
Automate programabile (PLC)
Inainte de aparitia circuitelor logice cu semiconductori, sistemele logice de control erau proiectate si realizate exclusiv cu relee electromecanice. Sistemele si procesele ce necesita un control de tip "pornire/oprire" abunda in industria moderna, dar aceste sisteme sunt foarte rar realizate cu ajutorul releelor electromecanice sau a portilor logice discrete. In schimb, sunt folosite calculatoare digitale ce pot fi programate si pot realiza o varietate de functii logice.
La sfarsitul anilor 1960, o companie americana pe nume Bedford Associates, a lansat un dispozitiv de calcul denumit MODICON. Ca si acronim, acesta s-ar traduce prin "controler digital modular". Acesta a devenit mai tarziu si numele diviziei care se ocupa cu proiectarea, realizarea si vanzarea acestor calculatoare de control speciale. Desigur, au existat mai apoi si alte companii care au dezvoltat propriile lor variante ale acestui dispozitiv. Pana la urma, acest dispozitiv a primit denumirea de PLC (Programmable Logic Controller), sau, in traducere, automat programabil. Scopul unui PLC a fost de a inlocui releele electromecanice ca si elemente de logica, locul lor urmand a fi luat de calculatoare digitale semiconductoare. Un program stocat in memoria calculatorului este capabil sa simuleze functii logice realizate inainte prin interconectarea unui numar mare de relee electromecanice.
Un automat programabil (PLC) are mai multe intrari, prin intermediul carora interpreteaza stari logice "inalte", respectiv "joase", stari transmise de senzori si comutatoare. De asemenea, exista mai multi terminali de iesire, prin intermediul carora dispozitivul transmite semnale "inalte" sau "joase" catre contactoare, motoare, lampi, sau orice alte dispozitive ce pot fi controlate prin intermediul semnalelor de tip "inchis/deschis". In incercarea de simplificare a modului de programare a PLC-urilor, limbajul de programare a fost proiectat astfel incat sa semene cu diagramele ladder. Astfel, un inginer sau electrician obisnuit cu citirea diagramelor ladder, se poate adapta relativ usor mediului de programare a PLC-urilor pentru realizarea acelorasi functii de control.
PLC-urile sunt "calculatoare industriale", prin urmare, semnalele de intrare si de iesire sunt de 120 V c.a, asemenea releelor electromecanice de control. Desi unele PLC-uri au intrari si iesiri de c.c de amplitudini mai mici, aceasta este exceptia si nu regula.
Modul de conectare si de programare difera putin in functie de modelul de PLC ales, dar aceste caracteristici sunt destul de similare pentru a permite o introducere "generala" a programarii PLC-urilor in acest capitol.

Figura alaturata este cea a unui PLC, vazut din fata. Cei doi terminali L1 si L2 din partea superioara sunt pentru alimentarea circuitului intern al dispozitivului cu 120 V c.a. Cei sase terminali din partea stanga se folosesc pentru conectarea dispozitivelor de intrare, fiecare terminal reprezentand un "canal" diferit cu propria sa notatie (X). Terminalul din stanga jos (common), reprezinta masa, ce se conecteaza la L2.
In interiorul carcasei PLC-ului, intre fiecare terminal de intrare si terminalul de masa, exista conectat cate un dispozitiv opto-izolator (LED). Acesta asigura o izolare electrica intre semnalul logic "inalt" de la intrare si circuitul calculatorului, atunci cand exista o tensiune de 120 V c.a. aplicata intre terminalul respectiv si masa. O intrare energizata poate fi "citita" prin intermediul unui LED aprins pe carcasa dispozitivului.
Semnalele de iesire sunt generate de circuitul intern al PLC-ului prin activarea unui dispozitiv de comutare (tranzistor, triac, sau chiar releu electromecanic), conectand terminalul "Source" cu oricare dintre terminalii de iesire "Y". Terminalul "Source" este la randul sau conectat de obicei la L1. Din nou, o iesire energizata poate fi citita de pe PLC prin intermediul unui LED.
In acest fel, PLC-urile sunt o interfata intre dispozitivele reale precum comutatoare, lampi, motoare, etc.
Logica circuitului este stabilita in interiorul PLC-ului prin intermediul unui program software. Acest program decide care iesiri sunt energizate si sub ce conditii de intrare. Chiar daca programul insusi pare a fi o diagrama logica, cu simboluri pentru relee si comutatoare, in realitate nu exista astfel de dispozitive in interiorul PLC-ului. Acestea sunt doar contacte si bobine imaginare sau virtuale. Programul este introdus si vizualizat prin intermediul unui PC conectat la portul PLC-ului (programming port).
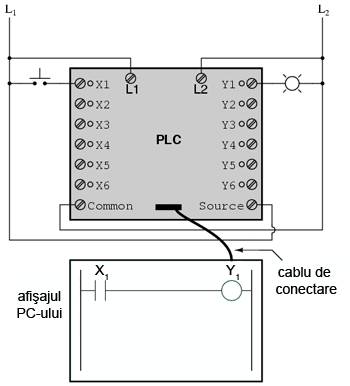
Sa consideram circuitul si programul alaturat. Atunci cand comutatorul buton nu este apasat, intrarea X1 a PLC-ului nu este alimentata. Urmarind programul, putem vedea un contact X1 normal-deschis in serie cu o bobina Y1. Puterea de pe bobina Y1 este si in acest caz zero. Prin urmare, iesirea Y1 a PLC-ului ramane de-energizata, iar lampa indicatoare conectata pe aceasta iesire nu se aprinde.
Apasarea butonului insa, face ca intrarea X1 sa fie alimentata. In acest caz, toate contactele X1 ce apar in program vor fi actionate. Energizarea intrarii X1 va duce la inchiderea contactului normal-deschis X1 alimentand bobina Y1. Cand bobina Y1 a programului este energizata, iesirea reala Y1 va deveni energizata, iar lampa conectata pe iesire se va aprinde.
Trebuie inteles faptul ca atat contactul X1 cat si bobina Y1, conductorii de legatura si "puterea" ce apar pe afisajul PC-ul, toate sunt elemente pur virtuale. Acestea nu exista ca si componente reale. Ele exista doar ca si comenzi in interiorul programului unui calculator.
PC-ul este utilizat doar pentru vizualizarea si editarea softului PLC-ului, si nu este necesara prezenta acestuia pentru functionarea dispozitivului. Odata ce programul a fost incarcat in PLC de pe PC, calculatorul poate fi deconectat de la acesta, iar PLC-ul va continua sa functioneze conform instructiunilor programului. Afisajul (monitorul) calculatorului este redat in aceste figuri doar pentru a ajuta la intelegerea principiilor de baza a functionarii PLC-urilor.
Adevarata utilitate a PLC-ului o putem vedea atunci cand dorim modificarea comportamentului unui sistem de control. Din moment ce PLC-ul este un dispozitiv programabil, comportamentul acestuia poate fi modificat prin schimbarea comenzilor. Nu este nevoie de o reconfigurare a componentelor electrice conectate la intrarea si iesirea acestuia.
De exemplu, sa presupunem ca dorim ca circuitul de mai sus sa functioneze exact invers: apasarea butonului duce la inchiderea lampii, iar eliberarea acestuia la aprinderea ei. Solutia "hardware" ar consta in inlocuirea comutatorului buton normal-deschis cu un comutator buton normal-inchis. Solutia software, aplicabila cu ajutorul PLC-ului, consta in modificarea programului, astfel incat contactul X1 sa fie normal-inchis in loc de normal-deschis.
Sistemul modificat, in cazul in care comutatorul nu este actionat (nu este apasat), este prezentat in figura alaturata.
Cand butonul este actionat, sistemul arata conform figurii alaturate.
Un alt avantaj al implementarii logicii de control in varianta software fata de hardware, este ca semnalele de intrare pot fi refolosite in interiorul programului ori de cate ori este necesar.
De exemplu, circuitul si programul alaturat sunt proiectate pentru a energiza lampa in cazul in care cel putin doua din cele trei comutatoare sunt actionate (inchise) simultan.
Pentru realizarea unui circuit echivalent folosind relee electromecanice, ar fi trebuit sa folosim trei relee cu cate doua contacte normal-deschise fiecare. In total, am fi avut nevoie de sase contacte, cate doua pe fiecare intrare. Folosind un automat programabil in schimb, putem refolosi intrarile X ori de cate ori dorim prin intermediul soft-ului. Nu este necesara adaugarea unor noi componente, deoarece fiecare intrare cat si iesire a unui PLC nu este nimic mai mult decat un simplu bit (0 sau 1) stocat in memoria digitala a dispozitivului. Nu exista o limita teoretica a numarului de reutilizari ai acestor biti.
Mai mult, din moment ce fiecare iesire este, la fel, doar un bit stocat in memoria PLC-ului, putem adauga contacte (virtuale) in interiorul programului. De exemplu, putem adauga un contact actionat de iesirea Y a PLC-ului.
Sa consideram exemplul alaturat. Acesta este un sistem de control al pornirii si opririi unui motor.
Comutatorul buton conectat la intrarea X1 este utilizat pentru pornirea motorului, iar comutatorul conectat la intrarea X2 pentru oprirea acestuia. Un contact aditional (virtual), adaugat in interiorul programului si denumit Y1, utilizeaza bobina de iesire ca si contact de retinere. Contactorul motorului continua sa fie energizat chiar si dupa ce butonul "start" este eliberat. Contactul X2 normal-inchis este colorat, ceea ce inseamna ca este inchis si conduce energie electrica.
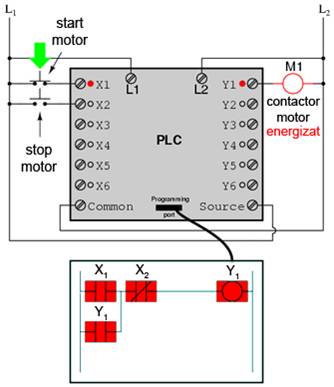
Daca apasam butonul de "start", intrarea X1 se va energiza, inchizand contactul X1 din program. Bobina Y1 va fi energizata si se va aplica o tensiune de 120 V c.a. pe bobina contactorului motorului. Contactul paralel Y1 se va inchide si el, iar circuitul va ramane intr-o stare energizata.
Acum, daca eliberam contactorul "start", contactul X1 normal-deschis se va reintoarce la pozitia sa normala (deschis). Motorul va continua insa sa functioneze, deoarece contactul de retinere intern Y1 continua sa alimenteze bobina Y1, care mentine la randul ei energizata iesirea Y1.
Pentru a opri motorul, trebuie sa apasam pentru o durata scurta comutatorul "stop". Acesta va energiza intrarea X2 si va deschide contactul (virtual) normal-inchis. Continuitatea circuitului inspre bobina Y1 va fi intrerupta.
Cand butonul de "stop" este eliberat, intrarea X2 se de-energizeaza. Contactul X2 se reintoarce in pozitia sa normala (inchis).
Motorul nu va reporni insa pana cand comutatorul de "start" nu este actionat, datorita "pierderii" contactului de retinere Y1.
Desigur, proiectarea PLC-urilor astfel incat sa contina elemente de auto protectie este la fel de importanta precum in cazul sistemelor cu relee electromecanice. Va trebui tot timpul sa luam in considerare efectele unui circuit deschis (distrugerea firelor conductoare, de exemplu) asupra dispozitivelor controlate. In exemplul de mai sus, avem o problema: in cazul in care conductorul comutatorului de intrare X2 (butonul de stop) prezinta un defect (circuit deschis), nu vom putea opri motorul!
Solutia acestei probleme consta in inversarea logicii intre contactul X2 din interiorul programului PLC-ului si comutatorul "stop". Cand butonul "stop" nu este actionat, intrarea X2 este energizata, inchizand contactul X2 din interiorul programului. Acest lucru permite pornirea motorului atunci cand intrarea X1 este energizata, si permitea functionarea acestuia chiar si atunci cand butonul "start" este eliberat. Cand butonul "stop" este actionat, intrarea X2 se va de-energiza, deschizand contactul X2 din soft-ul PLC-ului si oprind motorul. Prin urmare, nu exista nicio diferenta din punct de vedere functional intre aceasta varianta si cea precedenta.
Totusi, in caz de defect al conductorului pe intrarea X2 (circuit deschis), intrarea X2 va fi de-energizata. Efectul este similar actionarii butonului de "stop", rezultatul fiind oprirea imediata a motorului in caz de defect. Aceasta varianta este mult mai sigura decat cea precedenta, in care, acelasi tip de defect ar conduce la imposibilitatea opririi motorului.
Pe langa elementele de intrare (X) si de iesire (Y), PLC-urile contin bobine si contacte ce nu a legatura propriu-zisa cu exteriorul. Acestea sunt folosite asemenea releelor de control (CR1, CR2, etc.) pentru asigurarea unui semnal logic inversor in caz de nevoie.
Pentru demonstrarea functionarii unui asemenea tip de releu "intern", sa consideram circuitul si programul alaturat. Acesta este proiectat pentru a simula o poarta SI-negat cu trei intrari. Din moment ce elementele unui program PLC sunt desemnate printr-o singura litera, vom nota releul de control intern cu C1 si nu cu CR1.
In acest circuit, lampa va ramane aprinsa atata timp cat oricare dintre butoane ramane ne-actionat (eliberat). Pentru a opri lampa, va trebui sa actionam (apasam) toate cele trei butoane.
Un mare avantaj al automatelor programabile, avantaj ce nu poate fi duplicat cu ajutorul releelor electromecanice, consta in posibilitatea supravegherii si controlului la distanta a dispozitivelor prin intermediul retelelor de calculatoare.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |