
ACCESORIILE UNUI BLOC DE CILINDRI
Fiecare bloc de cilindri dispune de o serie de accesorii pentru buna functionare.
Acestea sunt:
dispozitive de siguranta;
robinete de purjare;
dispozitive pentru luat diagrame;
valvule de introductie;
demarorul;
aparate de masura si control.
DISPOZITIVE DE SIGURANTA
Pentru preintampinarea deteriorarii corpului masinii, datorita cresterii presiunii aburului peste limita admisa se monteaza pe cilindru sau pe capacul masinii dis-pozitive de siguranta. Dintre aceste dispozitive fac parte supapele de siguranta, care deschid automat orificiul de evacuare in atmosfera. Presiunea in cilindru la sfarsitul compresiei poate sa creasca datorita nefunctionarii in bune conditii a organelor de distributie sau pe timpul manevrelor de plecare si acostare. Fiecare cilindru este prevazut cu cate 2 supape de siguranta. Supapa de siguranta montata pe capacul inferior al cilindrului asigura evacuarea apei ce s-ar forma eventual prin condensare, in spatiul inferior al cilindrului.
ROBINETE DE PURJARE
Atunci cand masina nu e bine incalzita, aburul intra in cutia sertarelor si apoi in cilindru se condenseaza la contactul cu peretii reci ai masinii.
Pentru eliminarea acestui condensat se folosesc robinete de purjare care se monteaza cate 2 la fiecare cilindru (spatiul superior si spatiul inferior).
DISPOZITIV PENTRU LUAT (RIDICAT)
DIAGRAME
Dispozitivele pentru luat diagrame la masina cu aburi se fixeaza prin intermediul unor racorduri pe capul cilindrului. Dispozitivul pentru luat diagrame e dotat cu un indicator, cu care verifica buna functionare a masinii, inregistrand variatia presiunii aburului in cilindru, necesar pentru determinarea puterii masinii. Dispozitivele indicatoare se monteaza in dreptul spatiilor moarte ale cilindrului.
VALVULA DE INTRODUCTIE
Aceasta serveste la introducerea aburului proaspat in masina si la reglarea functionarii masinii. Valvula se monteaza pe cutia sertarului de la cilindrul de inalta presiune. Aceasta valvula se mai numeste si valvula principala de mane-vra, deoarece prin intermediul ei se executa toate manevrele masinii.
SUPAPA PENTRU ADMISIE SUPLIMENTARA
A ABURULUI (DEMARORUL)
Demarorul serveste la pornirea masinii atunci cand sub actiunea aburului introdus prin valvula principala nu porneste din cauza ca pistonul de inalta presiune s-ar afla aproape sau chiar la unul din punctele extreme. Demarorul permite introducerea directa a aburului in sertarul de medie presiune sau chiar de joasa presiune. Din punct de vedere constructiv demarorul e asemanator unei valvule de dimensiuni mici. Montarea demarorului se face la punctul de co-manda al masinii pe tubulatura de introductie ce se racordeaza la valvula prin-cipala si in continuare la sertarele de medie si de joasa presiune.
APARATE DE MASURA SI CONTROL
Pe un bloc de cilindri se intilnesc urmatoarele aparate de masura si control:
manometre;
manovacuumetre (tubulatura de evac CJP);
vacuummetre (condensor - vidul);
termometre;
tahometre.
PIERDERILE IN MASINA CU ABUR
Procesul real de transformare a energiei termice in lucru mecanic in masina cu abur e insotit de pierderi. Pierderile de caldura la functionarea masinii cu abur reala sunt de 2 feluri: pierderi termice si pierderi mecanice.
Pierderile termice se datoresc constructiei imperfecte a masinii cu abur.
Un Kgf de abur dezvolta un lucru mecanic mai mare atunci cand lucreaza intr-o masina ideala, ce functioneaza dupa un ciclu Rankine, decat atunci cand lucreaza intr-o masina reala.
Aceasta se datoreaza pierderilor termice din masina reala, conditionat de:
micsorarea presiunii si a temperaturii aburului in tubulatura principala;
laminarea aburului (la introductie) in organele de distributie;
destinderea incompleta a aburului in cilindrii masinii;
caderea de presiune intre cilindru si condensator la evacuarea aburului utilizat;
influenta spatiului mort si comprimarea aburului in cilindrii masinii;
pierderile de abur de la presetupe si armaturi, pe la inelele de etanseitate ale pistoanelor si organelor de distributie a aburului etc.
In afara de pierderile termice, la masina cu abur mai exista si pierderi mecanice cauzate de frecarile dintre piesele in miscare. Aceste pierderi mecanice sunt luate in considerare la calculul randamentului mecanic al masinii cu abur.
Atat pierderile termice, cat si cele mecanice nu pot fi complet inlaturate. Acestea pot fi insa micsorate. De aceea e necesar sa se determine cauzele si valoarea pier-derilor si sa se actioneze prin mijloace eficace pentru reducerea lor la minimum posibil.
PIERDERILE IN TUBULATURA
PRINCIPALA DE ABUR
Pierderile in tubulatura principala de abur, intre caldare si masina, nu apartin nemijlocit masinii, dar influenteaza asupra economicitatii ei. In micsorarea debitului prin tubulatura, de la caldare pana la masina, aburul sufera pierderi de presiune si scaderi de temperatura.
Pierderile de presiune a aburului pe tubulatura, de la caldare la masina, e inevitabila, fiind cauzata de rezistentele hidrodinamice pe care aburul le intampina la trecerea prin aceasta tubulatura, cum sunt: frecarea aburului de peretii interiori, rezistentele armaturilor, ale coturilor tubulaturii etc.
Valoarea pierderilor de presiune a aburului in tubulatura depinde de lungimea acesteia si de viteza de scurgere a aburului .
Racirea
aburului prin tubulatura depinde in general de calitatea izolatiei si atinge
valoarea:![]() . Calitatea tubulaturii principale se caracterizeaza prin
randamentul sau
. Calitatea tubulaturii principale se caracterizeaza prin
randamentul sau ![]() , care este cuprins, in conditii normale de izolare,
intre limitele:
, care este cuprins, in conditii normale de izolare,
intre limitele:![]() . Pentru micsorarea pierderilor in tubulatura principala de
abur, trebuie luate urmatoarele masuri: 1)dispunerea masinii aproape de
caldare, micsorand astfel lungimea tubulaturii, numarul coturilor si al
armaturilor ei; 2)sectiunea tubulaturii sa fie suficient de mare; 3)izolarea
tubulaturii sa fie efectuata cu un material de buna calitate si suficient de
gros.
. Pentru micsorarea pierderilor in tubulatura principala de
abur, trebuie luate urmatoarele masuri: 1)dispunerea masinii aproape de
caldare, micsorand astfel lungimea tubulaturii, numarul coturilor si al
armaturilor ei; 2)sectiunea tubulaturii sa fie suficient de mare; 3)izolarea
tubulaturii sa fie efectuata cu un material de buna calitate si suficient de
gros.
In timpul exploatarii masinii trebuie sa se aiba in vedere ca toate valvulele de pe traseul tubulaturii de abur sa fie in intregime deschise, iar izolatia sa fie uscata si bine intretinuta.
PIERDERILE DATORATE LAMINARII
ABURULUI LA INTRODUCTIE
In timpul admisiei in cilindru, aburul intampina rezistenta din partea canalelor a cutiei sertarului cu cilindru. Gradul de destindere al acestor canale variaza in timpul functionarii masinii. Datorita ingustarii canalelor de legatura la admisie, viteza aburului creste, iar presiunea aburului scade, ceea ce indica existenta fenomenului de laminare (strangulare) a aburului.
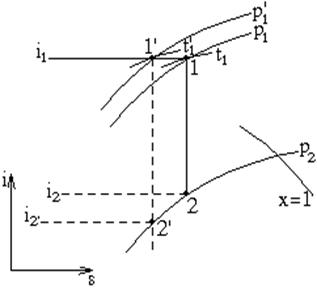
Fig.19. Diagrama i-s a fenomenului de laminare a aburului la admisie
In fig.19 s-a
reprezentat fenomenul de laminare a aburului in diagrama i-s, linia ![]() reprezentand laminarea
(strangularea) la admisie a aburului.
reprezentand laminarea
(strangularea) la admisie a aburului.
In acest fenomen
continutul initial de caldura al aburului ramane constant ![]() , iar presiunea scade
, iar presiunea scade ![]() . Caderea adiabatica de entalpie pana la laminare este
. Caderea adiabatica de entalpie pana la laminare este ![]() (linia
(linia ![]() ) mai mare decat dupa laminare (linia
) mai mare decat dupa laminare (linia ![]() ), care va fi egala cu:
), care va fi egala cu:
![]()
Aceste pierderi de caldura ating, in general, valorile de 1.2% din caderea adiabatica de entalpie in cilindru, daca acesta are o izolatie buna.
PIERDERI DATORATE DESTINDERII INCOMPLETE
A ABURULUI IN CILINDRUL MASINII
Pentru ca o masina sa lucreze dupa un ciclu teoretic Rankine e necesar ca aburul sa se destinda complet in cilindru, ceea ce ar necesita un volum foarte mare al cilindrului.
Aceasta
inseamna ca intr-o masina reala pres ![]() a aburului la
evacuarea din cilindru masinii nu poate fi egala cu presiunea
a aburului la
evacuarea din cilindru masinii nu poate fi egala cu presiunea ![]() din condensator si
intotdeauna
din condensator si
intotdeauna ![]() (fig2). Diferenta
acestor presiuni
(fig2). Diferenta
acestor presiuni ![]() asigura evacuarea aburului
din cilindrul masinii prin invingerea tuturor rezistentelor intalnite in
canalele de evacuare.
asigura evacuarea aburului
din cilindrul masinii prin invingerea tuturor rezistentelor intalnite in
canalele de evacuare.
In fig.20 si 21 e prezentat ciclul
teoretic cu destindere incompleta a aburului, in diagramele p-V si respectiv
T-s pentru abur supraincalzit, de la presiunea initiala ![]() la presiunea finala
la presiunea finala ![]() .
.
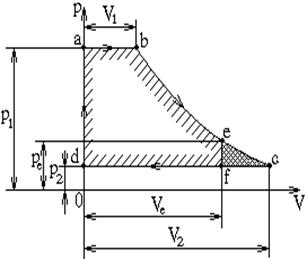
Fig. 20 Ciclul teoretic al masinii cu abur si destindere incompleta a aburului, in diagrama p-V
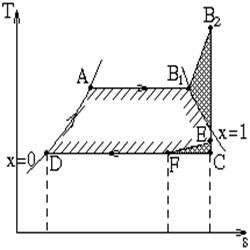
Fig. 21 Ciclul teoretic al masinii cu abur si destindere incompleta a aburului, in diagrama T-s
In
fig.20 suprafat a-b-c-d-a reprezinta lucrul mecanic teoretic al unui Kgf de
abur cu destindere incompleta pana la pres ![]() .
.
In fig.21 suprafata A-B1-B-E-F-D corespunde cantitatii de caldura A1, echivalenta cu lucrul mecanic teoretic dezvoltat de un Kgf de abur luandu-se in consideratie pierderile datorate destinderii incomplete a aburului.
In
fig.20 si 21 celelalte notiuni reprezinta: liniile e-f si E-F-transformari
izocore prin destinderea incompleta a aburului; ![]() ,
, ![]() si
si ![]() -volume specifice ale aburului corespunzatoare la admisia in
cilindru, la sfarsitul destinderii complete.
-volume specifice ale aburului corespunzatoare la admisia in
cilindru, la sfarsitul destinderii complete.
Pierderile de lucru mecanic datorate destinderii incomplete a aburului se reprezinta in diagrama p-V prin suprafata e-c-f-e, iar caldura echivalenta acestei pierderi de lucru mecanic se reprezinta in diagrama T-s prin suprafata E-C-F-E.
In
conditiile de la nave, unde toate gabaritele masinilor sunt limitate, e necesar
ca la alegerea volumului cilindrilor masinilor cu abur care lucreaza cu abur la
presiuni ![]() gradul de destindere
al aburului sa nu depaseasca limitele
gradul de destindere
al aburului sa nu depaseasca limitele ![]() . La masinile moderne, cu parametri inalti, gradul
de destindere al aburului poate atinge valoarea
. La masinile moderne, cu parametri inalti, gradul
de destindere al aburului poate atinge valoarea ![]() . Gradul de destindere al aburului in cilindri cu destindere
incompleta (fig 20), reprez raportul:
. Gradul de destindere al aburului in cilindri cu destindere
incompleta (fig 20), reprez raportul:
![]()
In
masinile cu destindere multipla, procesul de lucru al aburului se realizeaza in
cativa cilindri, de aceea gradul de destindere reprezinta raportul dintre
volumul cilindrului de joasa presiune ![]() si volumul cilindrului
de inalta presiune
si volumul cilindrului
de inalta presiune ![]() :
:
![]()
unde
![]() - gradul de umplere al
cilindrului de inalta presiune.
- gradul de umplere al
cilindrului de inalta presiune.
In
cilindru cu destindere incompleta a aburului, presiunea ![]() se determina prin
raportul volumului
se determina prin
raportul volumului ![]() si de aceea, pentru
determinarea lui
si de aceea, pentru
determinarea lui ![]() e bine sa se
foloseasca diagrama i-s (fig.22). In aceasta figura punctul 1 se gaseste
la intersectia izobarei
e bine sa se
foloseasca diagrama i-s (fig.22). In aceasta figura punctul 1 se gaseste
la intersectia izobarei ![]() cu izoterma
cu izoterma ![]() si izocora
si izocora ![]() . Din punctul 1 se duce o perpendiculara pe abscisa OS, pana
se intretaie cu izocora
. Din punctul 1 se duce o perpendiculara pe abscisa OS, pana
se intretaie cu izocora ![]() si se determina
punctul E, definit de presiunea
si se determina
punctul E, definit de presiunea ![]() si entalpia
si entalpia ![]() .
.
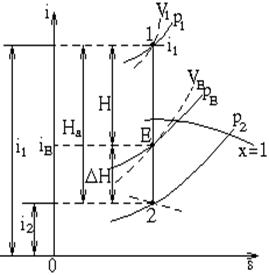
Fig. 22. Variatia caderii adiabate prin destinderea aburului de la presiunea ![]() pana la presiunea
pana la presiunea ![]() si
si ![]()
Daca
avem un ciclu cu destinderea completa a aburului pana la presiunea ![]() , iar daca ciclul s-ar realiza cu destinderea completa numai
pana la punctul E, atunci pierderea caderii adiabate la destinderea completa a
aburului va fi egala cu:
, iar daca ciclul s-ar realiza cu destinderea completa numai
pana la punctul E, atunci pierderea caderii adiabate la destinderea completa a
aburului va fi egala cu:
![]()
La
masinile moderne aceasta pierdere de caldura (lucru mecanic) atinge
valoarea de 12.16 % din caderea adiabatica ![]() , adica
, adica ![]() .
.
In acest caz randamentul ciclului teoretic cu destindere incompleta a aburului fata de randamentul teoretic al ciclului Rankine va fi mai mic datorita pierderii caderii adiabate.
Pentru ridicarea randamentului instalatiei de forta cu abur, in unele instalatii de forta cu abur se monteaza intre cilindrul de joasa presiune al masinii si condensator o turbina de joasa presiune care sa lucreze cu abur prelucrat din masina. Acest tip de instalatie de forta combinata isi gaseste o larga intrebuintare la navele moderne.
PIERDERI LA EVACUAREA ABURULUI
IN CONDENSOR
Aburul prelucrat in masina fiind evacuat in condensator intampina anumite rezistente pe tubul de evacuare, datorita carui fapt apare o diferenta de presiune (fig23). Aceasta cadere de presiune constituie pierderea de presiune la evacuarea aburului in condensator si este egala cu:
![]() unde
unde![]() -presiunea medie la evacuarea aburului din cilindru.
-presiunea medie la evacuarea aburului din cilindru.
Fig. 23. Pierderi la evacuarea aburului in condensator
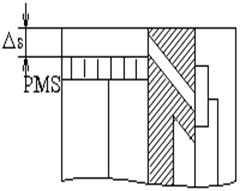
Fig. 24. Volumul spatiului mort
De obicei caderea de pres care are loc la evacuarea aburului din condensator este cuprinsa intre limitele:
![]() .
.
In
acest caz pierderea de lucru mecanic corespunzatoare caderii de presiune ![]() se reprezinta grafic
prin suprafata hasurata
se reprezinta grafic
prin suprafata hasurata ![]() .
.
PIERDERI DIN CAUZA SPATIULUI MORT
SI A COMPRIMARII ABURULUI IN MASINA
Fiecare
cilindru de abur al masinii are spatii moarte, care se compun din volumul
canalului de abur si din volumul dintre piston si capac, atunci cand pistonul
se afla in punctul mort. De exemplu pentru masina verticala monocilin-drica
inaltimea spatiului mort e notata cu ![]() , asa cum se vede in figura 24, iar volumul spatiului mort
consta din volumul dintre capac si piston plus volumul canalului de abur.
, asa cum se vede in figura 24, iar volumul spatiului mort
consta din volumul dintre capac si piston plus volumul canalului de abur.
Umplerea cu abur a volumului spatiului mort se asigura cu o cantitate suplimentara, care mareste consumul total de abur pentru cilindru.
Acest volum se numeste mort pentru ca el e limitat la suprafetele moarte neu-tilizate ale cilindrului de abur si ale canalului de abur care joaca rol activ in schimbul de caldura cu aburul de admisie la evacuare, marind astfel pierderea de caldura. Pentru fiecare spatiu al cilindrului se determina marimea volumului mort, dupa desen sau umpland spatiul cu apa (in cazul in care volumul este etansat perfect). El nu trebuie sa fie prea mare.
Daca se tine seama de marimea volumului spatiilor moarte la masinile reale cu abur, rezulta ca fata de masina fara aceste spatii va trebui sa se consume o cantitate mai mare de abur. Prin urmare e nevoie de o cantitate suplimentara de abur, ce constituie pierderea datorata existentei spatiului mort, abur necesar umplerii acestui spatiu.
Pentru micsorarea consumului de abur necesar umplerii spatiului mort se procedeaza la intreruperea anticipata a evacuarii aburului care a lucrat in cilindru. Aburul utilizat ramas in cilindru este comprimat de piston in fiecare parte a cilindrului si ca urmare se micsoreaza consumul de lucru mecanic suplimentar, necesar comprimarii aburului ramas in cilindru. In acest fel, in locul pierderilor datorate existentei spatiului mort apare o pierdere de lucru mecanic consumat pentru comprimarea aburului, fapt ce prezinta avantaje, deoarece aceasta pierdere este mai mica decat in primul caz.
O parte din aburul comprimat umple partial volumul spatiului mort cand pistonul se afla intr-o pozitie extrema; in afara de aceasta, prin comprimare, pe langa ridicarea temperaturii aburului se incalzesc si suprafetele interioare ale spatiului mort inaintea admisiei aburului proaspat ceea ce determina micsorarea pierderii cauzate de schimbul de caldura. De asemenea, datorita comprimarii fortelor de inertie ale organelor mobile care participa la miscarea alternativa (piston, tija, patine etc.) sunt anihilate (partial sau total), ceea ce face ca masina sa aiba o functionare lina (normala), fara trepidatii.
Umplerea spatiului mort necesita un consum suplimentar de abur proaspat. Prin urmare pierderea din cauza spatiului mort nu poate fi complet inlaturata. De aceea pierderea totala datorata comprimarii si existentei spatiului mort reprezinta 4.5 % din pierderea termica adiabatica a fiecarui cilindru.
PIERDERI DATORATE SCHIMBULUI DE CALDURA
INTRE ABUR SI PERETII CILINDRULUI
In timpul functionarii masinii, toate suprafetele interioare ale canalelor de abur, ale cilindrului, ale capacelor, pistoanelor si tijelor acestora vin in contact cu aburul de diferite temperaturi si de aceea si temperatura lor este diferita. Diferenta de temperatura dintre abur si peretii cilindrului creaza intre acestia un schimb permanent de caldura. Aburul in contact cu suprafata interioara se raceste si se transforma partial in condensat. Acest fenom, la primele curse ale pistonului, se numeste condensatie primara.
La sfarsitul destinderii si la evacuarea lui, aburul are o temperatura mai mica decat a suprafetei cu care intra in contact si deci schimbul de caldura are loc de la pereti la abur, iar condensatul de pe suprafatele incalzite se transforma din nou in abur. Acest fenom se numeste vaporizare secundara.
Vaporizarea secundara este daunatoare in cazul masinilor cu simpla expansiune, deoarece aburul secundar este evacuat direct in condensator si prin aceasta se reduce randamentul masinii. Daca masina este cu multipla expansiune, atunci vaporizarea secundara este mai putin daunatoare, intrucat caldura aburului secundar poate fi folosita partial in ceilalti cilindri. Dar si in masina cu multipla expansiune pierderea termica din cauza schimbului de caldura este suficient de mare. Valoarea pierderilor din cauza schimbului de caldura in masina cu abur depinde de dimensiunea suprafetei interioare cu care vine in contact aburul, de diferenta de temperatura a aburului la admisie si evacuare, de coeficientul global de transmitere a caldurii si de durata procesului schimbului de caldura.
Trebuie sa se tina seama de faptul ca cea mai mare pierdere din cauza schimbului de caldura se produce la admisie, cand aburul proaspat cu o temperatura ridicata transmite din caldura sa peretilor mai putin incalziti si cilindrului si celorlalte suprafete interioare cu care vine in contact direct.
Pierderile din cauza schimbului de caldura intre abur si peretii cilindrului s-au determinat experimental, stabilindu-se formule empirice.
Masurile care se iau pentru micsorarea acestor pierderi datorate schimbului de caldura sunt urmatoarele:
1) Folosirea aburului supraincalzit in masina. La functionarea masinii cu abur supraincalzit coeficientul global de transmitere a caldurii de la abur la peretii cilindrului este mult mai mic decat in cazul functionarii aburului saturat, de unde rezulta ca si peretii cilindrului transmit mai putina caldura mediului inconjurator. In afara de aceasta, aburul supraincalzit nu se condenseaza pe peretii cilindrului decat atunci cand temperatura atinge valoarea de saturatie. De aceea toate masinile principale lucreaza numai cu abur supraincalzit, iar temperatura de supraincalzire este si ea limitata de calitatea uleiului intrebuintat pentru ungerea interioara si de calitatea fontei din care sunt confectionati cilindrii. De obicei temperatura aburului supraincalzit nu depaseste 300 oC.
Pentru a mari randamentul masinilor auxiliare, care actioneaza grupuri electrogene, pompe de circulatie, ventilatoare etc., se foloseste abur supraincalzit, la o temperatura de supraincalzire destul de mica;
2) Folosirea expansiunii multiple a aburului in masina. La aceste masini caderea de temperatura a aburului (intre caldare si condensator) este repartizata pe mai multi cilindri, ceea ce duce la micsorarea diferentei de temperatura intre introducerea si evacuarea din fiecare cilindru si ca urmare se micsoreaza schimbul de caldura. In afara de aceasta, caldura pierduta in cilindrul anterior se va folosi in cilindrul urmator;
3)Marirea numarului de turatii la masina. Aceasta masura reduce durata de timp pentru schimbul de caldura intre aburul admis si peretii interiori ai cilindrului;
4)Folosirea distributiei aburului cu supape. In acest caz admisia si evacuarea abu-rului se realizeaza cu supape separate si pe canale diferite. In masinile inclinate se poate realiza un spatiu mort foarte mic si ca urmare suprafete mici, ceea ce reduce simtitor schimbul de caldura;
5)Folosirea comprimarii aburului utilizat. Prin comprimarea aburului se incalzesc suprafetele interne ale cilindrului inainte de admisie;
6)Folosirea supraincalzirii intermediare a aburului din tubul de legatura intre cilindrul masinii cu expansiune multipla;
7)Folosirea ungerii interne a cilindrului cu un strat subtire de ulei, al carui coeficient de transmitere a cald este foarte mic si se micsoreaza astfel schimbul de caldura;
8)Folosirea unui material rau conducator de caldura pentru izolarea exterioara a cilindrilor masinii.
PIERDERILE DE CALDURA IN MEDIUL
INCONJURATOR
Datorita conductibilitatii termice a materialului din care se confectioneaza cilindrul, o parte din caldura aburului care lucreaza in masina este transmisa me-diului inconjurator. Din aceasta cauza se micsoreaza energia aburului si se mare-ste temperatura aerului in compartimentul masinilor.
Pentru masinile cu o buna izolatie termica, aceasta pierdere nu trebuie sa depaseasca 1,0.1,5 %.
Masura cea mai eficienta pentru micsorarea acestei pierderi o constituie izolarea cilindrului masinii cu un strat de material izolant, avand o grosime suficienta. In timpul exploatarii trebuie urmarit ca izolatia masinilor sa fie bine uscata si sa nu fie deteriorata.
PIERDERILE DE CALDURA DIN CAUZA
SCURGERILOR DE ABUR
Pierderi considerabile de abur se produc si din cauza neetanseitatii la cutiile de etanseitate, la armaturi, la garniturile flanselor de legatura etc.
Pierderile datorate scurgerilor de abur la masinile cu sertare si supape nu pot fi inlaturate in intregime. Aceste pierderi se datoresc si utilizarii premature a materialelor dife-ritelor organe, care influenteaza asupra scurgerilor de abur. De aceea una din ma-surile importante pentru reducerea pierderilor consta in alegerea calitatii materialului de constructie a acestor organe.
In afara de aceasta mai trebuie luate urmatoarele masuri pentru a micsora scurgerile de abur, si anume:
folosirea garniturilor si a cutiilor de etanseitate de buna calitate, care sa reziste presiunii si temperaturii de regim a aburului;
folosirea uleiului de buna calitate pentru ungerea interioara a masinii, ceea ce micsoreaza uzura suprafetelor in contact;
supravegherea atenta a masinii, efectuarea la timp a reviziilor tehnice.
Prin respectarea acestor masuri pierderile datorate scurgerilor de abur se reduc foarte mult. La masinile moderne cu abur aceste scurgeri sunt reduse la maxim.
DIAGRAMA INDICATA A MASINII REALE
CU ABUR
In comparatie cu masina ideala, masina reala nu respecta ipotezele facute pentru studiul diagramei teoretice si ca urmare va exista o diferenta intre dia-grama ideala (teoretica) si cea reala (indicata). Diferenta aceasta e determinata de pierderile termice care au loc in masina cu abur reala.
Pentru a observa mai bine care e influenta pierderilor termice asupra diagramei ideale a masinii, se reprezinta in diagrama p-V diagramele indicata si teoretica ale masinii simple cu abur cu piston (fig.25).
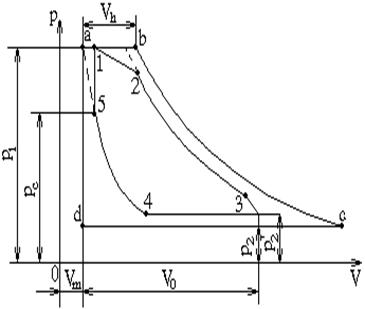
Fig. 25. Diagramele indicata si teoretica reprezentate
in diagrama p-V.
In fig. 25 s-a reprezentat diagrama indicata 1-2-3-4-5-1 care este dispusa in interiorul diagramei teoretice a-b-c-d-a pentru o masina care lucreaza dupa ciclul Rankine.
Notatiile din fig. 25 au urmatoarele semnificatii:
suprafata 1-2-3-4-5-1 este diagrama indicata care reprezinta lucrul util in masina reala;
suprafata a-b-c-d-a este diagrama teoretica care reprezinta lucrul teoretic in masina ideala;
![]() -presiunea aburului inaintea intrarii in cilindrul masinii;
-presiunea aburului inaintea intrarii in cilindrul masinii;
![]() -presiunea in condensator;
-presiunea in condensator;
![]() -presiunea aburului la evacuarea in condensator;
-presiunea aburului la evacuarea in condensator;
![]() -presiunea la sfarsitul comprimarii aburului prelucrat,
ramas in cilindrul masinii;
-presiunea la sfarsitul comprimarii aburului prelucrat,
ramas in cilindrul masinii;
![]() -volumul aburului intrat in cilindru la o singura cursa;
-volumul aburului intrat in cilindru la o singura cursa;
![]() -volumul util al cilindrului;
-volumul util al cilindrului;
![]() -volumul spatiului mort.
-volumul spatiului mort.
Raportul dintre suprafata diagramei indicate si suprafata diagramei teoretice se numeste randament indicat al cilindrului masinii reale.
Deosebirile principale dintre diagrama indicata si cea teoretica sunt urmatoarele:
1)Presiunea aburului la admisia in cilindru este intotdeauna mai mica decat presiunea avuta inainte la intrarea in cilindrul masinii, datorita pierderilor de presiune din cauza laminarii aburului.
2)Admisia aburului in cilindru nu este o transformare izobara, ci o politropa (1-2) datorita caderilor de presiune si temperatura din cauza laminarii aburului si respectiv a schimbului de caldura intre abur si organele masinii.
3)Expansiunea
aburului nu se face dupa o adiabata, ci dupa o politropa (curba 2-3) a carei
ecuatie este ![]()
4)Expansiunea aburului nu se efectueaza pana la capatul cursei pistonului, ci numai pana in momentul cand incepe deschiderea avansului la evacuare (punctul 3).
5)Linia (3-4) a evacuarii aburului din masina reala este situata mai sus decat linia presiunii din condensor (d-e), datorita pierderilor de presiune la evacuarea aburului in condensor:
![]()
6)Evacuarea aburului din cilindru inceteaza atunci cand incepe comprimarea (punctul 4), iar presiunea la sfarsitul comprimarii este :
![]()
7)Admisia aburului in cilindrul masinii incepe atunci cand pistonul inca nu a ajuns in pozitia extrema, adica in punctul 5, cand incepe momentul deschiderii avansului la introducerea aburului.
UNGEREA MASINILOR CU ABUR CU PISTON
Cand 2 corpuri in contact, intre care se exercita presiunea (p), aluneca unul pe altul, pe suprafata de portaj se dezvolta o forta de frecare care se opune deplasarii si care este datorita penetratiei mutuale a celor 2 corpuri sau mai bine zis a asperitatilor lor. Aceasta forta rezistenta este egala cu (pf) in care (f) e coeficientul de frecare, care depinde de valoarea presiunii pe cm2, de viteza deplasarii, de temperatura si in special de starea celor doua corpuri in contact.
Se micsoreaza (f) interpunand intre cele 2 corpuri ce se freaca, un lubrifiant, corp fluid care adera la cele 2 suprafete, astfel ca in realitate exista o glisare a celor doua pelicule de lubrifiant cu conditia ca presiunea pe unitatea de suprafata sa nu fie prea mare.
Lucrul de frecare absoarbe o parte din lucrul motor micsorand randamentul mecanic; in plus de lucrul de frecare depinde in mare parte si functionarea masinii. Acest lucru absorbit se transforma in caldura, incalzind piesele ce se freaca intre ele; cum frecarea creste cu temperatura, pot aparea deformatiuni, astfel o incalzire necombatuta creste, iar din aceasta cauza se poate ivi o uzura exagerata (gripare) sau chiar topirea metalului (o piesa incalzita trebuie intotdeauna sa fie vizitata). La articulatii, butonul se incalzeste mai tare decat cuzinetul, caci acesta din urma radiaza caldura sa in exterior. Trebuie deci ca butonul sa se construiasca dintr-un material mai putin dilatabil si sa i se lase joc suficient pentru a evita intepenirea in cuzinet prin dilatatii sau deformatii. Pe de alta parte, piesele care se freaca intre ele trebuie facute suficient de rigide, cu scopul de a para deformatiile provocate de frecari numai a unei parti din suprafata si care ar exagera presiunea locala pe cm2; deci nu e de ajuns a determina convenabil suprafata pieselor care se freaca, ci trebuie a face piesele suficient de rigide.
Interesul este de a reduce jocul, la valoarea minima pentru a micsora intensitatea socurilor de frecare, care e vatamatoare randamentul mecanic si provoaca in plus alterarea suprafetelor de portaj si deformarea pieselor; aceasta reducere nu poate fi admisa decat la valoarea care nu antreneaza cu sine incalzirea, apeland la un lubrifiant convenabil.
CALITATEA LUBRIFIANTULUI
Calitatile principale care se cer unui bun lubrifiant sunt:
a) Puterea de ungere (unguienta). O unsoare este un bun lubrifiant cand reduce la limita frecarea intre 2 suprafete metalice in contact, realizand o consumatie minima. Aceasta proprietate depinde atat de vascozitatea uleiului caracterizata prin coeziunea sa, cat si de proprietatea pe care o are uleiul de a se intinde pe suprafata metalica, adica de aderenta si de alunecare. Cu cat e mai mare vascozitatea cu atat formarea unui film subtire si continuu de ulei intre 2 suprafete in contact, la o anumita presiune specifica este mai lesnicioasa. In acelasi timp insa sporeste rezistenta de frecare interna a uleiului, iar travaliul creste.
b) Constanta proprietatilor chimice si mecanice ale uleiurilor. Un ulei bun lasat in aer nu trebuie sa se usuce si nici sa devina rasinos. La temperaturi mai mari el nu trebuie sa se oxideze, nici sa arda, transformandu-se in gudron asfalt etc.
c) Lipsa de aciditate. Uleiurile vegetale si animale contin deseori acid sulfuric provenit din rafinare, care ataca suprafetele de uns. Uleiurile minerale sunt aproape lipsite de acizi. Acizii organici care se formeaza in uleiurile vegetale la contactul cu oxigenul din aer sunt mai putin daunatori.
d) Uleiul trebuie sa fie pur si sa nu contina corpuri straine, praf etc. Aceste impuritati maresc frecarea si astupa aparatele si conductele de ungere.
e) Congelarea. Uleiul de uns nu trebuie sa inghete sau sa se intareasca la temperatura cea mai scazuta de intrebuintare, pentru ca sa patrunda cu usurinta fitilele de uns, sa treaca prin filtre si prin conducte etc.
DISPOZITIVUL PENTRU UNGERE EXTERNA
Lubrifiantul este adus la suprafete frecante prin tuburi si gauri de unsoare practicate intr-una din piese.
Uleiul interpus intre suprafete, intr-un strat extrem de subtire, se mentine prin afinitate, cu toata presiunea care tinde al expulza.
E necesar insa ca distributia lui sa se faca pe suprafete frecante in puncte diferite, astfel ca prin antrenare sa acopere complet aceste suprafete pana in punctele cele mai departate; distributia se face prin asa zisele picioare de paianjen, mici canaluri separate cu dalta pe suprafata de portaj.
Dispozitivul gaurilor de unsoare si al picioruselor de paianjen variaza dupa dispozitivul pieselor.
Conditiile ce trebuie sa le indeplineasca sunt:
uleiul sa poata patrunde efectiv in punctele unde presiunea este cea mai mica;
piciorusele de paianjen (santurile de unsoare) sa strabata convenabil suprafata, oprindu-se la o anumita distanta la bordurile pieselor, pentru a evita scurgerea in exterior.
Piciorusele de paianjen la glisiere sunt formate din simple canaluri dispuse perpendicular pe directia deplsarii patinei si servesc drept rezervoare in care se acumuleaza uleiul pentru a fi luat de patina in trecerea sa. In plus, patina poarta in general pe partea de jos un pieptene de alama care la fiecare sfarsit de cursa patrunde intr-o cutie fixata pe partea de jos a glisierei, din care ia ulei pentru a-l raspandi pe glisiera in cursa ridicatoare.
SISTEME DE UNGERE
Pentru transportarea lubrifiantului intre suprafetele metalice in contact, in scopul de a forma un strat de o anumita grosime de lubrifiant, se folosesc diferite sisteme de ungere:
a. - ungere cu ulei;
b. - ungere cu unsoare consistenta;
c. - etc.
Aceste sisteme trebuie sa indeplineasca urmatoarele conditii:
a. - fiecare element din sistemul de ungere (pompe, conducte,
filtre, etc.) trebuie sa prezinte siguranta in functionare;
b. - existenta si siguranta in functionare a dispozitivelor de
semnalizare pentru supravegherea modului de lucru si de control;
c. - periodicitatea sau continuitatea ungerii cu un consum minim
de lubrifiant;
d. - posibilitatea reglarii si automatizarii ungerii.
SISTEME DE UNGERE CU ULEI
Aceste sisteme de ungere se impart in:
- sisteme de ungere libera;
- sisteme de ungere fortata.
Sistemele de ungere libera se subimpart in:
ungerea cu cana de ulei;
ungerea cu ungatorul cu fitil;
ungerea cu ungatoare prin picurare cu ac;
ungerea cu inele;
ungerea prin barbotaj;
ungerea prin gravitatie.
In sistemele de ungere fortata, ungerea se face sub presiune, in circuit
deschis sau inchis.
UNGEREA LIBERA
A. Ungerea cu cana se realizeaza prin turnarea uleiului cu ajutorul unei cani de ulei in diferite puncte de ungere prin orificii special prevazute. Prin ungerea cu cana se produce o pierdere de ulei, iar dozajul de ulei este nesigur. La acest sistem de ungere fiecare orificiu trebuie sa fie prevazut cu capac deasupra, pentru a impiedica patrunderea prafului si a murdariilor, inlaturind astfel infundarea canalelor de ungere.
B. Uleiul trebuie sa intre in articulatii in cantitati foarte mici si foarte regulat. Ungerea se face automat, prin ajutorul ungatoarelor plasate in partea superioara a masinii. Ungatoarele sunt cu fitil si cu cocatrex (cu picurare prin ac).
Ungatoarele cu fitil (fig. 26) se compun dintr-un vas, al carui fund este prevazut cu unul sau mai multe orificii in care sunt lipite tuburile scurte (T) avand capul inferior taiat oblic, iar cel superior deasupra nivelului maxim(V, V1) de ulei din cutie. In interiorul tubului (T) se introduce un fitil dintr-o tesatura slab rasucita de lana sau bumbac (f) prins cu o sirma in felul in care este aratat in figura; uleiul se scurge prin fitil, filtrandu-se in acelasi timp, cazand in picatura in capul tubului (T) care il conduce la articulatie. In acest caz ungerea se face prin picurare. Cu cit nivelul uleiului in ungator este mai ridicat, cu atit cantitatea de ulei ce se scurge prin fitil este mai mare. Pentru a avea o ungere absolut regulata trebuie ca nivelul sa se mentina constant.
Ungatoarele cu fitil sunt simple si ieftine, prezentind insa unele dezavantaje ca: reglarea greoaie a debitului, micsorarea debitului prin scaderea nivelului de ulei sau infundarea capilarelor firelor, etc. Ungatoarele cu fitil pot fi si mai complicate ca de exemplu, cu scurgere reglabila, cu scurgere uniforma mentinuta automat, etc.
Ungerea cu cocatrex (ungator prin picurare cu ac) figura 27, consta dintr-un con manevrabil printr-o tija care deschide orificiul de scurgere al uleiului si permite reglarea debitului.
Din cutiile de unsoare asezate pe partea superioara a masinii, uleiul cade vizibil in tuburile de ungere care-l conduc la diversele articulatii. Diametrul tuburilor de ungere este de cca. 15.20 mm; tuburile nu trebuie sa prezinte sifoane ceea ce ar crea un debit intermitent; nici parti orizontale sau putin inclinate care la ruliu micsoreaza eficacitatea ungerii. Curatarea acestor tuburi se face printr-un jet de vapori. Daca una din piesele de articulatie este fixata (cazul cuzinetilor de pat) tubul de ungere este prins pe ea, in dreptul unui orificiu care corespunde la suprafata de frecare, pentru scurgerea uleiului.
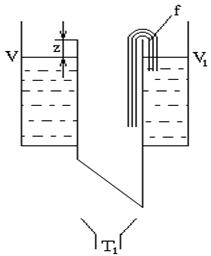
Fig. 2 Fig. 27.
C. Ungerea cu inele se efectueaza prin unul sau mai multe inele sau lantisoare care antreneaza lubrifiantul din rezervorul inferior al palierului la cuzinetii superiori ai acestuia. Este un sisteme de ungere in sistem inchis si fara presiune. Ungerea este fluida si se realizeaza cu lubrifianti lichizi de viscozitate medie. Debitul ungerii se regleaza automat: cind turatia fusului (axului) creste, inelul se roteste mai repede si aduce cu el mai mult ulei. Uleiul circula din rezervor pe ax (fus) si apoi cade iar in rezervor.
Ungerea cu inele libere poate fi utilizata numai la o rotire continua a fusului la cel putin 50 - 60 rot./min.
D. Ungerea prin barbotaj se efectueaza prin improscarea lubrifiantului pe suprafetele de frecare; agitatia lubrifiantului datorindu-se unor corpuri in miscare ale caror suprafete de contact trec prin baia de ulei. Se intrebuinteaza in special pentru angrenajele cu roti dintate si cu melc, care se gasesc dispuse in baile de ulei (cartere inchise).
Baile de ulei trebuiesc a fi prevazute cu indicatoare de nivel din sticla, plasate la exterior; iar pentru ungerea prin barbotaj trebuie sa se utilizeze uleiuri cit mai stabile din punct de vedere chimic.
E. Ungerea prin gravitatie reprzinta ungerea ce se efectueaza prin scurgerea libera a uleiului dintr-un rezervor si se foloseste in general pentru ungerea in grup putind deservi mai multe puncte de ungere deodata.
9.4.2. UNGEREA FORTATA
Cand supravegherea functionarii pieselor masinii, prin contact cu mana, nu se poate face si mai cu seama piesele nu sunt prea vizibile, se prefera ungerea fortata. Sosirea uleiului in articulatii fiind asigurata, atat incalzirea cat si bataile sunt mai putin de temut. O pompa miscata de masina sau independenta, aspira uleiul din partea de jos a carterului si il refuleaza sub presiune in articulatii (cuzineti de pat, butonul manivelei, capul de cruce, glisiere, cuzineti de impingere) de unde uleiul cade din nou in carter si este aspirat de pompa. Presiunea de refulare a uleiului este aproximativ 2Kg. Uleiul este trimis de pompa, printr-un tub, la cuzinetul de pat, de aici trece prin canelurile practicate in arbore, la bratul manivelei si in canalul central practicat in axa bielei, urcandu-se la articulatia piciorului bielei.
Ungerea fortata este folosita mai ales la ventilatoare si alte mici masini cu viteza mare de rotatie. Se mai aplica astazi si la masinile mari, turbine si MAI. In cazul masinilor mari, pompele de ulei pentru ungerea fortata fac parte dintr-un sistem mai complicat de ungere pentru a asigura in mod excelent ungerea si deci buna functionare a masinii.
Pentru a evita pierderile de ulei masinile care folosesc sistemul de ungere sub presiune sunt inchise ermetic.
La ungerea prin circulatie, conductele trebuiesc controlate permanent pentru a ne asigura ca uleiul ajunge la locurile de ungere. Deoarece, dupa iesirea din lagare uleiul este refolosit, trebuie sa fie stabil din punct de vedere chimic; in caz contrar, refolosirea lui produce distrugerea pieselor metalice cu care intra in contact, iar in prezenta apei si a particulelor de metal este favorizata formarea namolului de ulei. Intrucit in timpul functionarii uleiul este supus unor diferente mari de temperatura, se vor folosi uleiurile de calitate superioara.
Pompele folosite pentru deplasarea uleiului sunt de obicei de tipul pompelor cu roti dintate, insa se mai utilizeaza si pompe centrifuge, pompe cu palete sau pompe cu plonjere.
Pompele trebuie sa fie astfel amplasate, incit pe distanta de la rezervorul de ulei si pina la locul de ungere, numarul coturilor si al trecerilor de nivel sa fie minim.
Consumul de ulei la ungerea fortata este redus, deoarece sau micsorat foarte mult sau chiar eliminat complet pierderile de ulei, printr-o perfecta etansare a instalatiei.
SISTEME DE UNGERE CU UNSOARE CONSISTENTA
Ungerea cu unsoare consistenta, care se foloseste la lagarele de alunecare,
la ungerea rulmentilor de turatie mare, etc., se efectueaza in afara sistemului de ungere normala (ungerea manuala) cu diferite sisteme de ungereprin presiune.
Ungerea prin presiune se realizeaza prin:
ungatorul cu pilnie (Staufer);
ungatorul cu bila;
pompele manuale;
etc.
Ungerea manuala cu unsoare consistenta se realizeaza prin aplicarea
unsorii direct in locurile de ungere cu o lopatica. Acest sistem se foloseste pentru ungerea rotilor dintate, pentru glisiere, etc. Ungerea manuala este neuniforma. Lubrifiantul se inlocuieste dupa 5 - 6 zile, deoarece se murdareste si poate provoca uzura lagarelor in miscare.
Ungatorul cu pilnie (Staufer), este un dispozitiv inchis care protejeaza lagarul de praf si se poate utiliza in locuri greu accesibile.
Staufer-ul se compune dintr-un rezervor prevazut cu capac cu filet interior care prin insurubare determina refularea unei cantitati de unsoare din rezervorul ungatorului la locul de ungere, unde este montat.
