel foarte fluid.
Intrucat baia metalica provine in cele mai multe cazuri dintr-un amestec de metal de baza topit si materiale de adaos topite, compozitia chimica a aliajului rezultat este diferita atat fata de metalul de baza, cat si fata de materialele de adaos.
La acest lucru contribuie in mare masura si reactiile de oxidare, sau de reducere la care sunt supuse elementele chimice, sau compusii care formeaza baia metalica.
Compozitia chimica a cusaturii mai este determinata de o serie de factori a caror influenta este mai mult sau mai putin cunoscuta.
La sudarea cu electrozi inveliti, sau la sudarea sub flux, in baia de sudura participa atat elementele din metalul de baza (b) cat si elemente din sarma (s), sau din invelis, respectiv din flux (p). Utilizand aceleasi notatii ca si la punctul 2.1.7.1. se poate admite ca raportul sectiunilor A1 si A2 este proportional cu aportul materialului de adaos (s + p) respectiv cu aportul metalului de baza (b). Exista si cazuri particulare la care lipseste invelisul electrodului, sau fluxul de sudura, pentru care se considera p = 0. Rezulta ca in cazul general se pot admite relatiile
![]() (3.88)
(3.88)
in care b + s + p = 1
Pentru un procedeu de sudare se poate aprecia raportul dintre cantitatile topite de invelis sau flux, respectiv de sarma topita, deci se poate calcula coeficientul de participare Kp a invelisului sau fluxului, la formarea baii metalice:
![]() (3.89)
(3.89)
Pornind de la definitia coeficientului de participare a metalului de baza (relatia 2.147) si de la relatiile (3.88) (3.89), se obtine un sistem de trei ecuatii cu trei necunoscute (b, s, p):
 (3.90)
(3.90)
Stiind
ca:  care se
inlocuieste in sistem, rezulta:
care se
inlocuieste in sistem, rezulta:
 (3.91)
(3.91)
Prin rezolvarea sistemului (3.91) rezulta participarea fiecarei componente la formarea baii metalice:
 (3.92)
(3.92)
Intrucat la formarea baii metalice participa atat metalul de baza (b), sarma de sudura (s), cat si invelisul sau fluxul de sudura (p), rezulta ca elementele chimice din baie au componente provenite din aceleasi parti.
Spre exemplu, elementul chimic din baia metalica a carui concentratie reala este E , provine din metalul de baza in care se gaseste in concentratia E b, din sarma de sudura, in care se gaseste in concentratia E s si din invelis, in care se gaseste in concentratia E p
Daca acest element nu ar interactiona cu alte elemente din spatiul arcului electric sau din zgura, el ar trece integral in baia metalica si concentratia sa ar rezulta corect din calcule E c
E c = b E b + s E + p E p (3.93)
In realitate, datorita reactiilor produse, nu se obtine niciodata o concentratie de calcul E c a elementului in baia metalica, ci se obtine o concentratie reala E
Raportul dintre concentratia reala a elementului in baia metalica solidificata si concentratia calculata, se numeste coeficient de trecere a elementului respectiv:
 (3.94)
(3.94)
Coeficientul de trecere este specific fiecarui element chimic, fiind direct influentat de constantele de echilibru a reactiilor chimice posibile, la care poate participa elementul in spatiul arcului electric. Tinand seama ca reactia de oxidare este o reactie frecventa in spatiul arcului electric, rezulta ca un element chimic are un coeficient de trecere cu atat mai mare cu cat afinitatea lui fata de oxigen este mai redusa si cu cat in spatiul arcului sunt cantitati mai mari de elemente avide fata de oxigen.
Coeficientulde trecere este de asemenea mai mare, atunci cand elementul provine din metalul de baza, sau din sarma de sudura (in cazul transferului globular).
Se constata o usoara reducere a coeficientulu, in cazul in care elementul provine din sarma de sudura sau din invelis (flux), iar transferul este fin.
O reducere pronuntata a coeficientilor de trecere se observa la elementele provenite din materialele de adaos, cu aviditate mare fata de oxigen, atunci cand in spatiul arcului se formeaza gaze oxidante, iar transferul este fin.
Rezulta ca valorile coeficientilor de trecere pot furniza date cantitative asupra modului in care un element oarecare parcurge spatiul arcului electric.
In general, in practica sunt cunoscute valorile coeficientilor de trecere pentru diferite elemente de aliere (fig. 3.22), ceea ce permite dozarea lor pentru obtinerea unor compozitii chimice dorite a bailor metalice solidificate.
Aceasta compozitie chimica in unele cazuri trebuie sa fie asemanatoare cu compozitia metalului de baza, dar sunt situatii in care poate fi diferita (la sudarea otelurilor cu putin carbon si slab aliate; la incarcarea cu straturi avand proprietati speciale, etc.)
Dupa cum se observa din fig. 3.22 coeficientii de trecere sunt relativ mai mari, atunci cand elementele de aliere provind din sarma electrod, fata de cazul in care acestea provin din invelis sau din flux, intrucat arderile (pierderile) sunt mai mici in primul caz.
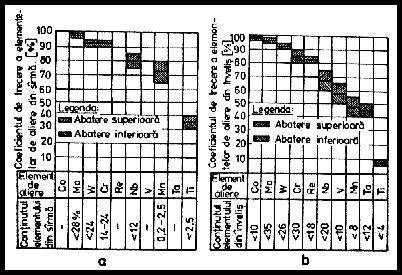
Fig. 3.22 Variatia coeficientilor de trecere a elementelor de aliere la sudarea cu electrozi inveliti
a) elementele de aliere provin din sarma electrod
b) elementele de aliere provin din invelisul electrodului
OBS. Datele prezentate corespund unor invelisuri bazice continand 10% CaCO3
Pierderile de elemente de aliere prin oxidare si trecere in zgura, sunt cu atat mai mari, cu cat granulatia pulberilor de aliere, care se gasesc in invelis este mai fina. S-ar parea ca inlaturarea acestui neajuns se poate obtine prin marirea granulatiei pulberilor, dar in acest caz apar alte deficiente.
Astfel, daca este necesara o aliere bogata, iar pulberile din invelis au temperaturi ridicate de topire (fig. 3.23, fero-crom, fero-molibden, fero-wolfram), este posibila obtinerea unor neomogenitati chimice in baia metalica solidificata, sau chiar niste particule de pulbere incomplet topite , dupa cum se observa in fig. 3.24.
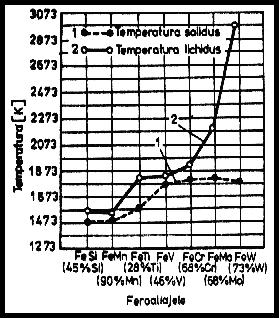
Fig. 3.23 Intervalul de solidificare a unor feroaliaje
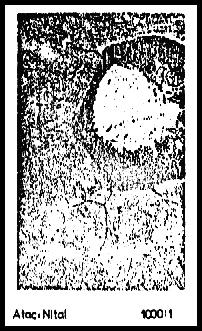
Fig. 3.24 Incluziune in sudura
Alti factori care favorizeaza formarea acestui tip de eterogenitati sunt: transferul globular, instabilitatea arcului electric, timpul redus de solidificare a baii metalice, grosimea mare a invelisului electrozilor, etc.
Eterogenitatile de acest tip pot fi sursa unor microfisuri intarziate ale sudurii. Astfel, fisurile care se ramifica din incluziunea de fero-wolfram din fig. 3.24, au aparut dupa cateva zile de la examinarea initiala la microscop a probei.
Aceste microfisuri fiind niste concentratori de tensiune, pot provoca ruperea fragila a baii metalice solidificate si chiar a intregii piese sudate.
Reducerea acestor deficiente este posibila prin utilizarea unor invelisuri, sau fluxuri care sa produca o atmosfera cat mai putin oxidanta, la care coeficientii de trecere sa aibe valori superioare, chiar daca pulberile greu fuzibile au o granulatie fina. De asemenea este favorabila cresterea energiei liniare, dar mai ales cresterea coeficeintului k de concentrare a sursei termice, atunci cand aceasta nu are efect nefavorabil asupra metalului de baza.
Cea mai eficienta metoda de reducere a eterogenitatilor care se formeaza la topirea incompleta a unor granule greu fuzibile de feroaliaje, este realizarea transferului fin, sau daca este posibila, realizarea alierii sarmei electrod si evitarea utilizarii pulberilor greu fuzibile in invelis sau in flux.
Asupra alegerii metodei de aliere a baii metalice sunt necesare unele precizari. Astfel compozitia chimica a baii metalice solidificate poate fi apropiata de compozitia sarmei de sudura, sau poate fi mult diferita. In primul caz invelisul electrodului, fluxul sau gazul protector influenteaza in mica masura compozitia metalica a baii metalice solidificate, rolul lui marginindu-se la asigurarea stabilitatii arcului electric si la protectia spatiului arcului. Obtinerea unor anumite compozitii chimice in baia metalica, pe baza unor sarme de sudura special aliate, este avantajoasa pentru ca trecerea elementelor de aliere in baie se face in conditii optime, omogenitatea chimica obtinuta este maxima, iar invelisurile sau fluxurile necesare se obtin usor. Dezavantajele principale ale acestei metode de aliere, constau in trefilarea grea a sarmelor aliate, rezistivitatea electrica mare a acestor sarme, care limiteaza curentul maxim de sudare si impune existenta unui sortiment foarte bogat de sarme aliate, care sa acopere o gama de compozitii chimice corespunzatoare fiecarui metal de baza sudat.
Datorita acestor deficiente, la ora actuala nu se produc sarme inalt aliate pentru sudare, decat in cazuri foarte bine justificate. In schimb, sunt tot mai frecvent utilizate sarmele tubulare de sudura, la care elementele de aliere, sub forma de pulberi metalice, sau de feroaliaje, se gasesc in interiorul sarmei.
In cazul in care compozitia chimica a baii metalice solidificate este mult diferita de aceea a sarmei de sudura, elementele de aliere provin din invelisul electrodului (din miezul sarmei), sau din fluxul de sudura, deci alierea se realizeaza in arcul electric.
In practica de cele mai multe ori alierea baii metalice se realizeaza simultan, atat prin alierea in arcul electric, cat si prin alierea cu sarma de sudura, avand compozitia chimica apropiata fata de compozitia dorita in baie.
De obicei, sarma contine elementele chimice in cantitati care permit trefilarea usoara si nu modifica semnificativ rezistivitatea lelectrica a electrodului. In paralel se completeaza elementele chimice sub forma de pulberi, incluse in invelisul electrozilor sau in fluxurile de sudura.
Alierea in arcul electric se foloseste si in sens negativ, adica pentru a diminua cantitatea de elemente nedorite din baie (sulf, fosfor, hidrogen, etc.)
4. Alierea in arcul electric
Dupa cum s-a mai aratat, alierea in arcul electric este utilizata pentru a se obtine o anumita compozitie chimica a baii metalice solidificate, cu ajutorul elementelor chimice sub forma de pulberi de metale pure sau de aliaje, incluse in invelisul electrozilor, in fluxul de sudare sau in miezul electrozilor tubulari.
Calculele pentru determinarea cantitatii necesare de elemente de aliere din flux sau invelis, care sa asigure o anumita compozitie chimica in baia metalica, tin seama de coeficientul de trecere dat de relatia (3.94) precum si de relatiile (3.92) si (3.93), din care rezulta:
 (3.95)
(3.95)
In aceasta relatie hT este un coeficient de trecere global, care nu tine seama daca elementele care trec prin spatiul arcului electric provind din sarma sau din invelis (flux).
In continuare, este prezentata o metoda de calcul la care se tine seama individual, de pierderile prin ardere a elementelor care provind din sarma, sau din invelis, respectiv din fluxul de sudura.
Pastrand notatiile folosite anterior se mai introduc:
X - cantitatea de element de aliere in unitate de volum
r - masa specifica a cusaturii.
Intre concentratia E , respectiv X si r exista relatia evidenta:
![]() (3.96)
(3.96)
Se considera un volum unitar de cusatura in care lementul de aliere are concentratia E . Ca atare, in acest volum unitar, cantitatea de element de aliere este:
![]() (3.97)
(3.97)
Aceasta cantitate de element de aliere provine din metalul de baza, din sarma si din invelis sau flux. Daca Kb este coeficientul de participare a metalului de baza si daca in metalul de baza exista Xb unitati de masa de element de aliere, atunci in cusatura metalul de baza va aduce o cantitate de element de aliere:
Xb = Kb . Xb (3.98)
La formarea cusaturii participa un volum de metal 1 - Kb adus de sarma, respectiv o cantitate de metal
(1 - Kb) . rs, in care rs este masa specifica a sarmei de sudura.
Tinand seama
de pierderile de metal la sudare y date de relatia (2.128) in functie
de coeficientul de topire aT si de coeficientul de depunere aD. ![]() Rezulta ca
este necesara o cantitate de sarma topita de
Rezulta ca
este necesara o cantitate de sarma topita de ![]() ori mai mare decat
cantitatea depusa, adica se topeste o cantitate de sarma
ori mai mare decat
cantitatea depusa, adica se topeste o cantitate de sarma ![]()
Volumul topit de
sarma ![]() va contine
va contine ![]() element de aliere.
element de aliere.
La trecerea prin arc, numai o parte din elementul de aliere din sarma trece in baie, in functie de coeficientul de trecere, specific elementului din sarma hs
Astfel cantitatea de element de aliere adusa de sarma este:
![]() (3.99)
(3.99)
Prin acelasi
rationament se poate deduce si cantitatea de element de aliere
adusa de invelis sau de flux.  (3.100)
(3.100)
in care rp este masa specifica a invelisului sau a fluxului de sudura, Kp este raportul dintre masa invelisului si masa sarmei, hp coeficientul de trecere a elementelor de aliere din invelis sau flux, iar Xp este masa elementului de aliere continuta de unitatea de volum de invelis sau de flux si care de fapt trebuie aflata prin calcul. Intrucat s-a mai discutat provenienta elementelor de aliere se poate scrie:
X = X b + X s + X p (3.101)
Inlocuind pe X, X b, X s, X p cu partile echivalente, date de relatiile (3.97) (3.98) (3.99) (3.100) se poate deduce necunoscuta Xp.

Considerand masa specifica a sarmei rs aproximativ egala cu masa cusaturii r, respectiv a metalului de baza si tinand seama de relatia (3.96) si de notatiile referitoare la relatia (3.93), rezulta:
 (3.102)
(3.102)
Cu ajutorul acestei relatii se poate calcula cantitatea de element de aliere xp care trebuie sa existe in unitatea de volum a invelisului sau fluxului, pentru ca metalul depus sa contina respectivul element de aliere in concentratia E
La calcularea ponderii necesare a elementelor de aliere din invelisul electrozilor, este importanta cantitatea de element de aliere xp raportata la unitatea de lungime a sarmei de sudura, astfel:
 (3.103)
(3.103)
in care Ls
este lungimea sarmei topite corespunzatoare topirii unei unitati
de volum de invelis topit, adica a volumului de sarma ![]() .
.
Rezulta ca la un diametru ds al sarmei, lungimea Ls va fi:
 (3.104)
(3.104)
Prin efectuarea calculelor rezulta
 (3.105)
(3.105)
in care gs este greutatea unitatii de lungime a sarmei de sudura.
Aceasta relatie generala de calcul poate fi particularizata pentru cazurile mai des intalnite in practica:
a) sarma de sudura nu contine elemente de aliere E s = 0, pentru care relatia 3.105 devine:
 (3.106)
(3.106)
b) sarma de sudura si metalul de baza nu contin elemente de aliere E s E b = 0, pentru care relatia 3.105 devine:
 (3.107)
(3.107)
c) sarma de sudura nu contine elemente de aliere E s = 0, iar metalul depus trebuie sa aibe aceeasi concentratie de elemente de aliere ca si metalul de baza E E b pentru care relatia 3.105 devine:
 (3.108)
(3.108)
Valorile coeficientilor de trecere a elementelor din sarma hB si din invelis sau flux hp, in cazul caracterului bazic al fluxurilor sau invelisurilor, sunt date orientativ in tabelul 3.12.
Tabelul 3.12 Valorile coeficientilor de trecere pentru unele elemente de aliere [49]
|
Elementul |
Mn |
Cr |
Mo |
V |
Ni |
|
ηs | |||||
|
ηp |
In legatura cu problema alierii in arcul electric, mai este necesara prezentarea calculului retetei unui invelis sau flux de sudura.
Astfel, daca pentru unitatea de lungime a sarmei corespunde cantitatea gA elemente de aliere, gz substante de protectie si stabilizatoare si gL liant, conform definitiei coeficientului de participare a invelisului Kp se poate scrie
![]() (3.109)
(3.109)
In acesta relatie gA este suma tuturor cantitatilor de elemente de aliere calculate individual cu relatia (3.105), iar gs este dat.
Notand cu a raportul dintre masa specifica a liantului uscat si a liantului in stare umeda si stiind ca liantul umed se gaseste in proportia p fata de materialele uscate gA + gz, rezulta cantitatea de liant uscat
gL = a . p(gA + gz) (3.110)
Prin inlocuirea in relatia (3.109) rezulta:
 (3.111)
(3.111)
 (3.112)
(3.112)
Deci pornind de la cantitatea de elemente de aliere gA corespunzatoare greutatii ga a unitatii de lungime de sarma de sudura, rezulta necesarul de substante liante gL si de substante stabilizatoare si de protectie gz, pentru reteaua invelisului sau a fluxului de sudura.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |