Masini de severuit.
Severuirea se aplica danturii rotilor dintate cu dinti drepti sau inclinati, folosindu-se pentru prelucrare o scula denumita sever, care are forma unei roti dintate sau cremaliere. Procesul de aschiere se realizeaza in timpul angrenarii intre roata-piesa si scula. Dantura sculei este prevazuta cu canale pe inaltimea dintelui, ale caror muchii indeparteaza adaosul de prelucrare de pe flancurile danturii piesei. Ansamblul piesa-sever formeaza un angrenaj elicoidal intre flancurile caru-ia exista o alunecare in directie longitudinala. Pentru prelucrarea danturii drepte severul-roata are dantura inclinata, iar pentru dantura inclinata severul poate avea dantura dreapta sau inclinata. Axele sculei S si piesei P se incruciseaza sub un unghi δ = βp - βs (fig. 16.31) cuprins intre 5 si 45s, recomandandu-se a fi 10 15s. Viteza relativa de alunecare care apare de-a lungul flancurilor este egala cu viteza de aschiere, conform relatiei
vas= vtp, sin βp - vts · sin βs (16.37)
![]() Din conditia ca proiectiile
celor doua viteze periferice pe normala la dinte sa fie egale vtp · cos βp = vts
· cos βs rezulta relatia
Din conditia ca proiectiile
celor doua viteze periferice pe normala la dinte sa fie egale vtp · cos βp = vts
· cos βs rezulta relatia
(16.38)
astfel, ca dupa inlocuirea sa in relatia (16.37), rezulta
vas = vts(cos βs. tg βp - sin βs), (16.39)
in functie de care se determina turatia severului
![]()
(16.40)
 Pentru a se exprima cazul general al
angrenajului format de roata-piesa si roata-sever, avand
unghiurile βp, respectiv βs de inclinare a
danturii pe cercurile de divizare, unghiul δ se calculeaza cu
relatia δ = βp
± βs. Semnul plus se considera cand sensul de inclinare al
dintilor este acelasi, respectiv minus pentru sensuri diferite. Din
aceasta cauza la numitorul relatiei (16.40) trebuie considerat
semnul dublu plus-minus.
Pentru a se exprima cazul general al
angrenajului format de roata-piesa si roata-sever, avand
unghiurile βp, respectiv βs de inclinare a
danturii pe cercurile de divizare, unghiul δ se calculeaza cu
relatia δ = βp
± βs. Semnul plus se considera cand sensul de inclinare al
dintilor este acelasi, respectiv minus pentru sensuri diferite. Din
aceasta cauza la numitorul relatiei (16.40) trebuie considerat
semnul dublu plus-minus.
Pentru realizarea procesului de aschiere, pe langa cele doua miscari de rotatie A si A', cu vitezele tangentiale vtp si vts sunt necesare inca doua miscari: de avans longitudinal si de avans radial. in functie de directia miscarii de avans B executata de catre piesa (fig. 16.32) sau scula, exista trei metode de severuire:
metoda longitudinala (fig. 16.32, a), la care miscarea de avans B se efectueaza pe directia Δ in lungul axei piesei (cu avans axial) cu viteza ω1:
metoda diagonala (cu avans oblic), la care miscarea B (fig. 16.32, b) se efectueaza pe directia Δ inclinata cu unghiul ψ fata de axa piesei;
metoda transversala (cu avans tangential), la care miscarea B (fig. 16.32, c) se realizeaza pe directia Δ, perpendicular pe axa rotii-piesa.
Directia miscarii de avans B si viteza acesteia ωl influenteaza productivitatea prelucrarii, calitatea suprafetei prelucrate si durabilitatea sculei. Din acest punct de vedere metodele in diagonala si transversala sunt superioare metodei longitudinale.
Miscarea de avans radial este necesara pentru indepartarea intregului adaos de prelucrare (0,1-0,3 mm pe flanc). Aceasta este o miscare periodica se efectueaza de catre piesa sau scula. De asemenea, pentru ca aschierea sa se produca, intre flancurile in angrenare se creeaza o presiune prin miscarea radiala a severu1ui, micsorand astfel distanta intre axe, sau prin franarea rotii antrenate (piesa sau scula).
Masinile de severuit care folosesc sever-roata se caracterizeaza printr-o constructie si o cinematica simpla. Dupa dispunerea axelor sculei si piesei, acestea sunt orizontale, pentru roti dintate mici si mijlocii, si verticale pentru roti mari.
La masinile orizontale, severul este dispus deasupra, dedesubt sau in spatele rotii-piesa, la toate acestea severul antreneaza piesa.
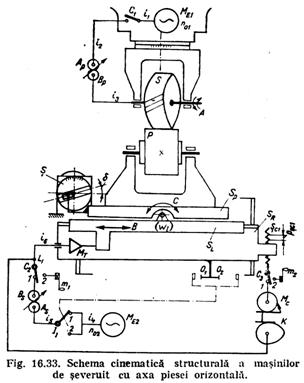
In figura 16.33 este reprezentata schema cinematica structurala a masinilor de severuit cu severul dispus deasupra piesei.
Lantul cinematic principal este antrenat de motorul ME1 si reglat prin rotile de schimb AP, si BP,, al caror raport se determina cu formula
![]()
 ns (16.41)
ns (16.41)
![]()
unde
reprezinta constanta lantului cinematic, iar ns are valoarea determinata de relatia (16.40).
Miscarea de avans B, cu viteza de avans ω1 o executa roata-piesa impreuna cu sania longitudinala SL, antrenata de motorul ME2, prin rotile de schimb AS si BS si mecanismul MT de transformare a miscarii de rotatie in miscare de translatie.
Viteza ωl se exprima prin ωl = sz·zp·np unde sz este avansul pe dinte, zp - numarul de dinti ai piesei, np - turatia piesei. Turatia np rezulta din relatia np·zp,= ns·zs, in care turatia ns a sculei este data de relatia (16.41). Efectuandu-se inlocuirile, din relatiile de mai sus rezulta
![]()
 (16.42)
(16.42)
Pe de alta parte, considerand ca mecanismul MT este de tip surub-piulita, avand pasul psc si turatia nsc, din lantul cinematic de avans rezulta
ω1 = nscpsc, (16.43)
![]() unde
unde
Inlocuind valoarea lui nsc in relatia (16.43) si dupa egalarea acesteia cu relatia (16.42) rezulta
![]()
(16.44)
unde este constanta lantului cinematic de avans
longitudinal. in relatia (16.44), in locul avansului pe dinte sz se poate folosi avansul pe rotatie s=sz· zp,, care, din punct de vedere tehnologic, se prescrie functie de duritatea materialului piesei, unghiul βp, si clasa de precizie a prelucrarii.
Inversarea sensului miscarii B se realizeaza prin inversorul mecanic Il sau a sensului de rotatie a motorului ME2, inversare comandata prin opritoarele O1 si O2, fixate pe sania SL.
Lantul cinematic de avans radial primeste miscarea din punctul L1, fiind format din cama K, mecanismul cu clichet Mc si surubul conducator Sc1. Numarul de dinti zs peste care trece clichetul se determina in functie de marimea avansului radial Sr
La masinile de severuit destinate prelucrarii pieselor mari, miscarea periodica de avans se efectueaza de catre sever, iar miscarea principala de rotatie de catre piesa.
Majoritatea masinilor de severuit au posibilitatea prelucrarii danturii modificate prin bombarea flancului (v. fig. 16.39, b). Aceasta se realizeaza in timpul miscarii de avans longitudinal B, modificand distanta dintre axa severului si axa piesei printr-o pendulare a axei acesteia (fig. 16.33).
Miscarea de pendulare C este imprimata mesei S1, de catre sablonul Sp fixat de batiul masinii. Acesta se inclina cu unghiul δ, determinat, in principal, in functie de marimea bombarii.
Realizarea bombarii flancului este posibila si prin folosirea unor severe cu linia flancului modificata.
In practica prelucrarii de finisare a rotilor dintate se folosesc si masini pentru severuirea danturii interioare, insa acestea au o raspandire restransa. De asemenea masinile pentru prelucrarea cu severe-cremaliera au o raspandire restransa din cauza unor dificultati de ordin cinematic si constructiv.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
