1.1. Termeni specifici si definitii
Instalatia reprezinta un ansamblu de aparate, recipiente, masini, instrumente etc., montat in campul unei anumite locatii sau incinte, in scopul executarii unei functii sau operatii date in procesul tehnologic, in procesul de productie etc.
Utilajele tehnologice pot fi clasificate dupa mai multe criterii, de exemplu: dupa destinatie, dupa posibilitatea de transport, dupa valorile parametrilor regimului tehnologic de lucru (temperatura si presiune), dupa grosimea peretelui etc.
a. Dupa destinatie, criteriu care determina si caracteristicile constructive si functionale, se disting urmatoarele tipuri principale:
aparate de incalzire cu flacara, functionand cu incalzire directa (cuptoare tubulare, cazane de abur, recuperatoare de caldura din gazele de ardere s.a.);
aparate de schimb de caldura, cu incalzire fara foc direct;
aparate cilindrice verticale de tip coloana (coloane de absorbtie, coloane de vaporizare, coloane de extractie, separatoare etc.);
utilaje pentru procese mecanice, cuprinzand: filtre, amestecatoare, agitatoare, cuptoare rotative etc.
recipiente pentru depozitarea si transportarea produselor;
conducte pentru transportarea produselor;
utilaje pentru vehicularea fluidelor, cuprinzand pompe, compresoare, suflante si ventilatoare etc.
b. Dupa criteriul transportabilitatii pe calea ferata, pe sosele sau pe cai navigabile sunt doua mari tipuri de utilaje:
utilaje gabaritice care, dupa dimensiunile de gabarit, se inscriu in normele legale de circulatie pe calea ferata, pe sosele auto sau pe autostrazi si cai navigabile;
utilaje agabaritice (negabaritice) care, dupa dimensiunile de gabarit, nu se inscriu in normele legale de circulatie mentionate, transportarea lor facandu-se cu aprobarea speciala si cu concursul organelor competente.
c. Dupa valorile parametrilor regimului termic de lucru, recipientele stabile sub presiune se impart in:
recipiente calde, pentru temperaturi de lucru
peste 20
recipiente reci, pentru temperaturi de lucru sub
20
d. Dupa grosimea peretelui, aparatele pot fi clasificate in:
aparate cu perete gros, avand grosimea s >
aparate cu perete subtire, avand grosimea s
<
Valoarea grosimii peretelui care delimiteaza cele doua tipuri de aparate are caracter conventional, fiind stabilita pe baza diferitelor probleme tehnologice pe care le ridica fabricarea aparatelor cu perete subtire sau gros, precum si a semifabricatelor.
Prin utilaj tehnologic se intelege un recipient, aparat, masina, instalatie, instrument, dispozitiv, scula sau unealta, precum si ansambluri sau grupari de recipiente, aparate, masini, instalatii, instrumente, dispozitive, unelte etc. necesare realizarii unui proces tehnologic de productie sau unor lucrari.
Tinandu-se seama de specificul utilajelor tehnologice, acestea se impart in doua mari grupe: masini si aparate, grupe care ridica probleme total diferite privind fabricarea, intretinerea, repararea si exploatarea.
Masina este sistemul tehnic alcatuit din elemente si mecanisme cu miscari relative determinate, care serveste pentru transformarea unei forme oarecare de energie in lucru mecanic util (masini de lucru de exemplu: prese, masini de curbat table si tevi, masini de aschiat, masini de debitat etc.) sau pentru transformarea unei forme de energie in alta forma de energie, dintre care una este energie mecanica (masini de forta de exemplu: pompe, compresoare, masini termice, motoare electrice etc.). Grupa masinilor este caracterizata deci de prezenta unor organe in miscare, care ridica probleme legate in special de uzura, oboseala, etansare, ungere, vibratii, echilibrare statica si dinamica.
Aparatul este sistemul tehnic care serveste la efectuarea unor operatii bine determinate cum sunt: transformari chimice, transformarea statica a energiei, dirijarea energiei, controlul starii unui sistem tehnic etc. Exemple de aparate sunt: aparate de schimb de caldura sau de depozitare, cazane de abur, conducte, armaturi etc. Scoaterea din functiune a aparatelor are loc, in principal, in urma coroziunii, eroziunii, influentei temperaturilor inalte, oboselii materialelor prin cicluri termice etc.
Recipientul reprezinta oricare vas, de obicei inchis, folosit pentru colectarea, depozitarea, transportarea sau distribuirea unor materiale, substante sau produse solide, lichide si gazoase. Recipientele care servesc pentru depozitarea fluidelor se numesc rezervoare. Prin recipient sub presiune (conform normelor I.S.C.I.R. C 4) se defineste orice invelis metalic care poate contine un fluid la o presiune mai mare decat cea atmosferica, in conditii sigure de rezistenta si etanseitate. Prin recipiente stabile se definesc recipientele instalate pe fundatii sau alte reazeme fixe.
1.2. Tipuri de cedari specifice utilajelor din instalatiile de proces
In procesul de exploatare piesele de masini si aparate sunt supuse actiunii eforturilor si actiunii termice sau chimice a mediului. In functie de natura operatiilor care se efectueaza, pot predomina fie actiunile mecanice (la majoritatea masinilor), fie actiunile termodinamice (la majoritatea aparatelor), la care se adauga actiunea tensiunilor interne (la turnare, la sudare, la deformare plastica sau la asamblare).
Sub actiunea acestor factori diversi, exteriori si interiori, au loc procesele de schimbare a formei, dimensiunilor si proprietatilor fizico-mecanice ale pieselor; amplificarea gradului de modificare determina necorespondenta pieselor pentru functionarea in continuare, respectiv, degradarea lor. Dintre degradarile uzuale din exploatare fac parte reducerea preciziei dimensionale, deformarea, aparitia fisurilor, defecte superficiale ca zgarieturi, rizuri, plagi de coroziune s. a.
Degradarea fireasca a pieselor in procesul de exploatare este accentuata de nerespectarea tehnologiei de fabricare sau de asamblare a acestora, sau a regulilor tehnice de exploatare a masinilor [3].
Din punct de vedere tehnic, fenomenele de degradare pot fi clasificate astfel:
Degradari ale suprafetelor pieselor:
a) uzura mecanica (uzura prin frecare);
b) uzura de coroziune;
c) uzura de oboseala superficiala.
Degradari ale integritatii pieselor:
a) distrugere sub actiunea solicitarilor mecanice statice si variabile;
b) distrugere sub actiunea combinata a solicitarilor mecanice si coroziunii.
1.2.1. Degradarea aparatelor utilajelor tehnologice datorita uzarii
Dupa o anumita durata de functionare utilajele tehnologice vor prezenta abateri de la valorile de proiectare ale parametrilor tehnico-functionali ca urmare a fenomenelor mentionate mai sus, rezultatele concretizandu-se sub diferite forme de uzura.
Prin proces de uzare se intelege pierderea de material de pe suprafetele solide in frecare insotita, cel mai adesea, de modificarea caracteristicilor stratului superficial. Acesta este un fenomen complex, are cauze diverse si este determinat de o multitudine de factori mecanici, chimici si metalurgici.
Uzarea mecanica se poate manifesta prin:
eroziunea stratului superficial;
deformarea elastica si plastica a suprafetei;
modificarea structurii si a proprietatilor materialului de constructie in zona din apropierea suprafetei;
solicitarea la cicluri variabile a stratului superficial - oboseala superficiala.
Numeroasele incercari derulate pana in prezent cu scopul de a rezolva problema generala a frecarii si uzarii nu au depasit stadiul ipotezelor si, astfel, deocamdata nu exista inca o teorie generala a uzarii.
Uzarea suprafetelor cuplelor de frecare se considera ca fiind o consecinta a unor mecanisme diferite, a caror actiune, in general, se suprapune. Pentru a intelege mai usor fenomenele care intervin in timpul uzarii, s-au propus diverse clasificari ale tipurilor (mecanismelor) de uzare in raport cu procesele care se produc in timpul frecarii.
In functie de natura lor, fenomenele care intervin in procesul de uzare se pot incadra in trei categorii principale si anume termofizice, mecanice si chimice, carora le corespund diverse tipuri de uzare (adeziune, abraziune, oboseala, coroziune s.a.). In practica, uzarea componentelor functionale ale unei instalatii se produce, in majoritatea cazurilor, ca efect combinat al diferitelor mecanisme de producere a uzarii, insa, in anumite conditii actiunea unuia poate deveni preponderenta.
Deoarece in instalatiile tehnologice de fabricare a berii exista o serie de echipamente asupra carora se manifesta cu preponderenta fenomene de uzura mecanica (mori de macinat malt, benzi transportoare, amestecatoare, pompe cu surub, pompe centrifuge, compresoare), in continuare se analizeaza succint mecanismele de degradare specifice acestora.
a. Uzarea de adeziune
Acest tip de uzare se produce prin sudarea si ruperea puntilor de sudura intre microzonele de contact, fiind caracterizata printr-un coeficient de frecare ridicat si o intensitate mare a uzarii. Ea este influentata si de adeziunea moleculara. Probabilitatea de aparitie a uzurii de adeziune creste in conditiile unei lubrifieri insuficiente sau necoresunzatoare. Din analiza foilor de observatie a functionarii utilajelor din instalatia de fabricare a berii rezulta ca astfel de fenomene apar in special in lagarele morilor de macinare in conditiile in care, dupa un anumit timp de functionare, se dezvolta campuri de temperatura ridicate. Fenomene asemanatoare, dar cu frecventa de aparitie mult mai redusa s-au manifestat in cazul amestecatoarelor de borhot si al pompelor centrifuge de vehiculare a plamezii.
Teoria puntilor de sudura (figura 1.1), care fundamenteaza acest mod de uzare, admite doua posibilitati de cedare a microsudurilor:
prin ruperea in interiorul corpului mai moale;
prin cedarea microsudurilor.
Uzarea adeziva este influentata de o serie de elemente,
cum sunt natura materialelor, factorii functionali, starea
suprafetelor, lubrifiantul etc.
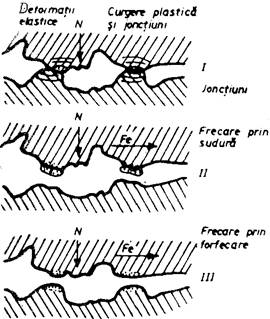
Figura
1.1. Formarea si forfecarea microsudurilor
Natura materialelor cuplei de frecare (compozitia chimica,
structura, constituentii, calitatile fizico-mecanice etc.) are o
mare influenta asupra uzarii adezive. Afinitatea chimica a
materialelor cuplei intensifica uzarea adeziva. Existenta unor
compusi duri in suprafetele active ale pieselor in contact
mareste rezistenta la uzura. Intensitatea uzarii adezive creste daca piesele
sunt din acelasi material.
Factorii functionali cei mai importanti sunt sarcina si viteza.
Contactul direct dintre suprafetele in frecare sub sarcini ridicate determina cresterea temperaturii care favorizeaza producerea uzurii prin adeziune cu toate consecintele ei (deformari plastice, microjonctiuni, smulgeri de material, topiri de metal si chiar gripajul).
Efectele vitezei asupra uzarii adezive apar mai ales indirect, prin modificarea regimului termic. S-a observat ca, in general, frecarea si uzarea scad cu marirea vitezei, dar in acelasi timp se reduce sarcina de gripaj. Fara ca fenomenul sa poata fi precis determinat, rezulta ca gradientii energetici limita, care produc gripajul, au loc la sarcini cu atat mai mici cu cat viteza este mai mare.
Sub efectul temperaturilor excesive, materialele isi schimba proprietatile in straturile superficiale ale suprafetelor de contact (duritate, structura etc.). Temperatura ridicata poate favoriza aparitia, pe suprafetele metalice in frecare, a cel putin trei fenomene si anume formarea de microjonctiuni in punctele de contact, care nu blocheaza cupla de frecare deoarece sunt mai slabe decat materialele ambelor suprafete, formarea unei pelicule de oxid si formarea stratului Beilby, care se comporta ca un strat de protectie dur.
Microgeometria (rugozitatea) influenteaza simtitor comportarea suprafetelor la uzura adeziva. Suprafetele mai rugoase au o viteza de uzare mat mare decat cele prelucrate mat fin, dar sunt preferabile acestora din urma deoarece fortele de atractie moleculara sunt mult mai slabe si ca urmare forta de frecare mai redusa. Alegerea rugozitatii optime in functie de conditiile de functionare si posibilitatile de prelucrare a suprafetelor duce la imbunatatirea simtitoare a rezistentei la gripaj.
Natura mediului lubrifiant joaca un rol important in reducerea uzurii adezive a suprafetelor in frecare, mai ales prin calitatile de onctuozitate si viscozitate optima a lubrifiantului. Onctuozitatea favorizeaza mentinerea filmului de ulei pe suprafetele cuplei in timpul pornirilor, iar viscozitatea asigura accesul rapid al lubrifiantului la locurile de frecare. In regim normal, mentinerea viscozitatii in limite acceptabile, in functie de temperatura de lucru si de gradul de uzura al cuplelor de frecare, este o conditie foarte importanta.
b. Uzarea de abraziune
Acest tip de uzare este provocat de prezenta particulelor dure intre suprafetele de contact sau de asperitatile mai dure ale uneia din suprafetele de contact, care au actiuni de aschiere.
Particulele dure pot proveni din forfecarea prealabila a unor microjonctiuni (uzarea de adeziune), desprinderi de particule din stratul de suprafata mai dur (uzare de oboseala sau tratament necorespunzator), prin ciupituri (pitting), din produsele metalice ale uzarii de coroziune, cavitatie, particule provenite din exterior etc. Acest tip de uzare se manifesta prin deformari plastice locale, zgarierea si microaschierea suprafetelor in frecare.
Aceasta forma de uzare se poate considera ca fiind specifica majoritatii utilajelor dinamice care opereaza in cadrul unei instalatii de fabricare a berii. Cu ocazia interventiilor de mentenanta la data fixa s-au constat, adeseori, deteriorari datorate actiunii abrazive a mediilor vehiculate (malt, hamei, borhot, plamada) la utilaje din categoriile morilor de macinat, amestecatoarelor, pompelor cu surub sau centrifuge.
Teoria uzarii abrazive este relativ simpla, dar aplicarea ei nu este intotdeauna sigura, deoarece uzarea de abraziune este la randul ei un fenomen complex. Conditia necesara aparitiei uzarii abrazive este diferenta de duritate. Ea se poate produce insa si pe o suprafata mai moale daca intervine transferul de metal.
Uzarea abraziva este influentata de o serie de elemente cum sunt: natura materialelor, natura si caracteristicile abrazivului, starea suprafetei, factorii functionali etc
Natura materialelor cuplei de frecare intervine in procesul abraziv, in special prin duritatea si plasticitatea lor. Prin numeroase incercari experimentale s-a demonstrat ca rezistenta relativa la uzarea abraziva variaza liniar cu duritatea metalelor omogene (figura 1.2) care reprezinta raportul dintre uzura liniara Ru a aliajului respectiv si cea a unui etalon (aliaj Sn - Pb - Sb).
Duritatea materialului contro1eaza direct rezistenta lor la actiunea de strapungere sau de sfasiere a abrazivului. Patrunderea abrazivului in material depinde si de microgeometria suprafetelor in frecare. In unele cazuri, chiar si granulele abrazive putin proeminente, intalnind asperitati, le reteaza fara sa provoace o aschiere propriu-zisa. In cazul materialelor de antifrictiune, rezistenta lor la uzare abraziva este legata mai degraba de deformatia elastica a materialului decat de duritatea lui, adica de raportul HB/E (cu cat acest raport este mai mic cu atat uzura abraziva este mai mare).
Natura si caracteristicile abrazivului influenteaza direct procesul de uzare abraziva. Coeficientul de frecare si intensitatea uzarii depind de forma si dimensiunile particulelor abrazive, precum si de raportul dintre duritatea acestora si cea a suprafetelor metalice.
Sarcina are o actiune preponderenta, aducand o nota foarte violenta in desfasurarea procesului de uzare abraziva, o perioada scurta, in cazu1 cand aparitia abrazivului se datoreaza unui accident si nu prezentei lui permanente intre suprafetele de frecare.
Vehicularea libera a particulelor abrazive dure de dimensiuni reduse, insa dotate cu o energie cinetica suficienta pentru ca impactul (ciocnirea) lor pe suprafetele metalice sa le uzeze, contribuie in intensificarea uzarii. Acest tip de uzura eroziva poate provoca deformari s-au smulgeri de material. In unele cazuri, acest tip de uzare poate avea loc chiar in lipsa particulelor abrazive solide, fiind suficient ca fluidul sa aiba viteze si presiuni ridicate si supus unui laminaj considerabil (trecerea prin orificii foarte inguste) care sa-i poata modifica caracteristicile reologice si sa-i imprime o asemenea consistenta incat sa poata degrada suprafetele metalice cu cave vine in contact.
Viteza de alunecare are o influenta mai mica asupra procesului de uzare abraziva, dar exista relatii de calcul care tin seama si de efectul ei (viteza de uzare abraziva creste cu viteza de alunecare).
Starea suprafetei influenteaza procesul de uzare abraziva prin marimea si natura rugozitatilor. Este mai mare posibilitatea producerii uzarii prin abraziune (aschiere) decat prin adeziune, daca rugozitatile sunt abrazive (dure), iar volumul de material uzat, respectiv intensitatea uzarii prin abraziune este mai mare.
Natura mediului lubrifiant influenteaza procesul de uzare abraziva, atat prin caracteristicile lui, cat si prin debitul circulat si conditiile de ungere.
c. Uzarea prin oboseala
Pentru producerea uzarii prin oboseala este suficienta existenta simultana a unei forte variabile si a unui mediu fluid care sa mijloceasca actiunea acestei forte asupra suprafetelor cuplei. Formele principale prin care se manifesta uzarea sunt ciupiturile (pittingul), exfolierea, cavitatia, coroziunea de fretare etc.
Fenomene de tipul celor mentionate mai sus, s-au constatat la instalatia de fabricare a berii la utilajele care lucreaza in conditii de temperatura cu valori variabile cum sunt: amestecatoarele de borhot si plamada (arborii de actionare a elementelor amestecatoare), schimbatoarele de caldura (in special fascicolul tubular este supus fenomenelor de oboseala oligociclica in zona imbinarii teava-placa tubulara).
In literatura de specialitate sunt date diverse metode teoretice de calcul a uzarii prin oboseala, insa datorita complexitatii fenomenului formulele obtinute sunt extrem de complicate si nu pot descrie suficient de bine acest proces.
d. Dinamica procesului de uzare
Uzarea se produce cu o anumita viteza de uzare vu, care depinde de tipul si geometria cuplei de frecare, starea suprafetei (rugozitate si structura), natura materialelor elementelor cuplei, regimul de lucru (sarcina, viteza, temperatura etc.), mediul lubrifiant si aditivii continuti etc.
Fenomenul de frecare-uzare este foarte complex datorita multitudinii si interactiunii in functionare a tuturor factorilor externi (sarcina, viteza, mediu lubrifiant etc.) si interni (materialul cuplelor de frecare, structura, duritatea, rugozitatea, temperatura etc.), fapt ce determina caracterul statistic aleator al procesului de uzare si ca urmare calculul acestuia prin metode statistice [3].
Viteza de uzare este o variabila aleatoare, atat ca valori masurate, cat si prin prisma fenomenului propriu-zis al uzarii.
Atat durabilitatea cat si fiabilitatea sunt functii statistice care pot fi considerate cu aceeasi probabilitate. In ipoteza ca in timpul perioadei de viata nu se efectueaza inlocuiri sau reparatii, atunci, pentru aceeasi cupla de frecare, in perioada de durabilitate optima, obtinuta prin intermediul vitezei de uzare, poate exista si o anumita siguranta in exploatare (fiabilitate). Nu exista siguranta deplina in perioada de durabilitate maxima deoarece fiabilitatea nu depinde numai de uzare.
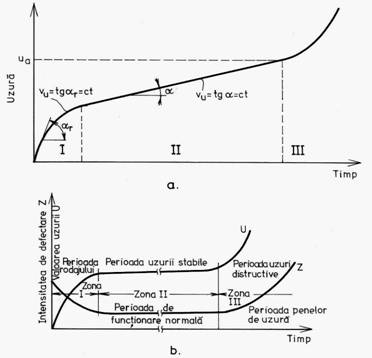
a - dinamica procesului de uzare; b - variatia uzarii (U) si fiabilitatii (Z).
Din analiza curbei de uzura precum si a celei de fiabilitate (desi aceasta nu este functie numai de uzare) se constata ca sunt trei zone in care uzarea este totusi fenomen predominant (figura 1.3).
Zona I corespunde perioadei de rodaj a cuplei de frecare si este caracterizata printr-o viteza de uzare mare si variabila. Perioada de rodaj pe curba de uzura u corespunde cu zona de defectare timpurie pe curba de fiabilitate z.
Zona a II-a corespunde perioadei de uzura normala (stabila), in care procesul decurge cu o viteza de uzare constanta si mult mai mica decat cea de rodaj. Zona a II-a este mult mai mare decat zona I si ea determina durabilitatea (durata de viata) a cuplei de frecare. Extinderea acestei perioade depinde foarte mult de calitatea montajului si rodajului, precum si de calitatea materialelor, duritatea suprafetelor, regimul de lucru, ungere etc. Zona a II-a pe curba de uzura u corespunde perioadei de functionare normala sau a ratei constante a caderilor accidentale pe curba de fiabilitate Z. Principial, fiabilitatea scade cu cresterea timpului de functionare, dar ea poate fi sporita prin elemente tribologice cunoscute, cum sunt calitatea materialelor si a suprafetelor cuplei, lubrifiantii aditivati corespunzator, exploatare si intretinere corecta etc., iar aceasta zona poate fi extinsa.
Zona a III-a corespunde perioadei de uzura catastrofala sau distructiva in care, daca se continua functionarea cuplei, aceasta uzura creste extrem de rapid, iar cupla se deterioreaza grav sau chiar se distruge. Aceasta zona III pe curba de uzura u corespunde cu perioada penelor de uzura pe curba de fiabilitate z.
Rezulta ca o cupla de frecare trebuie sa functioneze numai in primele doua zone, iar in momentul cand s-a atins valoarea limita a uzurii admisibile functionarea acesteia trebuie intrerupta si procedat fie la reconditionare, fie la inlocuirea elementelor active (se face o reparatie de un anumit ordin). Timpul de functionare normala se stabileste pe baza statistica si este dat, pentru diversele cuple de frecare ale masinilor si utilajelor, in normative pentru reparatii sau in cartile tehnice ale acestora. Pe baza acestor timpi se stabileste graficul (ciclul) de reparatii si revizii al masinii sau utilajului respectiv.
1.2.2. Degradarea componentelor utilajelor
tehnologice datorita coroziunii
Utilajele si instalatiile de proces se gasesc in contact permanent atat cu mediul inconjurator (sol, aer, apa), cat si cu mediile vehiculate, suferind degradari importante sub actiunea fenomenului de coroziune.
La instalatiile de proces fenomenele de coroziune au loc sub forme foarte variate, fiind puternic influentate de natura mediilor de lucru si de temperatura. Variatii mici ale compozitiei chimice ale mediului sau ale temperaturii pot conduce la modificari substantiale ale vitezei de coroziune.
Din punct de vedere termodinamic, sistemele metal-agent activ sunt mai putin stabile decat compusii metalici rezultati din interactiunea lor: oxizii si sarurile. De aceea, chiar in conditiile obisnuite, neinrautatite de mediile de exploatare, metalele tind sa se corodeze. Considerentele termodinamice dau insa indicatii numai asupra sensului desfasurarii reactiilor chimice pentru stabilirea echilibrului, nu si asupra vitezei acestor reactii. Pentru industrie este importanta mentinerea vitezei de coroziune la o valoare scazuta, astfel incat in studiul proceselor de coroziune un rol esential il joaca cinetica reactiilor chimice.
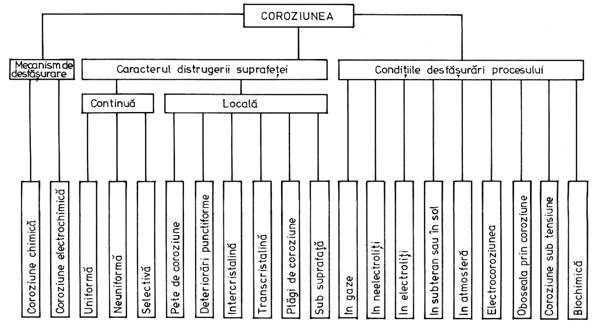
Procesele de coroziune se pot clasifica dupa mecanismul fenomenului de distrugere, dupa aspectul exterior al distrugerii sau dupa conditiile in care se desfasoara procesul (figura 1.4) [34, 35].
 Uzarea prin coroziune
consta in deteriorarea suprafetei de frecare (pierderea de material)
datorita actiunii simultane sau succesive a factorilor chimici
agresivi din mediul lubrifiant si a solicitarilor mecanice.
Mecanismul uzarii de coroziune presupune efectele de coroziune
chimica sau electrochimica, in faza de repaus si coroziunea
mecanica (in faza de functionare).
Uzarea prin coroziune
consta in deteriorarea suprafetei de frecare (pierderea de material)
datorita actiunii simultane sau succesive a factorilor chimici
agresivi din mediul lubrifiant si a solicitarilor mecanice.
Mecanismul uzarii de coroziune presupune efectele de coroziune
chimica sau electrochimica, in faza de repaus si coroziunea
mecanica (in faza de functionare).
Figura 1.6. Evolutia uzarii prin coroziune.
In cadrul instalatiei de fabricare a berii se vehiculeaza medii si agenti de fermentare care, in majoritatea lor, s-au dovedit a avea efect corosiv accentuat asupra materialelor metalice uzuale (oteluri carbon). Tocmai de aceea, majoritatea utilajelor din cadrul instalatiei sunt confectionate din materiale rezistente la coroziune cum ar fi otelurile inoxidabile, fonte antiacide si aliaje ale cuprului. In consecinta, astfel de fenomene, in conditiile enumerate mai sus apar numai accidental. Totusi degradari datorate coroziunii se manifesta frecvent la aparatele de schimb de caldura unde in mediul de racire apos se gasesc dizolvati compusi ai hidrogenului si sulfului.
Uzarea prin coroziune este un proces complex care se produce de fapt, prin inlaturarea produsilor de coroziune care s-au format pe suprafata de frecare, avand doua faze: formarea produsilor chimici de coroziune (datorita actiunii unor elemente ca O2, CO2, H2O, S2 acizi etc.) si indepartarea produsilor formati pe cale tribomecanica.
Uzarea prin coroziune poate evolua diferit in functie de elementele chimice implicate si materialul cuplei de frecare (figura 1.6). Evolutia exponentiala sau parabolica (figura 1.6, a) se obtine atunci cand la inceputul procesului se formeaza unele straturi de reactie aderente cu caracter de protectie (de ex. oxidarea otelului in aer). Acestea pot fi insa deteriorate prin solicitari mecanice si ca urmare poate sa se continue procesul de uzare prin coroziune. Evolutia liniara (figura 1.6, b) este caracteristica suprafetelor metalice la care stratul de reactie format nu adera la suprafata pieselor (de ex. ruginirea otelului). Din cauza lipsei de aderenta si a solubilitatii produsilor de reactie, viteza procesului de coroziune se mentine aproximativ constanta.
Coroziunea mecanochimica (tribochimica) este mai interesanta din punct de vedere tribologic, deoarece se refera la modificarile oferite de suprafata de frecare in timpul functionarii cuplei. Dupa natura solicitarilor mecanice pot fi urmatoarele forme:
coroziunea de tensionare, la care datorita solicitarilor mecanice statice se distruge stratul protector si se produce o intensificare a efectului coroziv;
coroziunea de oboseala, produsa sub efectul solicitarilor variabile, la care fenomenul de oboseala propriu-zis este activat de prezenta unui anumit mediu ambiant si nu mai exista o valoare pentru rezistenta la oboseala (figura 1.7);
coroziunea tribochimica propriu-zisa, datorata solicitarilor de frecare (figura 1.8).
Figura 1.7. Curba de oboseala in Figura 1.8. Evolutia uzurii de coroziune
mediu neutru si coroziv tribochimica
a - formarea, ruperea si refacerea stratului de "protectie" (de oxid)
b - variatia aleatoare a uzarii suprafetei (mecanic si tribochimic)
Trebuie precizat ca solicitarile mecanice nu declanseaza reactii chimice. Ele provoaca, in prealabil, modificari in starea suprafetei sau in structura interna, degajeaza mari cantitati de energie termica, acumulari de potential electrostatic etc., care fac posibile sau accelereaza reactiile chimice ale materialelor suprafetei de frecare cu mediul ambiant respectiv.
Uzarea prin coroziune este influentata de natura materialelor, starea suprafetelor, parametrii de lucru, mediul de ungere etc.
Rezistenta la coroziune a metalelor si aliajelor este o caracteristica foarte importanta. Din punct de vedere termodinamic numai aurul si platina sunt absolut stabile la oxidare. Daca metalele folosite la confectionarea cuplelor de frecare sunt mai apropiate din punct de vedere electrochimic, coroziunea este mai redusa. Coroziunea este puternic influentata de prezenta in mediul fluid (electrolit) a unor particule de metale sau a propriului oxid, deoarece se favorizeaza crearea unor microelemente galvanice care pot angaja chiar elemente de aliere de pe suprafete. Din aceasta cauza coroziunea este mai intensa in locurile unde exista cai de acces pentru patrunderea electrolitului (microfisuri, planuri de alunecare etc.), fiind deci influentata de gradul de prelucrare a suprafetelor si de tensiunile superficiale.
Mediul de ungere influenteaza uzarea prin coroziune in functie de compozitia acestuia (uleiurile de baza, prezenta apei, sulfului, aditivilor, produselor de alterare etc.). Astazi, se introduc in uleiuri diversi aditivi anticorozivi (inhibitori de coroziune), care au scopul de a reduce agresivitatea acestora.
1.2.3. Degradarea componentelor utilajelor
tehnologice prin solicitari variabile
Solicitarile variabile care se dezvolta in utilajele tehnologice pot fi diferentiate in functie de natura lor.
La aparate si instalatii de proces, solicitarile variabile pot avea drept cauze variatia ciclica a presiunii, variatia debitului (avand ca efect lovituri de berbec, fenomene de cavitatie etc.), modificari ale starii de tensiuni datorita variatiei temperaturii fluidului vehiculat sau mediului, precum si factori externi, cum sunt vibratiile provenite de la compresoare, pompe sau supape ale acestora, actiunea vantului etc. Solicitarile pentru care se cunoaste in orice moment intensitatea se numesc solicitari variabile determinist; la solicitarile cu variatie aleatorie, caracterizarea intensitatii se face prin metode probabilistice. Solicitarile utilajelor din grupa masinilor sunt de obicei deterministe periodice, iar solicitarile aparatelor si instalatiilor pot avea caracter determinist neperiodic (solicitarile termice), dar mai frecvent au o variatie aleatorie.
Indiferent de natura solicitarilor variabile, prin repetarea solicitarii are loc degradarea materialelor, fenomen manifestat prin rupere la o tensiune nominala considerabil mai mica decat caracteristica de rezistenta statica, determinata prin incercarea la tractiune.
In cadrul instalatiilor de fabricare a berii [12, 13, 62, 72], al caror mod de operare presupune repetarea la intervale de timp bine determinate a ciclului de productie (macinare, fermentare, distilare, carbonatare, pasteurizare), recipientele sub presiune si conductele sunt supuse fenomenului de oboseala sub actiunea solicitarilor ciclice, mecanice si termice. Tinand seama de numarul manevrelor operationale si de valoarea solicitarilor, recipientele si conductele sub presiune se incadreaza in domeniul solicitarilor la oboseala oligociclica, prezentat in cadrul subcapitolului 1.2.1.
Modificarile periodice ale temperaturii produc modificari dimensionale ale aparatelor si structurilor metalice care, datorita rigidizarilor, dau nastere tensiunilor variabile. Marimea eforturilor si numarul de cicluri de solicitare constituie factorii ce conduc la degradarea prin oboseala a materialului, la aceasta contribuind temperatura inalta si actiunea agresiva mediului vehiculat. Aceasta forma de oboseala, denumita oboseala termica, prezinta urmatoarele particularitati:
interdependenta dintre efort si temperatura, eforturile fiind determinate de variatia temperaturii, totodata temperatura favorizand deformarea plastica locala si fluajul;
in fiecare ciclu de solicitare se realizeaza o deformatie plastica favorizata de reducerea limitei de curgere, cu cresterea temperaturii;
numarul de cicluri de solicitare este limitat (sub 105), dictat de numarul manevrelor operationale (de obicei 1 . 2 cicluri pe zi).
Din cele mentionate rezulta ca oboseala termica este un caz particular al oboselii oligociclice. Rezistenta materialului la oboseala termica este dificil de apreciat pe baza caracteristicilor fizico-mecanice ale materialului, folosindu-se in acest scop metode experimentale, in principal incercari cu amplitudinea deformatiei constanta. Cele mai importante constante fizice care guverneaza fenomenul sunt coeficientul de dilatatie liniara, conductibilitatea termica si rezistenta la deformatie alternanta. Cercetarile experimentale au aratat ca rezistenta la oboseala determinata prin deformatii ciclice produse de variatia ciclica a temperaturii este egala cu rezistenta determinata prin mentinerea constanta a temperaturii maxime a ciclului si prin aplicarea unei deformatii mecanice ciclice.
Fenomenului de oboseala termica ii sunt caracteristice urmatoarele aspecte:
fisurile de oboseala initiaza la suprafata, avand un caracter intercristalin atat la initiere cat si in propagare. Sub acest aspect fenomenul se apropie mai mult de fluaj decat de oboseala prin solicitari mecanice.
oxidarea suprafetei, care are caracter intergranular, are o influenta esentiala asupra durabilitatii;
temperatura maxima a ciclului este factorul hotarator asupra durabilitatii.
1.2.4. Degradarea imbinarilor sudate
Imbinarile sudate constituie zone sensibile la coroziune datorita transformarilor structurale si prezentei tensiunilor remanente. Transformarile structurale din cordoanele de sudura sunt dirijate de compozitia chimica si viteza de racire. Compozitia chimica a cordonului este determinata de participarile reale ale materialului de baza, materialului de aport, invelisului sau fluxului si atmosferei sursei de incalzire. La racirea baii de metal lichid, nivelul tensiunilor din cordon este dependent de omogenitatea structurala si chimica, de dimensiunile cristalelor etc. Structurile fine, omogene dau nastere unor tensiuni intercristaline slabe.
Tensiunile cele mai puternice din imbinarea sudata se datoreaza regimului nestationar de incalzire - racire.
Pe directie transversala, eforturile remanente sunt cu precadere de intindere in cordon si zona influentata termic, si de compresiune in materialul de baza, neafectat termic de ciclul de sudare (figura 1.11). In lungul cordonului, tensiunile remanente sunt de intindere sau de compresiune, functie de zona considerata. La sudarea cap la cap, extremitatile cordonului prezinta tensiuni de intindere, iar zona centrala de compresiune. Aceasta distributie este dirijata de dilatarile libere care apar la incalzire si de contractiile ingradite ale cordonului deja solidificat.
Distributia si marimea tensiunilor in lungul cordonului se modifica substantial daca sudarea se realizeaza dupa prinderea in puncte a marginilor pieselor. Punctele de sudura foarte rigide nu permit deplasarea libera a marginilor pieselor si introduc noi tensiuni in imbinare.
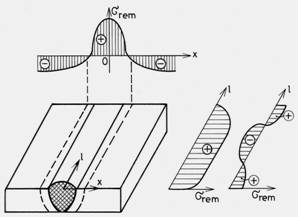
Figura 1.11. Distributia eforturilor in imbinarea sudata
Trebuie aratat ca starea de tensiuni din cordonul de sudura este de regula spatiala si aici actioneaza tensiuni puternice de intindere.
In medii corozive se va comporta slab acea zona a imbinarii sudate in care structura de echilibru a fost distrusa de ciclul termic si unde actioneaza cele mai puternice eforturi de intindere. Potentialul electrochimic al acestei zone este mai electropozitiv decat cel al materialului de baza.
In cazul unei coroziuni generalizate, actiunea mediului este mai puternica in zona adiacenta cordonului, ce cuprinde si zona influentata termic (figura 1.12).
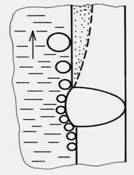
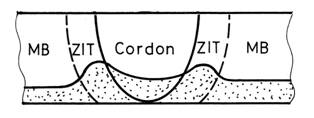
Figura 1.12. Imbinarea sudata cu zonele Figura 1.13. Actiunea coroziunii in cazul
caracteristice cordonului suprainaltat
Suprainaltarea cordonului modifica intr-o masura insemnata caracterul curgerii si favorizeaza formarea bulelor de gaz, care impreuna contribuie la erodarea peretelui metalic (figura 1.13). Totodata, cordoanele de sudura, prin forma lor geometrica, favorizeaza si retinerea unei cantitati importante de impuritati ce accelereaza coroziunea, in special cand intervine un proces repetat de umezire si uscare.
Prezenta tensiunilor de intindere in zona cordonului de sudura contribuie la fisurarea stratului pasivant. In aceasta situatie, coroziunea se va concentra la nivelul microfisurilor stratului.
Aplicarea tratamentului de detensionare si polizarea cordonului asigura o reducere insemnata a vitezei de coroziune in imbinarea sudata. Ecruisarea prin deformarea plastica la rece a cordonului de sudura asigura o crestere si mai insemnata a rezistentei la oboseala si coroziune a imbinarii.
In aparatura de proces se foloseste o mare varietate de tipuri de imbinari sudate, care, chiar daca sunt echivalente din punct de vedere al caracteristicilor mecanice statice, prezinta o comportare la oboseala foarte diferita. De asemenea, o imbinare sudata prezinta caracteristici mecanice apropiate sau egale cu ale metalului de baza, dar rezistenta la oboseala este, in general, inferioara celei a metalului de baza. Aceste efecte se datoreaza modificarilor metalurgice ale metalului cusaturii si ale zonei influentate termic in raport cu metalul de baza, a modificarilor dimensionale in dreptul cusaturii cu efect de concentrare a tensiunilor precum si defectelor specifice imbinarilor sudate (pori, incluziuni de zgura, tensiuni interne, lipsa de topire etc.).
Cauzele ruperilor la oboseala a imbinarilor sudate pot fi sistematizate astfel:
defecte de proiectare, ca depasirea in exploatare a sarcinilor de calcul, folosirea imbinarilor sudate la piesele puternic solicitate etc.;
conditii de exploatare mai severe decat datele de proiectare, ca suprasolicitari, efectul coroziv al mediului etc.;
defecte de fabricatie, ca realizarea sudarii otelurilor cu sudabilitate conditionata fara a lua masurile necesare, suduri cu defecte interioare si tensiuni proprii, pregatirea defectuoasa a componentelor in vederea sudarii, forma si dimensiunile sudurii incorecte, aplicarea incorecta a proceselor asociate sudarii (taierea oxiacetilenica, tratamentele termice).
Numeroase cercetari experimentale cu aplicatii la utilajele din instalatiile de proces au urmarit determinarea rezistentei la oboseala a imbinarii propriu-zise a recipientelor sub presiune in constructie sudata si a imbinarilor conductelor prin sudare.
Aceste experiente au aratat ca rezistenta la oboseala depinde de numerosi factori constructivi, tehnologici si de operare cum sunt:
forma imbinarii sudate;
tipul solicitarii;
calitatea executiei sudurii etc.
Fiabilitatea unui sistem tehnic/tehnologic este determinata de ansamblul tuturor factorilor implicati in punerea in opera a acestuia - conceptia, realizarea si exploatarea sistemului [5, 14]. Din acest motiv, realizarea si mentinerea unui nivel ridicat al fiabilitatii - in limita domeniului optim -, presupune atat analiza factorilor in discutie, cat si actiunea corespunzatoare asupra acestora.
Conceptele de fiabilitate si de nonfiabilitate ale unui sistem tehnic/tehnologic, sunt strans legate de notiunea de cedare sau de defectare a sistemului. Prin cedare - termen sinonim caderii sau defectarii - se intelege incetarea aptitudinii unui sistem tehnic/tehnologic de a-si indeplini corect functiile impuse.
Din punct de vedere cantitativ, conceptul de fiabilitate a unui sistem tehnic/tehnologic desemneaza probabilitatea ca acel sistem sa-si indeplineasca corect functiile (atributiile) impuse, in conditii de exploatare specificate, de-a lungul unui interval de timp determinat.
Nonfiabilitatea unui sistem tehnic/tehnologic reprezinta, din acelasi punct de vedere cantitativ, probabilitatea ca intr-un anumit interval de timp determinat sa se produca cedarea/defectarea sistemului.
In conditiile actualului progres tehnic, stabilirea si fundamentarea directiilor de ameliorare a calitatii si, deci, a performantelor componentelor instalatiilor (liniilor) de proces, respectiv a securitatii tehnice in ansamblu si pe sisteme sau elemente, presupune abordarea complexa a evaluarii unor indicatori hibrizi, corespunzatori, de fiabilitate, siguranta si calitate, avandu-se in vedere urmatoarele aspecte:
1) caracteristicile tehnice ale utilajelor si parametrii instalatiilor, adica nivelul tehnic al acestora, au rol determinant pentru eficacitatea lor economica, cu care, de altfel, trebuie sa fie in corelare, bineinteles, implicand redundanta si sistemul organizatoric dat al mentenantei preventive [8, 20];
2) marimea indicatoare a eficientei economice, adica a nivelului de calitate, considera cheltuielile de mentenanta (reparare) planificata sau neplanificata si, de asemenea, prejudiciile (pagubele) cauzate de defectari [39, 60]; se intelege ca marimea respectiva nu determina cresterea potentiala a fiabilitatii, ci numai efectele acesteia asupra starii generale de functionare, respectiv asupra rezultatelor exploatarii tehnologice;
3) fiabilitatea se apreciaza, cantitativ, prin intermediul unui ansamblu complex de indicatori proprii, de caracterizare a sigurantei functionarii si in cadrul sistemelor cu restabilire [60].
Acceptand ca, in conformitate cu teoria fiabilitatii, liniile tehnologice sunt niste sisteme tehnice reparabile, cu actiune multirepetata si, deci, cu utilizare industriala indelungata, starile principale in care se poate afla oricare instalatie sunt urmatoarele trei:
a) functionarea;
b) repararea, planificata sau neplanificata, respectiv nefunctionarea din motive de mentenanta;
c) stationarea, respectiv nefunctionarea, din motive organizatorice.
Desigur, o asemenea conjunctura tehnica impune ca, pentru determinarea indicatorilor hibrizi care intereseaza, sa fie utilizati numai algoritmi de calcul elaborati pe baza analizei statistice a exploatarii unor linii (instalatii) tehnologice existente (tabelul 1.1) [34, 35].
M0 - este productivitatea nominala, in t/h (m3/h, buc/h etc.), a liniei tehnologice.
Tabelul 1.1. Corelarea indicatorilor de fiabilitate in fazele de proiectare si, respectiv, exploatare a instalatiilor de proces
|
Denumirea indicatorului |
Formulele de calcul |
|
|
Liniile tehnologice existente si exploatate |
Liniile tehnologice aflate in faza de elaborare (proiectare) |
|
|
Media timpului (duratei) de functionare mL, in h |
|
|
|
Media timpului (duratei) de reparare mrL, in h |
|
|
|
Coeficientul de disponibilitate AL |
|
|
|
Coeficientul de utilizare tehnica kutL |
|
|
|
Disponibilitatea anuala, respectiv media duratei anuale de functionare, mdL, in h/an |
|
|
|
Durata stationarii reparatiilor neplanificate, pentru ciclul anual de exploatare, mrnpL, in h/an |
|
|
|
Durata stationarii reparatiilor planificate, pentru ciclul anual de exploatare, mrpL, in h/an |
|
|
|
Numarul de defectari ale liniei tehnologice ndL |
|
|
|
Productivitatea anuala, respectiv volumul anual al productiei ML, in t/an (m3/an, buc/an etc.) |
|
|
Conceptele de securitate tehnica si de risc tehnic [20, 55] sunt indisolubil legate de notiunea de avarie majora. Aceasta reprezinta una dintre consecintele posibile ale unui accident tehnic si presupune, in esenta, atat incetarea aptitudinii sistemului de a-si indeplini corect functiile prevazute (impuse), cat si alterarea sau disparitia integritatii fizice a acestuia, in contextul unor consecinte deosebit de grave privind starea echipamentelor tehnologice conexe, sanatatea si/sau viata personalului angajat si, eventual, a populatiei, respectiv calitatea mediului ambiant sau echilibrul ecosistemului.
Din punctul de vedere cantitativ, conceptul de securitate tehnica a unui sistem tehnic/tehnologic reprezinta probabilitatea ca intr-un anumit interval de timp determinat sa nu se produca - la nivelul sistemului respectiv - o avarie majora sau un eveniment generator de avarie majora.
Riscul tehnic asociat unui sistem tehnic/tehnologic reprezinta, din acelasi punct de vedere cantitativ, probabilitatea ca intr-un anumit interval de timp determinat sa se produca - la nivelul sistemului respectiv - o avarie majora sau un eveniment generator de avarie majora.
Experienta activitatii productive atesta ca, chiar si in conditiile celor mai severe si avansate masuri de securitate tehnica, respectiv de prevenire a avariilor majore, factorii de risc nu pot fi eliminati in acceptiune absoluta, de aici rezultand actualitatea problemelor referitoare la evaluarea apriorica a nivelurilor de risc inca suportabile la scara societatii si la determinarea riscului acceptabil in conditiile particulare ale exploatarii diferitelor echipamente tehnologice.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |