Cuprins
CAPITOLUL I : Rolul, constructia si partile componente ale arborelui cotit
CAPITOLUL II : Procesul tehnologic de fabricare
CAPITOLUL III : Tehnologia de prelucrare a arborelui cotit
CAPITOLUL IV : Norme specifice de securitate si sanatate a muncii
CAPITOLUL V : Bibliografie...........

Pentru executarea de miscari determinate si transmiterea puterii, o masina are componente care transmit si transforma actionarea initiala aceste componente poarta numele de mecanisme.
Din aceasta categorie de organe auxiliare fac parte: arborii, osiile, lagarele, cuplajele si ghidajele.
Am ales aceasta tema deoarece ma pasioneaza arborii . De cand eram mic ma uitam la masinutele de jucarie teleghidate cu motoras, si ma uitam cum se invart arborii si de atunci am vrut sa invat cat mai multe despre acestea.
Ei pot transmite miscarea de rotatie si momentul de torsiune de la, sau catre roti dintate, roti de curea sau alti arbori. Solicitarile la care sunt supusi arborii sunt intotdeauna cele de torsiune si incovoiere atunci cand au piese montate pe ei.
Acest proiect prezinta tehnologia de fabricare a arborilor cotiti .
Pentru realizarea proiectului se parcurg toti pasii necesari, pasi structurati pe capitole.
Proiectul este structurat pe capitole prezentand partile componente ale acestor arbori cotiti si evidentiind cateva aspecte privind tehnologia de fabricare .

Rolul arborelui cotit :
este organul motorului care preia si transmite in exterior lucrul mecanic produs in cilindrii ; totodata transforma miscarea de tranzlatie a pistonului in miscare de rotatie proprie .
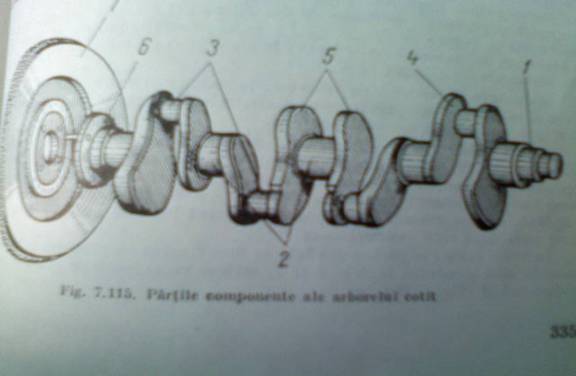
Partile componente ale arborelui cotit
1. capatul liber
2. fusurile paliere
3. fusurile manetoane
4. bratele
5. contragreuatti
6. partea posterioara
7. volantul
Constructia si dimensiunile arborelui cotit depind de o serie de factori si anume :
Numarul si dispozitia cilindrilor
Ordinea de aprindere
Echilibrarea motorului
Tipul motorului
Lungimea totala a unui cot (lungimea fusurilor si grosimea bratelor) depinde de distanta dintre doi cilindri alaturi, care se afla in limitele L0 = (l,l---l,5) D
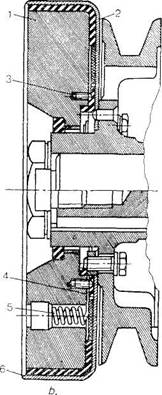
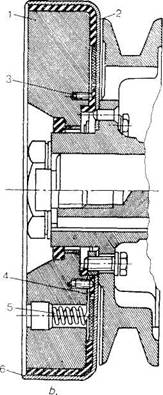
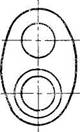
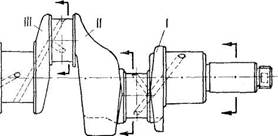
La m.a.s., care lucreaza in conditiile unor presiuni de ardere mai mici, se folosesc arbori cotiti cu fusuri paliere dupa fiecare cot (fig. 7.116), sau cu fusuri paliere dupa coturi (fig.1). La motoarele in V fusurile paliere se aseaza dupa fiecare portiune de doi cilindri. La aceste motoare lungimea arborelui se reduce cu 3040%. La m.a.c. fusurile paliere se aseaza dupa fiecare cot la motoarele cu cilindri in linie si dupa un grup de doi cilindri la motoarele cu cilindri in V.
Micsorarea numarului de reazeme, necesita marirea rigiditatii arborelui, ceea ce se poate obtine prin marirea diametrelor fusurilor si micsorarea lungimii lor, precum si prin marirea bratelor.
Capatul liber. In majoritatea constructiilor pe capatul liber al arborelui cotit (fig. 1) se amplaseaza elementele de etansare pentru ulei, defectorul 1 garnitura de etansare 2 pinionul pentru actionarea distributiei 3, fulia pentru ventilator 4, clichetul (racul) pentru pornire 5. Pentru montarea acestor organe capatul liber se executa in trepte; diametrul lui este determinat de diametrul butucului rotii conducatoare.
In unele cazuri la partea din fata se face
fixarea axiala a arborelui in care scop se mai monteaza inelele 6 si
7, stranse cu saiba S pe palier si capacul palierului 9 (fig.
|
|
|
|
Fig.1
Pentru
amortizarea vibratilor de torsiune se utilizeaza amortizoare montate pe
capatul din fata al arborelui unde amplitudinile
vibratiilor ating valorile maxime. La motoarele pentru automobile
cel mai mult sant utilizate amortizoarele cu frecare interioara (cu cauciuc si
amortizoare cu frecare uscata (amortizoare
cu frictiune). In figura
Fusurile paliere
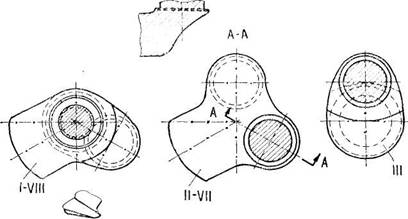
In mod obisnuit se executa toate la acelasi diametru. adesea lungimea fusului palier mijlociu e mai mare cu 3060%, determinat de fortele care incarca fusul. La unele motoare in patru timpi in locul fusului palier mijlociu arborele e prevazut cu o contragreutate (fig. 7.120). In scopul intaririi rigiditatii arborelui se maresc diametrele fusurilor realizand supra-punerea acestora.
|
|
|
|
|
B-B |
|
|
E-E
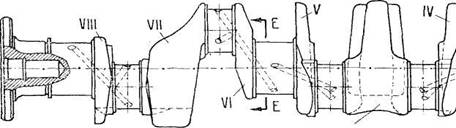
Contragreutate
Fig. 7.120. Arbore cotit cu contragreutate in regiunea mediana;
7.120. Arbore cotit cu contragreutate in regiunea mediana;
|
|
|
|
|
|
|
b. Fusuri gaurite ale a rborelui cotit |
Pentru dilatarea libera a arborelui fata de carter se practica fixarea axiala a arborelui cu borduri de fixare ale cuzinetilor (fig. 7.27) sau cu inele de fixare acoperite cu material antifrictiune (fig. 7.25si 7.118 inelele 6 si 7). In multe constructii cuzinetul de fixare se monteaza la capatul posterior al arborelui. In acest caz jocul la ambreiaj ramane neschimbat dar roata conducatoare a mecanismului de distributie se deplaseaza putin. Cand distributia este actionata cu lant este bine ca fixarea axiala a arborelui sa se faca la palierul din fata deoarece la deplasari axiale functionarea lantului se inrautateste. La unele motoare se prefera fixarea axiala la palierul din mijloc.
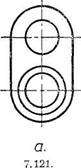
Fusurile manetoane. Se executa toate la aceleasi dimensiuni, de diametru mai mic decat fusurile paliere. Pentru reducerea masei arborelui fusurile manetoane si chiar fusurile paliere adesea se gauresc, diametrul gaurii ajungand pana la 60-80 din diametrul fusului (fig. 7.121) . In acest fel se obtine si o distributie mai uniforma a eferturilor ceea ce favorizeaza rezistenta la oboseala.
Bratele arborelui cotit. Constructiv se realizeaza sub diferite forme
(fig. 7.122); o utilizare mai larga o are forma d, cu sectiunea eliptica. Pentru micsorarea masei, partea unghiulara a bratului G, care nu participa la transmi-terea efortului, se teseste.
Pentru atenuarea efectului de concentrare a eforturilor, trecerile
de la. brate la fus se executa cu raze de racordare cit mai mari p = (0,050,08) d, unde d este diametral fusului (fig. 7.123). Pentru marirea suprafetei de sprijin a fusului razele de racordare se executa sub forma unui arc cu raze variabile (fig. 7.123, b). O buna eficicienta o asigura racordarea cu degajare (fig. 7.123, c, solutie adoptata si la motorul DACIA - 1300 (v. fig. 7.116).
In scopul de a usnra rectificarea fusurilor, arborele e prevazut cu praguri p (fig. 7.122), cu o grosime de 0,51,0 mm si cu un diametru mai mare cu 815 mm decit diametral fusului.
Contragreutatile pentru eehilibrare sant amplasate pe prelungirea bratelor (Cg, fig. 7.122) avand forma unui sector sau segment. Ele pot fi nedemontabile sau demontabile cand se fixeaza cu suruburi (fig. 7.122, j) si prin imbinari care nu provoaca solicitari compuse in suruburi.
Capatul din spate (fig. 7.124) se executa cu o flansa 1 pentru montarea volantului. Fixarea volantului se face cu suruburi 2 care trebuie sa asigure prin strangere pe suprafata imbinarii intre flansa si volant un moment de frecare mai mare decat momentul motor. Pentru a descarca suruburile de fixare de forta tangentials se utilizeaza uneori stifturi prizoniere. La unele motoare in partea din spate se monteaza pinionul pentru actionarea distributiei. Dificultatile constructive nu au permis insa extinderea acestui procedeu.
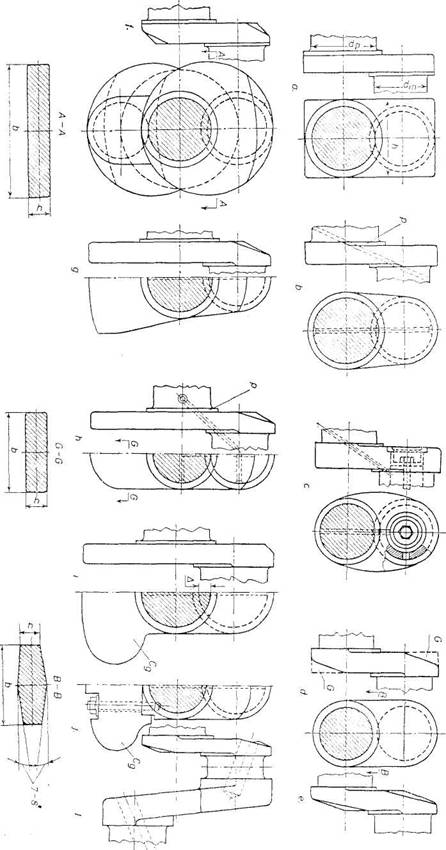
Fig. 7.122. Forme ale bratelor arborelui cotiot

PROCESUL TEHNOLOGIC DE FABRICARE A ARBORILOR COTITI
Proiectarea unui proces tehnologic se realizeaza in trei etape :
-sinteza procesului tehnologic, in cursul caruia se stabilesc procesele de prelucrare prin care semifabricatul poate fi transformat in piesa finita, se organizeaza aceste procese in cadrul mai multor operatii si se precizeaza elementele de echipament tehnologic necesare ( masini, unelte , scule, dispozitive ) .
-dimensionarea procesului tehnologic, in cadrul caruia se calculeaza valorile parametrilor de desfasurare ai proceselor de prelucrare ( regimul de aschiere , adaosuri de prelucrare , norme de timp, consumuri de materiale )
-analiza procesului tehnologic, in cadrul careia se calculeaza paramnetrii tehnico economici de sinteza (timp de baza, cost de productie ).
CONDITII TEHNICE DE EXECUTIE :
Precizia de prelucrare a arborilor este determinata de conditiile de functionare ale acestora. Astfel, dimensiunile diametrale ale fusurilor se executa in treptele de precizie 7-8, iar in cazurile speciale in treptele 5-6 de precizie, in alte cazuri precizia corespunde treptelor 8-10 sau nivelurilor indicate de STAS 2300-75 pentru cotele libere .
MATERIALE SI SEMIFABRICATE
OTELUL ( OL 37, 0L 42, OL 50, OL 60, OT 45, OT 50, OT 60, OLC 25, OLC 30, OLC 45 )
OTELURI ALIATE ca : AUT 40, 41 Cr10, 41MoCr11, 13CrNi15
FONTELE de calitate superioara
Alte materiale metalice (alama, bronz )
TEHNOLOGIA DE OBTINERE A ARBORILOR COTITI
prin TURNARE -in cazul arborilor de dimensiuni mari
din LAMINATE trase la rece sau la cald (d<150mm)
din LAMINATE care apoi se forjeaza pentru inbunatatirea proprietatilor fizico-metalice .
prin FORJARE libera ( la arborii cu dimensiuni mari
prin MATRITARE in cazul productiei de serie mijlocie sau mare

OPERATII :
1.FREZARE
o fazele operatiei : CENTRUIRE
o M.U : freza frontala cu placute TNGN
o SDV : burghiu de centrare
Prisme autocentrante
Subler de exterior
2. STRUNJIRE DE DEGROSARE A PRIMULUI CAPAT
o FAZELE OPERATIEI : strunjire
o M.U : cutit de degrosare (p20)
o SDV : universal
Varf rotativ
Subler
3.STRUNJIRE DE DEGROSARE A CELUI DE-AL DOILEA CAPAT
o FAZELE OPERATIEI : strunjire
o M.U : cutit pentru degrosare (p20)
o SDV : universal
Varf rotativ
Subler de exterior
4.STRUNJIRE DE FINISARE A PRIMULUI CAPAT
FAZELE OPERATIEI : strunjire
Tesire
M.U : cutit pentru finisare
SDV : cutit incovoiat
Varf fix si rotativ
Subler exterior
5.STRUNJIRE DE FINISARE A CELUI DE-AL DOILEA CAPAT
o FAZELE OPERATIEI : strunjire
o M.U: cutit pentru finisare
o SDV : cutit incovoiat
Varf fix si rotativ
Subler de exterior
6. FILETARE :
o FAZELE OPERATIEI : filetare prin vartej
o M.U : cutit de filetat
o SDV : cap de filetat
Micrometru pentru filete
7. FREZARE CANAL DE PANA
FAZELE OPERATIEI : frezare canal de pana
SDV : freza deget
Varf fix rotativ
Calibru
8. TRATAMENT TERMIC DE INBUNATATIRE
o FAZELE OPERATIEI : calire ,revenire
9. RECTIFICARE CILINDRICA EXTERIOARA
o FAZELE OPERATIEI : rectificator cilindric exterior cu doua discuri simultane
o SDV : disc abraziv
Calibru inel
CONTROLUL FINAL OPERATIILOR DE PRELUCRARE
se inparte in 3 faze :
1.Controlul operational
o cuprinde urmatoarele operatii :
verificarea dimensiunilor fusurilor
verificarea lungimilor treptelor corespunzatoare diametrelor masurate anterior .
verificarea razei de racordare
verificarea conicitatii
verificarea rugozitatii
2. Controlul interoperational
o cuprinde urmatoarele operatii :
verificarea tuturor parametrilor obtinuti prin prelucrare
verificarea calitatii materialului de strat superficial dupa tratamentul termic
verificarea pozitiei reciproce a suprafetelor ( cilindricitate, bataie frontala, coaxialitate ) .
4.Controlul final
o cuprinde urmatoarele operatii
verificarea parametrilor dimensionali si geometrici
verificarea defectelor de suprafata
verificarea duritatii materialului
incercari de rezistenta

![]()
Pentru imbunatatirea conditilor de munca si inlaturarea cauzelor care pot provoca accidente de munca si imbolnaviri profesionale trebuie luate o serie de masurari sarcini ce revin atat conducatorului localului de munca dar si lucratorului.
Acestea sunt :
asigurarea iluminatului, incalziri si ventilatie in atelier;
masinile si instalatiile sa fie echipate cu instructiuni de folosire;
sa fie asigurata legarea la pamant si la nul a tuturor masinilor actionate electric;
masinile sa fie echipate cu ecrane de protectie conform normelor de proiectie a muncii;
atelierele sa fie echipate in locuri vizibile cu mijloace de combatere a incendiilor
atelierul sa fie dotat cu mijloace de ridica pentru
manipularea pieselor mai mari de
muncitorii sa poarte echipament bine ajustat pe corp cu manecile incheiate iar parul sa fie acoperit sau legat
inainte de inceperea lucrului va fi controlata starea masinilor, a dispozitivelor de pornire-oprire si inversare a sensului de miscare
se va verifica inaintea lucrului daca atmosfera nu este incarcata cu vapori de benzina sau alte gaze inflamabile sau toxice
la terminarea lucrului se deconecteaza legaturile electrice de la prize, masinile vor fi oprite, sculele se vor aseza la locul lor iar materialele si piesele vor fi stivuite in locuri indicate
muncitorii nu se vor spala pe maini cu emulsie de racire si nu se vor sterge pe maini cu bumbacul utilizat la curatirea masinii. Daca pentru spalarea mainilor a fost necesara utilizarea produselor usor inflamabile se vor folosi imediat apa si sapun
ciocanele trebuie sa aiba cozi de lemn de esenta tare, fara noduri sau crapaturi; este interzis lucrul cu ciocanele, nicovalele care au fisuri, stirbituri, sparturi sau deformari in forma de floare la folosirea trasatoarelor se cere atentie pentru a nu produce intepaturi iar dupa utilizare vor fi asezate in truse speciale

BIBLIOGRAFIE
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |