CALIFICARE: STRUNGAR
Strung frontal
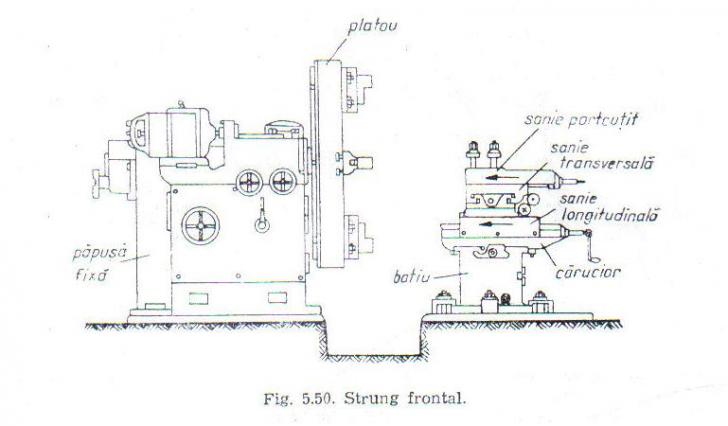
Un batiu separat sau facand corp comun cu papusa fixa,care sustine un carucior(fig.5.50).Pe caruciuor se poate deplasa o sanie portcutit.Platoul unui asemenea strung permite prinderea unei piese cu diametrul ajungand la 1000-5000m.
Deoarece pe strungurile frontale se prelucreaza piese cu greutate mare,pentru evitarea supradimensionarii arborelui principal,miscarea de rotatie de la cutia de viteze se transmite direct la platou,arborele avand numai rolul de sustinere si centrare a platoului si a piesei de prelucrare
Scule si dispozitive folosite la strunjirea suprafetelor plane
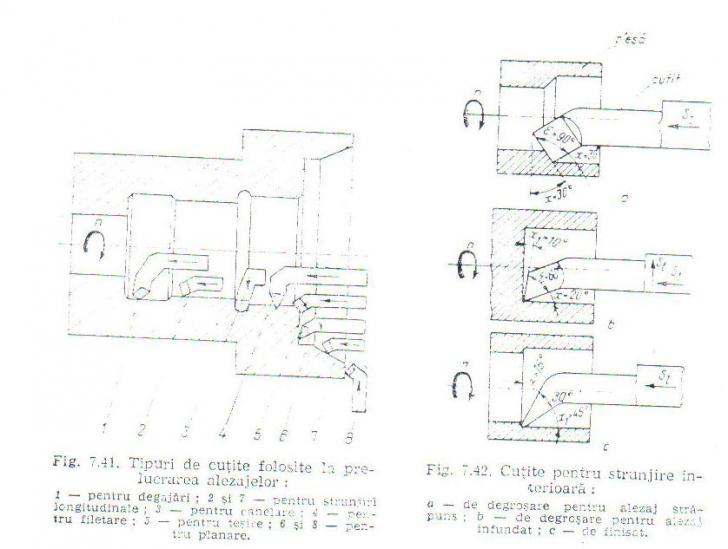
Cutitele folosite la strunjirea suprafetelor plane pot fi speciale(pentru strunjit plan)sau obisnuite,folosite si la alte prelucrari.
Cutitele folosite la prelucrarea pe strunguri frantale sau carusel se deosebesc de cele utilizate la strungurile normale prin robustetea lor ridicate,necesara pentru a face fata prelucrarii cu sectiuni mari de aschii.
Dispozitivele folosite pentru prinderea pieselor pot avea character universal sau special.
Dispozitivele folosite pentru prinderea sculelor sunt obisnuite,aflate in dotarea strungurilor.
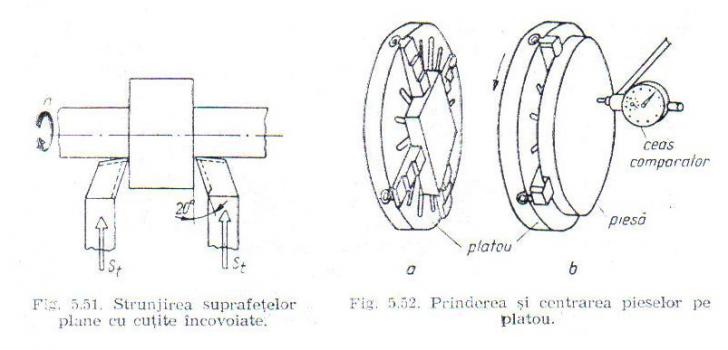
Prinderea pe platou este folosita atat la strungurile normale,pentru prinderea pieselor mijlocii sau a celor cu contur neregulat,cat mai ales la strunguri frantale si carusel.Intruncat in platou se prind de regula piese mari,o mare importanta o are centrarea piesei,operatie care se poate face cu ajutorul ceasului comparator.
Dispozitivele special se construiesc in functie de configuratia pieselor prelucrate,respectandu-se regulile prezentate in capitolul 3.
In figura 5.51 sunt reprezentate doua cutite incovoiate in pozitie de lucru pe stanga, respectiv pe dreapta
Thenologia strunjirii suprafetelor plane.Elementele regimului de aschiere.
Strunjirea unei suprafete plane decurge de obicei in doua etape:-degrosarea
-finisarea
Suprafetele plane cu precizie ridicata pot fi obtinute pe strungurile normale,iar daca piesa este mare,pe strunguri carusel.O productivitate ridicata se obtin la prelucrarea pe strunguri carusel din cauza posibilitatii strunjiri simultane cu mai mute cutite.
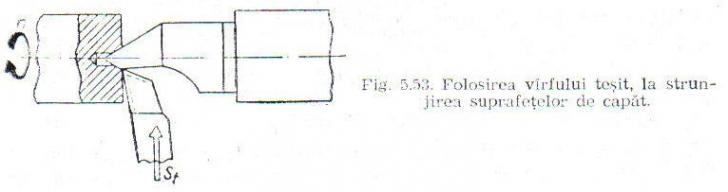
Suprafetele plane prelucrate pe strunguri normale sunt fie suprafete de capat,fie suprefete laterale ale treptelor arborilor.
Dispozitive pentru prinderea si fixarea pieselor.
In functie de forma si dimensiunile piesei ce se prelucreaza pe strung se folosesc urmatoarele sisteme de prindere si fixare a pieselor:
-fixarea in consolo(numai in partea dinspre papusa fixa)
-prinderea intre varfuri.
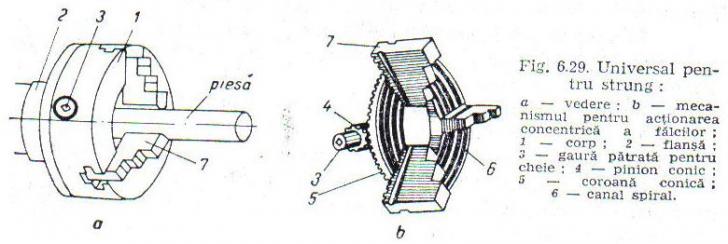
Piesele scurte,la care lungimea este mai mica decat diametrul(L ≤ D),se fixeaza in dispositive universale sau special,montate pe capatul arborelui principal.Ca dispozitive universal pentru fixarea in consolo a pieselor se folosesc universalul si platourile.Universalul este un dispozitiv prevazut cu trei falci care asigura o stranger concentric,prin deplasarea simultana a falcilor.Falcile universalului sunt reversibile astfel incat permite strangerea pieselor din exterior sau din interior
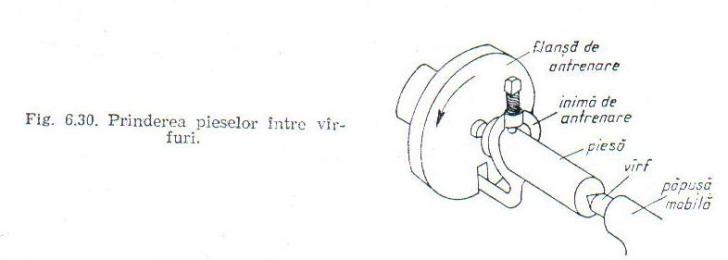
Pentru prinderea pieselor intre varfuri sunt necesare urmatoarele elemente:
-doua varfuri:unul fixat in arboreal principal al strungului,iar celalalt in pinola papusi mobile.
-antrenoare
-lunete
-dornuri.
Prinderea pieselor intre varfuri.
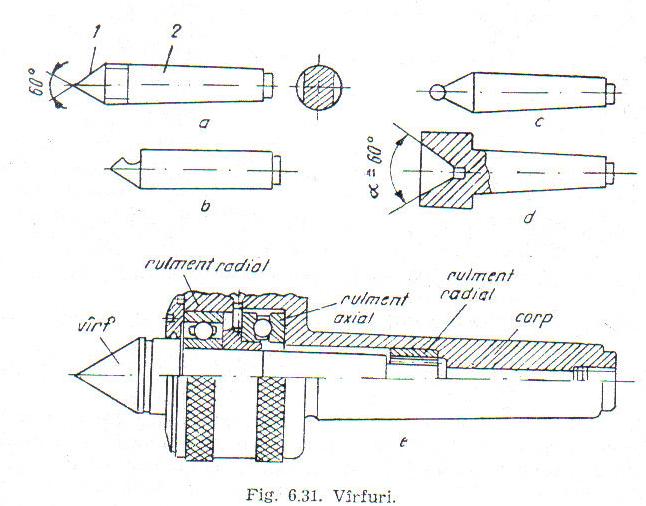
Varfurile pot fi fixate sau rotative.
Varfurile fixe se folosesc la fixarea pieselor de precizie si pot fi:
-simple cu bila
-simple cu degajare
-simple inverse
Aceste varfuri se executa din otel pentru scule si sunt formate din doua parti:
-o parte activa 1,sub forma unui con cu unghiul la varf de 60°,mai rar de 90°,pe care se sprijina piesa.
-si o part de fixare 2,sub forma unui con Morse,care serveste la fixarea varfului in masina.
Varfurile rotative pot fi universale si speciale.
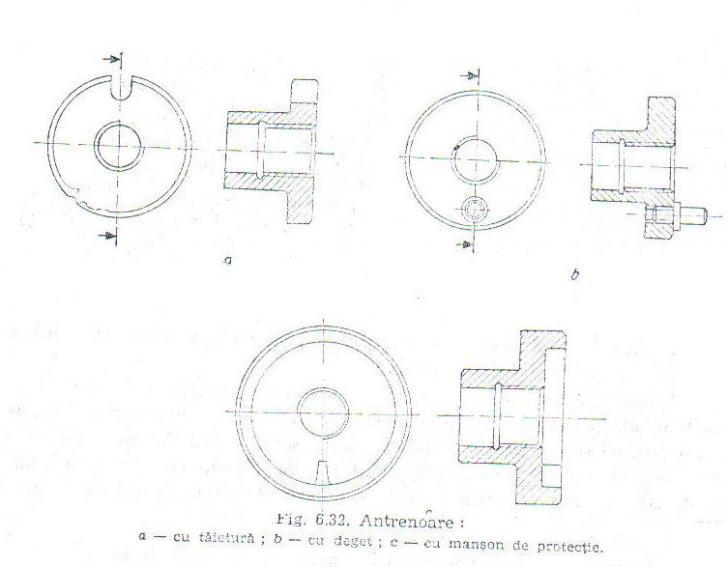
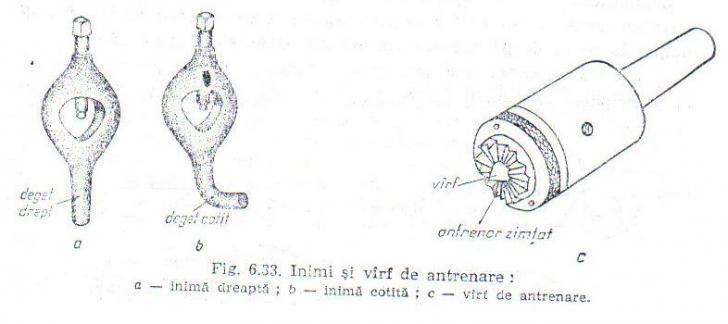
Antrenoarele au rolul de a asigura transmiterea miscarii de la arborele principal la piesa d prelucrare,cand aceasta este prinsa intre varfuri.Ca antrenoare se folosesc flansele de antrenare,montate pe capatul arborelui principal si care pot fi cu gauri,pentru inimi de antrenare cotite,si cu deget,pentru inimi de antrenare drepte,inimile de antrenare de diferite tipuri si varfurile de antrenare.
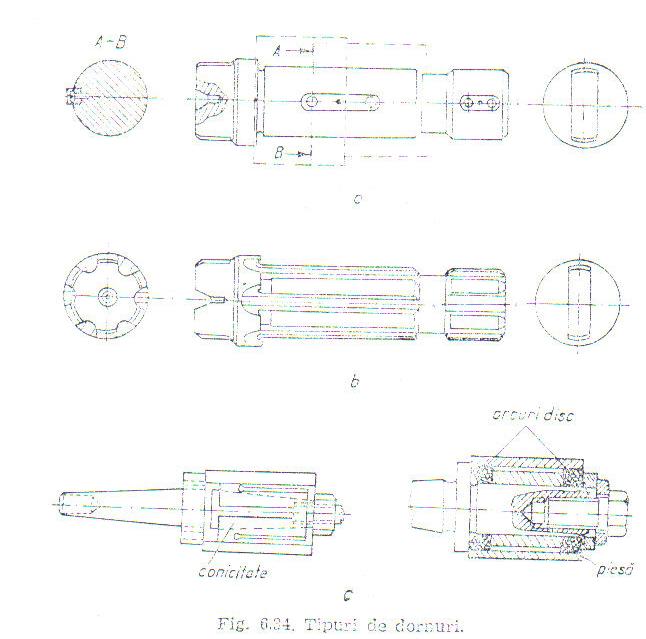
Dornurile sunt dispozitive folosite pentru bazarea pieselor dupa suprafetele cilindrice,la prelucrarea acestora in varfuri.In functie de felul alezajului piesei,dornurile pot fi:-netede
-cu pana
-cu caneluri
-cu arcuri disc
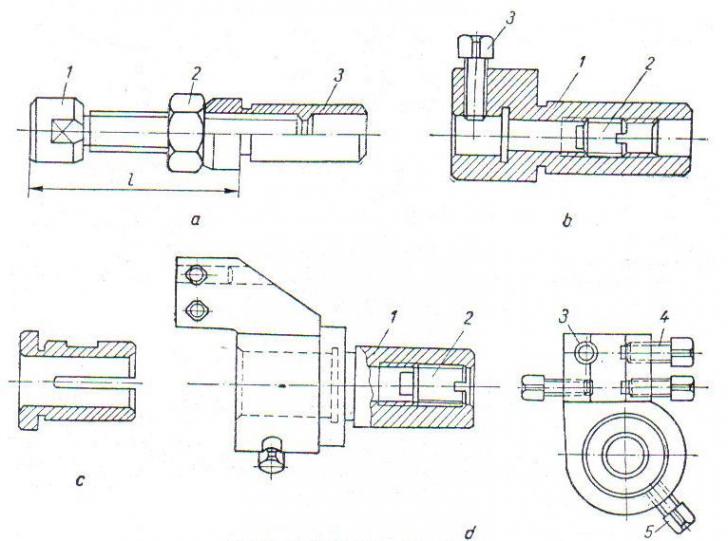
Dornurile folosite pentru fixarea pieselor netede se prezinta sun diferite tipuri constructive,astfel incat sa asigure,pe langa o bazare corespunzatoare,si blocarea(sau strangerea)piesei.In acest sens,aceste dornuri sunt prevazute pe partea activa cu o conicitate mica(1:1000)sau sunt prevazute cu elemente si mecanisme de blocare.Pentru pisele de tip bucsa se folosesc dornuri scurte cu bucsa extensibila.
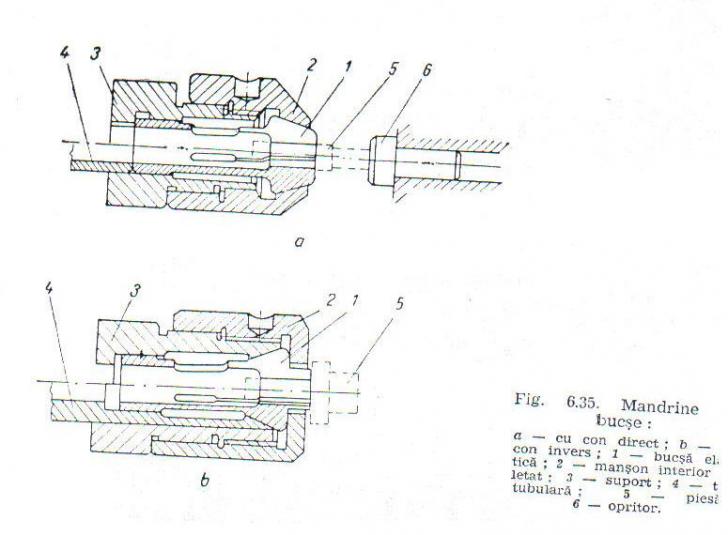
Pentru fixarea pieselor circulare cu diametru mic in cazul prelucrarilor din bara se folosesc mandrine cu bucse elastice.
Bucsele elastice ale mandrinelor pot fi con direct sau invers actionate manual,prin rotirea(sau deplasarea)mansonului exterior,sau actionate prin impingerea interioara cu o tija elastica se realizeaza cu ajutorul unui tampon opritor sau direct pe fata frantala a bucsei elastice.
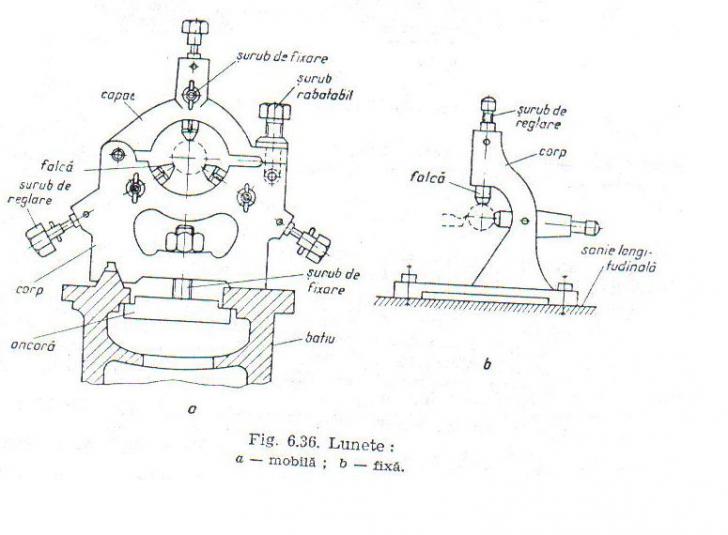
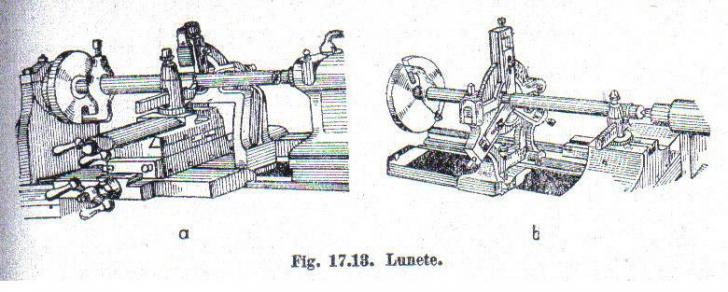
Lunetele se folosesc ca reazeme
suplimentare la prelucrarea axurilor lungi.la care raportorul
 ≥8,cu
scopul de a se evita incovoierea sub actiunea fortelor de aschiere a greutatii
proprii.
≥8,cu
scopul de a se evita incovoierea sub actiunea fortelor de aschiere a greutatii
proprii.
Lunetele universale au falcile de reazem deplasabile,putand fi folosite la prelucrarea pieselor cu diametre diferite.
Lunetele speciale se folosesc ca reazem auxiliar,numai pentru prelucrarea unei anumite piese de unanumit diametru.Lunetele fixe se monteaza pe batiul masini la o anumita distanta,iar lunete mobila,pe caruciorul strungului de plasandu-se cu acesta.
Prinderea si fixarea pieselor
Prinderea si fixarea pieselor in vederea prelucrarii se fac in universal,platou sa in dispozitive speciale.
In cazut pieselor cu peretii subtiri(bucse,camasi de cilindri,cuzineti)se va acorda o mare atentie la alegerea sistemului de fixare,pentru a nu produce deformati care determina aparitia erorilor de forma si pozitie a suprefetelor prelucrate.
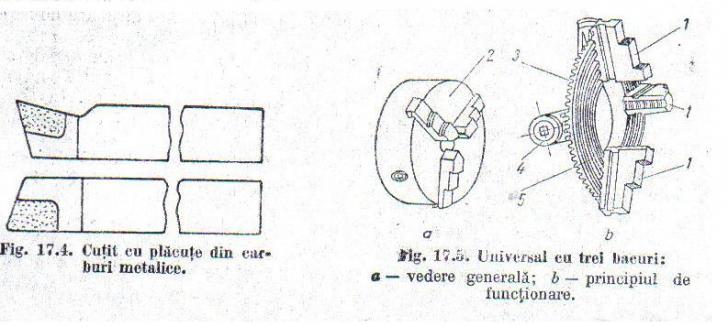
Tipuri de cutite de strung
In prezent se folosesc din ce in ce mai multe cutite cu placute din carburi metalice fixate pe corpul cutitului prin lipire sau cu suruburi.Aceasta asigura o mare duratilitate in conditiile aschierii cu viteze ridicate
Fixarea pieselor
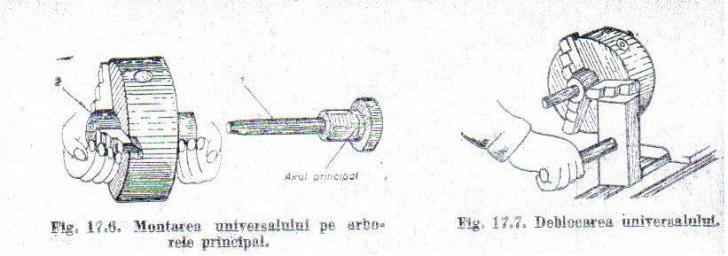
Piesa ce urmeaza a se prelucra se fixeaza intr-un dispozitiv tinand seama de forma si dimensiunilei ei.Cel mai des se folosesc sistemul de fixare a pieselor in universal.Universalul este dispozitivul de fixare prevazut,de obicei,cu trei bacuri,care realizeaza simultan centrarea si strangerea pieselor avand diametre intr-o gama relativ larga.
Cele trei bacuri se deplaseaza in canalele din corpul al universalului,fiind antrenate de filetul plan,de fata frontalaa rotii dintale,care la randul ei este antrenata de pinionul conic.
Universalul este montat pe capatul arborelui principal prin insurubare,avand un sistem de asigurare.
Universalul poate realiza centrarea si strangerea pieselor cu bancurile asezate in pozitie normala pentru piese de diametru mic sau intoarsa pentru pise scurte,avand diametru mare.
La demontarea universalului trebuie acordata o mare atentie.Pentru deblocare se fixeaza manetele cutiei de viteze la cea mai mica turatie.Se introduce dorn in arborele principal.
Pentru prinderea pieselor cu sectiune patrata se utiliziaza universale cu patru bancuri,actioneaza simultan.In cazul unor piese cu o configuratie complicata se folosesc universale cu patru bancuri actionate independent.In acest caz fiecare bac este deplasat spre suprafata piesei,centrarea facandu-se din aproape in aproape.
Universalul foloseste in general la prinderea si strangerea pieselor scurte.
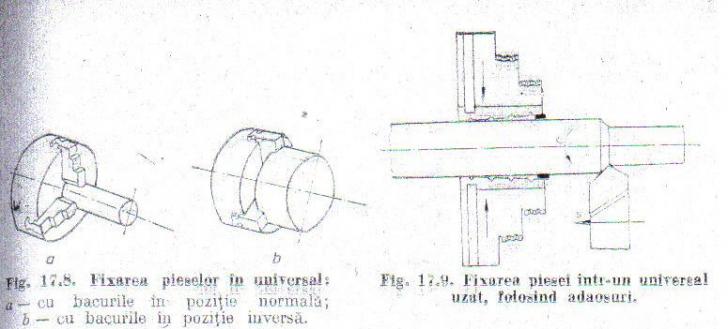
Piesele cu diametru mis se strang cu bancurile in pozitie normala.In cazut pieselor de lungime mica si diametru mare centrarea si prinderea piesei se executa cu bancurile in pozitie inversa.
La piesele tubulare cu diametru mare prinderea se executa prin actionarea bacurilor de la interior spre exterior.
Datorita stranderii pieselor pe portiunea anterioara a bancurilor,acestea se uzeaza.Pentru a fixa corect piesa intr-un asemenea universal este necesar introducerea unui adaos.
Adaosul poate realizea prin infasurarea pe piesa a unor straturi de grosime corespunzatoare din tabla subtire sau hartie.
Atunci cand bacurile se uzeaza ele trebuie insa corectate prin rectificare.Piesele cu lungime relativ mare se prelucreaza intre varfuri.
Asezarea si centrarea piesei se executa cu ajutorul varfurilor,fixate in arborele principal,si respectiv papusa mobila.Pentru a proteja piesa contra strivirii la strangerea cu surubul inimi anterioare capatul piesei se introduce intr-o bucsa crestata.
In vederea asezarii intre varfuri este necesar ca in capetele frantale se execute in axa piesa gaurile de centrare in care vor intra varfurile.
Inainte de introducerea varfurilor in alezajul conic al masinii,suprafetele de asamblare se curata cu atentie pentru a evita bataia radiala a varfurilui.
Pentru piese tubulare care urmeaza a fi prelucrate la exterior pentru prinderea se utilizeaza dornurile.
Piesa se strange datorita desfacerii dornului elastic la insurubarea conului2.Elasticitatea se obtine pe seama degajarii interioare a dornului se utilizeaza bucse elastice crestate pe generatoare.Daca rigiditatea pieselor este prea mica,acestea se pot sprijini in timpul prelucrarii cu ajutorul lunetelor mobile,care se fixeaza pe caruciorul strungului,sau cu ajutorul lunetelor fixe,care se fixeaza pe batiu.
Fixarea cutitelor
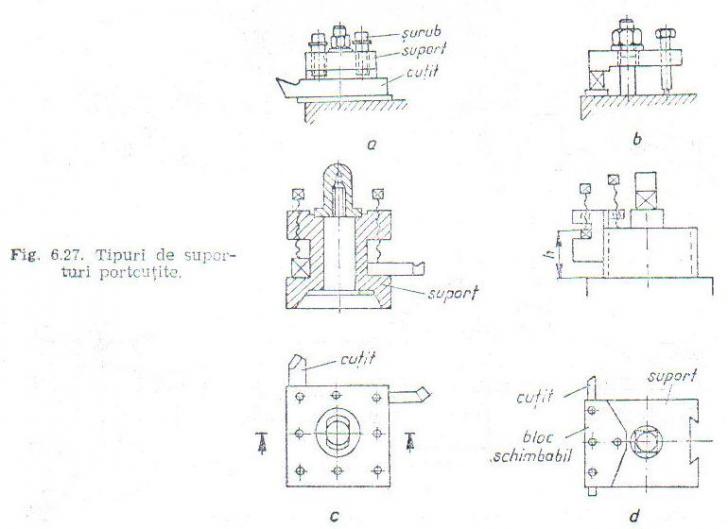
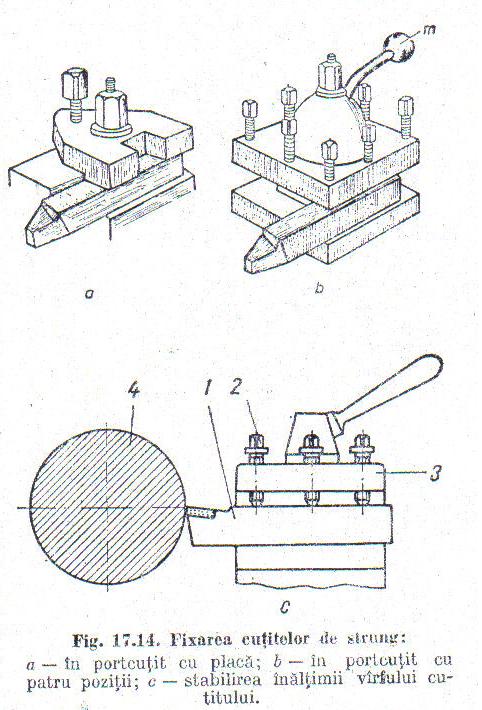
Dintre dispozitivele de prindere a sculeleor pe strung,cele mai raspandite sunt suporturile portcutit,de diferite constructii:
-cu placa
-cu patru pozitii
Portcutitul cu patru poziti intra in dotarea strungului normal si permite fixarea a patru scule.Aducerea si fixarea sculei realizeaza prin robitea suportului portcutit,cu ajutorul manetei.
Cutitul se fixeaza in portcutit cu suruburile,astfel incat varful lui sa se gaseasca la inaltimea axei piesei de perlucrare.
Pentru asezarea cutitului la inaltimea necesara,de obicei,se folosesc placute de reglare care aseaza sub cutit.Aceasta inaltime la care se fixeaza varful cutitului se verifica dupa varful din pinola papausi mobile sau cu ajutorul unor sabloane.
PLAN TEHNOLOGIC
1.Prinderea semifabricatului din bara in universal.
2.Strujirea la
 30 mm pe lungimea 130mm
30 mm pe lungimea 130mm
3.Strunjirea
la
10mm pe lungimea de 20 mm
4.Debitarea piesei la lungirea de 125mm
5.Prinderea
piesei de
30mm si strunjirea de
10mm la capatul celalalt.
6.Filetarea M10 cu filiera in ambele capete.
La dimensiunile de 20mm respectiv 16mm.
SDV
SCULE:
-Cutit de strung drept pentru strunjit exterior.
-Cutit de strung curbat spre dreapta
-Filiera M10
-Cutit de debitat
DISPOZITIVE:
-universal
-port filiera
VERIFICATOARE:
-subler
Protectia munci
-cheia de strangere se va strange dupa utilizare.
-se vor purta haine stranse pe corp
-filetul se va executa manual dupa oprirea utilajului
-Schutzbrille-tragen:se vor purta ochelasri de protectie.
-masurarile se vor executa doar cu utilajul oprit
-folositi antrenoare sau saibe de antrenare de tip protejat la prelucrarea intre varfuri.
-utilizati chei corespunzatoare,fara prelungitoare din teava,la fixarea si scoaterea pieselor din universal.
-folositi maturi sau peri speciale sau carlige pentru a inlatura aschiile rezultate in urma prelucrari.
-dupa terminarea lucrului,curatati si ungeti strungul si comunicati maistrului toate defectiunile constatate.
CUPRINS:
1.Argument.
2.Dispozitive pentru prinderea si orientarea sculelor:-tipuri constructive:-suport pol cutit
-suporturi speciale
3.Descrierea dispozitivelor pentru prinderea si orientarea sculelor.
4.Partile componente ale dispozitivelor
5.Fixarea sculelor in dispozitie
6.Functionarea dispozitivelor
7.Prezentarea normelor de protectie a munci si P.S.I
8.Realizarea planului de operati pentru .
9.Executarea piesei
10.Realizarea de materiale reprezentative.
Biblografie
1.M.Voicu,R.Ghilezan:Utilajul si tehnologia prelucrarilor prin aschiere.
2.Aurelian.Vlase,Corneliu.Neagu:Tehnologia de prelucrare pe strunguri.
3.Tehnologia elaborari si prelucrari semifabricatului-manual clasa a XII-a
4.Gheorghe Hussein:desen tehnic pentru constructii de masini-manual
5.G.Ghinea,V.Militaru:Tehnologia prelucrarii prin aschiere.
6.Moraru si colectivul:Cultura de specialitate clasa a Ixa SAM,Editura Sigma 2004.
7.Lichiardopol si colectivul:Manual de pregatie practica,clasa a Ixa SAM,Editura Aramis 2004
8.Tanasescu si colectivul:Masurari tehnice clasa a X a.Editura Aramis 2005.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