Unsoarea folosita in acest ungator trebuie sa aiba o consistenta moale. Umplerea ungatorului cu unsoare consistenta se face o data la 4 - 5 zile.
Ungatorul cu bila se utilizeaza la alimentarea cu unsoare consistenta a punctelor de ungere alimentate central de la o instalatie sau, autonom. Ungerea se realizeaza cu o pompa de mina care, datorita presiunii dezvoltate, invinge rezistenta arcului si bila deschide orificiul de trecere a unsorii din pompa de mina spre punctul de ungere. La incetarea refularii unsorii, arcul readuce bila in locas si in acest fel este evitata patrunderea de corpuri straine in interiorul ungatorului.
Pompele manuale (tecalimite) pot fi de tipuri diferite. O pompa manuala se compune din: 1 cilindru, care se umple cu unsoare consistenta prin desurubarea unui capac (alta parte componenta) si scoaterea pistonului.
Dupa fixarea capacului, prin insurubarea tijei de actionare a pistonului, se transmite acestuia o miscare de translatie producind astfel presarea unsorii printr-un tub flexibil si prin capatul de alimentare al ungatorului patrunzind in acesta.
Pompa de ungere manuala (tecalimitul) se utilizeaza pentru alimentarea cu unsoare consistenta a diferitelor puncte de ungere, deservite de ungatoare cu bila, ungatoare in grup, etc.
UNGEREA MASINILOR CU ABUR
Sistemul de ungere al unei masini cu abur variaza dupa tipul masinii.
Nu se pot descrie toate sistemele posibile. Personalul de deservire trebuie sa cunoasca foarte bine sistemul de ungere al masinii sale, adica toate organele masinii care trebuiesc unse, organele unde ungerea trebuie sa fie mai redusa, dar neintrerupta si organele care se ung periodic, unde si cum se trimite lubrifiantul la toate aceste organe.
Organele masinii care trebuiesc supravegheate in permanenta si unse fara intrerupere sunt: pistonul si camasa cilindrului de care se freaca, lagarele de biela, capul de cruce, glisierele, lagarele principale, cutia sertarului (cind distributia este cu sertare), precum si organele corespunzatoare ale pompelor.
Pe linga aceasta trebuie sa se cunoasca bine partile sistemului de ungere, iar rezerva de lubrifiant sa fie completata periodic sau pe masura ce lubrifiantul se consuma in mod vizibil. Aceste parti sunt: rezervoarele de ulei, paharele de ulei, rezervorul de ungere si circulatie, dispozitivele de ungere sub presiune, rezervoarele de ulei ale lagarelor principale, iar la ungerea cu inele, rezervoarele angrenajelor cu roti dintate, etc.
Ungerea organelor masinii cu abur trebuie asigurata prin dispozitive care permit patrunderea uleiului intre suprafetele aflate in frecare.
Alimentarea cu ulei a suprafetelor aflate in frecare se face cu ajutorul aparatelor mecanice de uns, sau cu o pompa de ulei, cind ungerea este sub presiune si in circuit inchis, asa cum s-a aratat si in paragrafele anterioare.
Cu cit ungerea este mai redusa, cu atit pelicula de ulei intre suprafete este mai subtire, astfel ca va exista totdeauna o usoara atingere metalica a suprafetelor respective.
O buna ungere a cuzinetilor se realizeaza prin taierea unor santuri (canale) tangentiale la capetele cuzinetilor.
La ungerea cu fitil, care este relativ saraca, uleiul se scurge in santina si se considera pierdut. Acest ulei insa se poate folosi dupa curatire pentru ungerea organelor de masini mai putin solicitate.
Ungerea cu fitil se mai intrebuinteaza si azi la masinile deschise unde uleiul este absorbit dintr-un recipient prin efectul capilar al fitilului care unge cuzinetul direct cu ajutorul unor tuburi de ungere.
Recipientul de ulei pentru lagarele de pat ale arborelui cotit, precum si pentru lagarele mobile este fixat pe capacul lagarului sau se toarna dintr-o bucata cu acesta. Cutia de ungere se umple manual. Cutiile de ungere se mai monteaza si in locuri ridicate si usor accesibile, de unde se alimenteaza lagarul prin tuburi de cadere care se prelungesc pina la capatul lagarului.
Pentru ungerea organelor masinii cu unsori consistente se folosesc Stauferele" (ungatoarele cu pilnie).
Elementele distributiei prin culisa se ung cu fitil; cutia de ulei este fixata pe tija excentricului si se umple cu cana de ulei. Pentru ungerea mai bogata se monteaza uneori sub excentric un jgheab din tabla, in care intra gulerul excentricului si se unge cu uleiul adunat in acest jgheab.
Glisiera capului de cruce se unge cu ulei, aproximativ pe la mijlocul cursei.
Uleiul scurs se colecteaza intr-un vas, in care se introduce un pieptene ungator, fixat la capatul de jos al patinei; acesta antrenind uleiul si transportindul la locul pentru ungere.
Lagarele de pat au cutia ungatoare chiar pe capac si ermetic inchisa pentru a nu cadea murdarie in ulei. La aceste lagare, ungerea se face cu melc, iar uleiul este antrenat de pe fundul cutiei si dus la suprafetele de frecare intr-un circuit continuu.
Tijele pistoanelor si ale sertarelor se ung din cind in cind cu mina sau, deseori se intrebuinteaza cutii ungatoare montate intr-un loc aflat mai sus, de unde uleiul vine prin cadere la bucsa de etansare a tijei, care are un inel ungator.
Lagarele care nu sunt accesibile in timpul functionarii masinii sau pe care nu se pot monta direct cutiile ungatoare (lagarele manivelelor capului de cruce) ale glisierei, ale pompei, ale tijelor de excentric, ale pietrelor de culisa etc. se ung de la un dispozitiv central de ungere, care are un numar mai mare de tuburi ungatoare cu fitil la o inaltime potrivita deasupra pieselor de uns.
Tuburile de la cutia centrala de ungere sunt aduse fie direct la locul si piesa de uns, fie se termina deasupra unei cupe de pe piesa respectiva, care este in miscare si de la care uleiul ajunge apoi la suprafetele aflate in frecare. Aceste cupe se fac suficient de lungi (in sensul miscarii), incit toate picaturile de ulei sa cada in ele. De obicei ele sunt acoperite cu o sita de sirma pentru a impiedica intrarea murdariei.
Cutiile ungatoare centrale pot avea in locul filtrelor robinete sau valvule mici, pentru reglajul alimentarii cu ulei. Cind se gasesc ambele dispozitive, valvula serveste pentru reglajul uleiului, iar robinetul, pentru oprirea ungerii.
Tuburile de ulei se astupa cu timpul din cauza ingrosarii uleiului cu praf si murdarie si trebuie spalate. Aceasta se face practic suflindu-se cu abur.
Ungerea organelor interioare (pistoanele si sertarele), precum si a altor organe interioare se realizeaza de obicei prin introducerea uleiului in picaturi in conducta de alimentare, inainte sau dupa valvula de manevra, de unde uleiul este antrenat de abue pina la suprafetele de frecare. Aceasta metoda isi atinge scopul numai in cazul in care uleiul este bine introdus in curentul de abur. Este foarte important ca uleiul sa fie bine pulverizat in abur si sa se scurga in picaturi pe pereti. de aceea ajutajul de pulverizare, de la capatul tubulaturii de ulei, trebuie introdus pina la jumatatea tubulaturii de abur.
Cind viteza aburului este mai mare, ajutajul trebuie sa aiba forma unei linguri cu partea sa convexa dispusa in jos. Cind trebuie sa introduca o cantitate mare de ulei in cilindru, teava se prevede cu gauri pe toata portiunea din tubulatura de abur si se sprijina la ambele capete. Teava nu trebuie sa fie montata in lugul tubulaturii de abur, deoarece in acest caz uleiul se prelinge pe peretii tubulaturii si numai o mica parte ar fi antrenata de abur.
In mod normal, teava de ulei se introduce in tubulatura de abur pina la distanta de 1,5 - 2 m. departare de ventilul de inchidere.
Cu cit viteza aburului in conducta este mai mare, cu atit teava de ulei trebuie sa fie mai departe de locul de ungere, pentru ca aburul sa poata pulveriza uleiul si invers pentru viteza mica a aburului.
Alegerea uleiului pentru ungerea cilindrilor masinilor cu abur depinde de felul aburului folosit pentru actionare; aburul umed sau saturat contine totdeauna o anumita cantitate de apa condensata, iar aburul supraincalzit este uscat.
Presiunea aburilui nu are influenta asupra pulverizarii uleiului, ci numai asupra proprietatii lubrifiante a amestecului de ulei si abur. Daca presiunea aburului este mai mare, trebuie sa se introduca o cantitate mai mare de ulei pe unitatea de volum a aburului.
Pentru a evita evaporarea rapida a uleiului de pe peretii incalziti ai cilindrului, trebuie sa se introduca o cantitate mai mare de ulei inainte de oprirea masinii.
Deseori, pentru ungerea interioara a cilindrilor, in afara de metoda descrisa mai sus, se pot amenaja cutii ungatoare (lubrificatoare) pe capacele cilindrilor, destinate alimentarii directe cu uleiul necesar.
Din uleiul alimentat in acest fel, numai o mica parte ajunge la destinatie si anume numai uleiul continut in aburii ce vin in contact direct cu suprafetele de frecare. De aceea se va evita pe cit este posibil ungerea interioara, deoarece uleiul depus pe tuburile condensorului micsoreaza conductibilitatea acestora.
De asemenea, uleiul poate ajunge cu condensatul in caldare unde produce o fierbere anormala (ebolutii in colectorul superior al caldarii).
10. RACIREA
Pentru a impiedica ridicarea temperaturii suprafetei ce se freaca de la piesele exterioare, in cazul ca ungerea nu este suficienta, se intrebuinteaza sistemul de racire cu apa; apa poate fi trimisa sau direct pe suprafata de frecare sau in exteriorul piesei. Racirea suprafetei frecante nu trebuie sa se faca prea abundenta caci apa provoaca uzura pieselor; in plus provoaca oxidarea lor in repaus. Piesele mobile sunt racite numai in exterior. Un colector de racire, asezat in lungul masinii primeste apa de racire la o presiune de cca 0,4.0,5 Kg/cm2.
In dreptul fiecarui cuzinet de pat si biela, colectorul este prevazut cu derivatii facute in forma de stropitori deasupra articulatiilor prin deschiderea robinetelor, apa cade in forma de ploaie pe piesa absorbind din caldura ei. Tot din acest colector pleaca apa de circulatie a glisierelor.
Racirea trebuie sa se faca moderat pentru a nu deforma piesele calde.
Racirea cu apa a pieselor incalzite puternic este interzisa, deoarece in asemenea cazuri se pot crapa sau deforma, facandu-le impropii serviciului.
Este bine ca indata ce se observa tendinta de crestere a temperaturii la o articulatie sau la un cuzinet de arbore sa se deschida incet apa de racire lasand sa stropeasca usor piesa; in acelasi timp, ungerea se va face abundent; daca temperatura a revenit la valoarea normala, se va inchide progresiv apa, continuand a mentine ungerea abundenta si supraveghind de aproape piesa.
Este cu desavarsire interzis a se raci numai cu apa, in astfel de cazuri.
EXPLOATAREA MASINILOR CU ABUR CU PISTON
PRINCIPIILE UNEI EXPLOATARI RATIONALE
A UNEI MASINI CU ABUR
Buna functionare a masinilor principale cu abur depinde de conditiile de exploatare si de intretinere a acestor masini.
Exploatarea rationala a masinii cu aburi consta in mentinerea permanenta a masinii in stare normala de functionare. In acest fel se maresc perioadele de functionare intre reparatii, se imbunatatesc calitatile tehnice de exploatare si se reduc consumurile de materiale necesare reparatiilor.
In timpul functionarii, masina cu abur trebuie supusa unui control continuu exterior, unor masuratori, probe, etc., iar defectele constatate vor fi remediate la timp, astfel mentinindu-se economicitatea masinii cu abur si in general a intregii instalatii navale de forta.
Prin cresterea economicitatii instalatiei navale de forta cu abur se intelege reducerea consumului de combustibil si a consumului specific de abur pentru regimul maxim de mars.
Gradul inalt de economicitate al masinilor cu abur se poate obtine prin:
alegerea si fixarea rationala a gradelor de admisie, evacuare, compresie si destindere ale aburului;
reducerea pierderilor termice din masina;
reducerea scurgerilor de abur in santina si in atmosfera, datorita purjarilor;
mentinerea unei stari tehnice bune a masinii prin intretinerea zilnica;
etc..
Marirea gradului de economicitate la masinile vechi existente se mai poate obtine prin modernizarea acestora si anume:
a) - folosirea aburului supraincalzit si a materialelor noi de constructie;
b) - supraincalzirea intermediara a aburului in tubul de legatura sau prin introducerea aburului de la mecanismele auxiliare in tubul de legatura cu C. J. P. (cilindrul de joasa presiune).
C) - reducerea presiunii p2 in condensor prin introducerea turbinei de joasa presiune, etc. .
In cazul in care se iau masuri pentru marirea parametrilor aburului in masina, este necesar sa se efectueze un calcul de control la rezistenta al pieselor importante ale masinii si sa se foloseasca uleiuri rezistente pentru ungere. In prezent se impun cerinte foarte mari in ceea ce priveste economicitatea si indicii tehnico-economici ai masinilor navale cu abur.
In scopul efectuarii controlului si al mentinerii economicitatii masinilor principale si auxiliare la nave se impune ca personalul tehnic de la nava sa cunoasca bine tehnica din dotare, starea ei tehnica, precum si instructiunile de exploatare si de intretinere a acestora.
Pe durata functionarii masinilor se produce o crestere a jocurilor in cuzineti si a jocurilor intre capace si pistoane, datorita uzurii acestora. Ca urmare a uzurii organelor masinii cu abur se deregleaza sistemul de distributie si anume:
se schimba cursa sertarului;
se modifica gradele de distributie;
etc. .
In timpul exploatarii masinilor se acorda o atentie deosebita uzurii cuzinetilor si uzurii organelor de distributie pentru ca acestea sa nu depaseasca limitele maxime admisibile prevazute de instructiuni.
Cind uzuzra organelor de distributie nu este prea mare, distributia se regleaza prin restabilirea avansurilor liniare la introductie (vs si vI) in spatiile superior si inferior ale cilindrului masinii cu abur. Aceste avansuri liniare (vs si vI) trebuie mentinute pe cit se poate constante.
Analiza distributiei masinii cu abur se face, de obicei, prin studierea diagramelor indicate pentru fiecare cilindru separat. Diagramele indicate se ridica pe timpul unei functionari normale a masinii si atunci cind nava naviga in apa linistita.
Diagramele se analizeaza imediat ce au fost ridicate, determinindu-se astfel presiunea medie indicata si distribuirea puterii pe fiecare cilindru al masinii cu abur.
Distributia masinii cu abur se regleaza astfel, incit puterea indicata a masinii sa fie repartizata uniform pe fiecare cilindru.
Seful mecanic al navei, cit si personalul tehnic din subordinea acestuia vor trebui sa aiba in vedere ca o masina bine intretinuta, in mod practic, va fi si o masina care lucreaza economic.
In scopul unei functionari corecte a masinilor trebuiesc intocmite instructiuni, care detaliaza si concretizeaza indicatiile pentru fiecare masina de la nava, tinindu-se cont si de particularitatile schemelor acestora.
Pentru o exploatare rationala si fara avarii, personalul tehnic al navei trebuie sa cunoasca bine ansamblul instalatiei de forta, starea ei tehnica si sa respecte regulile si instructiunile de exploatare si de intretinere a acesteia.
Cunoasterea perfecta a intregii instalatii de forta si executarea intocmai a regulilor si instructiunilor de exploatare si intretinere vor asigura o functionare fara avarii la masini, pentru aceasta fiind necesar sa se studieze atit instalatia de forta, cit si exploatarea in acelasi timp.
PUNCTUL DE COMANDA.
PREGATIREA MASINILOR PENTRU FUNCTIONARE
Pentru efectuarea comenzilor asupra masinii dintr-un singur punct s-a prevazut din constructie ca valvulele principale, valvula de supliment de abur la admisie, maneta de inchidere rapida a valvulei principale de admisie, aparatele de masura si control, etc. sa fie dispuse in apropiere, astfel incit sa poata fi actionate si supravegheate cu usurinta, de o singura persoana. Locul de dispunere al acestor organe de comanda si control se numeste punctul de comanda (punctul de conducere) al masinii, acesta aflindu-se in apropierea cilindrului de inalta presiune (C. I. P.).
In principiu, punctul (denumit si post) de comanda cuprinde:
valvula principala de admisie;
tubulatura principala de abur;
roata de manevra a valvulei principale;
maneta de inchidere rapida a valvulei principale de admisie;
roata de manevra a valvulei supliment de abur la admisie;
valvula supliment de abur;
tubulatura de introducere a aburului suplimentar de la valvula supliment de abur la tubul de legatura;
maneta de purjare a valvulei de supliment de abur.
Fiecare masina cu abur trebuie sa fie prevazuta cu urmatoarele aparate de masura si control:
tahometre pentru masurarea numarului de rotatii ale axului;
manometre pentru masurarea presiunii aburului proaspat, aburului evacuat si pentru masurarea presiunii la prizele intermediare de abur;
vacuummetre la racordul condensorului;
termometre dispuse la lagare, in tubulatura de condensat, la intrarea si iesirea apei de racire din condensor si pe tubulatura principala de abur;
manometre in conductele de refulare ale fiecarei pompe;
indicatoare de nivel la condensor si basa.
La postul de comanda al fiecarei masini trebuie sa existe telegrafe, legaturi telefonice, portavoci si lampi de semnalizare.
Cu aceste mijloace se realizeaza legatura intre compartimentul masini si comanda principala a navei (comanda de navigatie), precum si cu compartimentele de caldari.
Tubulaturile de abur din compartiment cit si dintre cilindrii masinilor cu anur trebuiesc sa fie foarte bine izolate pentru ca temperatura suprafetei exterioare sa nu depaseasca 50 C, cind temperatura aerului este de 20 C.
Firma constructoare trebuie sa intocmeasca "Instructiuni pentru personalul de serviciu" in care sa arate, foarte concret, toate regulile de exploatare ale masinilor cu abur. Instructiunile trebuie sa precizeze cazurile in care masina cu abur trebuie oprita si cazurile in care este interzisa functionarea masinii cu abur.
Pentru fiecare masina cu abur trebuiesc stabilite caracteristicile-limita pina la care se admite functionarea masinii, cuprinzind presiunile si temperaturile maxime si minime ale aburului proaspat, contrapresiunea maxima, etc. In caz de depasirea a acestor caracteristici-limita, masina trebuie oprita imediat. Pentru transmiterea comenzilor la masini (de la comanda de navigatie) se folosesc : telegraful, portavocile sau soneriile.
Telegraful mecanic pentru transmiterea comenzilor la masini este instalat atit la masini, cit si la comanda navei (comanda de navigatie, timonerie).
Telegraful se compune din doua aparate identice, unul fiind asezat la puctul de comanda al navei, iar celalalt asezat la postul de comanda al masinii. Aparatul dispune de cadrane identice cu ace indicatoare mobile si cu manete indicatoare ale comenzii. Acele si manetele indicatoare sunt fixate pe role si legate cu lant Gall si manete metalice. Manevrind maneta telegrafului din postul de comanda al navei (timonerie), acul indicator al telegrafului de la masina va indica comanda data.
Mecanicul de serviciu care primeste comanda prin telegraf la masina roteste maneta telegrafului pina se suprapune cu pozitia acului indicator si astfelse raspunde la postul de comanda al navei, astfel verificindu-se daca s-a receptionat corect comanda data.
Pentru dublarea comenzii de la punctul de comanda la masina se folosesc portavocile si telefonul.
La navele moderne pentru comanda masinii se folosesc puncte de comanda semiautomate sau automate.
Inaintea punerii in functiune a masinii cu abur, dupa un timp indelungat de stationare, se face mai intii pregatirea masinii.
Pregatirea masinii pentru functionare incepe cu controlul exterior al masinii. Acesta consta dintr-o cercetare atenta a tuturor elementelor de asamblare, a regulatorului si a mecanismului biela-manivela. O piulita desfacuta in timpul marsului sau un splint sarit poate produce avarii mari.
Controlul exterior al masinii incepe mai intii prin verificarea iluminatului compartimentului, verificarea organelor mobile si a fixarii masinii pe postament.
Masina trebuie sa se gaseasca in perfecta stare de curatenie. In acest scop masina se sterge dupa oprire; partile accesibile stergindu-se si in timpul marsului.
La o masina curata este foarte usor sa se observe defectiunile si sa se remedieze la timp. Daca la verificarea masinii, inainte de pornire, se observa defectiuni, ele se vor inlatura imediat. Unele defectiuni ce nu afecteaza functionarea masinii, iar remedierea lor necesitind un timp indelungat, se pot amina pina la o oprire mai indelungata a masinii, sau chiar pina in perioada prevazuta in planificare pentru reparatii curente.
Este necesar a se verifica sistemul de ungere si sa se inlature imediat defectiunile constatate. Inainte de pornire, este necesar a se umple ungatoarele cu lubrifiant, iar suprafetele aflate in frecare este necesar a se unge cu un ungator manual.
Supapele de siguranta ale masinii trebuiesc sa fie in buna stare de functiune si sigilate in permanenta.
Pentru a se verifica faptul ca masina nu este imobilizata (blocata), ea se va vira cel putin o rotatie completa cu ajutorul dispozitivului pentru virarea axului (virorului), totodata observindu-se si daca nu exista atingeri la tubulaturile pentru ulei si cele pentru apa, precum si la bucsele de stringere a presetupelor. Dupa virare, masina va fi pusa intr-o astfel de pozitie, incit pornirea ei pe timpul probei sau la punerea in mars sa se faca rapid, dupa care se va decupla virorul obligatoriu.
Daca tubul etambou are bucsa din lemn de gaiac, este necesar sa se slabeasca presetupa etamboului in asa fel ca prin ea sa patrunda apa pentru a se realiza atit racirea cit si ungerea acestuia; in cazul in care bucsa este confectionata din cuzineti captusiti cu compozitie metalica (babit), ungerea cit si racirea se varealiza prin intermediul unei instalatii de ungere cu lubrifiant.
Se controleaza, de asemenea, functionarea telegrafului masinii, prin manevrarea lui in toate regimurile de mars, se face controlul tuturor mijloacelor de legatura intre compartimentul masini si cel de la comanda navei, cit si legatura cu compartimentele de caldari.
Inainte de punerea masinii in miscare trebuie sa se faca incalzirea ei, aceasta constituind una din etapele principale de pregatire a masinii pentru punerea in functiune.
Prin incalzirea masinii se intelege: aducerea organelor masinii la o temperatura corespunzatoare regimului de lucru, pentru preintimpinarea unor avarii din cauza dilatarii bruste si neuniforme a unor parti ale cilindrilor si ale cutiilor sertarului sau din cauza condensatului care se formeaza in cilindri.
In cazul in care masina nu a functionat o vreme indelungata, se va incalzi mai intii tubulatura principala de abur si deabia dupa aceea masina. Pe timpul incalzirii tubulaturii, prin oalele de condens (oalele de evacuare) iese la inceput apa, apoi amestec de apa cu abur. In momentul cind iese abur fara apa, se considera terminata incalzirea tubulaturii si se va trece la incalzirea propriu-zisa a masinii.
Timpul necesar incalzirii masinii se va stabili in functie de dimensiunile acesteia, de starea ei tehnica si de temperatura mediului inconjurator. Daca masina este complet rece si de asemenea incaperea in care se afla ea, incalzirea pentru masinile cu mai multi cilindri trebuie facuta cu cel putin o ora inainte de pornirea ei. Masina se considera ca este incalzita bine atunci cind atingind cu mina capacele cilindrului de joasa presiune nu se mai poate suporta temperatura acestora sau la indicarea pe aparatele de masura a temperaturii de 70 - 80 C pentru C. J. P..
In timpul incalzirii masinii principale se incalzeste mai intii masina pompei de circulatie, dupa care se vor deschide valvulele de aspiratie si de refulare si numai dupa aceea se va pune in functiune pompa de circulatie.
Se incalzesc apoi: pompa de condensat si pompa de aer, daca acestea nu sunt actionate de masina principala, dupa care se pun in functiune.
Pe timpul incalzirii toate robinetele de purjare ale masinilor se tin deschise si se inchid numai atunci cind incepe sa iasa abur; de asemeni, vacuumul in condensor se va mentine la 20 - 30 cm. coloana de mercur indicata pe vacuummetru, ridicindu-l numai inainte de realizarea turatiei de proba pina la 50 - 60 cm. coloana de mercur.
Se va incalzi mecanismul de schimbare a sensului de rotatie al masinii si se va pune culisa intr-o pozitie extrema si apoi in cealalta.
Dupa efectuarea manevrelor mentionate mai sus se va trece la admisia aburului in cilindrii masinii, deschizandu-se putin valvula de admisie sau robinetul special de incalzire, in cazul masinilor cu expansiune multipla. Presiunea aburului in cilindrii masinii la inceput nu trebuie sa fie mai mare de 0,5 at; presiunea normala se va atinge numai in timpul punerii masinii in functiune.
Daca masina este prevazuta cu camasi speciale pentru incalzirea cilindrilor, aburul pentru incalzirea masinii se introduce intre camasi si cilindri.
Dupa ce incalzirea cilindrilor se considera efectuata, adica temperatura C.J.P. este de 70-80 C, se poate face balansarea masinii.
Turatiile de proba ale masinii se vor executa cu cel putin o jumatate de ora inainte de inceperea manevrei de ridicare a ancorei, pentru a avea timp suficient in vederea inlaturarii defectiunilor constatate in timpul balansarii masinii.
Balansarea masinii se face numai cu aprobarea ofiterului de cart de pe puntea de comanda; de asemeni tot cu aprobarea ofiterului de cart se poate mari numarul de turatii la pompa de circulatie, pompa de condensat si pompa de aer, ridicand vidul in condensor la 50 - 60 cm coloana de mercur. Se va avea in vedere ca robinetele de purjare ale masinii sa fie deschise.
La comanda "ATENTIUNE" primita prin telegraf se va deschide treptat valvula de admisie, urmarind variatia presiunii aburului in cilindri cu ajutorul manometrelor.
Daca presiunea aburului C.I.P. este normala si masina nu porneste, se va da abur suplimentar in ceilalti cilindri (C.M.P. si C.J.P.). In momentul in care masina a pornit se va inchide admisia suplimentara de abur, iar masina se lasa sa se roteasca incet (cu 30 - 50 rot./min.), schimband sensul de rotatie (inainte si inapoi) de cateva ori.
Daca masina are presiunea normala in C.I.P. si s-a dat si abur suplimentar prin dispozitivul auxiliar, insa ea nu intra in functiune, aceasta arata ca masina nu este bine incalzita sau este defecta (jocuri insuficiente la cuzineti, prezenta obiectelor straine etc.). In acest caz este necesar sa se stabileasca cauza si sa se treaca la inlaturarea ei.
Dupa efectuarea balansarii, masina se considera gata de functionare si se raporteaza ofiterului de cart de pe comanda. Mentinerea masinii in stare incalzita se realizeaza prin balansarea ei periodica cu abur.
Cu circa 10 min. inainte de ridicarea ancorei se va termina pregatirea masinii pentru functionare.
PORNIREA MASINII . DESERVIREA
MASINILOR IN FUNCTIUNE
Pornirea masinilor principale se executa intotdeauna la comanda "ATENTIUNE" pe telegraf in sensul de rotatie, respectiv inainte sau inapoi. Dupa primirea acestui semnal de la postul de comanda se repeta semnalul primit si se schimba culisa la marsul cerut iar valvula principala de manevra se deschide treptat pentru a evita cresterea rapida a turatiei masinii.
Daca manivela C.I.P. sta intr-o pozitie nefavorabila pentru pornirea masinii, se va introduce abur suplimentar la C.M.P. si C.J.P., iar dupa pornirea masinii se inchide valvula de introducere a aburului suplimentar. In nici un caz la pornirea masinii valvula principala de manevra nu trebuie deschisa brusc, deoarece in masina poate fi introdusa brusc apa din caldare si aceasta poate provoca avarierea masinii. De asemenea, este interzis sa se schimbe culisa cand valvula principala de manevra este deschisa, deoarece se formeaza contrapresiune in cilindrii masinii si aceasta se poate opri.
Indiferent care ar fi comanda la masini, exceptand cazul de forta majora, cand nava trece prin momente critice, numarul de turatii al masinii trebuie marit treptat.
La pornirea masinii, robinetele de purjare sunt deschise si se inchid abia dupa 5 - 10 min. de la pornire, cand nava s-a indepartat deja de cheu si se afla in mars.
Daca dupa inchiderea robinetelor de purjare se aud batai in cilindri, este necesar sa se reduca numarul de turatii si sa se deschida din nou robinetele de purjare ale masinii. Dupa incetarea batailor in cilindri se va restabili din nou numarul de turatii ale masinii sise var inchide robinetele de purjare.
La marirea numarului de turatii ale masinii, se va avea in vedere a se anunta din timp personalul de cart din compartimentul caldari, pentru a stabili regimul necesar producerii aburului in caldari. Odata cu marirea numarului de turatii trebuie supravegheat cu atentie regimul de lucru al masinii, adica sa se observe daca marirea sarcinii masinii se face usor. In mod normal, marirea sarcinii nu trebuie sa produca o schimbare vizibila a mersului masinii. Daca se observa dificultati in miscare, ceea ce se poate constata dupa zgomot, inseamna ca exista defectiuni ale masinii. In acest caz in primul rand se va verifica starea lagarelor principale, daca se incalzesc normal si daca alimentarea cu lubrifiant este normala. De asemeni se va controla manual starea organelor care se misca, numai acolo unde este posibil.
Personalul din compartimentul masini, pe timpul functionarii masinii principale, isi va indrepata atentia numai asupra controlului permanent al mersului masinii.
Daca masina este in buna stare de
functionare si sarcina este normala, in masina nu trebuie sa se auda zgomote
intermitente. Mersul normal al masinii se caracterizeaza printr-un sunet
continuu si de intensitate
Deservirea masinii in functiune consta in supravegherea generala a mersului masinii, urmarind indicatiile aparatelor de masura si control (manometre, vacuummetre, termometre etc.); supravegherea lagarelor si a ungerii; supravegherea turatiilor masinii; verificarea periodica a dispozitivelor auxiliare etc.
Pentru orice fenomen anormal care apare in timpul functionarii trebuie stabilita cauza, dupa care se vor lua masuri de inlaturare. Daca acesta are un caracter brusc si neasteptat, cauza lui neputand fi imediat precizata, masina trebuie oprita si verificata cu atentie. Masina va fi repusa in functiune numai dupa remedierea defectiunii.
Toate fenomenele anormale constatate la masini se vor inregistra in jurnalul de masini; de asemenea, tot in jurnalul de masini se vor trece datele despre mersul masinii ca: presiunea si temperatura aburului la intrarea in masina, indicatiile vacuummetrului in condensor, turatia masinii, fenomenele anormale observate in timpul functionarii masinii si masurile de inlaturare a acestora. Toate aceste date se trec in jurnal din ora in ora sau cand este necesar.
Jurnalul de masini se preda odata cu schimbarea serviciului mecanicului care preia serviciul si care are indatorirea de a consulta jurnalul si bunul mers al masinii, fiind in acelasi timp informat de toate problemele care-l intereseaza. In afara celor notate, mecanicul care preda serviciul va arata in detaliu toate fenomenele anormale observate in functioanarea masinilor si masurile luate pentru inlaturarea lor.
Masina poate functiona anormal din cauze foarte diferite.
La proiectarea unei masini cu abur se tine cont de energia pierduta prin frecare determinandu-se, in mod corespunzator, dimensiunile si modul de racire a suprafetelor in frecare. Incalzirea masinii peste limitele prescrise reprezinta o situatie anormala care trebuie indepartata.
Lagarele se pot incalzi din diverse cauze:
cand nu ajunge la ele suficient lubrifiant;
pentru ca pe suprafetele lor sunt corpuri straine;
cand s-a schimbat pozitia geometrica a suprafetelor.
Daca se constata o incalzire anormala a lagarelor (temperatura limita normala admisibila este de circa 50 C), este necesar a se forta ungerea, iar daca aceasta nu contribuie la scaderea temperaturii se va porni sistemul de racire cu apa. Daca nici aceasta masura nu duce la imbunatatire, masina va fi oprita pentru a se stabili cauzele incalzirii si imediat se va raporta la comanda de navigatie situatia produsa si ce masuri se vor lua.
Daca, dupa luarea tuturor masurilor, incalzirea lagarului se mentine fara a depasi limitele admisibile, masina va fi lasata sa functioneze supraveghind in continuu lagarul pana la oprirea masinii cand se va lamuri cauza incalzirii.
Cele aratate mai sus sunt valabile si pentru alte suprafete in frecare, cum ar fi: glisierele, patinele capului de cruce etc.
Reglarea vacuumului in condensor se va face prin variatia turatiei pompei de circulatie si mentinerea nivelului constant al condensatului.
In cazul opririi a unui mecanism auxiliar, imediat trebuie comutat mecanismul similar de rezerva.
Unul dintre fenomenele anormale, foarte periculos pentru integritatea masinii, il constituie lovitura hidraulica in cilindrul masinii, adica lovitura pe care masa de apa din cilindru o poate transmite capacului cilindrului. In mod normal in cilindru nu trebuie sa fie apa. Micile cantitati de apa provenite din condensarea aburului nu prezinta pericol; ele fiind evacuate din cilindru impreuna cu aburul. Cantitatile mai mari de apa adunata in cilindru sunt periculoase pentru ca apa fiind practic incompresibila joaca rolul unui corp solid introdus in interiorul cilindrului, impiedicand astfel mersul pistonului.
In cilindru apa se poate aduna fie antrenata de abur prin tubulatura, fie prin condensarea aburului in cilindru cand masina este rece, fie din condensor prin tubulatura de evacuare cand aceasta nu este bine asezata. Apa din cilindri masinii poate fi usor inlaturata prin deschiderea robinetelor de purjare ale cilindrilor, iar in momentul cand incepe sa iasa numai abur, robinetele se vor inchide.
La aparitia de lovituri hidraulice (ciocane) in tubulatura pompelor, se va deschide robinetul de aer al preaplinului, pana ce aceste lovituri vor disparea, dupa care robinetul se inchide.
Cand in masina apar brusc lovituri puternice, necunoscandu-se cauza care le-a provocat, masina se va opri imediat pentru a se preveni eventuala avariere a intregii masini. Aceste lovituri puternice pot avea loc din cauza desurubarii piulitei pistonului pe tija si a lovirii in capac, sau a spargerii segmentilor sau chiar a pistonului. Imediat dupa oprirea masinii se va raporta la comanda de navigatie situatia si se vor lua masuri pentru remedierea avariei, dupa care pornirea masinii se va face numai in prezenta sefului mecanic al navei.
Pe timpul functionarii masinilor principale o deosebita atentie se va acorda si nivelului apei din basa, deoarece din neatentia personalului de serviciu apa acumulata din condensor pentru alimentarea caldarilor poate fi evacuata in santina sau pe punte, producand astfel mari pierderi de apa distilata. In acest caz trebuie avut in vedere ca in permanenta cel putin o pompa de alimentare a caldarilor sa faca alimentarea acestora cu apa din basa; necesitand ca in permanenta sa fie controlat nivelul apei in basa.
Turatia masinii se va mentine in functie de regimul de mars stabilit anterior de catre comandantul navei; aceasta efectuandu-se prin manevrarea valvulei de admisie a aburului in masina, urmarind tahometrele electrice sau lochul mecanic, instalate la postul de comanda al masinii. Se va controla periodic cu cronometrul turatia masinii si se va confrunta cu indicatiile tahometrului, pentru a se determina daca exista vreo eroare necesitand reglarea corespunzatoare a turatiei.
Pe timpul opririlor masinii pentru scurta durata se va avea in vedere ca masina sa nu se raceasca, fapt pentru care din 15 in 15 minute se va balansa masina cu aprobarea ofiterului de pe comanda de navigatie, balansarea facandu-se atat intr-un sens cat si in celalalt circa 5 minute.
De asemeni se va avea in vedere ca pe timpul functionarii masinii personalul de serviciu nu poate opri masina fara a raporta la comanda, decat in cazuri extreme, asa cum prevad instructiunile, insa trebuie sa raporteze imediat la comanda.
Sunt considerate cazuri extreme:
cand in organele de miscare ale masinii a cazut un om;
cand au fost descoperite in masina defecte ce ar putea provoca avarierea ei imediata, in urma careia masina ar inceta singura sa functioneze.
La reducerea marsului sau la opriri neasteptate este necesar sa se ia masuri ca presiunea in caldari sa nu se ridice prea mult si prin supapele de siguranta sa se piarda abur in atmosfera, fapt pentru care trebuie tinuta legatura permanenta cu carturile de la caldari.
In timpul unui cart trebuie sa se faca analiza apei din condensor cu ajutorul trusei de analiza a apei existente la bordul navei, iar in fiecare ora se va controla prin proba cu varful limbii.
OPRIREA MASINII SI PREGATIREA EI
PENTRU O NOUA FUNCTIONARE
Cu exceptia cazurilor extreme, masina in timpul marsului nu poate fi oprita decat cu aprobarea ofiterului de pe comanda si la comanda "STOP" a telegrafului. Aceasta se face inchizand valvula de manevra si deschizand robinetele de purjare ale cilindrilor. Prin mijloacele de transmisie (telefon, portavoce sau statie de amplificare) se comunica de la comanda navei la masini comanda liber la masini, ceea ce inseamna ca nava va stationa in acel loc, iar masinile pot fi racite (uscate). Primind aceasta comanda, se va reduce turatia pompei de circulatie, apoi se vor inchide valvulele de interceptie pe tubulatura principala si se opresc pompele de ungere dupa care se va reduce vidul in condensor oprindu-se introducerea aburului la ejectoare si pompe de condensat.
Stationarea masinii poate fi de scurta sau de lunga durata.
Dupa primirea ordinului de la comandantul navei asupra felului stationarii
seful mecanic va proceda conform instructiunilor de exploatare.
Stationarea de scurta durata poate fi de 15,30,60 minute sau de cateva ore, timp in care se va face un control exterior al masinii, apoi se va sterge indepartand toate murdariile cat timp este masina calda si se va completa nivelul de ulei pregatind astfel masina pentru o noua functionare.
Stationarea mai lunga de 24 ore este socotita a fi o stationare de lunga durata ceea ce va permite desfacerea anumitor organe ale masinii si instalatiei pentru a se executa reparatii curente sau verificari, in urma deranjamentelor constatate in timpul functionarii si inscrise in jurnalul de masini.
Masinile se vor vira zilnic cu ajutorul dispozitivului de virat o tura si un sfert cu instalatia de ungere in functionare; virarea se executa pentru ca pistonul, sertarele si axul sa nu stea prea mult timp in acelasi loc.
Se va avea in vedere ca demontarea anumitor organe ale masinii sa se faca numai dupa ce vacuumul a scazut complet in condensor pentru evitarea unei eventuale rasuciri a arborelui in cazul scaparii aburului in masina si a nu-l prinde la ax pe cel ce lucreaza in locul respectiv.
Volumul lucrarilor ce se executa dupa oprirea masinii va fi in concordanta cu timpul avut la dispozitie, pentru a putea pune masina in stare de functionare la timp.
DEFECTE DE FUNCTIONARE SI
REMEDIEREA LOR
In timpul functionarii masinii cu abur se pot constata o serie de defecte, care se datoresc unor cauze bine determinate si care se inregistreaza in jurnalul de masini, in scopul supravegherii continue a organelor importante ale masinii.
In timpul exploatarii masinii cu abur, defectele mai dese ce apar se pot imparti in trei categorii principale:
Uzura normala a pieselor (lagare, arbori, cilindri, segmenti etc.). Aceste defecte pot fi inlaturate pe timpul reparatiilor planificate.
Defecte de constructie sau de montare care apar la punerea in functiune a unei masini noi sau la o noua montare. Aceste defecte se pot inlatura prin refacerea totala sau partiala a montajului masinii respective. Ca defecte de constructie pot fi: pozitia incorecta a butonului manivelei, jocul gresit dintre piston si cilindru, ajustare sau tolerante necorespunzatoare, sectiune insuficienta a canalelor si orificiilor de ungere etc. Dintre defectele de montare cele mai raspandite pot fi: masina a fost centrata gresit, arborele principal nu a fost bine fixat in lagare si masina vibreaza, diferite sub ansambluri precum tija, capul de cruce, biela, nu sunt bine montate.
Defecte care se produc din cauza personalului ce deserveste masina. Aceasta categorie de defecte este cea mai raspandita si cuprinde aproximativ 75% din toate avariile ce se produc pe timpul exploatarii masinii. Astfel de incidente ca: loviturile hidraulice, topirea cuzinetilor, ruperea suruburilor de biela, aparitia asperitatilor pe oglinda sertarului si altele se pot preveni totdeauna printr-o continua observare a masinii si respectandu-se cu strictete instructiunile de exploatare.
Daca dupa repararea masinii nu s-a verificat cu atentie cilindrul, cutia sertarului, supapele, si au ramas corpuri straine, acestea pot provoca accidente grave. Prin strangerea neegala sau prea tare a suruburilor bielei, acestea capata tensiune suplimentara, care adaugandu-se la tensiunea normala poate sa depaseasca rezistenta materialului si suruburile se pot rupe.
Aparitia de zgirieturi pe oglinda sertarului, pe fusurile arborelui si pe alte organe ale masinii poate fi provocata de prezenta nisipului in lubrifiant si de alte impuritati care se depun pe suprafetele in frecare.
Daca cilindrul nu s-a purjat inainte de a porni masina apa adunata in timpul opririi poate depasii volumul spatiului mort si in acest caz la pornirea masinii apa va lovi capacul cilindrului si-l va rupe. Avaria poate produce ruperea si distrugerea completa a masinii.
Exemplele de mai sus nu cuprind toate cauzele si urmarile unei organizari defectuoase a serviciului de exploatare si intretinere a masinii. Ele fiind insa suficiente pentru a arata urmarile periculoase in avarierea masinii in timpul functionarii si care in general se datoresc nerespectarii regulilor de exploatare.
Este necesar a se sti cum incep sa se manifeste unele defecte cu urmari grave in functionarea masinii, cum ar fi:
incalzirea anormala a diferitelor organe;
aparitia diferitelor batai in masina;
dereglarea distributiei la masina;
etc.
Cauzele generale ale incalzirii. Incalzirea organelor masinii in miscare se datoreaza frecvent frecarilor prea mari sau al insuficientei ungerii sau racirii. Semnele incalzirii acestor organe sunt: temperatura creste peste limita admisibila prevazuta in instructiunile de exploatare (60 - 80 C); aparitia unui miros foarte puternic de material ars, uneori aparand chiar si fum.
O marire a temperaturii nu prezinta pericol daca se opreste masina la timp si se constata cauza care a determinat incalzirea. Daca temperatura continua sa creasca, masina este pasibila de aparitia unor complicatii.
Incalzirea organelor masinii poate fi cateodata temporala, din cauza intrebuintarii unor uleiuri prea vascoase care, dupa catva timp, se subtiaza, iar frecarea ca urmare a incalzirii se reduce. Supraincalzirea poate fi provocata si din cauza proastei prelucrari a suprafetelor de frictiune sau de strangerea exagerata si gresita a capacelor de lagare. Supraincalzirea mai poate fi provocata de folosirea lubrifiantului in cantitate insuficienta si de calitate inferioara, infundandu-se astfel canalele de ungere.
In cazul incalzirii lagarelor principale trebuiesc luate urmatoarele masuri: se va mari debitul de ulei; se va slabi strangerea buloanelor; se va face racirea lagarelor cu apa.
Daca cu toate aceste masuri temperatura se mentine peste limita admisibila, trebuie redusa turatia masinii si schimbat uleiul. Un lagar care se incalzeste va fi supravegheat in permanenta. Daca nici in acest mod nu se obtine reducerea temperaturii, se va opri masina, iar lagarele vor fi demontate si verificate pentru a se stabili cauza incalzirii excesive.
Uneori cauza incalzirii lagarelor poate fi chiar o zgarietura a arborelui.
Incalzirea fusului manivelei si a arborelui masinii poate avea aceleasi cauze ca si incalzirea lagarelor. Racirea intensa cu apa sau ulei este interzisa, deoarece poate provoca deformarea arborelui sau aparitia crapaturilor.
Suprafata rizat sau uzata neuniform a butonului manivelei poate fi reparata prin rectificare si rotare, operatiune ce se executa numai de catre un personal cu experienta.
Incalzirea excentricelor este provocata de obicei de ungerea suficienta, de montarea defectuoasa sau de folosirea unui lubrifiant de calitate necorespunzatoare.
Presiunea mare a aburului asupra sertarului provoaca o incalzire excesiva a sertarului, incalzire ce se transmite excentricului si tijelor lui.
De obicei, incalzirea excentricului este urmarita de vibratia tijei, de zgomote in cutia sertarului, iar prin cutia de etanseitate a sertarului iese un ulei negru si spumos. Incalzirea se poate inlatura regland in mod corespunzator admisia aburului in cilindru.
Incalzirea tijei pistonului se produce din urmatoarele cauze: strangerea prea tare a cutiei de etanseitate; miscarea tijei in cutia de etanseitate nu este perfect axiala; ungerea este insuficienta. Racirea tijei pistonului se realizeaza prin slabirea strangerii cutiei de etanseitate si prin ungerea abundenta cu ulei a tijei.
Aparitia batailor in masina. Bataile in masina sunt de doua feluri: batai directe, care se produc in locul in care le auzim, si batai reflectate, care pot fi distinse numai de o ureche experimentata.
Bataia directa in lagar se produce din cauza slabirii cuzinetilor. Aceasta bataie este urmata, de obicei, de o bataie a capatului arborelui, inspre lagarul defect. Sunetul ei este infundat fara noanta metalica. Pentru a inlatura aceasta bataie este de ajuns sa se stranga cuzinetii. Strangerea nu trebuie sa se faca prea tare, pentru a nu intepeni arborele si totodata a se asigura o ungere normala.
Bataile in masina nu pot fi inlaturate numai prin strangerea cuzinetilor, mai ales daca au inceput de multa vreme, deoarece in acest caz suprafetele pot fi uzate si daca se strang cuzinetii mai mult ei incep sa se incalzeasca, in acest caz singurul remediu fiind rectificarea suprafetelor uzate precum si a fusului arborelui.
Aparitia batailor la arborele principal pe timpul pornirii sau opririi masinii cu abur sunt produse in general din cauza slabirii pistonului pe tija. Pistonul slabit produce o vibratie de-a lungul tijei care se transmite mai departe prin capul de cruce si biela la arborele principal dand impresia ca bataia s-a produs la arbore si lagarele principale. Numai o persoana cu experienta indelungata poate determina cauza reala a bataii.
Slabirea imbinarii pistonului pe tija trebuie observata la timp, deoarece pistonul poate sa sara de pe tija si sa produca spargerea masinii.
Aceasta defectiune se va inlatura numai prin demontarea capacului de la cilindrul respectiv si verificarea imbinariii pistonului cu tija, iar daca va fi cazul se vor efectua si reparatiile necesare.
Pe timpul functionarii, masina se verifica cu ajutorul unei vergele metalice, care are la un capat o rozeta metalica sudata, numita stetoscop. Ascultarea masinii cu ajutorul stetoscopului se face sprijinind un capat pe locul unde s-a localizat bataia si celalalt capat lipit de ureche. Daca bataia se produce intr-adevar acolo, ea se va auzi in mod distinct la ureche.
Bataile pot apare si in cutia sertarelor datorita uzurii sertarului sau montarii gresite a distributiei. In primul caz, defectul se inlatura rectificand in mod corespunzator sertarul si ajustandu-l pe oglinda. In cel de-al doilea caz lucrul este mai complicat deoarece defectul de montare constain faptul ca la cursa inapoi a pistonului compresia aburului este prea mare si in momentul deschiderii canalului de admisie presiunea aburului comprimat este mai mare decat a aburului proaspat. Deci, aburul comprimat in cilindru patrunde in cutia sertarului, ridicand sertarul de pe oglinda; sertarul reluandu-si locul lui numai dupa ce se micsoreaza presiunea aburului comprimat iar aburul proaspat intra in cilindru. Aceste ridicari si coborari ale sertarului provoaca bataia pe oglinda. In afara de reflexele transmise prin tije si excentric la arborele principal si lagare, aceste batai provoaca o evacuare a uleiului pe la presetupe sub forma unei mase negre, spumoase. Inainte de a repara acest defect, distributia va fi verificata prin ridicarea unei diagrame indicatoare.
Bataile mecanismului biela - manivela se produc din cauza jocurilor prea mari intre cuzinetii lagarului si butonul manivelei sau boltul capului de cruce.
Aceste batai se deosebesc de celelalte batai ale masinii prin sunetul lor metalic. Pentru a stabili daca este butonul manivelei sau boltul capului de cruce se ung abundet, pe rand locurile unde se poate produce bataia; umpland jocul, uleiul formeaza pentru un moment o perna intre fus si cuzinet si schimba timbrul sunetului, reducandu-i din intensitate. Astfel se poate determina originea sunetului.
Bataile in capul de cruce se produc, deseori, datorita uzurii si prin urmare a slabirii boltului capului de cruce; suprafata sa de contact cu biela uzandu-se numai intr-o parte, deoarece el suporta o sarcina unilaterala. Pentru a inlatura aceasta bataie se rasuceste boltul in jurul axei sale cu 90 sau 180 fixandu-l in aceasta pozitie ca sa nu se deplaseze in timpul mersului masinii. Dacaboltul este uzat in toate pozitiile el trebuie inlocuit cu altul nou.
Bataile directe in excentric se pot produce din cauza jocurilor prea mari in articulatiile mecanismului transmisiei sau in excentric. Aceasta provoaca batai ale pieselor, batai care se reflecta la arborele principal si pot fi eronat localizate, ca s-ar produce in mecanismul bielei. Defectele articulatiilor se inlatura micsorand socurile si ajustand mai bine piesele. Bataile din excentric se pot produce si din cauze ungerii insuficiente. O ajustare insuficienta a sertarului pe oglinda produce, de asemenea, batai la excentric. Oglinda uzata trebuie inlocuita cu una noua.
Montarea nesatisfacatoare a masinii in timpul reviziei este o cauza de functionare anormala. La demontarea masinii trebuie sa se noteze toate strangerile, numarul de ture al piulitei sau distanta de la capatul bulonului pana la piulita, unghiul de avans etc. De asemenea trebuiesc masurate toate jocurile. Mecanicii, la demontare, pun semne de recunoastere pe piesele importante ale masinii.
Montarea incorecta a masinii poate sa provoace dereglarea admisiei aburului, batai, reducerea puterii masinii, sporirea consumului de abur si chiar accidente.
Montarea incorecta a pistonului duce la inegalitatea spatiilor moarte pe cele doua fete ale pistonului; in acest caz, pe diagrama indicata aparand bucle. In urma montarii gresite a organelor de distributie se produc batai in cilindru.
O deosebita atentie trebuie sa se dea inchiderii cilindrului si cutiei sertarului. Aceasta operatie trebuie sa se faca in prezenta sefului mecanic care conduce lucrarile de reparatii. In cilindru nu trebuie sa ramana nici un obiect iar toate piesele montate trebuie sa fie curate.
Defectele sistemului de reglare descoperite cu diagrama indicata. Diagrama indicata prin forma ei de reprezentare arata variatia presiunii reale a aburului intr-unul din spatiile cilindrului in timpul unui ciclu. Daca functionarea este normala, forma diagramei, cu un anumit grad de admisie, trebuie sa se apropie de diagrama teoretica. In cazul in care functionarea nu este normala, in ceea ce priveste distributia aburului, forma diagramei indicate se deosebeste de forma normala si indica defectele care se produc in functionarea masinii cu abur.
Cu ajutorul diagramei indicate se pot descoperi unele defecte ce apar uneori in functionarea masinii cu abur.
INTRETINEREA MASINILOR IN TIMPUL
STATIONARII
Intretinerea sistematica a masinilor cu abur in timpul stationarii are ca scop: mentinerea in permanenta a unor valori ridicate a randamentului masinii; asigura in permanenta o stare tehnica buna si un termen lung de functionare; reduce costul si scurteaza termenele de reparatii, fara a inrautatii calitatea reparatiei. La intretinerea unei masini cu abur nu trebuie sa se dea atentie numai organelor importante, ci tuturor organelor masinii. In tehnica nu trebuie sa se faca deosebire intre organele masinilor, ca fiind unele mai putin importante.
Intretinerea masinilor cu abur se efectueaza in concordanta cu felul intreruperilor, si anume: de scurta durata si de lunga durata.
Intretinerea masinii pe timpul intreruperii de scurta durata se face dupa cum urmeaza:
a) Pentru evitarea ruginirii partilor metalice ale cilindrilor si cutiei sretarului, precum si a inelelor de garnitura, dupa darea comenzii liber la masini, prin lubrificatoarele existente se va introduce o cantitate mica de ulei de ungere cilindru in cutia sertarului si in cilindru si se va vira masina cu abur cateva turatii pentru a se unge bine suprafetele interioare.
b) Se elimina apa din cilindri si din cutiile sertarelor prin deschiderea robinetelor de purjare si lasarea deschisa a acestora pana la oprirea pompei de circulatie, care trebuie sa functioneze cel putin o ora dupa oprirea masinii pentru racirea condensorului.
c) Pentru a evita ruginirea partilor supuse frecarii (butonilor cuzinetilor, gulerelor cuzinetului de impingere, excentricelor etc.), pe care in timpul functionarii se toarna apa din tubulatura de racire, se vor curata bine si se vor unge abundent cu ulei curat. Concomitent se vor lua masuri pentru eliminarea apei din cutiile de ungere si cartere.
d) Dupa oprirea si uscarea masinii toate piesele ei vor fi sterse. Ungatoarele se inchid, iar piesele lustruite se vor acoperi cu un strat de ulei. Se vor controla de asemeni toate legaturile masinii (piulite, splinturi, etc.) pentru a se convinge ca fixarea lor este buna.
e) Masina trebuie virata zilnic cu ajutorul virorului cel putin 1/3 ture, lasand arborele cotit in alta pozitie decat aceea pe care a avut-o initial. Inaintea fiecarei virari la toti cuzinetii se va da putin ulei si se vor unge tijele.
Mecanismele auxiliare, care deservesc masina principala, se vor intretine in stationare astfel: se vor sterge zilnic toate piesele lustruite si filetul tijelor de valvula, se vor unge cu ulei, se va controla starea piulitelor si a splinturilor, si se vor vira zilnic cu ajutorul unui dispozitiv in sus si in jos, asezind pistonul de fiecare data in alta pozitie.
Pentru opriri de scurta durata, daca temperatura aerului depaseste 0 C, nu sunt necesare instructiuni speciale pentru pornire sau oprire.
Pe timpul iernii este necesar a se mentine in compartimentele de masini, atit in timpul functionarii, cit si pe timpul stationarii, o temperatura de peste 0 C, pentru a se evita inghetarea tubulaturilor de apa sau de abur in care a mai ramas ceva apa, precum si a camasilor cilindrilor masinii.
In cazul opririlor indelungate ale masinilor cu aburpe timpul iernii se recomanda demontarea tubulaturilor de abur si de apa, pentru ca aburul care se condenseaza sa nu intre in masina, ci sa se scurga intr-un colector. Daca nu se procedeaza astfel, condensatul patruns treptat in tubulatura ingheata putind provoca in cele din urma craparea tubulaturilor.
La oprirea masinii pentru o durata mai mare, este necesar a se unge bine atit piesele aflate in frecare, cit si suprafetele exterioare lustruite, iar locurile acoperite cu rugina sa se curete si sa se unga cu un strat gros de vaselina.
Pe timpul intreruperilor de lunga durata a masinilor cu abur, pentru o buna intretinere se recomanda, sa se faca conservarea masinii.
Conservarea masinii cu abur are ca scop pastrarea in perfecta stare a suprafetelor de lucru aflate in frecare si a suprafetelor lustruite exterior, pentru a le proteja impotriva coroziunii, indeosebi, pe timpul stationarii indelungate (ce depaseste 30 de zile). Aceste suprafete se curata de murdarie, rugina si umiditate, dupa care se spala cu benzina, petrol lampant, etc. Suprafetele astfel curatate si spalate se conserva cu unsori tehnice consistente.
Necesitatea conservarii masinilor apare de regula iarna, cind unele nave intra la iernat, sau pe timpul reparatiilor capitale, cind masina nu este supusa lucrarilor o perioada indelungata de timp.
Conservarea masinilor poate fi partiala sau totala.
In cazul conservarii partiale, masina nu se demonteaza complet, dar se iau masuri pentru uscarea sistemului de racire, a lubrificatoarelor, a armaturilor, presetupelor si a carterelor.
Cuzinetii arborelui principal si ai bielelor se deschid si se spala bine, dupa care pe suprafetele de lucru se aplica un strat gros de vaselina. Dupa aceasta operatie, cuzinetii se monteaza la loc, fara insa a se strange prea tare suruburile de fixare.
Suprafetele de lucru ale masinii, cat si suprafetele lustruite se ung cu un ulei mai vascos (ulei de cilindrii), care este incalzit putin inainte de conservare. Uneori in acest scop se folosesc pulverizatoare.
Masina trebuie virata zilnic cu o rotatie si un sfert cu ajutorului dispozitivului de virare a axelor, aducand astfel arborele cotit intr-o pozitie diferita de aceea pe care a avut-o inainte de virare.
In cazul conservarii totale se demonteaza toate organele masinii, se curata bine si se spala si se vor unge cu ulei de cilindrii, dupa care vor fi puse la loc fara a fi fixate. Arborele principal al masinii se desprinde de axul portelice al navei.
Cu toata unsoarea abundenta aplicata, masina trebuie virata periodic, iar la nevoie suprafetele sterse de unsoare si conservate din nou.
Toate tubulaturile de la masina se demonteaza, se usuca si se astupa ermetic la capete. Flansele pentru introductia si evacuarea aburului existente pe masina de asemeni se astupa ermetic, pentru a nu permite patrunderea umiditatii din compartiment in interiorul cilindrilor.
Aparatele de masura si control ale masinii (manometre, vacuummetre, termometre, tahometre etc.) pe timpul conservarii se demonteaza si se depoziteaza in lazi speciale, cu eticheta locului pentru fiecare aparat de unde a fost scos; acestea se vor pastra in compartimente uscate si calde. Tubulaturile acestor aparate se vor sufla cu aer, dupa care se vor inchide ermetic la ambele capete. Aparatele de masura si control pot fi date atelierelor speciale de metrologie pentru a fi verificate si reparate in aceasta perioada, conform instructiunilor.
Pentru conservarea mecanismelor auxiliare se iau aceleasi masuri ca si pentru masinile principale.
Scoaterea de la conservare a masinii se face prin demontarea tuturor organelor masinii, spalarea lor cu petrol si montarea in locasurile curatate anterior de stratul gros de unsoare.
Scoaterea definitiva de la conservat a masinii se face dupa ce s-a introdus abur in masina. In acest caz trebuie avut in vedere ca nu cumva grasimile evacuate impreuna cu aburul in condensor sa patrunda in caldare sau sa infunde basa.
O atentie deosebita trebuie acordata montarii corecte a organelor masinii. In acest scop de un real folos vor fi etichetele fixate pe piese la demontare sau diferitele semne poansonate vizibil pe aceste piese ale masinii.
14. REVIZII SI REPARATII PERIODICE LA MASINI
Tehnica reviziilor si reparatiilor la masinile cu abur este multilaterala. Reviziile si reparatiile periodice la masinile cu abur au drept scop mentinerea lor intr-o perfecta si permanenta stare de functionare si exploatare, preintampinarea avariilor sau uzurilor premature ale organelor masinii, precum si reducerea consumului de materiale si acheltuielilor legate de executarea reviziilor sau reparatiilor.
Executarea reviziilor si reparatiilor periodice constituie o sarcina obligatorie atat pentru personalul de la bordul navelor, cat si pentru celelalte organe superioare ale acestora. Reviziile si reparatiile planificate se vor efectua la termenele calendaristice fixate. Nerespectarea graficului anual de revizii si reparatii constituie un eveniment neobisnuit si se va raporta armatorului. De asemeni se vor raporta si depasirile termenelor de revizii si reparatii, iar in caz de forta majora aceste termene sze pot prelungi numai de catre armator.
CLASIFICAREA REVIZIILOR SI REPARATIILOR
Reviziile si reparatiile periodice se clasifica dupa natura si volumul lucrarilor si pot fi executate de catre personalul de la bord cu sau fara ajutorul atelierelor de reparatii sau numai de catre santiere si ateliere de reparatii, cu participarea echipajelor.
Clasificarea reviziilor in functie de perioada care se executa este:
controale zilnice executate de personalul bordului;
controale si revizii saptamanale, executate de personalul bordului;
controale si revizii lunare executate de personalul bordului cu sau fara concursul santierului sau atelierului de reparatii.
Clasificarea reparatiilor, dupa volumul lucrarilor dse executat, este:
reparatii curente (anuale);
reparatii medii;
reparatii capitale.
In afara de aceste revizii si reparatii planificate mai pot surveni reparatiile de avarii (accidentale), care, dupa natura lucrarilor pot fi executate numai de catre personalul bordului sau in colaborare cu atelierele de reparatii.
14.2. CONTROALELE SI REVIZIILE PERIODICE LA MASINI
Masinile cu abur trebuie sa fie supuse periodic unor controale si revizii care au scopuri si planuri bine definite, in functie de perioada in care se executa.
Controalele si reviziile zilnice au drept scop verificarea starii tehnice a masinilor, virarea manuala sau mecanica, precum si observarea si indepartarea defectelor si celelalte lucrari de intretinere mentionate in instructiunile de exploatare, care se vor respecta cu strictete.
Controalele si reviziile zilnice se efectueaza sub supravegherea sefului mecanic, iar rezultatele deosebite obtinute se mentioneaza in jurnalul cu date caracteristice si starea tehnica a masinii respective. Rezultatele zilnice obtinute se mentioneaza in jurnalul de verificari si balansari ale mecanismelor.
La masinile principale cu abur si linii axiale in timpul controalelor si reviziilor zilnice se au invedere urmatoarele:
se vireaza masina cu 1 1/3 tura cu ajutorul virorului, observand totodata buna functionare a tuturor pieselor mobile, punandu-se pistoanele masinii intr-o alta pozitie;
se verifica buna stare a schimbatorului de mars prin manevrarea lui din pozitia mars inainte in pozitia mars inapoi si invers;
se verifica existenta, pozitia normala si fixarea piulitelor, contrapiulitelor si a splinturilor la piesele mobile ale masinii, precum si postamentului masinii;
se verifica stangerea buloanelor la cuzinetii de pat si impingere;
se verifica strangerea presetupelor cutiilor de etanseitate ale tijelor pistoanelor si sertarelor etc;
se deschid robinetii pentru purjarea cilindrilor, sertarelor si a tubulaturilor, se examineaza si se ung piesele mobile ale masinii, se va verifica daca exista corpuri straine;
se controleaza linia axului masinii verificandu-se starea cuzinetilor axului a garniturilor axelor, iar prin orificiile capacelor cuzinetilor intermediari de pat se verifica starea butonilor axelor;
se goleste depunerea de apa din cuzinetul principal de impingere si se curata acesta de murdarie si depuneri;
se verifica calitatea uleiului din carter si se completeaza cu ulei proaspat pana la nivelul stabilit;
in timpul umplerii cu ulei a carterelor cuzinetilor trebuie sa ne convingem de buna stare si curatenia carterelor cuzinetilor, pompelor de ulei, conductelor si orificiilor prin care se transmite uleiul la cuzineti, de asemeni si de existenta si buna stare a fitilurilor si a filtrelor;
se controleaza starea exterioara a aparatelor de masura si control si a supapelor de siguranta, verificandu-se existenta sigiliilor.
Controalele si reviziile saptamanale se efectueaza de catre personalul bordului sub directa supraveghere a sefului mecanic. Ele urmaresc aceleasi scopuri ca si cele zilnice; observatiile rezultate din acestea fiind consemnate in mod obligatoriu in registrul cu date caracteristice si starea tehnica a masinilor, unde se va consemna si remedierea deficientelor constatate.
Deficientele care nu au putut fi inlaturate pe timpul reviziilor saptamanale se vor planifica si executa pe timpul reviziilor lunare. Reviziile saptamanale sunt obligatorii atat pentru masinile aflate in functiune cat si pentru cele aflate in stare de conservare.
Controalele si reviziile zilnice cat si cele saptamanale nu pun navele in indisponibilitate, deoarece masinile sunt pregatite de mars in orice moment.
In cadrul reviziilor saptamanale se vor executa cu strictete prevederile instructiunilor de exploatare, nedepasindu-se timpul afectat remedierii vreunei deficiente constatate.
In timpul controalelor si reviziilor saptamanale la masinile principale cu abur si liniile axiale se au in vedere urmatoarele:
dupa functionarea indelungata a masinii principale se masoara cu ajutorul sondei jocurile la glisiere si la cuzineti;
se verifica starea si functionarea transmisiei axului principal si a dispozitivelor de cuplare;
in caz de nefunctionare, in decurs de o saptamana, pentru mentinerea starii bune de functionare in timpul reviziei sapatamanale se va efectua balansarea cu abur a masinii facandu-se un circuit de ulei si remediindu-se micile avarii constatate;
se deschid si se curata filtrele de ulei si de apa;
se verifica starea de fixare a masinii pe postament;
se verifica garniturile cutiilor de etanseitate ale tijelor pistoanelor, sertarelor etc;
se va umple cu unsoare gresorul lagarelor liniei de axe.
Controalele si reviziile lunare se efectueaza de personalul bordului de asemeni sub supravegherea directa a sefului mecanic, cu sau fara concursul santierului sau atelierului de reparatii.
Toate lucrarile de executat in cadrul reviziilor lunare pentru masini se vor trece separat in planul de revizii lunare pe doua categorii distincte si anume:
lucrari care se executa cu mijloacele bordului;
lucrari care se executa de catre atelierul de reparatii sau santier.
In registrele de reparatii si revizii lunare se vor consemna in mod obligatoriu toate lucrarile efectuate, cat si toate observatiile rezultate din revizii. La fel si lucrarile efcetuate in santier sau atelier.
Rezultatele masuratorilor din cadrul controalelor si reviziilor efectuate se vor consemna obligatoriu in registrele cu date caracteristice si starea tehnica a masinilor.
Deficientele ce nu au putut fi inlaturate pe timpul reviziilor lunare vor fi planificate si executate in cadrul reparatiilor curente anuale.
In cadrul reviziilor lunare se vor executa cu strictete prevederile instructiunilor de exploatare, nedepasindu-se timpul afectat decat in cazul in care este absolut necesara remedierea vreunei deficiente constatate.
La masinile principale de abur si linii axiale, pe timpul reviziilor lunare se are in vedere efectuarea urmatoarelor controale:
in cazul in care masina nu a functionat timp de o luna, este necesar ca pregatirea completa a instalatiei de masini sa se faca timp de 20 minute, cu masinile in mars, cu schimbarea sensului de rotatie inainte si inapoi, fara a se depasi numarul de rotatii ale axului elicei stabilit pentru balansarea masinii, supraveghindu-se indeaproape bunul mers al masinii;
se va verifica fixarea masinii principale in locurile greu accesibile si starea osaturii navei unde se prinde masina;
se verifica siguranta fixarii buloanelor flanselor de cuplare a arborilor cotiti cu axele intermediare;
se masoara pozitia axiala a liniei axiale si deplasarea in cuzinetul de impingere principal;
se verifica spatiile dintre pietrele culisei si sectoarele culiselor si dintre patine si glisiere;
se spala cu petrol tubulaturile de ulei, se sufla cu aer si se curata de murdarie ungatoarele de ulei, se verifica functionarea acestora si se curata fitilurile si filtrele inlocuindu-se dupa aceea uleiul uzat cu ulei proaspat.
In cazul reviziilor periodice la masini mai sunt prevazute controale care se fac odata la 3 -6 si 12 luni, avand aceleasi scopuri ca si reviziile lunare. Punctele referitoare la aceste controale sunt similare cu cele de la controalele si reviziile saptamanale si lunare, in plus figurand unele detalii ce sunt prevazute in instructiunile referitoare la revizii si reparatii.
Pe timpul reviziilor periodice trebuie avut in vedere ca totdeauna cand apar deranjamente ale distributiei de abur sa se ridice diagramele indicate de distributie pentru a se verifica si regla distributia masinii cu abur.
14.3. EXECUTAREA REPARATIILOR PERIODICE LA MASINI
Reparatiile periodice se executa de catre santier cu concursul personalului de la bordul navelor.
Descoperirea si inlaturarea la timp a defectiunilor la masini preintampina avarierea si scoaterea din uz a masinii respective, marind totodata intervalele de timp dintre reparatii. Sefii mecanici ai navelor trebuie sa acorde o mare atentie acestei probleme de exploatare. Defectiunile descoperite de catre personalul de exploatare se noteaza intr-un registru special, jurnalul de reparatii, care se afla la seful mecanic.
In timpul planificarii reparatiilor periodice trebuiesc incluse in listele de reparatii toate defectele constatate pe timpul exploatarii, cat si cele constatate cu ocazia verificarilor efectuate la intrarea masinii in reparatii. In functie de felul reparatiei listele de lucrari sunt intocmite atat pentru lucrarile care se executa de catre santier cat si cu mijloacele bordului, liste ce se aproba de catre armator.
Prin reparatii curente se inteleg reparatiile anuale executate la masini, in care intra toate lucrarile de reparatii ce se pot executa cu mijloacele bordului si partial cu ajutorul atelierelor de reparatii sau santier.
Lista lucrarilor care se vor executa in cadrul reparatiilor curente la masini va cuprinde printre lucrarile mai importante:
demontarea capacelor cilindrilor si verificarea cilindrilor numai in cazul cand sau semnalat batai in cilindri;
verificarea sistemului de distributie si inlocuirea pieselor uzate, daca este cazul;
verificarea si strangerea lagarelor;
verificarea instalatiei si dispozitivelor de ungere;
indepartarea ruginii si murdariei de pe piesele masinii;
etansarea instalatiei de condensare ;
curatirea si repararea instalatiei de condensare si a mecanismelor auxiliare necesare;
montarea si pornirea de proba a masinii cu abur.
Prin reparatii medii se inteleg reparatiile care se executa periodic in termenele stabilite, tinand seama de reviziile si reparatiile periodice din cursul anilor precedenti, cat si de starea tehnica generala a masinii cu abur. Reparatiile medii pot fi executate atat de catre santiere, cat si de catre atelierele de reparatii, in functie de capacitatile de productie existente si de volumul mare de lucrari de reparatii necesare la masini.
Lista lucrarilor care trebuiesc executate pe timpul reparatiilor medii va cuprinde, printre lucrarile mai importante, urmatoarele lucrari:
demontarea masinii si verificarea uzurii organelor mobile si fixe;
verificarea pistoanelor, inlocuirea segmentilor de piston cu altii din rezerva daca este cazul;
inlaturarea zgarieturilor si a ovalitatii tijelor, precum si inlocuirea garniturii cutiilor de etanseitate;
curatirea si slefuirea robinetelor de purjare, a ungatoarelor si a valvulelor de siguranta;
demontarea si curatirea valvulei de manevra a masinii, slefuirea pe scaun, inlocuirea garniturilor, a buloanelor si prezoanelor uzate etc;
verificarea sertarelor prin inlaturarea zgarieturilor si degradarilor de pe oglinzile sertarelor, tije si dispozitive de ghidare precum si inlocuirea garniturii cutiilor de etanseitate;
verificarea si reglarea distributiei de abur la masini;
demontarea si verificarea lagarelor masinii;
turnarea din nou a cuzinetilor de lagare si ajustarea lor;
curatirea instalatiei de ungere si a orificiilor pentru ungerea cuzinetilor;
curatirea si verificarea excentricelor;
curatirea si etansarea instalatiei de condensare a aburului;
montarea, pornirea si incercarea masinii.
Dupa terminarea reparatiei masinii se trece la completarea documentatiei privitoare la starea masinii cu abur si inregistrarea lucrarilor efectuate in cartea masinilor respective.
Reparatiile capitale se executa periodic la termenele stabilite, in functie de marimea masinii si a orelor de functionare ale masinii cu abur.
Este indicat ca pe timpul reparatiilor capitale sa se planifice executarea tuturor lucrarilor de modernizare a masinilor.
Reparatiile capitale ale masinii urmeaza acelasi regim din punct de vedere al intocmirii listelor, planificarii lucrarilor pentru santier sau atelier, urmarirea lucrarilor, ca cel mentionat in capitolul anterior privind reparatiile medii.
Pentru reparatiile capitale si unele reparatii medii se intocmeste un caiet de sarcini care sa contina si normele de receptie a lucrarilor executate la masini; caiet ce se va intocmi si trimite din timp la santier pentru buna desfasurare a lucrarilor cat si a probelor de receptie.
Planificarea reparatiilor la masinile principale cu abur trebuie sa se faca simultan cu planificarea reparatiilor intregii instalatii de forta ( caldari, masini, pompe), precum si a instalatiei electrice.
In graficul reparatiilor planificate se introduc si reparatiile si reviziile masinilor auxiliare si de rezerva care fac parte din instalatia de forta, daca aceste lucrari nu au fost efectuate in cursul anului, in intervalele dintre reparatiile planificate, curente si capitale.
Reparatiile accidentale (de avarii). In afara reparatiilor periodice planificate la masini se mai intalnesc si reparatii accidentale. Aceste reparatii nu sunt prevazute in plan. Avariile produse la masini in mars sau in stationare pot fi remediate cu mijloacele bordului sau cu concursul atelierului sau santierului din portul respectiv.
Reparatiile accidentale au prioritate fata de orice alte lucrari, urmarindu-se punerea in stare de functionare a masinii in timpul cel mai scurt posibil.
Avariile trebuiesc trecute in jurnalul de evenimente neobisnuite (registrul de avarii) , mentionandu-se toate datele necesare in legatura cu conditiile in care s-a produs avaria, cauze, consecinte, vinovati etc.. Avariile masinilor vor fi trecute si in registrele cu date caracteristice si starea tehnica a masinilor respective.
Durata reparatiilor depinde de natura avariei produse, urmand ca acest lucru sa fie stabilit de la caz la caz, in functie de posibilitatile de reparatii, existenta pieselor de schimb, disponibilitatile de productie ale atelierului sau santierului etc..
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |