Otelurile pentru imbunatatire se folosesc atunci cand natura solicitarilor este una sau o combinatie intre urmatoarele:
a) Tractiune pura
b) Forfecare
c) Incovoiere
d) Torsiune
e) Soc
f) Uzare abraziva
De cele mai multe ori solicitarile de tractiune, forfecare, incovoiere si torsiune au un caracter ciclic. Daca amplitudinea deformatiei ciclice este mai mica de 0,1 se considera ca exista conditii de oboseala la limita andurantei (de lunga durata) prin care durata de viata este de obicei mai mare de 200.000 cicluri. Cand deformatia se apropie de 0,5 se presupune ca exista conditii de oboseala la ciclu scurt (de scurta durata) in care durata de viata este mai mica de 200.000 cicluri. Intrucat ruperea prin oboseala se poate produce la tensiuni cu mult mai mici decat limita de curgere a materialului, cerintele ingineresti trebuie sa fie cunoscute nu numai la nivel de tensiune maxima ci si de durata de viata prescrisa in conditii de incarcare dinamica.
Nu este neobisnuit ca proiectantii sa ezite sau uneori sa refuze precizarea exacta a cerintelor minime ingineresti. Motivele sunt legate fie de necesitatea unui efort prea mare si a unui timp prea lung pentru o evaluare pertinenta, fie de o necunoastere a modului de determinare. Totusi trebuie facuta precizarea ca daca proiectantul nu defineste cerintele minime ingineresti, altcineva de obicei cu o calificare mai putin inalta va trebui sa le ghiceasca.
In cazurile cand tensiunile dintr-o structura complexa sunt greu de prezis, se recurge deseori la metode experimentale pentru evaluarea deformatiilor (tensometrie, fotoelasticimetrie, lacuri casante, etc.). Informatiile obtinute dintr-un asemenea test arata validitatea estimarilor anterioare cu privire la amplitudinea tensiunilor, frecventa si directia acestora. Cu cat cerintele minime ingineresti pot fi determinate mai precis, cu atat va fi posibila o selectie mai exacta a otelului si o prescriere mai corecta a tratamentului termic.
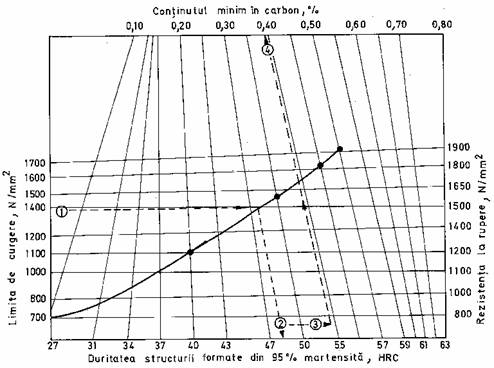
Pentru stabilirea cerintelor minime ingineresti se necesita cunoasterea interdependentei dintre rezistenta mecanica, continutul in carbon, duritate si microstructura. La orice otel tratat termic duritatea si microstructura variaza in functie de compozitia chimica si de severitatea calirii. Duritatea necesara si continutul minim in carbon sugerat pentru atingerea rezistentei mecanice impuse pot fi determinate cu ajutorul nomogramei din figura 1.
|
Figura Determinarea continutului minim in carbon si a duritatii necesare pornind de la valorile impuse pentru limita de curgere sau rezistenta la rupere. |
Aceste corelatii se bazeaza pe o microstructura alcatuita din cel putin 95 martensita revenita. O asemenea microstructura (troostita si sorbita de revenire) asigura o imbinare optima a caracteristicilor de rezistenta mecanica cu cele de ductilitate si tenacitate. Pentru a folosi nomograma din figura 1 se recomanda ca duritatea obtinuta in urma calirii martensitice volumice sa fie cu cel putin cinci unitati HRC mai mare decat cea finala, prescrisa la revenire.
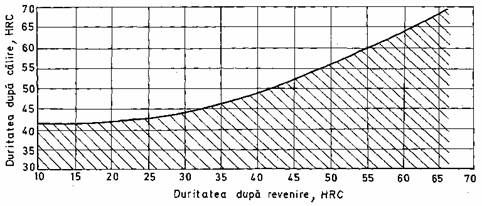
Legatura dintre duritatea otelului dupa revenire si duritatea minima necesara a fi obtinuta la calirea martensitica este aratata in figura 2.
Desi aceasta diagrama nu indica proportia minima de martensita necesara in microstructura otelului calit, se recomanda ca la folosirea ei sa se aleaga oteluri care poseda duritatea respectiva la o proportie de peste 90 martensita de calire.
O data ce sunt cunoscute cerintele de duritate si de microstructura, impreuna cu continutul minim in carbon, se va trece la selectia materialului si a tratamentului termic. Mediul de racire utilizat la calire este corelat cu gradul de aliere al otelului pentru atingerea calibilitatii necesare.
|
Figura Duritatea minima necesara dupa calire in functie de duritatea finala obtinuta in urma revenirii. |
In tabelul 1 se indica principalele marci de oteluri romanesti pentru imbunatatire, iar in anexa A sunt redate prescriptiile de compozitie chimica si principalele date cu care opereaza proiectantul si executantul de produse din asemenea materiale.
|
Tabelul 1 Oteluri pentru imbunatatire |
|
|
Oteluri nealiate Oteluri aliate Cr-Mo Oteluri aliate Cr-Ni-Mo Oteluri aliate Si-Mn Oteluri aliate Si-Cr-Mn Oteluri aliate Ni-Cr Oteluri aliate Cr-Mn-V Oteluri aliate Cr-Al-Mo |
OLC25; OLC35; OLC45; OLC50; OLC55; OLC60 34MoCr11; 42MoCr11 30MoCrNi20; 34MoCrNi16 35MnSi13 31MnCrSi11; 36MnCrSi13 40CrNi12 51VMnCr11 39MoAlCr15 |
Consideratiile care se au in vedere la alegerea mediului de racire sunt urmatoarele:
a) Utilizarea facilitatilor disponibile de calire
b) Lipsa fisurilor de calire
c) Evitarea deformatiilor excesive
d) Obtinerea distributiei dorite a tensiunilor reziduale
Stabilirea modului in care o piesa poate fi durificata este in mare parte o arta, care poate fi invatata numai printr-o experienta foarte mare. Totusi liniile directoare prezentate in cele ce urmeaza pot fi de mare ajutor:
a) Daca continutul mediu in carbon al otelurilor nealiate sau aliate poate fi mentinut la maximum 0,30 , piesa poate fi calita in apa fara aparitia fisurilor.
Otelurile cu un continut in carbon de 0,30-0,38 pot fi calite in apa fara risc de fisurare numai in cazul in care au forme simple.
Pentru concentratii in carbon de peste 0,38 se recomanda efectuarea calirii in ulei.
b) Daca piesa prezinta variatii mari de sectiune (un raport de peste 3 la 1) sau daca este prevazuta cu canale de pana, caneluri, orificii, calirea in apa poate provoca aparitia fisurilor indiferent de continutul in carbon. Prescrierea unor raze mari de racordare la aceste discontinuitati constituie o modalitate eficienta de solutionare a problemei.
c) Pentru micsorarea deformatiilor de tratament se recomanda efectuarea calirii in ulei sau intr-o baie de saruri topite. Exceptie de la aceasta regula fac cazurile de incalzire locala cu flacara oxi-gaz, laser, fascicul de electroni sau prin inductie.
d) Atunci cand microstructura impusa este constituita din 100 bainita se va recurge la o calire izoterma (austempering). Pentru a avea certitudinea ca piesele astfel tratate nu contin austenita reziduala care se va transforma in timpul exploatarii in martensita nerevenita cu efect fragilizant, se recomanda o revenire finala usor sub temperatura de tratament austempering.
e) Daca cerintele ingineresti impun un nivel ridicat al tensiunilor reziduale de compresiune la suprafata piesei, va trebui ca mediul de calire sa fie apa; efectuarea calirii in ulei si bai de saruri topite va conduce la tensiuni reziduale mici sau chiar nule.
Pentru obtinerea la revenire a unui ansamblu optim de caracteristici mecanice in concordanta cu starea de tensiune din piesa, se impune ca in structura de calire proportia minima de martensita sa fie de 80-90 si chiar mai mare. Astfel, in cazul solicitarilor caracterizate prin stari 'tari' de tensiune, in care predomina eforturile unitare normale si care solicita aproape uniform intreaga sectiune transversala a piesei (tractiune monoaxiala, forfecare), proportia minima de martensita este de 90 si trebuie obtinuta in centrul sectiunii. Deci, pentru incarcari de tractiune pura si de forfecare, piesa trebuie durificata complet prin calire la o proportie de cel putin 90 martensita; in cazuri extreme, cand nivelul impus pentru limita de curgere este de peste 1200N/mm2, se recomanda 99 martensita pe intreaga sectiune.
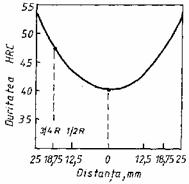
In cazul solicitarilor care conduc la stari mai 'moi' de tensiune, in care predomina eforturile tangentiale (incovoiere, torsiune) portiunile solicitate intens din sectiunea transversala se afla la o anumita departare de axa neutra; in punctele situate la distanta 1/2R sau 3/4R de centrul sectiunii transversale (arbori drepti, arbori cotiti,biele, fuzete) trebuie ca proportia minima de martensita sa fie de 80-90
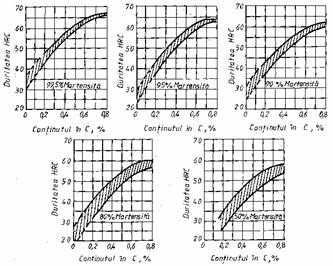
Diagramele redate in figura 3 arata variatia duritatii otelurilor calite in functie de continutul in carbon si de proportia de martensita din structura.
In tabelul 2 sunt prezentate cateva exemple de piese impreuna cu conditiile referitoare la proportia minima de martensita de calire.
Tabelul 2 Prescriptii impuse la calirea martensitica volumica
|
Denumirea organului de masina |
Diametrul (grosimea) mm |
Duritatea necesara dupa tratamentul de imbunatatire |
Prescriptii impuse la calirea organului de masina |
||||
|
HB,daN/mm2 |
HRC |
HRCmin. |
%Martensita |
Zona |
|||
|
Arbore cotit |
3/4R R-raza |
||||||
|
Axa din fata |
1/2R |
||||||
|
Semiaxa |
1/2R |
||||||
|
1/2R |
|||||||
|
Fuzeta |
3/4R |
||||||
|
1/2R |
|||||||
|
Biela |
3/4R |
||||||
|
Bulon biela |
C-centru |
||||||
|
C |
|||||||
|
Bara torsiune |
C |
||||||
|
Arcuri foi |
|
C |
|||||
|
Arcuri cilindrice |
C |
||||||
|
Roti dintate carburate pentru cutii de viteze |
Minim. 6 Minim. 12 |
C |
|||||
|
Roti dintate greu solicitate |
C |
||||||
La racirea unei piese in vederea calirii martensitice, viteza de racire este maxima la suprafata si minima in centrul sectiunii. Pentru obtinerea proportiei de martensita ceruta intr-un anumit punct din sectiune trebuie sa se cunoasca viteza medie de racire in punctul respectiv.
|
Figura Evolutia duritatii otelurilor calite cu continutul in carbon si proportia de martensita din structura. |
|
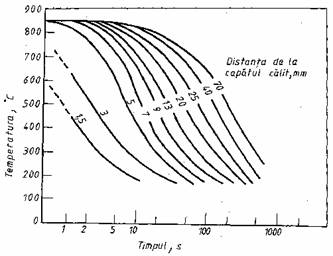
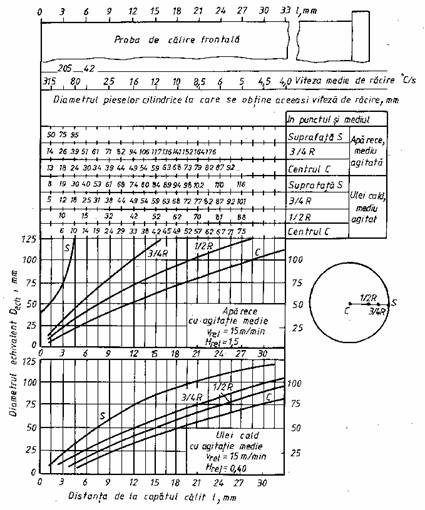
Figura Curbele de racire ale punctelor de pe generatoarea epruvetei Jominy in care se efectueaza determinarile de duritate. |
La o anumita marime a sectiunii transversale a piesei, intr-un punct situat la o distanta definita de suprafata, curba vitezei de racire de la temperatura de austenitizare este practic aceeasi cu cea a punctului de pe generatoarea epruvetei Jominy situat la o anumita distanta de la partea frontala racita in apa. In consecinta si microstructura punctului respectiv, indiferent daca acesta se afla in interiorul unei piese sau pe suprafata probei de calibilitate la o anumita distanta de capatul calit, va fi in general aceeasi. Ca rezultat, determinarea caracterului microstructurii unui anumit punct din sectiunea piesei calite se reduce la identificarea curbei de racire a punctului echivalent de pe suprafata probei Jominy.
In figura 4 sunt prezentate curbele de racire ale punctelor de pe suprafata epruvetei Jominy situate la distante diferite de capatul calit.
|
Figura Corelatia dintre vitezele de racire ale pieselor de diferite diametre si cele ale epruvetei de calibilitate. |
Comparand viteza de racire de-a lungul epruvetei Jominy cu vitezele reale de racire din sectiunea pieselor cilindrice de diferite diametre, la calirea in apa sau ulei, s-au intocmit diagrame de tipul celor din figura 5 care permit corelarea celor doua tipuri de incercari.
|
|
|
|||||||||||||||||||||||||||||||||||||||||
|
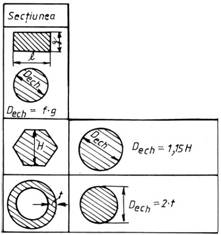
Figura Transformarea sectiunilor necirculare in sectiuni circulare echivalente, cu aceeasi viteza de racire. |
||||||||||||||||||||||||||||||||||||||||||
Daca piesele au sectiuni de alte forme se vor utiliza factorii de transformare in sectiuni circulare al caror diametru echivalent, Dech, se stabileste cu ajutorul relatiilor din figura 6.
Pornind de la corelatia dintre vitezele de racire ale pieselor de diferite diametre si vitezele de racire ale epruvetei Jominy se pot rezolva urmatoarele doua tipuri de probleme:
a) trasarea curbei de variatie a duritatii piesei pe sectiunea transversala, cunoscand marca de otel si mediul de calire;
b) selectia otelului si a mediului in care se face calirea pentru obtinerea duritatii cerute intr-un punct dat din sectiunea piesei.
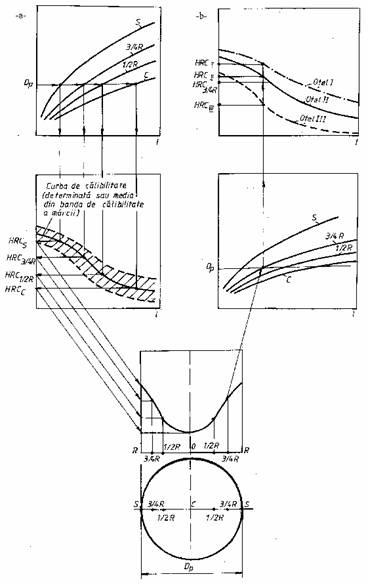
In primul caz se porneste de la diametrul echivalent al piesei Dp si trecand prin curba de calibilitate se traseaza graficul de variatie a duritatii pe sectiunea transversala cu aflarea duritatii in punctul de interes practic (figura 7a).
In al doilea caz se porneste de la duritatea prescrisa in punctul de interes pentru piesa data (figura 7b, punctul 3/4R) si se compara otelurile I, II, III intre ele, stabilindu-se ca otelul II este cel mai corespunzator (la otelul III calibilitatea este prea mica, iar la otelul I, este prea ridicata, marindu-se pericolul de deformare sau fisurare a piesei si totodata crescand costul materialului.
|
Figura Folosirea corelatiei dintre curba de calibilitate si dimensiunile piesei pentru trasarea curbei de variatie a duritatii pe sectiune (a) sau pentru selectia marcii de otel si a mediului de calire (b). |
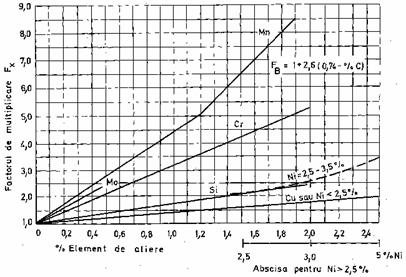
Deoarece banda de calibilitate a otelurilor pentru imbunatatire are o latime prea mare - mai ales in domeniul l=6-15mm care prezinta cel mai mare interes practic - si nu se dispune intotdeauna de curba de calibilitate a sarjei, va fi necesara trasarea curbei de calibilitate pe baza compozitiei chimice a fiecarei sarje de otel. Metoda se bazeaza pe principiul ca fiecare element din compozitia chimica are o actiune specifica asupra calibilitatii, care poate fi tradusa printr-un factor de multiplicare, iar actiunea tuturor elementelor se manifesta nu ca o suma ci ca un produs.
|
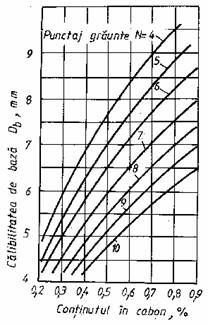
Figura Nomograma pentru determinarea calibilitatii de baza. |
Diametrul critic ideal se calculeaza cu relatia:
|
|
in care Db este calibilitatea de baza stabilita in functie de continutul in carbon al otelului si de granulatie (figura 8), iar Fx1, .Fxn sunt factori de multiplicare a caror valoare se ia in functie de continutul in elemente insotitoare permanente si in elemente de aliere (figura 9).
|
Figura Nomograma pentru determinarea factorilor de multiplicare. |
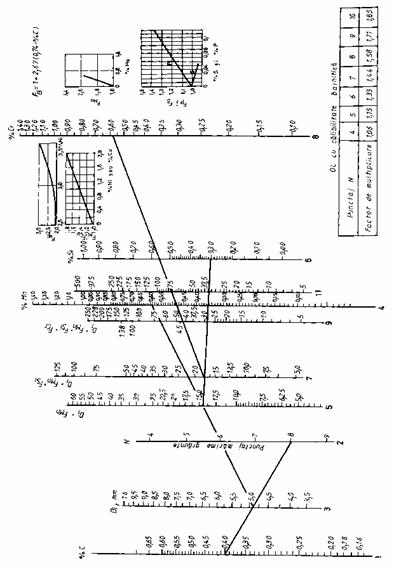
Pentru simplificarea calculelor, in figura 10 este redata o nomograma care permite determinarea pe cale grafica a diametrului critic ideal. In aceasta nomograma s-a luat ca exemplu urmatoarea compozitie chimica a sarjei de otel 40CrNi12 (0,40 C; 0,60 Mn; 0,30 Si; 0,60 Cr; 1 Ni); totodata se considera ca marimea grauntelui austenitic corespunde punctajului N=8.
|
Figura Nomograma pentru determinarea diametrului critic ideal (ca exemplu s-a considerat compozitia chimica a unei sarje de otel 40CrNi12). |
Se uneste punctul de 0,40 C de pe verticala 1 cu punctajul 8 de pe verticala 2 si astfel se obtine calibilitatea de baza Db=4,8mm pe verticala Acest punct se uneste cu concentratia in Mn de 0,60 de pe verticala 4 si pe verticala 5 se obtine produsul Db FMn = 14mm.
In continuare se duce o dreapta pana la concentratia de 0,30 Si de pe verticala 6 si pe verticala 7 rezulta produsul Db FMn FSi=17mm. Din acest punct se duce o dreapta la concentratia de 0,60 Cr de pe verticala 8 si pe verticala 9 se determina produsul Db FMn FSi FCr = 42mm. De aici se trece la stabilirea factorului de multiplicare pentru 1 Ni, respectiv FNi = 1,4. In consecinta, Di = 42 1,4 = 59mm.
Intrucat acest otel face parte din categoria otelurilor cu calibilitate bainitica (pe curba de racire corespunzatoare structurii semimartensitice a diagramei de transformare la racire continua constituentul predominant cantitativ este bainita), Di se mai inmulteste cu factorul (1,58) inscris in tabelul din dreapta jos al nomogramei. Rezulta deci, Di = 59 1,58 = 93mm.
Se face precizarea ca, cu exceptia otelurilor carbon de calitate si a otelurilor aliate 35Mn16 si 39MoAlCr15 care au calibilitate perlitica, toate celelalte poseda o calibilitate bainitica. Cunoscand diametrul critic ideal, Di, cu ajutorul datelor din tabelul 3 se pot stabili valorile de duritate de-a lungul epruvetei Jominy.
|
Tabelul 3 Determinarea duritatii pe lungimea probei Jominy in functie de Di si de duritatea structurii complet martensitice (HRC100M) |
||||||||
|
Conti-nutul in |
J0 (HRC100M) |
Di, mm |
|
|||||
|
C, | ||||||||
|
Obs.: J0 - duritatea HRC la capatul calit frontal (l=0); Jl - duritatea HRC la distanta l in mm de la capatul calit; fred - factorul de reducere a duritatii maxime J0 la distanta l, in mm |
||||||||
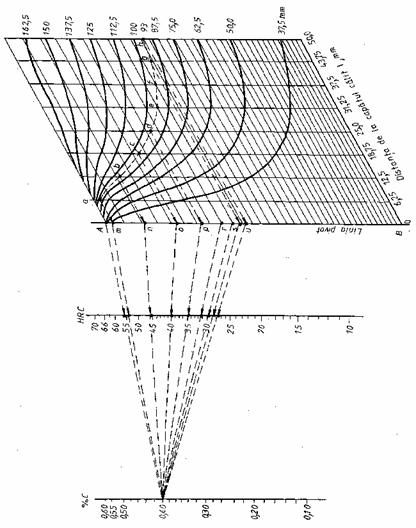
Datele necesare pentru trasarea curbei de calibilitate se pot obtine si pe cale grafica utilizand nomograma din figura 11.
|
Figura Nomograma pentru determinarea duritatii de-a lungul epruvetei Jominy (ca exemplu s-a considerat otelul 40CrNi12). |
Pentru a exemplifica modul de folosire al acestei nomograme se considera aceeasi compozitie chimica de otel 40CrNi12 ca in cazul anterior.
Din punctul de 0,40 C de pe verticala din stanga s-a dus o dreapta la linia pivot AB in punctul A care intersecteaza verticala din mijloc la 56HRC; acest punct corespunde duritatii maxime a martensitei la capatul frontal al epruvetei Jominy. In continuare, s-a trasat punctat (prin interpolare) curba de calibilitate corespunzatoare diametrului critic ideal stabilit anterior, Di=93mm. Aceasta curba intersecteaza verticalele corespunzatoare lungimilor l = 6,25; 12,5; ; 50mm de la capatul epruvetei Jominy in punctele a, b, c, d, e, f, g, h. Din aceste puncte se duc paralele la abscisa, care intersecteaza linia pivot in punctele m, n, o, p, r, s, t, u. In continuare, fiecare din aceste puncte se uneste cu punctul de 0,40 C; intersectiile rezultate cu dreapta HRC definesc duritatile corespunzatoare fiecarei distante de la capatul calit al epruvetei Jominy:
|
l, mm | |||||||||
|
HRC |
La utilizarea datelor din tabelul 1 s-ar fi obtinut urmatoarele valori (considerand Di = 90mm si J0 = 57HRC) care se suprapun practic peste cele determinate pe cale grafica:
|
l, mm | |||||||
|
fred | |||||||
|
|
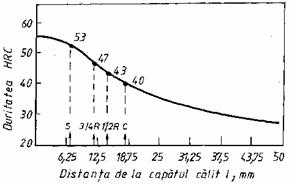
|
a) b) Figura Curba de calibilitate stabilita cu ajutorul nomogramei din figura 10 si a tabelului 1 (a) si variatia duritatii pe sectiunea transversala a unei piese din otel 40CrNi12, f50mm (b) calita in ulei (determinata cu ajutorul nomogramei din figura 5). |
Considerand ca din otelul 40CrNi12 se executa o piesa cu diametrul de 50mm care va fi supusa calirii martensitice volumice in ulei cald cu agitatie medie, aplicand metodica prezentata in figura 7a se obtine variatia de duritate pe sectiunea transversala din figura 12.b.
La selectia otelurilor pentru incarcari de tractiune pura si forfecare se va tine seama de urmatoarele:
Daca nu se poate admite nici o deformatie remanenta, caracteristica mecanica relevanta este limita de proportionalitate, care este 7590 din limita de curgere, functie de microstructura ceruta (ideal este 100 martensita revenita). Cand este permisa o mica deformatie permanenta se va lua in considerare limita tehnica de curgere Rp0,2.
La piesele care au prevazute portiuni filetate si care sunt solicitate la tractiune se necesita cunoasterea rezistentei la rupere a probelor cu concentrator. In aceste cazuri se recomanda folosirea otelurilor microaliate cu bor, element care mareste calibilitatea prin factorul Grossmann, f=1+2,6 (0,74 C). Deoarece borul dizolvat nu provoaca o durificare a solutiei solide, otelurile care contin acest element pentru calibilitate, pot fi deseori indreptate la rece fara aplicarea unei recoaceri de globulizare, tratament impus otelurilor fara bor cu aceeasi calibilitate.
Pentru a conferi o rezistenta maxima la rupere fragila, neprevazuta, otelurile solicitate la tractiune trebuie sa aiba bune caracteristici de ductilitate si tenacitate la temperatura de utilizare a piesei. Aceste caracteristici permit compensarea nealinierilor si abaterilor geometrice care apar frecvent intr-o structura sau un ansamblu. Cele mai bune rezultate se obtin la concentratii in carbon sub 0,40
Proprietatile mecanice ale martensitei revenite (troostita si sorbita de revenire) la temperatura camerei sunt dependente in principal de continutul in carbon si doar in mica masura de elementele de aliere prezente in compozitia otelurilor de constructie. Exceptie fac nichelul si borul, dar pentru aplicatii de tractiune si forfecare intre temperatura camerei si -30 C selectia otelurilor poate fi facuta pe baza calibilitatii.
In cazul calirii pieselor cu un jet de lichid sub presiune se genereaza urmatoarele avantaje:
posibilitatea utilizarii celui mai ieftin otel pentru obtinerea unei adancimi durificate impuse;
o maxima reproductibilitate a microstructurii si proprietatilor mecanice;
folosirea apei ca mediu de racire asigura un nivel ridicat al tensiunilor reziduale de compresiune din stratul de suprafata al piesei care maresc limita de oboseala;
uniformitatea racirii minimizeaza distorsiunile si fisurile de calire.
Racirea cu apa sub presiune se recomanda a fi folosita la piese simetrice simple ca de exemplu bolturi, axe, arbori, etc. cu conditia ca echipamentul de calire sa asigure viteze controlabile si variabile de incalzire pentru sectiuni cu grosimi diferite.
Unele piese, cum ar fi elementele de fixare, supuse incarcarii de tractiune trebuie sa fie cat mai drepte posibil pentru a nu apare tensiuni de incovoiere care ar putea cauza o cedare prematura. Daca piesele au o sectiune transversala de peste 50mm se recomanda ca proiectantul sa prevada anumite nuturi sferice si contraeforturi care sa faciliteze autoalinierea.
Un otel selectat pentru incarcari de incovoiere sau torsiune trebuie sa posede o limita de curgere suficient de inalta dupa tratamentul termic secundar pentru a depasi sarcina de lucru in orice punct al sectiunii transversale. Tratamentul termic care asigura o microstructura de minimum 50 martensita in centrul sectiunii si minimum 90 martensita la distanta de 3/4R este suficient de acoperitor pentru atingerea performantelor dorite. Daca se selecteaza oteluri care vor fi durificate doar pe o portiune de 10, 15 sau 20 din distanta de la suprafata catre centru, va trebui ca stratul calit sa fie cat mai uniform ca grosime.
La majoritatea pieselor cedarea prematura este rezultatul oboselii. Proiectarea pieselor si selectia otelurilor si a tehnologiilor de prelucrare pentru prevenirea cedarilor prin oboseala constituie un subiect extrem de vast. Fenomenul de oboseala datorat deformarii ciclice prezinta o componenta plastica si o componenta elastica:
|
|
in care
![]() amplitudinea
deformatiei totale;
amplitudinea
deformatiei totale;
![]() amplitudinea
deformatiei plastice;
amplitudinea
deformatiei plastice;
![]() amplitudinea
deformatiei elastice.
amplitudinea
deformatiei elastice.
Pentru conditii de tensiuni inalte in care predomina deformatia plastica ecuatia generala a vietii prin oboseala poate fi aproximata:
|
|
unde 2 Nf este viata prin oboseala exprimata in cicluri, iar
![]()
c reprezinta exponentul ductilitatii la oboseala (pentru otelurile tratate termic -0,70 c 0,50) si Z este gatuirea la rupere determinata prin incercarea de tractiune si exprimata in
Este important de retinut ca aceasta ecuatie prezice ca ductilitatea masurata prin gatuirea la rupere, Z, are o importanta fundamentala pentru rezistenta la oboseala de scurta durata.
Pentru conditii de amplitudine scazuta a
deformatiei nominale in care componenta elastica ![]() este predominanta
este predominanta
|
| |
|
|
in care ![]() este amplitudinea
tensiunii nominale; E - modulul de elasticitate longitudinal,
este amplitudinea
tensiunii nominale; E - modulul de elasticitate longitudinal, ![]() - coeficientul
rezistentei la oboseala (pentru duritati mai mici de
500HB),
- coeficientul
rezistentei la oboseala (pentru duritati mai mici de
500HB), ![]() unde Rm este rezistenta la rupere in
N/mm2; b - exponent al rezistentei la oboseala (pentru
otelurile durificate b =
unde Rm este rezistenta la rupere in
N/mm2; b - exponent al rezistentei la oboseala (pentru
otelurile durificate b =
Aceasta relatie arata ca rezistenta la rupere prin tractiune are o importanta primordiala pentru conditii de viata de lunga durata.
Pentru conditii intermediare trebuie considerate atat deformatiile elastice cat si cele plastice, iar relatia care exprima legatura dintre deformatia totala si numarul de cicluri este:
|
|
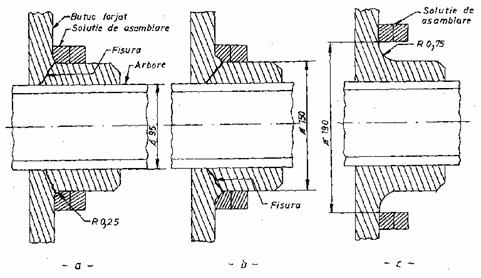
Aceste relatii sunt folositoare pentru analiza generala dar devin foarte complexe pentru componente care contin discontinuitati in care se concentreaza tensiunile si deformatiile. Cand se selecteaza otelul potrivit pentru piese complexe cum ar fi arborii cotiti, ansamblele sudate, edificiile, etc. metoda analizei tensiunilor este deseori necesara pentru determinarea istoriei acestora. Uneori se executa o piesa de incercare ce se va acoperi cu un lac fragil si in conditii controlate de temperatura si umiditate va fi supusa unor tensiuni similare celor din serviciu. Distributia fisurilor lacului fragil va localiza zonele cu tensiuni ridicate. Dupa indepartarea sarcinii aplicate urmeaza masurarea exacta a deformatiilor si pe baza acestora se va face calculul duratei de viata la oboseala. Procesul foarte costisitor si lent de testare a oboselii pe teren poate fi inlocuit uneori sau chiar suplimentat cu teste de oboseala pe probe cu dimensiuni similare cu cele ale componentelor. O data ce s-a stabilit istoria reala a deformatiilor precum si zonele de concentrare a acestora, se va simplifica mult activitatea de selectie a otelului si a tehnologiilor de fabricatie. Daca sunt gasite amplitudini anormal de ridicate ale deformatiilor in cadrul testului cu lacuri fragile, proiectantul poate rezolva problema mult mai usor prin schimbarea configuratiei piesei decat prin ingineria materialelor si/sau a proceselor tehnologice. Un astfel de exemplu este aratat in figura 13 in care o modificare a razei de racordare diminueaza suficient concentratorul de tensiune pentru a evita fisurarea prin oboseala.
|
Figura Modificarea configuratiei piesei pentru prevenirea cedarii prin oboseala. |
Atunci cand forma, dimensiunile si greutatea piesei sunt limitari rigide, proiectantul poate recurge la un numar de alternative in selectia materialului pentru imbunatatirea rezistentei la oboseala. Acestea se bazeaza in principal pe controlul defectelor si/sau al proceselor tehnologice de prelucrare:
La orice aplicatie importanta care implica fenomene de oboseala se necesita folosirea unor oteluri cu grad de puritate cat mai ridicat. Se stie ca cele mai multe cauze ale cedarii premature prin oboseala sunt legate de existenta unor incluziuni nemetalice cu dimensiuni mari aflate imediat sub suprafata materialului in zonele puternic tensionate. Producatorii de otel utilizeaza o serie de tehnologii de topire pentru o purificare avansata si anume: degazarea in vid, dezoxidarea si degazarea in vid, topirea prin inductie in vid, retopirea cu arc in vid, etc.
Cand tensiunile din exploatare conduc la oboseala de scurta durata (de exemplu amplitudinea deformatiei ciclice se apropie de 0,5 ) se vor utiliza oteluri rezistente si tenace. Optimizarea tenacitatii este posibila prin mentinerea continutului nominal in carbon sub 0,35 , a celui de fosfor si sulf sub 0,010 si prin folosirea nichelului ca element principal de aliere. De asemenea, este preferabil ca microstructura sa fie alcatuita din cel putin 95 martensita, iar intervalul temperaturilor de revenire de 250-420 C sa fie evitat.
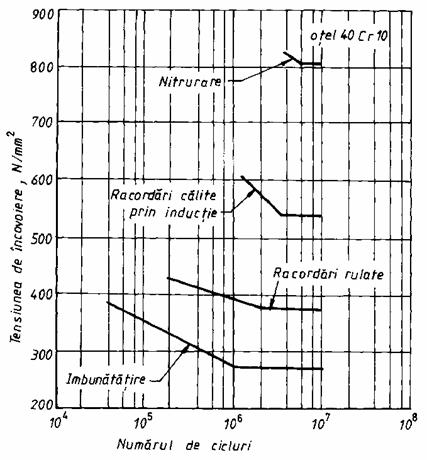
Pentru o rezistenta mare la oboseala de lunga durata (peste 200000 cicluri) se specifica o combinatie de material si tratament termic de calire de suprafata care dezvolta tensiuni reziduale de compresiune la suprafata piesei de valori cat mai ridicate. De asemenea, pentru marirea rezistentei la oboseala sunt eficiente procedeele tehnologice de sablare cu alice, rularea la rece si tratamentul termochimic de nitrurare (figura 14).
|
Figura Efectele prelucrarii suprafetei asupra duratei de viata la oboseala. |
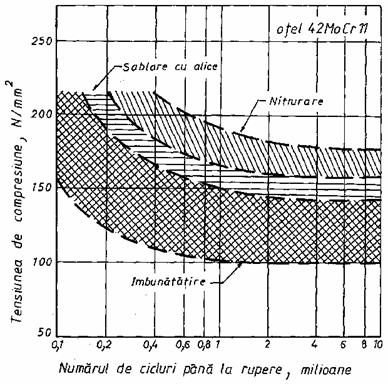
Figura 15 arata influenta benefica a sablarii cu alice si a tratamentului termochimic de nitrurare asupra rezistentei la oboseala de lunga durata.
Trebuie subliniat insa ca nitrurarea este eficienta indeosebi la otelurile aliate cu elemente (Cr, Mo, Al, Ti) care formeaza nitruri si ca este un tratament costisitor.
Maximizarea rezistentei la oboseala este posibila si printr-un control riguros al finisarii suprafetei in zonele critice. Experimental s-a demonstrat ca prelucrarea prin aschiere a unui otel durificat prin tratament termic la 40HRC este foarte dificila atat cu scule din oteluri rapide cat si cu scule din aliaje dure sinterizate; suprafata aschiata este degradata puternic si rezistenta la oboseala va fi mult diminuata. Efectele daunatoare ale prelucrarii prin rectificare asupra tensiunilor de compresiune de la suprafata piesei, asupra pericolului de ardere si chiar de fisurare desi sunt cunoscute, uneori sunt trecute cu vederea.
|
Figura Influenta sablarii cu alice si a nitrurarii asupra rezistentei la oboseala de lunga durata. |
Selectia unui otel si a unui tratament termic care sa elimine necesitatea unei operatii ulterioare de indreptare. Numeroase cedari ale arborilor de autovehicule au fost datorate indreptarii la rece dupa tratament termic. Desi acesti arbori au fost indreptati perfect, in urma unor cicluri de incarcare ei revin la forma initiala contorsionata care are ca rezultat bataile si cedarea prematura prin oboseala. Una din solutii a fost indreptarea la cald (pana la temperatura de revenire) si in unele cazuri aplicarea unei reveniri dupa indreptare. Cu toate acestea, atat indreptarea la cald cat si la rece poate indeparta tensiunile reziduale de compresiune din zonele incarcate critic ale piesei.
Deseori poate fi prevenita cedarea prin oboseala in medii corozive efectuand o placare conventionala cu nichel. O cedare prin oboseala de scurta durata (deseori sub 100 cicluri) poate apare ca rezultat al coroziunii sub tensiune. Acest caz este specific otelurilor aliate cu Cr-Mo, Cr-Ni, Cr-Ni-Mo, tratate termic la nivele ale limitei de curgere de circa 1300N/mm2. Coroziunea poate fi provocata de apa sau de solutii usor corozive ale altor chimicale cum ar fi sarurile de clor. Liniile directoare care se au in vedere in astfel de cazuri sunt:
a) Indepartarea tuturor zgarieturilor si a altor defecte de pe suprafata piesei; asigurarea unei rugozitati cat mai mici.
b) Evitarea imbogatirii in carbon a suprafetei piesei in cursul procesului de austenitizare, daca controlul atmosferei este mai putin perfect.
c) Efectuarea unei sablari cu alice a tuturor suprafetelor accesibile.
d) Acoperirea suprafetei prin cadmiere urmata de recoacere sau numai cadmiere in vid.
Protejarea suprafetei piesei prin cromare dura sau prin nichelare reduce semnificativ (10-40 ) rezistenta la oboseala a otelurilor tratate termic; in consecinta, aceste operatii trebuie evitate la piesele solicitate intens la oboseala. Daca duritatea pieselor placate este mai mare de 30HRC va fi necesara o recoacere pentru eliminarea hidrogenului absorbit in timpul placarii. Piesele trebuie intotdeauna recoapte in intervalul de 15 minute de la placare dupa urmatorul regim:
|
Temperatura de revenire a otelului, C |
Recomandari privind temperatura si durata de recoacere |
|
peste 420 |
C, 6h C, 4h C, 3h C, 1h |
Efectele defavorabile ale placarii pot fi eliminate in mare masura prin aplicarea in prealabil a unei sablari cu alice.
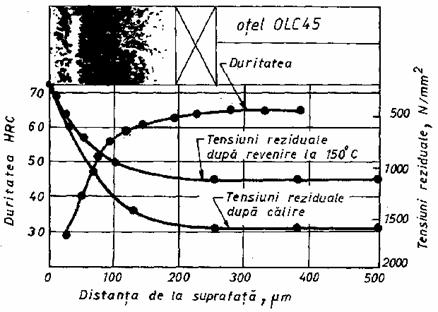
O mare influenta asupra rezistentei la oboseala de lunga durata o are calitatea suprafetei. Existenta unor defecte de suprafata ca microfisuri, zgarieturi, decarburari, etc. diminueaza considerabil rezistenta la oboseala. Un strat decarburat are pe de o parte o rezistenta scazuta la rupere, iar pe de alta parte micsoreaza tensiunile de compresiune de la suprafata piesei (figura 16).
In tabelul 4 se arata corelatia dintre starea structurala si limita de oboseala a otelului 40CrNi12.
Barele strunjite si lustruite sau strunjite, rectificate si lustruite mai pot prezenta fenomene de decarburare a suprafetei, daca aceasta cerinta nu a fost stipulata in contractul cu furnizorul de material. Refacerea continutului in carbon al suprafetei decarburate va elimina eventualele neajunsuri ale prelucrarii si va permite atingerea performantelor pieselor incarcate la oboseala.
|
Figura Efectul decarburarii asupra duritatii si tensiunilor reziduale ale unei bare din otel OLC45. |
|
Tabelul 4 Limita de oboseala a otelului 40CrNi12 |
|||
|
Microstructura |
Rezistenta la |
Limita de oboseala, N/mm2 |
|
|
rupere, Rm in N/mm2 |
Stare decarburata |
Stare nedecarburata |
|
|
Perlita | |||
|
Martensita de calire | |||
|
Sorbita de revenire | |||
In aplicatiile care necesita rezistente la oboseala de lunga durata (peste 50 106 cicluri) se impune folosirea unui otel si a unui tratament termic care sa confere o microstructura fara ferita, cel putin in sectiunile critice ale piesei.
Una dintre cele mai importante caracteristici ale otelurilor folosite la temperaturi scazute este tenacitatea. La selectia otelurilor pentru o tenacitate maxima se vor avea in vedere urmatoarele:
obtinerea unei granulatii fine;
o dezoxidare puternica, de preferat sub vid;
un continut cat mai redus in carbon, fosfor si sulf;
microalierea cu Zr pentru modificarea formei incluziunilor de sulfuri si adaugarea de pamanturi rare la elaborare;
aplicarea tratamentului termic de imbunatatire sau de austempering.
|
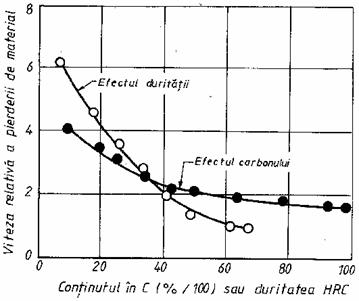
Figura Influenta continutului in carbon si a duritatii asupra rezistentei la uzare abraziva a otelurilor nealiate. |
Pentru piesele supuse in exploatare unor solicitari de uzare abraziva, selectia otelurilor de imbunatatire va tine seama de faptul ca rezistenta la uzare, creste usor cu continutul in carbon si se mareste semnificativ o data cu cresterea duritatii (figura 17).
La valori egale de duritate, continut in carbon si microstructura, otelurile care contin Cr, Mo, V, singure sau in combinatii ofera o rezistenta la uzare ceva mai buna decat otelurile carbon.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |