
Constructia si calculul segmentilor
1 Rol, conditii functionale, constructie
Segmentul este un inel elastic de contact intre cilindru si piston, in miscarea de dute-vino a acestuia.
Pe un piston se monteaza un set de segmenti, care in ansamblu trebuie sa asigure: etanseitatea camerei de ardere, reglarea cantitatii de ulei de pe oglinda cilindrului si imbunatatirea transmiterii caldurii de la piston la cilindru.
Aceste functii pot fi indeplinite daca suprafata exterioara a segmentilor se afla in contact perfect cu oglinda cilindrului iar flancurile se aseaza perfect pe suprafetele corespunzatoare din piston.
 Pentru a indeplini aceste functii, pe piston se monteaza
doua feluri de segmenti:
Pentru a indeplini aceste functii, pe piston se monteaza
doua feluri de segmenti:
-segmenti de compresie cu rol de etansare a camerei de ardere;
-segmenti de ungere cu rol de reglare a cantitatii de ulei de pe oglinda cilindrului.
In timpul functionarii motorului, asupra segmentilor actioneaza forte datorate presiunii gazelor, forte de inertie, forte datorate elasticitatii proprii si uneori datorita elementelor elastice suplimentare (expandoare) si forte de frecare. Rezultantele acestor forte imprima o miscare axiala si radiala segmentului in canalul sau, provocand lovituri si uzuri pe suprafata de contact.
Datorita contactului cu gazele fierbinti segmentii se incalzesc. Temperatura maxima o are primul segment iar valorile cele mai mari se inregistreaza in vecinatatea capetelor ( 300°C). Pentru a nu compromite functiile segmentilor datorita incalzirii, se urmareste mentinerea temperaturii acestora la circa 250°C, temperatura considerata drept admisibila.
Ungerea segmentilor este de tip hidromecanic. Totusi, in apropierea punctelor moarte, segmentul de ungere devine semifluid, deoarece uleiul nu poate prelua presiunea exercitata de elasticitatea segmentului.
Datorita conditiilor specifice de functionare, segmentii sunt supusi . unui proces complex de uzura de contact, coroziva si abraziva.
Cel mai mult se uzeaza primul segment care lucreaza in conditiile de temperatura si presiune ridicate combinate cu o lipsa partiala sau chiar totala a ungerii.
Rezulta ca, in conditii de temperatura ridicata si ungere precara segmentul trebuie sa suporte tensiuni variabile atat de natura mecanica, cat si de natura termica, deformatii si uzuri minime.
Daca se au in vedere conditiile de lucru si functiile ce trebuie indeplinite, segmentilor li se impun urmatoarele cerinte:
-elasticitate corespunzatoare care sa se mentina si la temperaturi inalte un timp indelungat;
- sa asigure repartizarea presiunilor pe oglinda cilindrului;
-sa aiba o forma geometrica adecvata, care sa asigure o asezare etansa pe suprafetele de lucru;
-materialul sa aiba bune proprietati antifrictiune si rezistenta mare la uzura in conditii de temperatura inalta si ungere insuficienta;
-sa asigure posibilitatea rapida de rodaj si adaptabilitate pe oglinda cilindrului.
La alegerea numarului de segmenti se tine cont de rolurile segmentilor, in primul rand de gradul de etansare al camerei de ardere.
Astfel sarcina principala de etansare o are primul segment (segmentul de foc). Eficienta segmentilor urmatori este mai redusa dar nu neglijabila. In mod obisnuit, la mas se utilizeaza doi segmenti de compresie
Figura 2 si un singur segment de ungere.
Sub actiunea presiunii gazelor (p), putin mai mica decat presiunea din camera de ardere, segmentul este aplicat cu fata sa inferioara pe umarul locasului din piston; presiunea gazelor p1, care au patruns in spatele segmentului (care este mai mica decat p din cauza laminarii) apasa puternic segmentul pe oglinda cilindrului.
Peste efectul elasticitatii segmentului etanseitatea se obtine si cu ajutorul presiunii gazelor. La acesta mai contribuie si pelicula de ulei care la suprafetele in contact, inchide intervalul dintre asperitati. Totusi, o anumita cantitate de gaze patrunde prin interstitiul dintre capete si dintre suprafete la al doilea segment cu o presiune mult mai mica.
Fenomenele de etansare si curgere se repeta si la ceilalti segmenti, insa cu volum mult mai redus. Se obtine o etansare sub efect de labirint.
Se apreciaza ca ansamblul segmentilor asigura o etansare normala cand presiunea dupa ultimul segment reprezinta 34% din presiunea p, iar volumul de gaze scapat este cuprins intre 0,2.1% din volumul incarcaturii proaspete admise in cilindru.
Segmentul de ungere are functia de a distribui uniform uleiul, pe oglinda cilindrului, surplusul de ulei fiind razuit si evacuat in interiorul pistonului prin orificiile din segment si piston practicate in acest scop.
Totusi deplasarea unei cantitati de ulei spre camera de ardere nu poate fi evitata datorita efectului de pompaj al segmentilor si deplasarii curentului de ulei (existent ca urmare a ungerii hidrodinamice) in sens opus miscarii pistonului.
 Functionarea
segmentilor de ungere se considera normala la mentinerea
consumului in limitele 0 1,4 g.kW· h.
Functionarea
segmentilor de ungere se considera normala la mentinerea
consumului in limitele 0 1,4 g.kW· h.
2 Constructia segmentilor
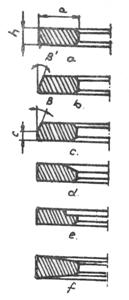
In general, elementele constructive ale segmentilor de compresiune sunt cele din figura alaturata.
Experienta arata ca eficacitatea si fiabilitatea unui segment creste cand inaltimea h este mica. Prin aceasta se asigura o etansare mai buna, o adaptabilitate mai rapida, se reduce lucrul mecanic de frecare si se micsoreaza uzura. In plus, se reduce inertia segmentului reducandu-se astfel intensitatea batailor in locas. Segmentii subtiri prezinta si unele dezavantaje: fragilitate marita, o inrautatire a evacuarii caldurii, tendinta mai mare spre deformare. Figura 3
Practic, pentru motoare rapide, h=24 mm.
Grosimea radiala a segmentului variaza in functie de diametru, in raportul D/a =2123.
Marirea grosimii radiale este favorabila pentru ridicarea elasticitatii, imbunatatirea evacuarii caldurii, impotriva actiunii de strivire a segmentului in canal si pentru reducerea tendintei de vibratii. Totusi o grosime radiala marita are dezavantajele: adaptabilitate redusa la ovalizarea cilindrului; elasticitate redusa la incalzire; tendinta sporita la rupere ca urmare a tensiunilor mai ridicate.
Deschiderea segmentului in stare libera, S0, influenteaza presiunea elastica si se afla in limitele:S0 = (0,10,15) · D.
Fanta segmentului poate fi executata in diferite variante, dar experienta a aratat ca forma acesteia influenteaza intr-o mica masura asupra scaparii gazelor, din care cauza se prefera fanta dreapta a carei fabricatie este mai simpla.
In functie de sectiunea lor segmentii pot fi:
-cu sectiune dreptunghiulara;
-conici sau usor conici;
-trapezoidali;
-cu sectiune asimetrica;
-cu suprafata bombata.
Dintre acestia, segmentii cu sectiune dreptunghiulara au cea mai mare utilizare, prezentand avantajul unei tehnologii simple de fabricatie si in conditii normale de functionare indeplinesc toate functiile de etansare.
Segmentii trapezoidali reprezinta o solutie eficienta impotriva blocarii in canal. Sub efectul de basculare a pistonului, jocul axial se modifica expulzand din canal uleiul sau alte depuneri. Se folosesc in special ca segmenti de foc.
In cazul proiectului folosesc segment de foc cu sectiune trapezoidala si segment de etansare cu sectiune dreptunghiulara.
Segmentii de ungere se caracterizeaza prin presiune medie elastica ridicata, jocuri reduse intre segment si fetele laterale ale canalului din piston, prezenta unor cavitati unde se aduna uleiul razuit de pe peretii cilindrului. Pentru acesti segmenti se cere sa aiba o masa mica si un grad mare de conformabilitate.
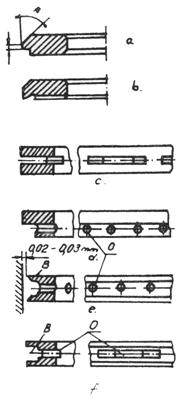
Constructiv, segmentii de ungere se grupeaza astfel:
-segmenti perforati sau cu sectiune unitara, cei mai simpli din punct de vedere al constructiei dar cei mai putini satisfacatori in ceea ce priveste cantitatea de ulei evacuata.
-segmenti perforati prevazuti cu o degajare pe o suprafata laterala care dubleaza numarul fetelor razuitoare sporind eficienta raclarii si evacuarii uleiului.
-segmenti cu ferestre si arc expandor care se caracterizeaza printr-o mare flexibilitate si calitati exceptionale de conformabilitate.
-segmenti de ungere din otel compusi din 2 inele de otel si unul sau doua expandoare care asigura apararea radiala si axiala. Acest tip de segment este unul complicat din punct de vedere constructiv si cu tehnologie complicata de fabricatie.
Se adopta pentru cazul de fata utilizarea segmentilor de ungere cu ferestre (realizate prin frezare) si expandor sub forma de arc spiroidal care asigura o presiune elastica intre 0,3..0,4 MPa
3 Materiale pentru segmenti
Pentru materialul segmentilor se impun urmatoarele proprietati:
-inalta rezistenta la uzura in conditiile frecarii semiuscate si interactiune buna cu materialul cilindrului;
-proprietati mecanice ridicate si stabile la temperaturi inalte de functionare;
-bune calitati de amortizare si rezistenta la impact;
-conductivitate termica ridicata.
Cel mai potrivit material care sa indeplineasca conditiile impuse este fonta. In fabricatia segmentilor se utilizeaza fonta cenusie perlito-sorbitica cu grafit lamelar si fonta modificata cu structura perlitica cu grafit nodular (aliata sau nealiata). In unele cazuri se utilizeaza pentru constructii speciale de segmenti, otelul.
Fata de cerintele de mai sus fonta pentru segmenti care satisface cerintele unui material antifrictiune este fonta cenusie perlitica grafit lamelar. La aceasta varietate de fonta faza antigripanta o constituie grafitul care are o plasticitate redusa, retine uleiul de ungere si rezista la atacul acizilor. Perlita trebuie sa aiba un grad mare de dispersie, iar grafitul sa fie sub forma lamele fine, uniform repartizate, in masa metalica.
Fonta din care se realizeaza segmentii reprezinta un aliaj de fier cu carbon (3,504,00%), siliciu (2,503.00), mangan (0,500,80%), fosfor (0,400,60%) si o cantitate mica de crom (<0,30%) si sulf (<0,08%).
Proprietatile mecanice ale acestei fonte sunt:
Tabelul 1
|
-duritatea: |
96106 HB |
|
-rezistenta la incovoiere: |
350400MPa |
|
-deformatia remanenta: | |
|
-modulul de elasticitate: |
8,5·10411,5·104 MPa |
4 Calculul segmentului
4.1 Repartizarea presiunilor elastice
 Pentru realizarea unei etanseitati eficiente, presiunea
medie pe care o dezvolta segmentul (pE) se stabileste in
corelatie cu presiunea radiala a gazelor care participa activ la
aplicarea segmentilor pe cilindru. La motoarele rapide, presiunea
radiala a gazelor are valori mici, ceea ce obliga la sporirea lui pE.
Pentru realizarea unei etanseitati eficiente, presiunea
medie pe care o dezvolta segmentul (pE) se stabileste in
corelatie cu presiunea radiala a gazelor care participa activ la
aplicarea segmentilor pe cilindru. La motoarele rapide, presiunea
radiala a gazelor are valori mici, ceea ce obliga la sporirea lui pE.
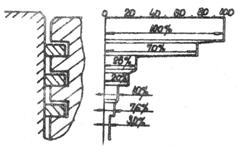
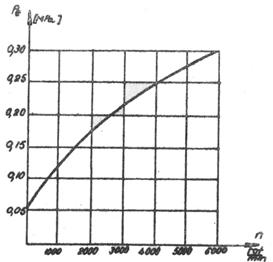
Pentru motoare cu turatii mari de functionare, din cauza vibratiilor, presiunea pE ia valori cu atat mai mari cu cat turatia este mai mare. Valoarea presiunii pE trebuie limitata datorita faptului ca presiunile prea mari provoaca uzuri excesive.
Pentru proiectare se alege presiunea medie pE functie de turatia medie de functionare a materialului.
Domeniul de functionare stabila a motorului
Figura 4 este:
n=32006000rot/min (1)
Pentru o turatie medie de functionare
nmed= 4000 rot/min (2)
se adopta valoarea presiunii medii dezvoltata de segment:
pE = 0,25 MPa - pentru segmentul de compresie
(3)
pE = 0,55 MPa - pentru segmentul de ungere
Forta tangentiala care apare este:
![]() (4)
(4)
Pentru segmentul de compresie Ft = 28,75 N.
Pentru segmentul de ungere Ft = 24,29 N
Practica exploatarii a aratat ca, in cazul, unor segmenti cu presiune uniforma pe toata periferia (segmenti de presiune constanta) uzura este neuniforma, valoarea maxima inregistrandu-se la capete. Pentru a preveni acest neajuns se realizeaza segmenti de presiune corectata la care repartitia presiunii este neuniforma, avand valoarea maxima la capete. Acesti segmenti prin uzura tind sa devina segmenti de presiune constanta.
Expresia generala a curbei de presiune este:
 (5)
(5)
in care:
y 0,15,30,180 - unghiul care indica sectiunea unde se calculeaza presiunea.
n n = 12 - numarul de armonici
pn/pE - coeficient cu valori functie de unghiul y si de tipul distributiei de presiune.
Pentru trasarea curbei de presiune sectiunea cu y este cea opusa fantei.
|
y |
pE(y [MPa] seg.de compresie |
pE(y [MPa] seg.de ungere |
|
| ||
4.2. Calculul grosimii radiale
Raportul D/a reprezinta un factor constructiv de baza al segmentului si se calculeaza cu relatia:
 (6)
(6)
unde sa 400MPa - tensiunea admisibila
kM= 1,8 - coeficientul functie de distributia de presiune
pE=0,25 MPa - pentru segmentul de compresie
pE=0,30 MPa - pentru segmentul de ungere.
Deci D/a=24,33pentru segmentul de compresie iar
a=D/24,33=92/24,33= 2,78 mm. (7)
a=D/22,21=92/22,21=3,14 mm (7'
4.3 Verificarea segmentului la dilatare
Rostul la cald al segmentului (sc) se limiteaza deoarece la valori mari etansarea este nesatisfacatoare, iar la valori mici apare pericolul de impact. Ca urmare se determina valoarea rostului la montaj sm care asigura jocul la cald propus:
 (8)
(8)
in care as ac (1012)· 10-6 K-1 - coeficientul de dilatare pentru materialele segmentului si cilindrului
Adopt as ac 11· 10-6 K-1
Ts- temperatura segmentului
Tc- temperatura cilindrului
T0- temperatura la montaj
Ts- T0 =130180 K
Tc- T0 = 100110 K
Adopt
Ts- T0 =150 K; Tc- T0 =110 K
sc=(0,00150,003)·D
Se adopta
sc=0,0024·D=0,0024·92 = 0,2232 mm pentru segmentul de compresie
sc=0,0017·D=0,0017·92 = 0,1581 mm pentru segmentul de ungere
Rostul de montaj trebuie sa fie limitat la 0,20,7 mm
Deci, pentru segmentii de compresie
sm= 0,35 mm
iar pentru segmentul de ungere
sm=0,28 mm.
4.4 Calculul momentului incovoietor
![]()
Presiunea exercitata de cilindru asupra segmentului pE(y este preluata de tensiunile interioare care mentin segmentul in stare echilibru. Ca urmare, fiecare sectine a segmentului este solicitata de un moment incovoietor.
Momentul produs intr-o sectiune y este dat de relatia:
Figura 5
 (9)
(9)
unde
y ymax
cu
ymax= 180 - arctg sm/2 ·Rm (10)
Rm = (D-a)/2= (92-3,83)/2 = 44,585 mm - pentru segmentul de compresie
Rm = (D-a)/2= (92-4,19)/2 = 44,405 mm - pentru segmentul de ungere
Inaltimea axiala a segmentilor are valori in domeniul:
(1,5.4) mm - pentru segmentul de comprimare
(3,56,5)mm - pentru segmentul de ungere
Se adopta
h=2,5mm - pentru segmentul de comprimare
h=5mm - pentru segmentul de ungere
c= h·(D/a)/ (D/a-1) [mm] (11)
c - parametrul constructiv al segmentului
Pentru segmentul de compresie c=2,6074 mm
Pentru segmentul de ungere c=5,235 mm.
Deci
ymax=97,30° - pentru segmentul de compresie
ymax=99,14° - pentru segmentul de ungere
Determinand momentul incovoietor pentru diferite sectiuni se poate trasa curba de variatie a acestuia cu observatia ca sectiunea cu y este cea opusa rostului segmentului.
|
yc |
Myc [Nm] |
yu |
M yu [Nm] |
|
| |||
4.5 Calculul profilului segmentului in stare libera
Se face observatia ca punctul Nx din fibra medie in stare montata, de coordonate (Rm, y se deplaseaza in pozitie N0 de coordonate (R0, y
Deplasarea relativa a punctului N0 fata de N se compune din :
- deplasarea radiala:
 (12)
(12)
- depalsarea unghiulara

in care
y ymax p 180 [rad] (14)
E=1,0·105 MPa - modulul de elasticitate pentru fonta cenusie
I - momentul de inertie
I=h·a3[mm4] (15)
Pentru segmentul de comprimare I=11,71 mm4
Pentru segmentul de ungere I=30,65 mm4
R=D/2=92/2=46 mm (16)
B=c·R3m·pE/EI (17)
Pentru segmentul de comprimare B=0,0494
g=0,1625 (18)
Valorile celor doua deplasari sunt date in tabelele urmatoare:
Pentru segmentul de compresie
Tabelul 4
|
yc |
yc [rad] |
t |
e |
Rm0 [mm] |
y |
Pentru segmentul de ungere
|
yc |
yc [rad] |
t |
e |
Rm0 [mm] |
y |
Coordonatele t si e fiind cunoscute se traseaza forma libera a segmentului cu ajutorul relatiilor:
Rm0=Rm + t [mm]
(19)
y y-e p [rad]
Distanta intre capete, masurata in stare libera va fi:
s0 = p (3-g) ·Rm · B (20)
Pentru segmentul de compresie s0= 9,514 mm
Pentru segmentul de ungere s0= 8,6125 mm
4.6 Calculul efortului unitar maxim in timpul functionarii
Acest efort sf max se obtine din formula lui Navier pentru sectiunea transversala a segmentului:
s = M/W < sf adm (21)
cu conditia ca M sa fie maxim si anume pentru y =0, cand se obtine efortul unitar maxim in timpul functionarii:
 (21')
(21')
Pentru segmentul de comprimare
sf max = 382 MPa < sf adm =400 MPa
Pentru segmentu de ungere
sf max = 381,3 MPa < sf adm =400 MPa
4.7 Calculul tensiunilor in segment la montaj
La montaj segmentul se desface prin indepartarea capetelor pana la distanta sd, atat cat este necesar pentru a imbina pistonul. Ca urmare, in sectiunea opusa capetelor apar eforturi unitare care depind de gradul de desfacere (rostul sd) si de procedeul de desfacere.
Pentru ca segmentul sa treaca pe piston trebuie sa devina tangent la piston in capatul opus rostului (punctul A).
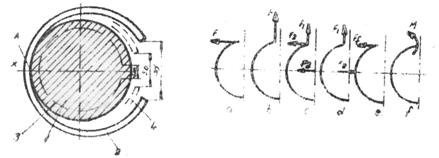
Figura 6
Se determina momentul de desfacere maxim, in sectiunea opusa rostului, in functie de schema de incarcare a segmentului. Se aplica ecuatia lui Navier si se obtine:
 (22)
(22)
in care m=1 pentru schema a
m=2 pentru schema f.
Pentru segmentii de compresie
sdmax = 313,6 MPa < sd adm =400500 MPa
Rezulta ca se pot folosi ambele procedee de montaj.
Pentru segmentulde ungere
sdmax 1= 466,7 MPa >sd adm =400500 MPa
sdmax 2 sdmax 1 /2=233,34 MPa < sd adm =400500 MPa
In acest caz, se poate folosi metoda din figura f.
4.8 Stabilirea jocului segmentului in canal
Jocurile segmentului in canal care trebuie asigurate sunt jocul axial D1 si jocul radial D
Jocurile axiale ale segmentului trebuie sa fie cat mai mici pentru a reduce scaparile de gaze dar nu pot fi micsorate sub o anumita limita deoarece apare pericolul de blocare. La mas aceste jocuri variaza in limitele 0,020,05 cu jocuri mai mari pentru primul segment.
Se adopta urmatoarele jocuri axiale:
Da1 =0,15 mm pentru primul segment de compresie
Da2=0,09 mm pentru al doilea segment de compresie
Da3=0,05 mm pentru segmentul de ungere
Jocurile radiale nu pot fi reduse sub o anumita limita, deoarece in acest caz nu permit gazelor sa ajunga in spatele segmentului. Ele trebuie sa asigure securitatea segmentului fata de tendinta de dilatare a pistonului. Jocurile radiale sunt mai mari decat cele axiale.
Dr =0,48 mm pentru segmetii de comprimare
Dr =0,78- 0,80 mm pentru segmentul de ungere.
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |