
Rectificarea - Pietrele abrazive - Masini de rectificat
Rectificarea urmeaza dupa alte procedee de prelucrare: strunjire, frezare, rabotare, tratament termic etc. cand datorita preciziei dimensionale, netezimii suprafetei sau duritatii ridicate pe care o prezinta piesa, nu mai este posibila aplicarea corespunzatoare a altor procedee.
Evolutia rectificarii este strans legata de utilizarea otelurilor foarte dure si de perfectionarea fabricatiei pietrelor abrazive.
1. Pietrele abrazive
Pietrele abrazive sunt constituite din doua categorii de materiale: abraziv si liant. La fabricarea pietrelor abrazive se folosesc abrazivi naturali si sintetici. Acestia sunt:
Liantii sunt materialele in care se afla inglobate granulele abrazive. Rolul acestora cel mai important este acela de a mentine granulele abrazive pana la tocirea lor.
Dupa natura lor, liantii sunt: organici si anorganici. Cei organici sunt pe baza de bachelita, cauciuc etc, iar cei anorganici sunt ceramici si minerali. Functie de rezistenta pe care liantii o prezinta la solicitari mecanice, pietrele abrazive pot fi utilizate numai pana la anumite limite ale vitezei periferice. Astfel, pietrele confectionate cu liant ceramic pot primi cel mult o viteza periferica de 35 m/s, cele cu liant pe baza de magneziu pana la 20 m/s si cele bachelitice pana la 6075 m/s.
Structura pietrelor abrazive este determinata de cantitatea granulelor pe unitate de volum si de repartitia lor in masa liantului. O importanta deosebita prezinta marimea porilor de care depinde capacitatea de acumulare a aschiilor. Duritatea pietrelor abrazive, pentru aceleasi materiale, se schimba atunci cand se mareste sau se micsoreaza marimea porilor. In conditii normale, volumul porilor din cel al pietrei este sub 50%, iar marimea unui por nu depaseste pe cel al granulei.
Liantul trebuie sa retina granula pina in momentul tocirii ei. Atunci cand proprietatile aschietoare ale granulei s-au consumat, liantul trebuie sa permita indepartarea acestuia din piatra sub actiunea fortei de aschiere care este mai mare. In locul granulelor tocite si indepartate, pe suprafata activa a pietrei apar noi granule cu muchii intacte, ascutite.
Pietrele abrazive dure se folosesc la rectificarea materialelor moi, iar pietrele moi, la rectificarea materialelor dure.
Marimea granulelor abrazive determina si marimea rugozitatii suprafetei rectificate. Astfel, pentru a obtine o rugozitate a suprafetei Rz = 6,3 μm este necesara o granulatie de 4050 (in sutimi de milimetru) in cazul rectificarii rotunde exterioare si 2540 pentru rectificare interioara. Pentru o rugozitate Rz = 3,2 μm granulatia pietrei trebuie sa fie de 2540 si 1625 pentru rectificari rotunde exterioare, respectiv interioare.
Din punctul de vedere al formei se deosebesc urmatoarele tipuri de pietre abrazive (fig. 2.65):
pietre cilindrice plane (a) care servesc la rectificarea cilindrica exterioara, interioara, plana si la ascutirea sculelor;
pietre conice plane (b, c si d) folosite la rectificarea danturilor si altor profile;
pietre cilindrice cu degajare (e, f, g si h) utile la rectificarea suprafetelor circulare si frontale;
pietre inelare (i) folosite la rectificarea plana cu partea frontala a pietrei;
pietre tip oala (j si k) pentru prelucrarea suprafetelor plane cu partea frontala;
pietrele taler (1) servesc la ascutirea sculelor pentru prelucrarea rotilor dintate.
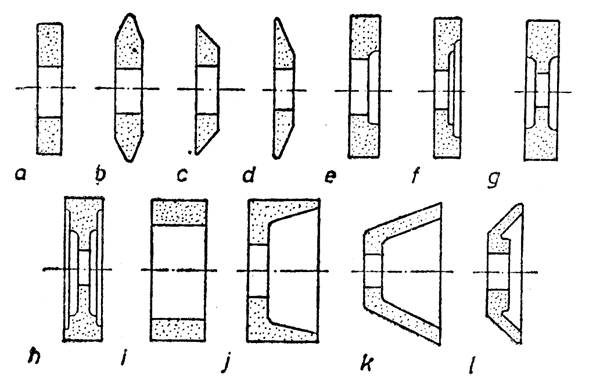
Fig. 2.65. Tipuri de pietre abrazive
2. Masini de rectificat
Precizia ridicata ceruta procesului de rectificare impune masinilor-unelte din aceasta categorie cateva conditii: reglarea continua a miscarilor de lucru, protejarea suprafetelor fata de pulberi, functionarea linistita fara trepidatii, rigiditate ridicata etc.
In figura 2.66 se prezinta o masina de rectificat rotund cu masa mobila. Aceasta se compune din urmatoarele parti importante: 1 batiu; 2 masa de lucru; 3 papusa port-piesa; 4 papusa port-piatra; 5 papusa mobila. Aceasta masina permite rectificarea exterioara cilindrica si conica. Piesa de rectificat se fixeaza in papusa 3 si se reazema pe varful papusii 5. Piesa realizeaza miscarea principala Mp2. Avansul longitudinal Ms1 este asigurat de deplasarea mesei 2, iar cel transversal Ms este asigurat de papusa 4.
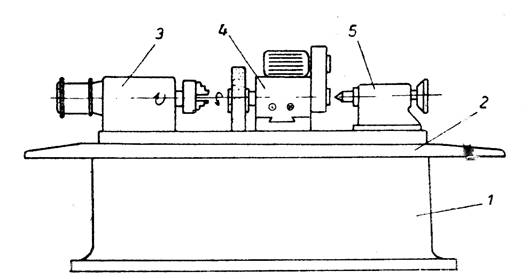
Fig. 2.66. Masina de rectificat rotund
Caracteristica principala a masinii de rectificat prezentata in figura 2.67 este lipsa varfurilor pentru fixarea piesei. In schimb, aceasta masina utilizeaza doua pietre abrazive, una pentru rectificare 8 si cea de a doua pentru conducerea si avansarea piesei 9. Partile care compun o asemenea masina de rectificat fara varfuri sunt: 1 batiul; 2 papusa pietrei de rectificare; 3 papusa pietrei de antrenare; 4 dispozitiv pentru sustinerea piesei; 5 si 6 dispozitive pentru corectarea suprafetelor circulare ale pietrelor abrazive; 7 motor de antrenare. Cele doua pietre abrazive primesc de obicei miscarea de rotatie de la motoare diferite.
Pentru ca acest ansamblu masina sa functioneze, piatra de antrenare trebuie sa aiba proprietati de aschiere mai reduse decat piatra de rectificare. Deci, forta de frecare care ia nastere intre piesa si piatra de antrenare trebuie sa fie mai mare decat forta de aschiere ce se formeaza intre piesa si piatra de rectificat. Latimea riglei 4 trebuie sa fie mai mare decat latimea pietrelor, iar unghiul de inclinare de 2030°.
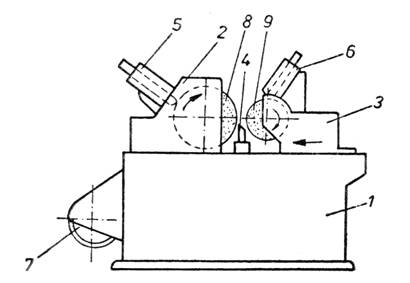
Fig. 2.67. Masina de rectificat rotund fara varf
Aceste masini prezinta o productivitate ridicata, piesa poate avea un adaos mic deoarece se autocentreaza, se pot rectifica piese de diametru mic si nu solicita piesa la incovoiere.
Masinile de rectificat plan se folosesc la rectificarea suprafetelor plane rezultate in urma prelucrarii prin rabotare, frezare etc, sau pentru rectificarea directa a unor piese de duritate ridicata. Aceste masini pot lucra cu periferia pietrei abrazive sau cu partea frontala a acestora.
O asemenea masina (fig. 2.68) se compune din urmatoarele parti: 1 batiu cu coloana; 2 papusa port-piatra; 3 masa port-piesa; 4 sania mesei. Piesa de rectificat se fixeaza pe masa masinii care efectueaza miscarea de avans Ms rectilinie alternativa. Miscarea principala Mp de aschiere este efectuata de piatra abraziva, iar miscarile Ms2 si Ms3 sunt efectuate pentru avansarea pietrei pe adancimea aschiei si de avans transversal.
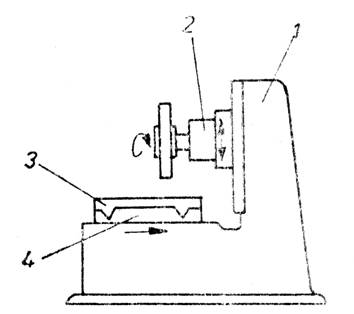
Fig. 2.68. Masina de rectificat plan
3. Prelucrari prin rectificare
Pentru intelegerea mai usoara a modului de lucru la rectificare, in figura 2.69 se prezinta cateva scheme de prelucrare.
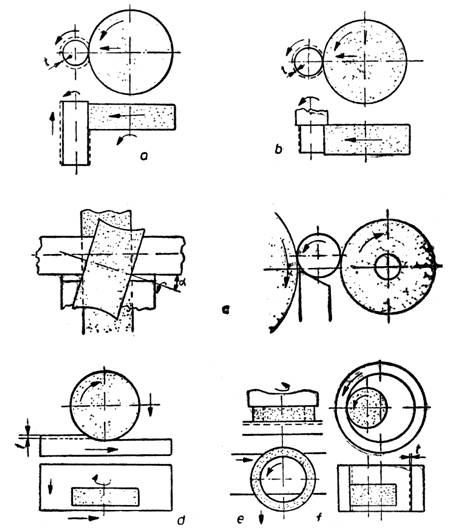
Fig. 2.69. Prelucrari prin rectificare
Rectificarea cilindrica exterioara a unei piese poate fi efectuata longitudinal sau prin patrundere. La rectificarea longitudinala avansul pietrei este de circa (0,80,9)B, in care B este latimea discului abraziv (a). La rectificarea prin patrundere, piatra va lucra avansand numai transversal pe piesa (b).
Rectificarea cilindrica fara varfuri se efectueaza conform pozitiei c din figura 2.69. Suprafata periferica a discului de antrenare are forma unui hiperboloid, astfel ca prin inclinarea lui cu unghiul α imprima piesei atat miscare de rotatie cat si de avans longitudinal. Discul de antrenare este executat cu liant din cauciuc.
Rectificarea plana cu periferia discului se executa ca in pozitia d, iar rectificarea plana cu partea frontala ca in e. Rectificarea rotunda interioara se prezinta in pozitia f.
Pentru obtinerea unei precizii dimensionale si calitati superioare rectificarii se practica honuirea pieselor, vibronetezirea, lepuirea, rodarea, lustruirea fina etc.
Honuirea este o prelucrare de netezire fina a suprafetelor cilindrice care se realizeaza cu o scula numita hon. Honul contine 3 pana la 12 bare din piatra abraziva, care sunt apasate cu o anumita presiune pe suprafata de prelucrat. Prin miscarea capului de honuit in interiorul unui cilindru, barele abrazive corodeaza suprafata, reducand inaltimea asperitatilor.
Vibronetezirea este un procedeu asemanator honuirii, cu completarea ca, barele abrazive primesc si o miscare vibratorie.
Lepuirea este procedeul de prelucrare a suprafetelor pieselor cu granule abrazive in suspensie, introduse intre piesa de prelucrat si dispozitivul de lepuire.
Rodarea este un procedeu asemanator lepuirii, in care insa pasta abraziva se introduce chiar intre suprafetele pieselor de rodat.
Lustruirea se face cu discuri moi si pasta abraziva, pentru obtinerea unei suprafete cat mai lucioase.
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |