1.Generalitǎti
Scheme tehnologice folosite pentru obtinerea produselor si parametrii de realizare pe faze
Principalele materii prime folosite in industria morǎritului si crupelor sunt: graul, porumbul, orezul si orzul.
Graul trebuie sǎ corespundǎ la anumiti indici de calitate. Inafarǎ de indicii generali, cum sunt aspectul, culoarea, mirosul, continutul in corpuri strǎine si umiditatea, prin care se apreciazǎ de obicei toate cerealele, graul mai trebuie sǎ indeplineascǎ urmǎtorii indici: sticlozitatea, continutul in substante minerale, greutatea hectolitricǎ, greutatea a 1000 de boabe, cantitatea si calitatea glutenului.
Porumbul trebuie sǎ indeplineascǎ conditiile de calitate din STAS 5447/62.
Orezul brut alimentar destinat decorticǎrii in vederea obtinerii orezului tip S (slefuit), P (polizat) si G (glasat) trebuie sǎ indeplineascǎ conditiile STAS si sǎ aibǎ umiditatea de maxim 15 %.
Orzul pentru consum alimentar destinat fabricǎrii arpacasului trebuie sǎ se conformeze STAS 6152/60.
Totalitatea operatiilor tehnologice folosite pentru transformarea cerealelor in fǎinǎ se numesc mǎcinis. Acesta constǎ in pregǎtirea cerealelor (separarea corpurilor strǎine, conditionarea, descojirea,) si apoi mǎcinarea lor pentru obtinerea fǎinurilor de diverse calitǎti.
2.Utilaje folosite in faza de depozitare
a) Depozitele de pe langǎ mori si fabricile de crupe sunt necesare pentru asigurarea continuitǎtii si calitǎtii procesului de mǎcinis, totodatǎ permit formarea unor partizi calitativ omogene de materie primǎ.
Spatiile de depozitare sunt de 2 feluri:
-magazii din lemn sau cǎrǎmidǎ, unde depozitarea se face in principiu pe orizontalǎ. Acest tip de depozite nu permit mecanizarea complexǎ a operatiilor si determinǎ mari consumuri de energie in manipularea materiilo prime depozitate ;
-silozorile, care folosesc principiul depozitǎrii pe verticalǎ, a cǎror constructi este compartimentatǎ celular si extinsǎ pe verticalǎ panǎ la 25-30 m inǎltime.
b) Instalatii aferante celulelor de siloz. In procesul de umplere si evacuare a celulelor apar o serie de fenomene, proprii mobilitǎtii produselor granulare, cum ar fi autosortarea. Pentru evitarea acestui fenomen se folosesc diferite metode prezentate iin figura 4.
Fig. 5.1. Dispozitive pentru eliminarea fenomenului de autosortare la intrarea si iesirea cerealelor din celule.
-aparatul de procentaj (dozatorul volumetric) executǎ o mǎsurare a produselor pe bazǎ de volum pentru a stabili proportii volumetrice intre diferite calitǎti de grau. Aparatele se monteazǎ la gura de evacuare din celule, astfel ca din 3 sau 4 celule sǎ se debiteze simultan intr-un mijloc de transport comun cantitǎti la anumite proportii.
Cele mai frecvente proportii in volumul camerelor-alveole 5 aflate pe un rand radial sunt : 5, 10, 15, 30 sau 40 %. Clapetele culiste 6 deschid sau inchid accesul produselor spre alveole.
-cantarul automat se utilizeazǎ pentru cantǎrirea in vrac in anumite doze repetate cu inregistrarea automatǎ a cantitǎtilor trecute prin el intr-o anumitǎ perioadǎ de timp.
Cupa 1 este suspendatǎ in prisma 5 a parghiei 6 care se leagǎ printr-un sistem de prisme (cutite) de platforma cu greutǎti 7. Cand cupa se umple cu produs, ea se lasǎ in jos iar platforma cu greutǎti urcǎ. In momentul cand cupa si greutǎtile intrǎ in echilibru, clapeta 8 inchide automat fanta palniei de alimentare 4 si opreste accesul produsului in cupǎ. Coborand cupa, deblocheazǎ mecanismul opritor 9 si se roteste in jurul punctului 2 si deschizand capacul 10 se descarcǎ contragreutatea 3, reechilbrand pozitia initialǎ a cantarului. Tarele etelonete pe platforma cu greutǎti permit cantǎriri de 5-1500 Kg.
c) Instalatii pentru descǎrcarea cerealelor din vehicole in vederea depozitǎrii:
-lopata mecanicǎ sau panoul raclet
La capǎtul cursei, un limitator opreste mecanismul de antrenare.
-lopata mecanicǎ cu comandǎ electromagneticǎ
-descǎrcarea prin bascularea vehiculelor (vehicule autobasculante)
-descǎtcǎtorul pneumatic
-transportoare-melc portabile
-instalatii de descǎrcare a cerealelor cu apǎ sub presiune
Odatǎ cu descǎrcarea se realizeazǎ si separarea corpurilor strǎine.
d) Mijloace pentru transportul cerealelor in interiorul depozitelor de la punctul de primire panǎ la punctul de preluare preliminarǎ, depozitare si apoi dirijare spre moarǎ. Asigurǎ transportul pe orizontalǎ, pe verticalǎ prin ridicare sau cǎdere liberǎ.
In transportul pe orizontalǎ se utilizeazǎ: transportoare eliciodale, cu lant (Redler), cu bandǎ.
In transportul pe verticalǎ prin ridicare se utilizeazǎ: elevatoarele cu bandǎ si cupe.
e) Instalatii si utilaje pentru eliminarea sumarǎ a impuritǎtilor din cereale inainte de depozitare (precurǎtirea)
Sectia de precurǎtire a cerealelor se aflǎ in majoritatea cazurilor in incǎperi care fac corp comun cu silozul si fiind amplasatǎ pe mai multe paliere, necesitǎ o singurǎ ridicare a cerealelor receptionate, care dupǎ ce trec prin instalatia de precurǎtire sunt dirijate la depozitare.
Vibroaspiratorul cu 3 site : 1500-2000 osc./min.
Vibroaspiratorul cu ciururi duble tip MIAG : 100 t/h
Tarar cu aspiratie tip MVSQ Bűhler
Tarar cu aspiratie tip MTRA Bűhler
-Utilajul principal la precurǎtire este separatorul-aspirator
Fig 5.4. Schema separatorului aspirator.
Pǎrtile principale ale separatorului -aspirator sunt:
-caseta de curǎtire cu ciururi
-mecanismele de curǎtire a ciururilor
-camerele de decantare a corpurilor usoare
-sistemele de primire si evacuare a cerealelor
-sistemele de evauare a corpurilor strǎine.
Scalperatorul (porumb, soia)
-constructie fixǎ, usoarǎ degajare de praf, debit=47-150 t/h
3. Masini si instalatii folosite in prima fazǎ de curǎtire.
Precurǎtirea nu poate asigura o separare avansatǎ a tuturor corpurilor strǎine aflate in masa de cereale.
Curǎtirea este o operatie complexǎ, care necesitǎ utilaje si instalatii speciale care sunt grupate in sectia de pregǎtire pentru transformarea in produse finite. In aceeasi sectie sunt grupate si instalatiile destinate conditionǎrii bobului (termice sau la rece) precum si pentru pregǎtirea preliminarǎ (descojirea).
Toate utilajele si instalatiile existente in sectia de curǎtire sunt impuse de caracteristicile corpurilor strǎine incluse in cereale si cum aceste caracteristici sunt deosebite de la soi la soi, se intelege cǎ principiile constructive ale masinilor variazǎ si ele.
Insusirile fizice care deosebesc corpurile strǎine de masa de cereale sunt: greutatea specificǎ, dimensiunile (lungimea, lǎtimea si grosimea), capacitatea de a se dizolva in apǎ, insusirile aerodinamice sau capacitatea de a fi atrase de magneti.
Principalele insusiri morfologice care permit separarea corpurilor strǎine sunt:
-forma: sfericǎ, ovalǎ, alungitǎ, platǎ.
-starea suprafetei: netedǎ, cu proeminenter, denivelǎri, sau cu peri.
Procesul de curǎtire al cerealelor se desfǎsoarǎ intr-o anumitǎ succesiune urmǎrindu-se in prima fazǎ eliminarea acelor corpuri strǎine care ar putea impiedica eliminarea in bune conditii a celorlalte corpuri strǎine in timpul agitǎrii cerealelor in diferite faze de curǎtire.
a) Separarea corpurilor strǎine ce se deosebesc dupǎ mǎrime si insusirile aerodinamice:
- Separatorul-aspirator "MILERATOR"
- Separatorul-aspirator cu ciururi circulare
- Duo-aspirator
Se utilizeazǎ la curǎtirea cerealelor printr-o aspiratie intensǎ avand circuit inchis al aerului.
-Sita vibratoare: se utilizeazǎ la separarea prin cernere cu oscilatia ciururilor, avand 1500-2000 rot/min.
-Pneumoseparatorul: separǎ numai cu ajutorul curentului de aer
-Separatorul cascadǎ: separǎ cu ajutorul curentului de aer
-Separatorul cilindric: se separǎ prin cernere in functie de grosimea boabelor in 2-3 fractiuni.
b) Separarea dupǎ formǎ si mǎrime:
-trioare cilindrice, cu discuri, cu palete, spirale.
c) Separarea corpurilor feroase:
- aparat cu magneti permanenti, separatorul electromagnetic.
d) Separarea corpurilor strǎine dupǎ greutatea specificǎ si elasticitate:
-separatorul densimetreic pentru pietre: functioneazǎ pe principiul de lucru prin care se trimite un curent de aer ascendent printr-o suprafatǎ de lucru (impletiturǎ de sarmǎ sau tablǎ perforatǎ).
-masa de sortare densimetricǎ: foloseste un principiu asemǎnǎtor, suprafata de lucru de formǎ triunghiularǎ fiind prinsǎ in miscare alternativǎ rectilinie.
e) Separarea impuritǎtilor prin spǎlare cu apǎ
-instalatia de retinere a impuritǎtilor valoroase din apa de spǎlare
-instalatia de uscat impuritǎti
4. Masini si instalatii pentru prelucrarea invelisului bobului
In principiu sunt alcǎtuite dintr-o suprafatǎ cilindricǎ in interiorul cǎreia se roteste un rotor cu palete ce se invartesc prin masa de produs. Ca efect al frecǎrii, impuritǎtile si stratul din invelis se desprind si se eliminǎ cu ajutorul curentilor de aer.
-Masina de descojit cu smirghel
-Masina de descojit tip EUREKA (cu impletiturǎ din fire de otel de sectiune pǎtratǎ)
-Masina de periat
-Descojitorul dublu DD 510, 714
-Masini combinate
5. Aparate si instalatii pentru conditionarea cerealelor
a) Conditionarea la rece
-umezirea pentru mǎcinis usureazǎ separarea endospermului de invelis=>UDAREA I
-difuzarea spre interiorul bobului necesitǎ timp de odihnǎ (5 h) =>SROT I la mǎcinare
-se umidificǎ din nou + odihnǎ 30 min => UDAREA II
Aparatul de umezire cu apǎ pulverizatǎ : apa se pulverizeazǎ cu injectoare cu aer comprimat.
b) Conditionarea la cald se face:
-cu ear cald => coloana tip BUHLER
-cu apǎ caldǎ(40-50°C): are 6 sectii (1-5 cu apǎ cu radiatoare si 6- zona de rǎcire )
-cu aer + apǎ caldǎ (aerul se vehiculeazǎ in contracurent cu graul)
-cu vid: tratarea graului se face sub vid. Avantaj : extragerea mirosurilor strǎine de mucegai, de incins.
c) Conditionarea rapidǎ :
-incǎlzirea cerealelor la 35-40°C
-trtare cu abur intr-un snec panǎ la 68°C, timp de 30 sec.
-odihnǎ
-masini de spǎlat cu apǎ rece, scǎzand temperatua graului la 25°C
-zvantare
-odihnǎ.
-incǎlzirea are loc in ntr-un minut panǎ la 45-65°C
-sincronizarea debitului de grau
-accesul vaporilor si reglarea nivelului temperaturii
6. Utilaje in procesul de curǎtire a orezului si porumbului
a) Masini si instalatii pentru separarea corpurilor strǎine din orez
-Separatorul aspirator: are 3 ciururi cu diametre de: 3,8-4,8x20; 2,8-3,2; 1,8-2,2x20.
-Stutuitorul: are ca organ de luru paletele 1 fixate pe rozeta 2 care antreneazǎ boabele pe suprafata din fontǎ cu rizuri 3 si astfel se rup tepii boabelor. Tǎvǎlugul rifluit 4 asigurǎ debitarea uniformǎ a semintelor la alimentare. Sistemul de aspiratie 5 elimnǎ impuritǎtile. Caracteristici: debit= 700 Kg/h; vitezǎ palete = 13 m/s;diametru rotor= 320 cm; lung. Rotor=580 cm.
-Sortatorul cu 2 ciururi: separǎ prin cernere
-Trior cilindric: pentru separarea mohorului, cu alveole de 5 mm pentru fractiunea micǎ de la sortare.
b) Masini si instalatii pentru pregǎtirea porumbului in vaderea mǎcinǎrii
Faze pregǎtitoare pentru obtinerea mǎlaiului:
-separator aspirator cu ciururi cu diametre de:15 mm, 11-14 mm, 7-10 mm, 3-5 mm.
-conditionare
-descojire si periere
-degerminare, cu fazele: spargerea cu degerminator si separarea embrionului cu masa densimetricǎ. Germenii (contin ulei+ vitaminaE) ocupǎ 8-16 % din mǎrimea bobului
Degerminatorul pentru porumb este o masinǎ folositǎ in scopul separǎrii germenului de porumb din bob. Capacitatea: 1000 Kg/h; Puterea motorului= 30 KW; Turatia= 727 rot/min.
Are o capacitate de 1,5-4 t/h; turatia= 1000-1000 rot/min.
7. Masini pentru mǎcinarea cerealelor
a) Masini principale:
Prin mǎcinis se urmǎreste sǎ se distrugǎ integritatea fiecǎrui bob pentru a se separa apoi particulele de endosperm, pe cat posibil cat mai libere de particulele de invelis, dupǎ care acestea sǎ fie transformate prin zdrobire in particule fine de fǎinǎ. Operatia creste in complexitate prin faptul cǎ separarea particulelor de invelis nu trebuie fǎcutǎ cu pierderi de pǎrti din endosperm care sǎ rǎmanǎ atasate pe acesta. Astfel, mǎcinarea poate fi simplǎ sau foarte complexǎ.
Utilajul de bazǎ cu care se face mǎcinarea este valtul. Inafara acestuia, pentru mǎcinisurile simple, cu produse finite de calitate inferioarǎ, se mai folosesc incǎ vechile pietre de moarǎ sau alta masin pentru mǎcinarea rapiǎ in scopuri speciale, cum sunt morile cu ciocane sau diferite tipuri de uruitoare, zdrobitoare.
b) Masini auxiliare:
-masini ajutǎtoare: detasoare, perii de tǎrate, finisoare de produse tǎratoase.
Detasorul: este folosit pentru desmembrarea plǎcutelor de produs formate ca rezultat al presiunii dintre tǎvǎlugii mǎcinǎtori ai valturilor. Este amplasat intre valt si mijlocul de transport spre sitele de cernere.
Peria de tǎrate : este utilizatǎ ca utilaj de incheiere a prelucrǎrii repetate la valturi, asigurand desprinderea resturilor de endosperm fǎrǎ sǎ mǎrunteascǎ particulele de invelis.
Finisorul de tǎrate : are rol de a recupera ultimele resturi de endosperm aflate pe particulele de invelis. Este amplasat in fluxul tehnologic de prelucrare la valturi, imediat dupǎ ce au fost separate grisurile si dunsturile, respectiv dupǎ primele 4 pasaje de srotare. Principiul de actionare al masinii se bazeazǎ pe desfacerea prin frecare a resturilor de endosperm de pe invelis si care se realizeazǎ in interiorul unei tobe perforate in care se roteste cu viteze mari un rotor cu palete (1800-2000 rot/min).
8. Masini de cernut si curǎtat produse intermediare
a)Masini de cernut : cilindrice sau poligonale ; centrifugale ; cu site plane (cu miscare alternativǎ sau plan-circularǎ).
b)Masini de sortat si curǎtat produse intermediare
-Masini de gris. Grupa de produse intermediare (grisuri si dunsturi) rezultete de la primele 3-4 srotuiri, este supusǎ unei prelucrǎri suplimentare in vederea:
-eliminǎrii particulelor fine de tǎrate,
-separǎrii particulelor de endosperm in resturi de invelis aderent.
Curǎtirea grisurilor se efectueazǎ la masinile de gris, care fac separarea produselor dupǎ :
- indici geometrici (prin cernere cu site)
- insusirile aerodinamice ale particulelor aflate sub actiunea unui curent de aer.
Efectul princupal in curǎtirea grisurilor il are procesul de autosortare in cadrul cǎruia particulele mai grele se situeazǎ in straturile inferioare, in contact direct cu sita. Procesul de autosortare apare ca rezultat al vibratiilor sitei.
Inainte de a fi dirijat la masinile de gris, amestecul de produse de la mǎcinare a fost deja sortat dupǎ mǎrime la sitele plane.
6. Utilaje pentru panificatie si produse fǎinoase
Industria panificatiei si produselor fǎinoase ocupǎ un loc insemnat in cadrul productiei de bunuri de consum, pǎinea fiind un aliment de bazǎ care se consumǎ zilnic.
In fabrici si unitǎti moderne, liniile tehnologice specializate pentru fiecare grupǎ de produse sunt dotate cu utilaje si instalatii de inalt nivel tehnic si au un grad avansat de mecanizare a procesului de fabricatie, in parte automatizat.
1. Masini si utilaje pentru pregǎtirea materiilor prime si auxiliare
La fabricarea produselor de panificatie si fǎinoase se utilizeazǎ: fǎina de grau si secarǎ, afanǎtori (drojdie sau substante chimice), sare, apǎ, grǎsimi, substante de indulcire, ouǎ, lapte, legume, fructe, condimente si unele materiale de ambalaj.
a)Utilaje pentru amestecat si cernut fǎina
-Timocul amestecǎtor: omogenizeazǎ fǎina provenitǎ din loturi diferite. La fabricile mari, fǎina depozitatǎ in vrac se extrage din 2 sau mai multe celule (buncǎre de depozitare) la proportia stabilitǎ pe baza calitǎtii loturilor, amestecul realizandu-se in conducta de transport pneumatic pe traseul spre sectia de preparare a aluatului.
-Cernǎtoare : vibratoare, verticale (PIONIER=0,6-1,2 t/h; TCF 50= 3 t/h), centrifugale orizontale (=4 t/h/m2).
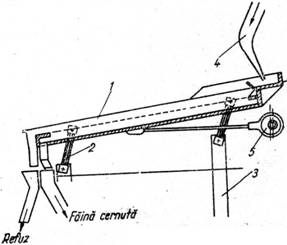
Fig. 6.1. Cernǎtor cu sitǎ planǎ vibratoare
1-cadru; 2-sitǎ; 3-jgheab de evacuare; 4-jgheab de alimentare; 5-mecanism de actionare
- Cernǎtor centrifugal orizontal
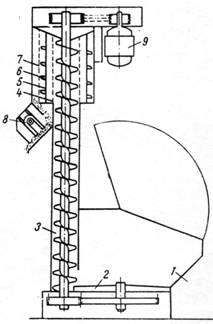
Fig. 6.2. Cernǎtor cu sitǎ fixǎ Pioneer
1-buncǎr alimentare; 2-brate elicoidale 3-transportor elicoidal vertical; 4-sitǎ cilindricǎ cu diam. 6mm; 5-bǎtǎtoare rotative cu palete inclinate 6; 7-sitǎ cu diam 1mm; 8-magneti; 9-motor electric.
b) Instalatii pentru pregǎtirea afanǎtorilor, sǎrii si adaosurilor (lapte, ouǎ)
- Agitator mecanic
- Instalatia de pregǎtire centralizatǎ a suspensiei de drojdie
- Dizolvatorul cu agitator (pentru pregǎtirea sǎrii)-30g sare/1000 ml apǎ
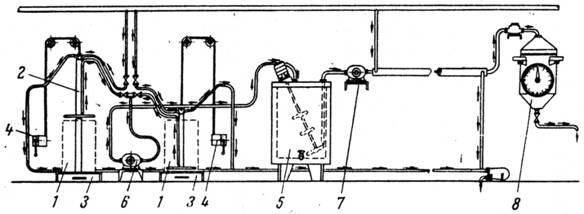
Fig 6.3. Instalatie pentru lichefierea grǎsimilor consistente
1-bidon cu grǎsime; 2-dispoiz. De topire si evacuare a grǎsimii; 3-postament in cǎlzit cu abur; 4-sistem de ridicare a dispoz. de topire; 5-rezervor de grǎsime topitǎ; 6-7-pompe; 8-dozator
-temperaturi:plantol(34-36°C), unt (30-35°C), untura (34-40°C)
Instalatie pentru prepararea solutiei de zahǎr:
-vas pentru dizolvare 1:4 in apǎ caldǎ la 35°C
-filtrare
-cazan inox pentru prepararea zahǎrului invertit: 100 Kg zahǎr + 45 l apǎ + 0,250 Kg acid citric se fierb 45 min.
-se inlǎturǎ spuma.
Masini si utilaje pentru fabricarea produselor de panificatie
 a)Dozatoare
pentru materii prime si auxiliare:
a)Dozatoare
pentru materii prime si auxiliare:
A. Pentru fǎinǎ:
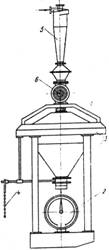
Fig.6.4. Bascula cu cadran
1-rezervor tronconic ; 2-dispoz. de cantǎrire semiautomatǎ ; 3-aparat de citire si comandǎ automatǎ a subǎrului de descǎrcare a fǎinii ; 4-lanturi ; 5-ciclon ; 6-ecluzǎ rotativǎ.
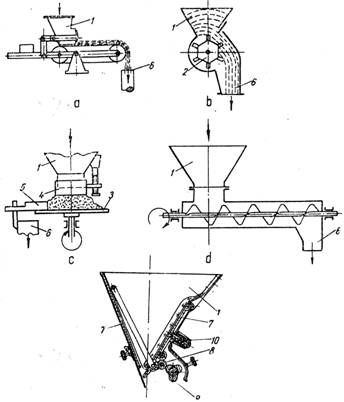
Fig 6.5. Instalatii pt. Dozarea continuǎ a fǎinii.
a-cu bandǎ ; b-cu tambur rotativ ; c-cu platan ; d-cu transportor elicoidal ; e-dozator cu vibrator rotativ
1-palnie de alimentare ; 2-tambur ; 3-disc-taler ; 4-stut de primire a fǎinii ; 5-raclet ; 6-conductǎ de legǎturǎ cu cuva frǎmantǎtorului ; 7-peretii in miscare vibratoare ; 8-rolǎ ; 9-camǎ ; 10-arc.
B. Pentru lichide
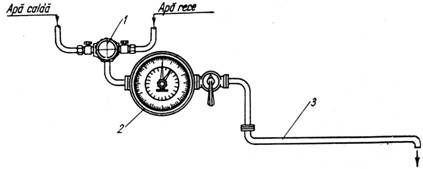
Fig. 6.6. Dozator de lichide tip apometru.
1-amestecǎtor de apǎ caldǎ si rece ; 2-apometru ; 3-conductǎ de evacuare a apei la frǎmantǎtor
C. Pentru grǎsimi: conductele sunt incǎlzite cu aburi.
b)Utilaje pentru frǎmantarea aluatului
Malaxoare:
- Malaxor cu ax orizontal
- Malaxor intensiv
- Malaxor Tehnofrig
Elemente de calcul pentru malaxoare
1. q= capacitatea de incǎrcare cu aluat a cuvei
q=V · γ · u [Kg] in care: V-volumul cuvei [l]
γ-greutatea specificǎ [Kg/l]
u-coeficientul de utilizare a capacitǎtii (u=0,5 la fǎinǎ semi si albǎ, u= 0,6 la fǎinǎ neagrǎ)
2. Q=productivitatea
![]() [Kg/h]
[Kg/h]
t1-timpul de frǎmantare [min]
t2-timpul de dozare (8-10 min) + alimentare + montare/demontare cuvǎ
3. Nc=numǎrul de cuve
![]()
t3- timpul oculat de cuva de fermentare
t4- timpul de golire
Ciclul unei cuve= 4 ore.
4. Nm= numǎrul de malaxoare
![]()
Pp- capacitatea de productie [Kg/24 h]
e- indice de echivalenta aluat- paine (=0,85)
c) Instalatii pentru fermentatie:
Este necesarǎ asigurarea: temperaturii, umiditǎtii, lipsei curentilor de aer.
-camera de fermentatie: cu o singurǎ intrare, cu 2 intrǎri opuse .
-cuva celularǎ : pentru fermentatia maielei fluide (1-1,5 t paine)
d) Masini de prelucrare aluat
-rǎsturnǎtoare pentru cuvele de aluat
-masini de divizat aluat (portioneazǎ volumetric) :
A. cu functionare continuǎ sau discontinuǎ (la franzele)
B. cu tambur (960-1080 buc/h), cu camerǎ si piston, cu camerǎ de divizare si cutit, presǎ de divizare in bucǎti mici
-masini de modelat aluatul: rotunjit, alungit, rulat.
Masina de rotunjit cu jgheaburi
Masina de rotunjit cu benzi de paslǎ paralele
Masina de modelat lung
- predospitoare: predospirea dureazǎ 1/5 din timpul dospirii finale
A. Predospitorul cu benzi
B. Predospitor cu leagǎne: de dimensiuni mai reduse ca la dospirea finlǎ.
-dospitoare
A.Dospitor mobil (garderob): schelet metalic cu rafturi din scandurǎ
B. Dospitor tunel cu benzi
C. Dospitor cu leagǎne
3. Masini si utilaje pentru coacerea produselor
a)Operatii premergǎtoare coacerii:
-umezirea (spoirea) bucǎtilor de aluat. La cuptoare tunel umezirea se realizeazǎ in zona de aburire.
-crestarea aluatului pentru iesirea gazelor se realizeazǎ cu cutite circulare din teflon sau prin intepare
-stantarea aluatului (m > 0,5 Kg): ora introducerii, numele echipei, produsele dietetice.
b)Regimul de temperaturǎ si umiditate:
-faza initialǎ: U= 75-80%, t=100-120°C
-faza a doua: temperatura in centrul produsului= 50-60°C, in camera cuptorului= 250-260°C.
c)Durata: la paine-30-60 min, la produse de franzelǎrie-10-30 min.
d)Cuptoare de paine:
A.cuptoare cu functionare periodicǎ, cu incǎlzire directǎ sau indirectǎ.
-Cuptoare de cǎrǎmidǎ (de pǎmant) -suprafata=8-16 m2,durata de incǎlzire=35-40 min
- Cuptorul DAMPF- cu 2-3 camere de coacere de 240 mm inǎltime, cu tevi de presiune PERKINS, capacitatea= 7-10 t paine/24 h, focarul (800-1000°C) este amplasat
lateral cu cuptorul, aburul in tevi este la 350°C.
B. Cuptoare cu functionare continuǎ
Cuptorul cu leagǎne - capacitatea = 7-9 t/24 h
Cuptoare cu raze IR, cu microunde.
Cuptorul tunel cu bandǎ - capacitatea= 2,5; 5; 30 t/24 h.
4. Masini si instalatii pentru fabricarea produselor fǎinoase
Utilaje pentru frǎmantarea aluatului de biscuiti
-Malaxor pentru aluat consistent: capacitatea cuvei= 100-500 l, turatia bratelor : I= 20-60 rot/min, II= 10-30 rot/min ; timp : aluat glutenos= 60-100 min, aluat zaharos = 30-40 min ; evacuarea se face prin bascularea cuvei.
Utilaje pentru prelucrarea aluatului in vaderea modelǎrii:
Prelucrarea se efectueazǎ prin laminarea aluatului cu scopul compactizǎrii si uniformizǎrii dimensiunii si a structurii sectiunii.
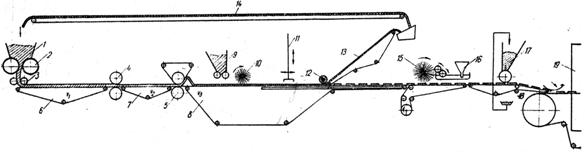
Fig. 6.7. Instalatie de prelucrare a aluatului glutenos prin stantare
1-masinǎ de vǎltuit; 2-valturi rifluite de antrenare; 3,4,5-perechi de valturi; 6,7,8- transportoare cu viteze diferentiate; 9-alimentator de fǎinǎ; 10-perie rotativǎ; 11-disopz. De stantare care taie conturul; 12-perie circularǎ de eliminare a deseurilor de aluat; 13-transportor pt. resturi de aluat; 14- transportor pt. resturi de aluat spre palnia de vǎltuire
Instalatii de modelare pentru biscuiti
Modelarea este operatia prin care masa de aluat se transformǎ in semifabricate. Biscuitilor sub formǎ de aluat li s-au imprimat caracteristicile produsului finit : forma, aspectul suprafetei superioare si laterele (desenul) si grosimea masei.
Modelarea se poate face prin: stantare (la biscuitii glutenosi), presare in forme rotative (la biscuitii zaharosi) si trefilare= spritare (la aluat intre glutenos si zaharos).
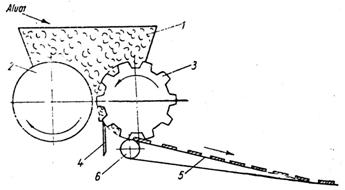
Fig. 6.8. Instalatie de modelare prin presare in forme rotative
1-palnie de alimentare cu aluat; 2-cilindru neted; 3-cilindru cu alveole; 4-cutit de corectare a supraf. Exter.; 5-bandǎ textilǎ la care aderǎ aluatul; 6-tambur de presare a benzii de alveole.
Dispozitivul de stantare este format din matrite formate din: batiu, cutit de contur, cap de imprimare al modelului in adancime si in relief.
Ciclul de operatii la stantare:
-coborarea cutitului de contur in banda de aluat si perforarea ei competǎ
-modelarea cu capul de imprimare pe fata exterioarǎ
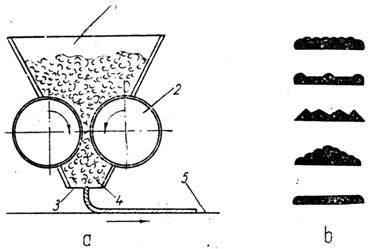
Fig. 6.9. Masinǎ de modelat aluatul prin presare(spritare)
a-schema de funct. a masinii; b-modele de biscuiti presati.
1-alimentare cu aluat; 2-cilindri rifluiti; 3-matritǎ; 4-spatiu cu aluatul sub presiune; 5-banda transportoare
Instalatii de coacere
-Cuptorul tunel cu bandǎ: lǎtimea = 0.8-1,2 m, lungimea mai mare decat la cuptoarele de paine (lipsesc dispozitivele de aburire).
Instalatii de rǎcire
Aerul are o temperaturǎ de 30-40°C, umiditatea = 70-80%; aerul circulǎ in contracurent cu biscuitii.
Dispozitive de ordonare a biscuitilor.
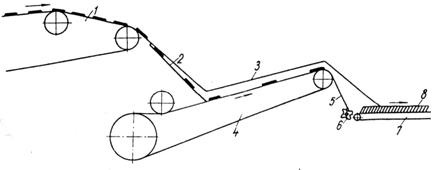
Fig 6.10. Stratificator cu ghidaje si clasor
1-banda de coacere; 2- plan inclinat cu lamele; 3-lamele; 4-bandǎ de transport; 5-plan inclinat; 6-clasor de trecere in cant a biscuitilor; 7-banda transp.; 8-biscuiti
Operatii in fabricarea biscuitilor umpluti cu cremǎ:
-amestecarea cremelor
-ungerea cu cremǎ=> faze:asezarea biscuitilor pentru ungere; dozarea (volumetricǎ a cremei); intinderea cremei; asamblarea (centrarea).
-rǎcirea biscuitilor in atmosferǎ de 6-7°C, timp de 5-10 min , in tunele cu bandǎ cu aer conditionat.
Fabricarea biscuitilor glazurati
a)Instalatii de glazurare cu semifabricate fluide in stare caldǎ
b)Glazurarea cu grǎsimi aromatizate
c)Glazurarea cu jeleuri de fructe si adaosuri mici de creme
Utilaje pentru ambalarea biscuitilor
Ambalarea biscuitilor se poate face:
-in vrac (5-20 Kg)
-preambalate in portii mici (2oo-1000 g)
-prin invelire
-in pungi
-in cutii
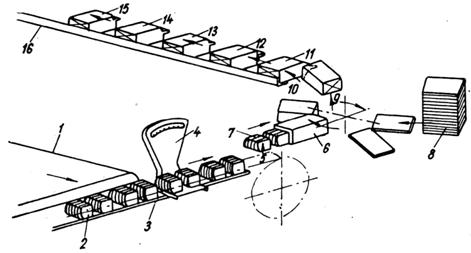
Fig. 6.11. Masina pt. ambalarea biscuitilor in pungi
1-bandǎ de alimentare cu biscuiti; 2-portii de biscuiti; 3-bandǎ transportoare; 4-balante; 5-portii de biscuiti 7 impinse in punga de carton 6; 8-rezervǎ de alimentare; 9,10-intoarcerea pungilor; 11-15-operatii successive de inchidere si capsare a pungilor
Utilaje pentru fabricarea blaturilor, piscoturilor si ruladelor
Etape: modelare, coacere, rǎcire, ungere, glazurare si ambalare.
Utilaje pentru fabricarea vafelor si napolitanelr
- Amestecǎtor pentru aluaturi fluide cu palete
- Matritǎ pentru vafe
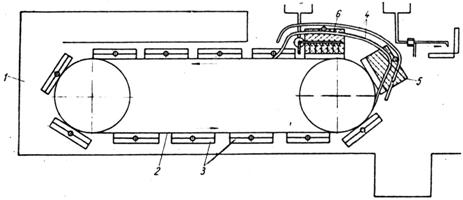
Fig 6.12. Coacerea vafelor in cuptor continuu
1-carcasǎ termoizolantǎ; 2-transportor continuu; 3-forme de coacere; 4-ghidaje de deschidere a formei; 5-vafele alunecand din forme; 6-punct de incǎrcare cu aluat
Etape: amestecare, matritare, coacere, rǎcire si ambalare.
Fabricarea gisinelor
Etape :-frǎmantarea aluatului consistent
-prelucrarea prin laminare
-modelare prin laminare a firelor de aluat
-distantarea firelor de aluat
-tǎiera cu cutit rotativ
-incǎrcarea pe tǎvi a firelor tǎiate
-dospirea in tǎvi
-coacerea in cuptoare tunel (T= 250°C, t= 10-15 min)
-rǎcirea
-ambalarea in : plicuri, pungi de celofan in portii de 20-200 g sau in vrac.
Utilaje pentru fabricarea pastelor fǎinoase
-Dozatoare pentru fǎinǎ si fluide (apǎ, lapte si praf de ouǎ)
-Frǎmantare in cuve de frǎmantare continuǎ
- Cuve de frǎmantare paralele
- Cuve de frǎmantare suprapuse
-Modelarea : sub formǎ de fire pline, fire cu goluri in interior sau foi.
Modelarea se realizeazǎ in instalatii de presare cu matrite. Agregate : Nagema, Pavan si Buhler.
-Uscarea in aparate cu functionare continuǎ sau periodicǎ.
-Ambalarea.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
