Studiu tehnico - economic privind constructia produsului P, procesul tehnologic de fabricare a reperului R si proiectarea echipamentului tehnologic E,
P: .instalatie ungere...
R: .reductie......
E: ............
Date initiale generale
Programa de productie: 5000 buc/an
Unitatea de productie: S.C. Faur S.A.
Obiectiv principal: introducerea unei noi tehnologii
Fond real de timp: 255x1x8 = 2040 ore/an
Cerinta economica: cost minim de fabricatie.
Analiza constructiva functional - tehnologica
Schite constructive ale produsului si reperului
Schita reperului " Reductie" se prezinta in fig 2.2, unde Sk , k = 1, 2, .. sunt suprafete definitorii
Caracteristici constructive prescrise reperului
a. Caracteristicile suprafetelor
Caracteristicile principale ale suprafetelor Sk se prezinta in tabelul 2.1
Tabelul 2.1
|
Sk |
Forma |
Dimensiuni |
Rugozitate |
Toleranta de forma |
Pozitia reciproca |
Alte conditii (duritate, acoperiri de protectie etc.) |
|||||
|
S1 |
plana |
12 0+0.06x12x35 |
260 HB zincare |
||||||||
|
S2 |
profilata |
Φ44/2x60˚ |
260 HB zincare |
||||||||
|
S3 |
elicoidala |
M35x4,5 |
260 HB zincare |
||||||||
|
S4 |
cilindrica |
Φ32x4,5 |
260 HB zincare |
||||||||
|
S5 |
conica |
4,5x30˚ |
260 HB zincare |
||||||||
|
S6 |
plana |
260 HB zincare |
|||||||||
|
S7 |
plana |
260 HB zincare |
|||||||||
|
S8 |
cilindrica |
Φ16x48 |
260 HB zincare |
||||||||
|
S9 |
plana |
260 HB zincare |
|||||||||
|
S10 |
conica |
2x45˚ |
260 HB zincare |
||||||||
|
S11 |
elicoidala |
M80 |
260 HB zincare |
||||||||
|
S12 |
conica |
2x45˚ |
260 HB zincare |
||||||||
|
S13 |
cilindrica |
Φ60-0,06-0,02x16 |
260 HB zincare |
||||||||
|
S14 |
conica |
1x45˚ |
260 HB zincare |
||||||||
|
S15 |
plana |
260 HB zincare |
|||||||||
|
S16 |
elicoidala |
M48x2 |
260 HB zincare |
||||||||
|
S17 |
profilata |
Φ60/ Φ60x10˚ |
260 HB zincare |
||||||||
|
S18 |
plana |
260 HB zincare |
|||||||||
|
S19 |
plana |
21x26,6 |
260 HB zincare |
||||||||
|
S20 |
plana |
21x26,6 |
260 HB zincare |
||||||||
|
S21 |
cilindrica |
Φ65x4 |
260 HB zincare |
||||||||
|
S22 |
profilata |
Φ56/ Φ65x60˚ |
260 HB zincare |
||||||||
|
Simbol |
Descriere | |||||||||||
|
m |
mijlocie | |||||||||||
b. Caracteristici de material prescrise
Piesa analizata este confectionata dintr-un otel aliat constructiei de masini STAS 791 - 88 marca 40Cr10.
In tabelul 9.17[6] este prezentata compozitia chimica a materialului.
|
Marca otelului |
Calitatea |
Compozitia chimica % |
|||||||
|
C |
Mn |
S |
P |
Cr |
Ni |
Mo |
Alte elemente |
||
|
40Cr10 |
0,35 |
max 0,035 |
max 0,025 |
Si=0,20..0,45 Al=0,70..1,10 |
|||||
|
S | |||||||||
|
X |
max 0,025 |
||||||||
|
XS | |||||||||
In tabelul 9.18[6] sunt prezentate caracteristicile mecanice
|
Marca otelului |
Diametrul probei de tratament termic de referinta |
Felul tratamen-tului termic |
Caracteristici mecanice |
||||||
|
Limita de curgere Rpo,z [N/mm2min] |
Rezistenta la rupere Rm, N/ mm2 |
Alungirea la rupere A5%, min |
Gatuirea la rupere Z, %min |
Rezilienta KCU 300/2 J/cm2min |
Energia de rupere J,min |
Duritatea Brinell in stare necoapta HB max |
|||
|
40Cr10 |
CR |
min 980 | |||||||
CR - calire - revenire inalta
In tabelul 9.20 sunt prezentate tratamentele termice aplicate materialului.
|
Marca otelului |
Recoacere de inmuiere |
Normalizare |
Cementare |
Calire I |
Recoacere intermediara |
Calire II |
Revenire |
|||||||
|
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
Temperatura °C |
Mediul de racire |
|
|
40Cr10 |
C |
aer |
u |
a;u |
||||||||||
c. Masa reperului
Acasta se identifica din desenul de executie al piesei.
Astfel : m = 0,900 kg
d. Clasa de piese
Avand in vedere forma de gabarit, forma si pozitia suprafetelor componente, se apreciaza ca reperul face parte din clasa "Arbori".
Tehnologicitatea constructiei reperului
a. Gradul de unificare a elementelor constructive (λe)
![]()
unde:
![]() este numarul
dimensiunilor diferite, iar
este numarul
dimensiunilor diferite, iar ![]() numarul total al
elementelor.
numarul total al
elementelor.
Se analizeaza urmatoarele grupe principale de caracteristici geometrice, dupa cum urmeaza
suprafete filetate ![]()
canale ![]()
tesituri ![]()
Gradul mediu de unificare constructiva ![]() este
este
![]()
b. Concordanta dintre caracteristicile constructive prescrise si cele impuse de rolul functional/tehnologic
Gradul
de concordanta dintre caracteristicile constructive (CC) prescrise
si cele impuse de rolul functional/tehnologic, ![]() este:
este:
![]()
unde: Cc este numarul CC prescrise care sunt in concordanta cu cele impuse de cerintele functional - tehnologice, iar ct - numarul total al CC prescrise.
Analiza
caracteristicilor prescrise produsului si reperului considerat prin
proiectul initial a reliefat ca j caracteristici prescrise reperului nu
sunt in concordanta cu cele impuse de cerintele functional -
tehnologice. Astfel, initial, ![]() este
este
![]()
S-au propus urmatoarele modificari:
prescrierea tolerantei 0,06 pentru suprafata S1
prescrierea tolerantei 0,04 pentru suprafata S13
prescrierea rugozitatii 3,2 pentru suprafatele filetate
prescrierea rugozitatii 3,2 pentru suprafata S13
prescrierea rugozitatii 6,3 pentru suprafaia S1
Dupa
operarea modificarilor propuse: ![]() = 1 .
= 1 .
c. Conditii de tehnologicitate impuse de unificarea constructiva
Din
punct de vedere al conditiei principale impuse de unificarea constructiva,
respectiv numar minim posibil al dimensiunilor elementelor constructive
(v, ![]() ), se apreciaza ca aceasta este acceptabila.
), se apreciaza ca aceasta este acceptabila.
d. Conditii de tehnologicitate impuse de procedeele tehnologice
Conditiile de tehnologicitate impuse de procedeele tehnologice de fabricare sunt prezentate in tabelul 2.6.
|
Nr. crt. |
Conditie |
Grad de satisfacere (da sau nu) |
|
Forma de gabarit sa prezinte axe sau plane de simetrie care dupa caz sa fie utilizate pentru definirea planului (planelor) de separatie asociate semimatritelor |
DA |
|
|
Anumite elemente constructive (imbinari, racordari, grosimi de pereti) de dimensiuni l sa indeplineasca conditia l≥lmin sau/si l≤lmax, unde lmin, lmax - valori limita impuse de procedeul tehnologic |
DA |
|
|
Forma sau pozitia unor suprafete sa fie astfel incat sa prezinte inclinari in raport cu planul (planurile) de separatie a semimatritelor pentru a permite indepartarea usoara a semifabricatului din semimatrite |
DA |
|
|
Alezajele sa fie patrunse pentru a permite rezemarea miezurilor la ambele extremitati |
DA |
|
|
Elementele constructive de rezistenta sa fie "pline" (sau tubulare) pentru a evita utilizarea de miezuri |
DA |
|
|
Suprafetele de intindere mare sa fie intrerupte prin canale sau denivelari |
DA |
|
|
Trecerile dintre anumite suprafete cilindrica - plana de precizie ridicata sa fie sau nu sub forma de degajare (canale) in functie de cerintele functionale si/sau de cerinta impusa de procedeul tehnologic de prelucrare |
DA |
|
|
Forma si pozitia bisajelor, gaurilor sau locasurilor sa fie astfel incat sa conduca la un numar minim de pozitii ale piesei sau sculei in timpul operatiei, la acces usor al sculelor in zona de prelucrare etc. |
DA |
|
|
Forma si pozitiile suprafetelor sa fie astfel incat sa permita prinderi simple si sigure in timpul operatiilor |
DA |
Semifabricare si prelucrari
Semifabricare
Se cunosc:
materialul prescris 40Cr10, forma si dimensiunile prescrise, programa de productie data: 5000 buc/an.
caracteristicile semifabricatelor, metodelor si procedeelor de semifabricare
Avand in vedere considerentele de mai sus, se adopta doua variante tehnic - acceptabile de semifabricare prezentate in tabelul 3.1.
|
Var. |
Semifabricat |
Metoda de semifabricare |
Procedeul de semifabricare |
|
I |
Semifabricat cu adaosuri de prelucrare relativ mici ↔ SF1 fig. 3.1. |
deformare la cald |
matritare pe masini de forjat verticale |
|
II |
Semifabricat cu adaosuri de prelucrare relativ mari ↔ SF2 fig. 3.2. |
laminare |
debitare din bara laminata |
Desenele semifabricatelor SF1 si SF2 se prezinta pe paginile urmatoare.
Prelucrari
Se cunosc:
caracteristicile geometrice - forma, dimensiunile, pozitia - prescrise suprafetelor (vezi desen reper), materialul prescris 40Cr10, programa deproductie 5000 buc/an
caracteristicile diferitelor procedee de prelucrare - prin deformare plastica la rece, aschiere, electroeroziune etc.
Avand in vedere considerentele de mai sus, pentru fiecare suprafata sau grup de suprafete similare, s-au stabilit cite 2 variante tehnic - acceptabile privind succesiunea de prelucrari necesare (daca nu este posibil, o varianta), care se prezinta in tabelul 3.4.
|
Sk |
Var. |
Prelucrari |
||||
|
S1 |
I |
Frezare |
||||
|
S2 |
I |
Strunjire degrosare |
||||
|
S3, S11, S16 |
I |
Strunjire degrosare |
Strunjire semifinisare |
Filetare |
||
|
S4 |
I |
Strunjire degrosare |
||||
|
S5 |
I |
Strunjire degrosare |
||||
|
S6 |
I |
Strunjire degrosare |
||||
|
S7 |
I |
Strunjire degrosare |
||||
|
S8 |
I |
Gaurire |
||||
|
S9, S18 |
I |
Strunjire degrosare |
||||
|
S10,S12,S14 |
I |
Strunjire degrosare |
||||
|
S13 |
I |
Strunjire degrosare |
Strunjire semifinisare |
Strunjire finisare |
||
|
S15 |
I |
Strunjire degrosare |
||||
|
S17 |
I |
Strunjire degrosare |
||||
|
S19,S20 |
I |
Frezare |
||||
|
S21 |
I |
Strunjire degrosare |
||||
|
S22 |
I |
Strunjire degrosare |
||||
|
S23 |
I |
Strunjire degrosare |
||||
|
S24 |
I |
Strunjire degrosare |
||||
|
II |
Adaugare conica |
|||||
|
S25 |
I |
Strunjire degrosare |
||||
|
II |
Adancire |
|||||
Structura procesului tehnologic de fabricare
Structura preliminara
Se cunosc:
caracteristicile semifabricatelor SF1 si SF2
prelucrarile necesare
caracteristici ale suprafetelor (vezi desen reper) si programa de productie
principiile si restrictiile privind determinarea structurii proceselor tehnologice
elementele definitorii ale "structurii preliminare"
Avand in vedere considerentelede mai sus, s-a efectuat gruparea prelucrarilor necesare si a altor activitatilor tehnologice complementare necesare, in operatii principale si, respectiv, operatii complementare, in doua variante, s-au determinat celelalte elemente de definire a structurii preliminare a procesului tehnologic de fabricare si, corespunzator, se prezinta mai joi cele 2 variante de proces tehnologic de fabricare in structura preliminara PT1 si PT2.
Structura detaliata
Structura detaliata a fiecarei variante de proces/sistem tehnologic s-a determinat prin dezvoltarea elementelor structurale preliminare si prin includerea celorlalte elemente definitorii, dupa cum urmeaza.
Nomenclatorul, fazele si schemele de orientare - fixare asociate operatiilor
a. Nomenclatorul operatiilor.
La fiecare varianta de proces tehnologic, PT1, PT2, s-au stabilit operatiile complementare si, corespunzator, nomenclatorul operatiilor, care se prezinta in tabelul 4.2.1.
Tabelul 4.2.1.
|
PT1 |
PT2 |
|
Matritare 10. Strunjire I 15. Control 20. Strunjire II 25. Control 30. Frezare I 40. Frezare II 50. Tratament termic 60. Zincare 70. Spalare 80. Control final 90. Conservare - depozitare |
Debitare Strunjire I (degrosare) Strunjire II (degrosare) Control Strunjire III (finisare) Strunjire IV (finisare) Control Frezare I Frezare II Tratament termic Zincare 100. Spalare 110. Control final 120. Conservare - depozitare |
b. Fazele si schemele de orientare - fixare.
La fiecare varianta de proces tehnologic PT1, PT2, prin aplicarea metodologiilor specific, s-au determinat fazele si schemele de orientare - fixare (SOF), fiecare dintre acestea intr-o singura varianta - cu exceptia determinarii schemei de orientare - fixare optime la operatia - PT , dupa cum urmeaza:
PT1 Tabelul 4.2.2.
|
Operatia |
Fazele operatiei |
Schita operatiei (SOF) |
Utilaj si S.D.V.-uri (tip) |
|
00. Matritare |
U: masina de forjat D-S: semimatritare V: subler |
||
|
10. Strunjire I |
a. Prindere semifabricat 10.1. Strunjire degrosare contur exterior cu respectarea cotelor
10.2. Strunjire
degrosare exterioara 10.3. Strunjire
cilindrica exterioara de semifinisare la 10.4. Strunjire
cilindrica exterioara de finisare la 10.5. Strunjire contur
interior cu respectarea cotelor 10.6. Strunjire
cilindrica interioara de semifinisare la 10.7. Gaurire 10.8. Filetare interioara M48x2 b. Desprindere si depunere piesa |
Fig. 1 |
U: strung CNC S: cutit, burghiu D: universal V: subler, calibru filetat |
|
15. Control | |||
|
20. Strunjire II |
a. Prindere semifabricat 20.1. Strunjire
degrosare contur exterior cu respectarea cotelor
20.2. Strunjire
cilindrica exterioara de semifinisare la 20.3. Strunjire
cilindrica exterioara de semifinisare la 20.4. Strunjire
conica interioara de degrosare la 20.5. Filetare exterioara M35x1,5 20.6. Filetare exterioara M80 b. Desprindere si depunere piesa |
Fig. 2 |
U: strung CNC S: cutit D: universal V: subler, calibru filetat |
|
25. Control | |||
|
30. Frezare I |
a. Prindere semifabricat 30.1.Frezare canal b. Indexare dispozitiv 30.2. Frezare canal c. Indexare dispozitiv 30.3. Frezare canal d. Desprindere si depunere piesa |
Fig. 3 |
U: masina de frezat S: freza D: special V: subler, calibru FU1 / P20 |
|
40. Frezare II |
a. Prindere semifabricat 40.1. Frezare laturi S = 55 b. Desprindere si depunere piesa |
Fig. 4 |
U: masina de frezat S: freza D: special V: subler |
|
50. Tratament termic | |||
|
60. Zincare | |||
|
70. Spalare | |||
|
80. Control final | |||
|
Conservare - depozitare |
PT2 Tabelul 4.2.3.
|
Operatia |
Fazele operatiei |
Schita operatiei (SOF) |
Utilaj si S.D.V.-uri (tip) |
|
10. Debitare |
a. Prindere semifabricat 10.1. Debitare la b. Desprindere si depunere piesa |
Fig. 5 |
U: masina de debitat S: panglica ferastrau D: menghina V: subler |
|
20. Strunjire I (degrisare) |
a. Prindere semifabricat 20.1. Strunjire
frontala de degrosare la 20.2. Strunjire
cilindrica exterioara de degrosare la 20.3. Strunjire
cilindrica exterioara de degrosare la 20.4. Strunjire frontala de degrosare la 4,8 20.5. Strunjire degajare
frontala 20.6. Tesire
exterioara 20.7. Gaurire 20.8. Strunjire
conica interioara de degrosare la b. Desprindere si depunere piesa |
Fig. 6 |
U: strung frontal S: cutit, burghiu D: universal V: subler |
|
30. Strunjire II (degrosare) |
a. Prindere semifabricat 30.1. Strunjire frontala de degrosare la 103,5 30.2. Strunjire
cilindrica de exterioara de degrosare la 30.3. Strunjire
exterioara de degrosare la 30.4. Strunjire frontala de degrosare la 8 30.5. Strunjire
cilindrica exterioara de degrosare la 30.6. Strunjire degajare
exterioara 30.7. Strunjire degajare
exterioara 30.8. Tesire
exterioara 30.9. Tesire
exterioara 30.10. Largire 30.11. Strunjire
cilindrica interioara de degrosare la 30.12. Strunjire frontala de degrosare la 51 30.13. Tesire
interioara b. Desprindere si depunere piesa |
Fig. 7 |
U: strung frontal S: cutit, burghiu D: universal V: subler |
|
35. Control | |||
|
40. Strunjire III (finisare) |
a. Prindere semifabricat 40.1. Strunjire cilindrica
exterioara de semifinisare la 40.2. Strunjire
cilindrica exterioara de finisare la 40.3. Strunjire
cilindrica exterioara de semifinisare la 40.4. Filetare interioara M48x2 40.5. Strunjire
cilindrica exterioara de semifinisare la 40.6. Filetare interioara M48x2 b. Desprindere si depunere piesa |
Fig. 8 |
U: strung frontal S: cutit D: universal V: subler, caibru filetat |
|
50. Strunjire IV (finisare) |
a. Prindere semifabricat 50.1. Strunjire
cilindrica exterioara de semifinisare la 50.2. Filetare exterioara M35x1,5 b. Desprindere si depunere piesa |
Fig. 9 |
U: strung frontal S: cutit D: universal V: subler, calibru filetat |
|
55. Control | |||
|
60. Frezare |
a. Prindere semifabricat 60.1. Frezare canal b. Indexare dispozitiv c. Indexare dispozitiv d. Desprindere si depunere piesa |
Fig. 10 | |
|
70. Frezare II |
a. Prindere semifabricat 70.1. Frezare laturi S = 55 b. Desprindere si depunere piesa |
Fig. 11 | |
|
80. Tratament termic | |||
|
90. Zincare | |||
|
100. Spalare | |||
|
110. Control final | |||
|
120. Conservare - depozitare |
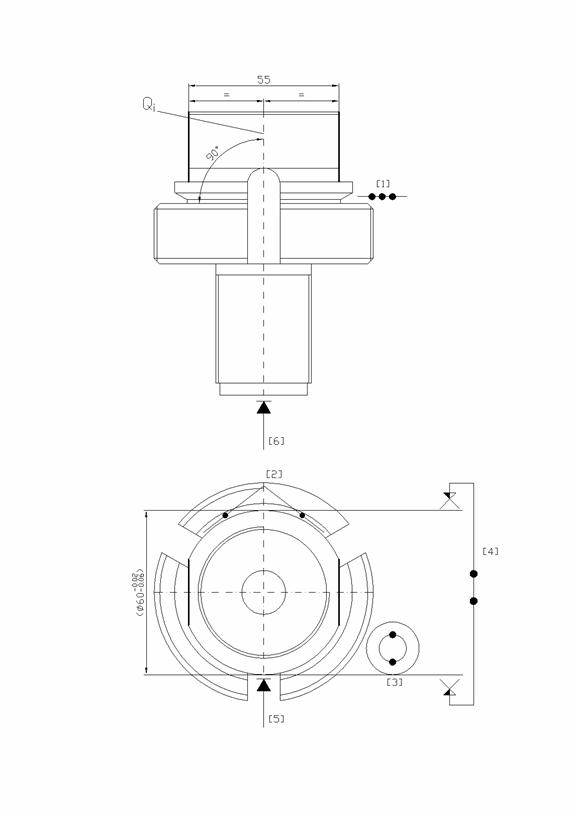
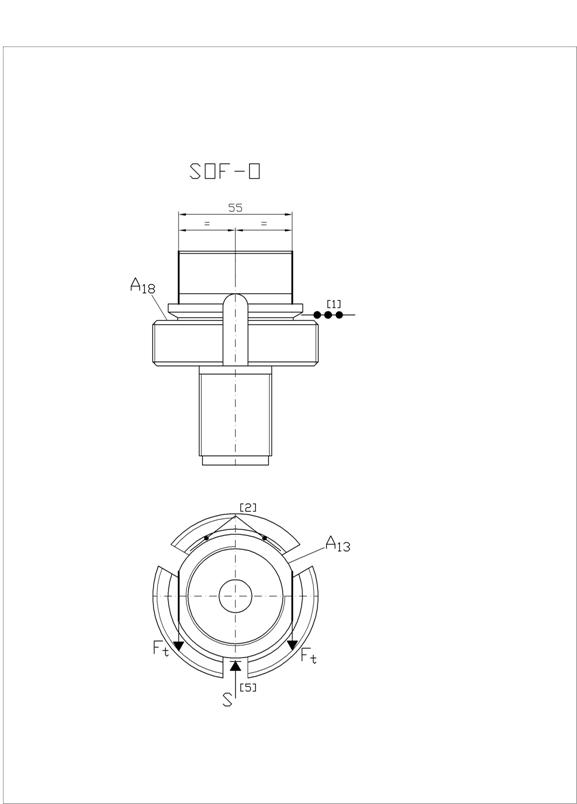
c. Determinarea SOF - O pentru operatia 40. Frezare II PT1 si operatia 70. Frezare II PT2.
Date initiale : schita simplificata a operatiei
E1. Identificarea CTO
si calculul![]()
CTO:
![]()
![]()
![]()
![]()
![]()
Rezulta:
![]()
![]()
![]()
![]()
BC = A18 ; ![]()
![]()
Se adopta ![]()
Dar ![]() 0,12 mm (ISO 2768 mk)
0,12 mm (ISO 2768 mk)
Astfel: ![]() 0,06 mm.
0,06 mm.
E2. EGT si E/M-O/F/R/A
EGT se stabilesc astfel incat BT = BC , respectiv, EGT = A18, A13.
E/M-O = corespund simbolurilor (1),[2],(3),[4].
EF : corespund simbolurilor (5),[4],[6].
E/M-R/A: nu este cazul.
E3 - dimensiuni
definitorii ale EO, SOF-TP, ![]() ; SOF-TA; SOF-0 .
; SOF-TA; SOF-0 .
Dimensiuni definitorii : D2
= ![]() .
.
SOF-TP, ![]() , SOF-TA : vezi tabelul 4.2.4. si 4.2.5.
, SOF-TA : vezi tabelul 4.2.4. si 4.2.5.
tabelul 4.2.4.
|
E/M-0 | ||||
|
|
Expresie |
jmax | ||
|
Valoare | ||||
tabelul 4.2.5
|
E/M-O/F |
SOF-TP |
|
|
SOF-TA |
|||||
|
X |
x |
x |
X |
||||||
|
X |
x |
x |
X |
||||||
|
x |
x |
X |
|||||||
Concluzie : toate cele 3 SOF-TP sunt SOF-TA.
SOF-0
Aceasta se stabileste pe baza criteriului economic.
Astfel, avand in vedere
structurile celor 3 SOF-TA si costurile de executie ale E/M-O/F ![]() SOF-0 : .
SOF-0 : .
Utilajul si S.D.V.-urile, metodele si procedeele de reglare la dimensiune
a. Utilajele (U)
Avand in vedere tipurile de utilaje adoptate, continutul operatiilor, precum si dimensiunile de gabarit ale semifabricatului/piesei, pentru fiecare operatie sau grup de operatii se stabilesc utilajele, U, intr+o varianta, dupa cum se prezinta in tabelul 4.2.2.1.
Tabelul 4.2.2.1.
|
PT |
Operatia(iile) |
U |
||
|
Tip |
Marca |
Turatii(n.), vansuri(s.)/viteze de avans(w.), putere(N), curse, etc. |
||
|
PT1 |
10. Strunjire I 20. Strunjire II |
Strung CNC |
MT32 CNC |
Diametrul de rotire deasupra batiului : 320 mm Diametrul de rotire deasupra saniei transversale : 150 mm Alezajul din arborele principal : 50 mm n (rot/min J = 0..5000 (reglare continua)) N = 7 kw |
|
30. Frezare I 40. Frezare II |
Masina de frezat |
FU1 1250x325 |
Dimensiunile mesei : 1250x320 mm n (rot/min) : 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500. Vslmm/min) : 19; 23,5; 30; 28; 37,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950. Vst(mm/min) : 19; 23,5; 30; 28; 37,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950. Vsv = 0,6*Vsl N = 7,5 kw |
|
|
PT2 |
10. Debitare |
Masina de debitat cu panglica fierastrau |
ARG 400 PLUS |
VS = 16..80 mm/min V = 37...95 m/min N : 11 kw |
|
20. Strunjire I 30. Strunjire II 40. Strunjire III 50. Strunjire IV |
Strung frontal |
SN 250 |
n[rot/min] : 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1410; 1910; 2800. Sl (mm/rot) : 0,04; 0,05; 0,06; 0,07; 0,08; 0,10; 0,12; 0,14; 0,16; 0,20; 0,24; 0,28; 0,32; 0,40; 0,46; 0,56; 0,64; 0,80; 0,96; 1,12; 1,28; 1,60; 1,92; 2,24. St (mm/rot) : 0,012; 0,015; 0,018; 0,021; 0,021; 0,024; 0,030; 0,036; 0,042; 0,048; 0,060; 0,072; 0,084; 0,096; 0,12; 0,144; 0,168; 0,192; 0,24; 0,288; 0,336; 0,384; 0,48; 0,516; 0,672. N = 4,5 kw |
|
|
60. Frezare I 70. Frezare II |
Masina de frezat |
FU1 1250x325 |
Dimensiunile mesei : 1250x320 mm n (rot/min) : 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500. Vslmm/min) : 19; 23,5; 30; 28; 37,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950. Vst(mm/min) : 19; 23,5; 30; 28; 37,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950. Vsv = 0,6*Vsl N = 7,5 kw |
|
b. Dispozitivele port - piesa (DPP)
Avand in vedere schemele de orientare - fixare si caracteristicile specifice ale utilajelor, se stabilesc dispozitivele de prindere a piesei DPP, pentru fiecare operatie sau grup de operatii dupa cum se prezinta in tabelul 4.2.2.2.
Tabelul 4.2.2.2.
|
PT |
Operatia(iile) |
DPP |
|
PT1 |
10. Strunjire I 20. Strunjire II |
Universal hidraulic |
|
30. Frezare I |
Dispozitiv special DPP-F01.00. |
|
|
40. Frezare II |
Dispozitiv special DPP-F02.00. |
|
|
PT2 |
10. Debitare |
Menghina cu bacuri prismatice si actionare hidraulica |
|
20. Strunjire I 30. Strunjire II 40. Strunjire III 50. Strunjire IV |
Universal 3/160 - II STAS 1655/2-87 |
|
|
60. Frezare I |
Dispozitiv special DPP-F01.00. |
|
|
70. Frezare II |
Dispozitiv special DPP-F02.00. |
c. Sculele de prelucrare (S) si dispozitivele port - scule (DPSc)
Avand in vedere tipurile de scle adoptate, continutul fazelor de prelucrare, caracteristicile specifice ale semifabricatului/piesei, precum si caracteristicile specifice ale utilajelor de prelucrare/dispozitivelor port - scule, pentru fiecare faza sau grup de faze de prelucrare, se stabilesc sculele, S, si, corespunzator, dispozitivele port - scule, DPSc, intr-o varianta, dupa cum se prezinta in tabelul 4.2.2.3.
Tabelul 4.2.2.3.
PT1
|
Operatia |
Faza(ele) de prelucrare |
S |
|||||
|
Fig. |
Simbol |
Tip |
Notare |
Alte caracteristici |
DPSc |
||
|
10. Strunjire I |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
S1 |
cutit |
Suport PCLNR 2020 K09 / CNMG 090304 - PM / P30 |
Η=5°; H1=95° (H=95°; H1=5°) |
Suport port-cutit |
|
|
10.2. Strunjire
degrosare exterioara |
S2 |
cutit |
Cutit profilat / Rp3 |
b = 4 mm |
|||
|
10.3. Strunjire
cilindrica exterioara de semifinisare la |
S3 |
cutit |
Suport PCLNR 2020 K09 / CNMG 090304 - PM / P20 |
H=95°; H1=5° |
|||
|
10.4. Strunjire
cilindrica exterioara de finisare la |
S4 |
cutit |
Suport PCLNR 2020 K09 / CNMG 090304 - PM / P10 |
||||
|
10.5. Strunjire contur
interior cu respectarea cotelor |
S5 |
cutit |
Suport S12M - SCLCR 06 / CNMG 060304 - PM / P30 |
H=5°; H1=95° (H=95°; H1=5°) |
|||
|
10.6. Strunjire
cilindrica interioara de semifinisare la |
S6 |
cutit |
Suport S12M - SCLCR 06 / CNMG 060304 - PM / P20 |
H=95°; H1=5° |
|||
|
10.7. Gaurire |
S7 |
burghiu |
Burghiu 16 STAS 575 - 80 / Rp 4 |
2H=118° |
Tip bucsa |
||
|
10.8. Filetare interioara M48x2 |
S8 |
cutit |
Suport R166.4KF - 16 - 16 / R166.OL - 16MM01 - 200 / P20 |
ε=60° |
Suport port-cutit |
||
|
20. Strunjire II |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
S1 |
Suport port-cutit |
||||
|
20.2. Strunjire
cilindrica exterioara de semifinisare la |
S3 | ||||||
|
20.3. Strunjire
cilindrica exterioara de semifinisare la |
S3 | ||||||
|
20.4. Strunjire
conica interioara de degrosare la |
S5 | ||||||
|
20.5. Filetare exterioara M35x1,5 |
S9 |
Cutit |
Suport R166.4FG - 1616 - 16 / R166.OG - 16MM01 - 150 / P20 | ||||
|
20.6. Filetare exterioara M80 |
S10 |
Cutit |
Suport R166.4FG - 1616 - 16 / R166.OG - 16MM01 - 450 / P20 |
||||
|
30. Frezare I |
30.1.Frezare canal |
S11 |
Freza |
Freza R215.44 - 12A16 - 09C / CNMG 090304 - PM / P20 |
Z=1 dinte D=12 mm | ||
|
30.2.Frezare canal |
|||||||
|
30.3.Frezare canal |
|||||||
|
40. Frezare II |
S12 |
Tren de freze disc |
Freze N133.32 - 125S40DM 0920 / P30 |
D=100 mm Z=8 dinti |
Doua port-freze |
||
Tabel 4.2.2.4.
PT2
|
Operatia |
Faza(ele) de prelucrare |
S |
|||||
|
Fig. |
Simbol |
Tip |
Notare |
Alte caracteristici |
DPSc |
||
|
10. Debitare |
10.1. Debitare la |
S13 |
cutit |
Panglica fierastrau / Rp3 |
g=2 mm |
Tip tambur |
|
|
20. Strunjire II |
20.1. Strunjire
frontala de degrosare la |
S14 |
cutit |
Suport PSSNR 2020K09 / SNMG 090304 - PM / P30 |
H = H1 = 45° |
Suport port - cutit |
|
|
20.2. Strunjire
cilindrica exterioara de degrosare la |
S1 | ||||||
|
20.3. Strunjire
cilindrica exterioara de degrosare la |
S1 | ||||||
|
20.4. Strunjire frontala de degrosare la 4,8 |
S1 | ||||||
|
20.5. Strunjire degajare
frontala |
S1 | ||||||
|
20.6. Tesire
exterioara |
S14 | ||||||
|
20.7. Gaurire |
S7 |
Reductie 2/1 STAS 252-80 |
|||||
|
20.8. Strunjire
conica interioara de degrosare la |
S5 |
Suport port - cutit |
|||||
|
30. Strunjire II |
30.1. Strunjire frontala de degrosare la 103,5 | ||||||
|
30.2. Strunjire
cilindrica de exterioara de degrosare la | |||||||
|
30.3. Strunjire
exterioara de degrosare la | |||||||
|
30.4. Strunjire frontala de degrosare la 8 | |||||||
|
30.5. Strunjire
cilindrica exterioara de degrosare la | |||||||
|
30.6. Strunjire degajare
exterioara | |||||||
|
30.7. Strunjire degajare
exterioara | |||||||
|
30.8. Tesire
exterioara | |||||||
|
30.9. Tesire
exterioara | |||||||
|
30.10. Largire | |||||||
|
30.11. Strunjire
cilindrica interioara de degrosare la | |||||||
|
30.12. Strunjire frontala de degrosare la 51 | |||||||
|
30.13. Tesire
interioara | |||||||
|
40. Strunjire III |
40.1. Strunjire
cilindrica exterioara de semifinisare la |
S3 |
Suport port - cutit |
||||
|
40.2. Strunjire
cilindrica exterioara de finisare la |
S4 | ||||||
|
40.3. Strunjire
cilindrica exterioara de semifinisare la |
S3 | ||||||
|
40.4. Filetare interioara M48x2 |
S10 | ||||||
|
40.5. Strunjire
cilindrica exterioara de semifinisare la |
S6 | ||||||
|
40.6. Filetare interioara M48x2 |
S8 | ||||||
|
50. Strunjire IV |
50.1. Strunjire
cilindrica exterioara de semifinisare la |
S3 |
Suport port - cutit |
||||
|
50.2. Filetare exterioara M35x1,5 |
S9 | ||||||
|
60. Frezare |
60.1. Frezare canal |
S11 | |||||
|
70. Frezare II |
70.1. Frezare laturi S = 55 |
S12 | |||||
d. Metodele si procedeele de reglare la dimensiune
Avand in vedere programa de productie, continutul operatiilor / fazelor si caracteristicile specifice ale utilajelor, se stabilesc metodele si, respectiv, procedeele de reglare la dimensiune, intr-o varianta, dupa cum se prezinta in tabelul 4.2.2.4.
Tabelul 4.2.2.4.
|
PT |
Operatia(iile) |
Metoda de reglare la dimensiune |
Procedeul(-ele) de reglare la dimensiune |
|
PT1 |
10. Strunjire I 20. Strunjire II |
Metoda reglarii automate (RA) |
Reglare cu : mecanism de orientare tip universal si reglare dupa program |
|
30. Frezare I |
Reglare cu : elemente de orientare tip cep, inel cilindric si cu gabarit de reglare (dupa doua directii) |
||
|
40. Frezare II | |||
|
PT2 |
10. Debitare |
Reglare cu : mecanisme de orientare tip menghina cu opritor mecano - electric. |
|
|
20. Strunjire I 30. Strunjire II 40. Strunjire III 50. Strunjire IV |
Reglare cu : mecanism de orientare tip universal si reglare dupa gradatie |
||
|
60. Frezare I |
Reglare cu : elemente de orientare tip cep, inel cilindric si cu gabarit de reglare (dupa doua directii) |
||
|
70. Frezare II |
Reglare cu : mecanism de orientare tip universal si reglare dupa gradatie |
Adaosurile de prelucrare si dimensiunile intermediare
Adaosurile de prelucrare, Ak, s-au determinat prin alegere din tabelele normative, iar dimensiunile intermediare, L, prin calcul, dupa cum urmeaza.
Se subliniaza urmatoarele:
![]() ;
; ![]()
![]() ;
; ![]()
Unde: k = n, n-1, ..., 1 ; + pentru dimensiuni tip arbore, iar - pentru dimensiuni tip alezaj.
Tabelul 4.2.3.1.
|
Sk |
Dimens. Prescrisa Ln, mm |
Adaosul total A0, mm |
Faza de prelucrare |
|||
|
Nr. de ordine si denumire preliminara |
Ak, mm |
Lk, mm |
Nr. de ordine si denumire finala |
|||
|
S1 |
|
30.1.Frezare canal
|
|
30.1.Frezare canal |
||
|
30.1.Frezare canal |
30.1.Frezare canal |
|||||
|
30.1.Frezare canal |
30.1.Frezare canal |
|||||
|
S2 |
|
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor
|
|
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S3 |
M35x1,5 |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor
|
Ø36h12 |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
20.2. Strunjire
cilindrica exterioara de semifinisare la |
0,5(tab. 8.49(1)) |
Ø35h10 |
20.2. Strunjire
cilindrica exterioara de semifinisare la |
|||
|
20.5. Filetare exterioara M35x1,5 |
M35x1,5 |
20.5. Filetare exterioara M35x1,5 |
||||
|
S4 |
|
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
|
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S5 |
4,5x30° |
20.4. Strunjire
conica interioara de degrosare la |
4,5x30° |
20.4. Strunjire
conica interioara de degrosare la |
||
|
S6 |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S7 |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S8 |
10.7. Gaurire |
10.7. Gaurire |
||||
|
S9 |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S10 |
2x45° |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
2,7x45° |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S11 |
M80 |
20.1. Strunjire
degrosare contur exterior cu respectarea cotelor |
Ø81,4h12 |
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
20.3. Strunjire
cilindrica exterioara de semifinisare la |
0,7 (tab. 8.49(1)) |
Ø80h10 |
20.3. Strunjire
cilindrica exterioara de semifinisare la |
|||
|
20.6. Filetare exterioara M80 |
M80 |
20.6. Filetare exterioara M80 |
||||
|
S12 |
2x45° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
3,75x45° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S13 |
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
10.3. Strunjire
cilindrica exterioara de semifinisare la |
0,5(tab. 8.49(1)) |
|
10.3. Strunjire
cilindrica exterioara de semifinisare la |
|||
|
10.4. Strunjire
cilindrica exterioara de finisare la |
|
10.4. Strunjire
cilindrica exterioara de finisare la |
||||
|
S14 |
1x45° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
1,7x45° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S15 |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
|||
|
S16 |
M48x2 |
10.5. Strunjire contur
interior cu respectarea cotelor |
Ø43,9H12 |
10.5. Strunjire contur
interior cu respectarea cotelor |
||
|
10.6. Strunjire
cilindrica interioara de semifinisare la |
0,75 (tab. 8.51(1)) |
Ø45,4H10 |
10.6. Strunjire
cilindrica interioara de semifinisare la |
|||
|
10.8. Filetare interioara M48x2 |
M48x2 |
10.8. Filetare interioara M48x2 |
||||
|
S17 |
5x10° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
5x10° |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||
|
S18 |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S19 S20 |
40.1. frezare laturi S=55 |
40.1. frezare laturi S=55 |
||||
|
S21 |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S22 |
|
10.2. Strunjire
degrosare exterioara |
|
10.2. Strunjire
degrosare exterioara |
||
|
S23 |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
|
||||
|
S24 |
1x45° |
10.5. Strunjire contur
interior cu respectarea cotelor |
1,75x45° |
10.5. Strunjire contur
interior cu respectarea cotelor |
||
|
S25 |
10.5. Strunjire contur
interior cu respectarea cotelor |
|
10.5. Strunjire contur
interior cu respectarea cotelor |
|||
Regimuri de prelucrare
Durabilitatea economica a sculei (T), parametrii regimului de aschiere (t, t, s, s, v) si parametrii de reglare ai masinii unelte (n, w) s-au determinat prin alegere din normative sau prin calcul, avand in vedere si gamele de turatii si avansuri ale masinii unelte, dupa cum urmeaza
a. Fazele de tip strunjire
Tabelul 4.2.4.1
|
PT |
Faza |
T, min |
Ak, mm |
i |
t, mm |
s, mm / rot |
d, mm |
Viteza de aschiere calculata / aleasa v0, m/min |
Turatia piesei, n, rot/min |
Viteza de aschiere reala, v, m/min |
|
|
calculata |
reala |
||||||||||
|
PT1 |
10.1. Strunjire degrosare contur exterior cu respectarea cotelor
| ||||||||||
|
10.2. Strunjire
degrosare exterioara | |||||||||||
|
10.3. Strunjire
cilindrica exterioara de semifinisare la | |||||||||||
|
10.4. Strunjire
cilindrica exterioara de finisare la | |||||||||||
|
10.5. Strunjire contur
interior cu respectarea cotelor |
| ||||||||||
|
10.6. Strunjire
cilindrica interioara de semifinisare la | |||||||||||
|
10.7. Gaurire Ø16 | |||||||||||
|
10.8. Filetare interioara M48x2 | |||||||||||
|
20.1. Strunjire degrosare contur exterior cu respectarea cotelor
| |||||||||||
|
20.2. Strunjire
cilindrica exterioara de semifinisare la | |||||||||||
|
20.3. Strunjire cilindrica
exterioara de semifinisare la | |||||||||||
|
20.4. Strunjire conica interioara de degrosare la 4,5x30° | |||||||||||
|
20.5. Filetare exterioara M35x1,5 | |||||||||||
|
20.6. Filetare exterioara M80 |
11 4 | ||||||||||
|
PT2 |
20.1. Strunjire frontala de degrosare la 106,5 | ||||||||||
|
20.2. Strunjie cilindrica exterioara de degrosare la Ø36h12 | |||||||||||
|
20.3. Strunjire cilindrica exterioara de degrosare la Ø32x4,5 | |||||||||||
|
20.4. Strunjire frontala de degrosare la 48 | |||||||||||
|
20.5. Strunjire degajare frontala Ø44 / 2x60° | |||||||||||
|
20.6. Tesire exterioara 4,5x45° | |||||||||||
|
20.7. Gaurire Ø16 | |||||||||||
|
20.8. Strunjire conica interioara de degrosare la 4.5x30° | |||||||||||
|
30.1. Strunjire frontala de degrosare la 103,5 | |||||||||||
|
30.2. Strunjire cilindrica exterioara de degrosare la Ø65 | |||||||||||
|
30.3. Strunjire
cilindrica exterioara de degrosare la | |||||||||||
|
30.4. Strunjire frontala de degrosare la 8 | |||||||||||
|
30.5. Strunjire cilindrica exterioara de degrosare la Ø81,4412 | |||||||||||
|
30.6. Strunjire de degajare exterioara 5x10° | |||||||||||
|
30.7. Strnjire degajare exterioara Ø56/60° | |||||||||||
|
30.8. Tesire exterioara 1,7x45° (la Ø61,4) | |||||||||||
|
30.9. Tesire exterioara 2,7x45° (la Ø81,4) | |||||||||||
|
30.10. Largire Ø40 | |||||||||||
|
30.11. Strunjire cilindrica interioara de degrosare la Ø43,9H12 | |||||||||||
|
30.12. Strunjire frontala de degrosare la S1 | |||||||||||
|
30.13. Tesire interioara 1,75x45° | |||||||||||
|
40.1. Strunjire
cilindrica exterioara de semifinisare la | |||||||||||
|
40.2. Strunjire
cilindrica exterioara de semifinisare la | |||||||||||
|
40.3. Strunjire cilindrica exterioara de semifinisare la Ø80h10 | |||||||||||
|
40.4. Filetare exterioara M80 | |||||||||||
|
40.5. Strunjire cilindrica interioara de semifinisare la Ø45,4H10 | |||||||||||
|
40.6. Filetare interioara M48x2 | |||||||||||
|
50.1. Strunjire cilindrica exterioara de semifinisare la Ø35h10 | |||||||||||
|
50.2. Filetare exterioara M35x1,5 | |||||||||||
b. Fazele de tip frezare
Tabelul 4.2.4.2.
|
PT |
Faza |
T, min |
t, mm |
Viteza de avans vs , mm/min |
Viteza de aschiere calcultata / aleasa v0, m/min |
Turatia sculei, n, rot/min |
Viteza de aschiere reala, v, m/min |
|
|
calculata |
reala |
|||||||
|
PT 1 |
30.1.Frezare canal | |||||||
|
30.2.Frezare canal |
||||||||
|
30.3.Frezare canal |
||||||||
|
PT 2 |
60.1. Frezare canal | |||||||
|
70.1. Frezare laturi S = 55 | ||||||||
Viteza de aschiere se calculeaza cu formula :
 [m/min] ; unde
[m/min] ; unde
Cv = 294 (tab. 10.30[5])
M = exponentul durabilitatii ; m = 0,125 (tab. 10.29[5])
HB = duritatea materialului piesei ; HB = 229
xv, yv = exponentii adancimii de aschiere si al avansului ; xv = 0,18 ; yv = 0,35 (tab. 10.30[5])
n = exponentul duritatii materialului de prelucrat ; n = 1,75 (pentru otel carbon cu HB > 130)
k1
= coeficient functie de sectiunea transversala a cutitului
; ![]() ; unde :
; unde :
q = aria sectiunii transversale a cutitului; q = 20*20 = 400 mm2
ξ
= coeficient functie de materialul de prelucrat; ξ = 0,08 → ![]()
k2
= coeficient functie de inghiul de atac principal (![]() ), k2=
), k2=![]() ; unde:
; unde:
ρ = exponent functie de materialul prelucrat; ρ = 0,3 (pentru otel prelucrat cu carbura metalica)
![]() k2 =
(45/5)0,3 = 1,39
k2 =
(45/5)0,3 = 1,39
K3
= coeficient functie de unghiul de atac secundar (![]() ); k3
= (a/
); k3
= (a/![]() )0,09; unde :
)0,09; unde :
a = 15 (pentru scule cu placute dure)
k3 = (15/95)0,09 = 0,84
k4 = coeficient functie de raza de racordare a varfului cutitului (r=0,8mm)
k4 = (r/2)μ ; unde : μ = exponent functie de tipul prelucrarii si a materialului prelucrat
μ
= 0,1 pentru prelucrarea de degrosare ![]() k4 =
(0,8/2)0,1=0,91
k4 =
(0,8/2)0,1=0,91
k5 = coeficient functie de partea aschietoare a sculei; k5 = 0,7 (tab. 10.31[5])
k6 = coeficient functie de materialul prelucrat; k6 = 1,1 (tab. 10.32[5])
k7 = coeficient functie de modul de obtinere a semifabricatului; k7 = 0,9 (pentru materiale recoapte)
k8 = coeficient functie de starea stratului superficial al semifabricatului; k8 = 1,0 (pentru otel cu tunder)
k9 = coeficient functie de forma suprafetei de degajare a cutitului; k9 = 1,15 (pentru fata de degajare cu fateta)
k10 = coeficient functie de schema de aschiere; k10 = 1,5 (tab. 10.34[5])

= 200,7 m/min
Turatia calculata a piesei va fi:
![]()
Verificarea puterii
Componenta principala (tangentiala) a fortei de aschiere Pz = 70 daN (tab. 9.25[1])
Puterea reala consumata va fi:
![]() ; η = randamentul mecanic; η = 0,8
; η = randamentul mecanic; η = 0,8
![]()
![]() Prelucrarea acestei
suprafete se poate executa pe masina - unealta aleasa cu
parametrii reali ai regimului de aschiere steabiliti anterior.
Prelucrarea acestei
suprafete se poate executa pe masina - unealta aleasa cu
parametrii reali ai regimului de aschiere steabiliti anterior.
Suprafata
S14 : v = 204 m/min (tab. 9.15.[1]) ![]() rot/min.
rot/min.
Suprafata
S13 : v = 210 m/min (tab. 9.15[1]) ![]() rot/min .
rot/min .
Suprafata
S17 : v = 207 m/min (tab. 9.15.[1]) ![]() rot/min .
rot/min .
Suprafata
S23 : v = 202 m/min (tab. 9.25[1]) ![]() rot/min.
rot/min.
Suprafata
S21 : v = 190 m/min (tab. 9.15[1]) ![]() rot/min.
rot/min.
Suprafata
S18 : v = 202 m/min (tab. 9.25[1]) ![]() .
.
Suprafata
S12 : v = 175 m/min (tab. 9.15[1]) ![]() rot/min.
rot/min.
Faza 10.2. Strunjire degajare exterioara Ø56/60° [1]
t = Ap = 4 mm .
Tec = 60 min (tab. 9.10)
S = 0,08 mm/rot (tab. 9.30)
v
= 48 m/min (tab. 9.30) ![]() rot/min .
rot/min .
Faza
10.3. Strunjire cilindrica exterioara de semifinisare la ![]() [1]
[1]
t = Apsemifinisare = 9,5 mm
Tec = 90 min
S = 0,150,24 mm/rot (tab. 9.8.) . Se considera S = 0,2 mm/rot .
v
= 303 m/min (tab. 9.15.) ![]() rot/min.
rot/min.
Faza
10.4. Strunjire cilindrica exterioara exterioara de finisare la ![]() [1]
[1]
t = Apfinisare = 0,2 mm
Tec = 90 min
S
= 0,100,15 mm/rot ![]() mm/rot.
mm/rot.
v
= 350 rot/min ![]() rot/min .
rot/min .
Faza
10.5. Strunjire degrosare contur interior cu respectarea cotelor 1,75x45°
; ![]() si 51±0,3 [1]
si 51±0,3 [1]
![]() t = Ap = 1,2 mm - S24
t = Ap = 1,2 mm - S24
![]() 1,0 mm - S16
1,0 mm - S16
![]() 1,75 mm - S25
1,75 mm - S25
Tec = 60 mm (tab. 9.10.)
S
= 0,30,5 mm/rot ![]() S = 0,4 mm/rot.
S = 0,4 mm/rot.
Suprafata
S24 : v = 150 m/min (tab. 9.20) ![]() rot/min.
rot/min.
Suprafata
S16 : v = 155 m/min (tab. 9.20) ![]() rot/min.
rot/min.
Suprafata
S25 : v = 202 m/min (tab. 9.25) ![]() ; obs: n =
5000 = turatia maxima a masinii - unealta .
; obs: n =
5000 = turatia maxima a masinii - unealta .
Faza
10.6. Strunjire cilindrica interioara de semifinisare la![]() [1]
[1]
t = Apsemifinisare = 0,76 mm
Tec = 60 min
S
= 0,15.0,24 mm/rot ![]() mm/rot .
mm/rot .
v
= 215 m/min ![]() rot/min.
rot/min.
Faza 10.7. Gaurire Ø16 [1]
t = Ap = 8 mm
Tec = 22 min (tab. 9.113)
S = 0,10 mm/rot
n
= 212 rot/min ![]() m/min.
m/min.
Faza 10.8. Filetare interioara M48x2 [1]
Aptotal = 1,299 mm
S = p = 2 mm/rot (tab. 9.113)
Din tab.9.29 se aleg :
S = 0,10 mm/rot
n = 212
rot/min ![]() m/min.
m/min.
Faza 10.8. Filetare interioara M48x2 [1]
Aptotal = 1,299 mm
S = p = 2 mm/rot (p = pasul filetului)
Din tab. 9.32. se aleg :
Apdegr = 1,099 mm
Apfinis = 0,20 mm
id = 7 treceri
if = 2 treceri
![]() mm/trecere
mm/trecere
![]() mm/trecere
mm/trecere
![]() rot/min .
rot/min .
Faza
20.1. Strunjire degrosare contur exterior cu respectarea cotelor ![]()
![]() t = Ap = 1,75 mm - S6
t = Ap = 1,75 mm - S6
![]() 1,75
mm - S4
1,75
mm - S4
![]() 1,25 mm - S3
1,25 mm - S3
![]() 0,9 mm - S2
0,9 mm - S2
![]() 1,75 mm - S9
1,75 mm - S9
![]() 1,9 mm - S10
1,9 mm - S10
![]() 1,05 mm - S11
1,05 mm - S11
Tec = 90 min
S
= 0,30,5 mm/rot ![]() S = 0,4 mm/rot
S = 0,4 mm/rot
Suprafata S6 : v = 202 m/min ![]() rot/min .
rot/min .
Suprafata S4 : v = 190 m/min ![]() rot/min .
rot/min .
Suprafata
S3 : v = 200 m/min ![]() rot/min .
rot/min .
Suprafata
S2 : v = 230 m/min ![]()
Suprafata
S9 : v = 202 m/min ![]()
Suprafata
S10 : v = 186 m/min ![]() rot/min.
rot/min.
Suprafata
S11 : v = 210 m/min ![]() rot/min.
rot/min.
Faza 20.2. Strunjire cilindrica exterioara de
semifinisare la ![]() [1]
[1]
t = Apsemifinisare = 0,5 mm
Tec = 90 min
S = 0,15..0,24 mm/rot ![]() S = 0,20 mm/rot.
S = 0,20 mm/rot.
v = 303 m/min ![]() rot/min.
rot/min.
Faza 20.3. Strunjire cilindrica exterioara de
semifinisare la ![]() [1]
[1]
t = Apsemifinisare = 2,25 mm
Tec = 90 min
S = 0,20 mm/rot
v = 290 m/min ![]() rot/min.
rot/min.
Faza 20.4. Strunjire conica interioara de degrosare la 4,5x30°[1]
t = Ap = 2,25 mm
Tec = 60 min
S = 0,4 mm/rot
v = 135 m/min ![]() rot/min.
rot/min.
Faza 20.5. Filetare exterioara M35x1,5 [1]
Aptotal = 0,974 mm
Tec = 90 min
S = p = 1,5 mm/rot
Apd = 0,874 mm
Apt = 0,10 mm
id = 7 treceri ![]() td = 0,874/7 = 0,124 mm/trecere
td = 0,874/7 = 0,124 mm/trecere
it = 3 treceri ![]() tf = 0,10/3
= 0,033 mm/trecere
tf = 0,10/3
= 0,033 mm/trecere
v = 58 m/min ![]() rot/min.
rot/min.
Faza 20.6. Filetare exterioara M80 [1]
Aptotal = 2,923 mm
Tec = 90 min
S = p = 4,5 mm/rot
Apd = 2,678 mm
Apf = 0,25 mm
id = 11 treceri ![]() td = 2,678/11 = 0,243 mm/trecere
td = 2,678/11 = 0,243 mm/trecere
if = 4 treceri ![]() tf = 0,25/4
= 0,062 mm/trecere
tf = 0,25/4
= 0,062 mm/trecere
v = 53 m/min ![]() rot/min .
rot/min .
Faza 30.1. Frezare canal ![]() [2]
[2]
t = Ap = 12 mm
Tec = 90 min (tab. 9.29)
te = 12 mm = Dfreza
Din tab. 11.25. se aleg :
vs
= 210 mm/min ![]() vsr = 190
mm/min
vsr = 190
mm/min
n = 950
rot/min ![]() nr = 950
rot/min
nr = 950
rot/min ![]() m/min
m/min
Faza 30.2. Frezare canal ![]() [2]
[2]
t = Ap = 12 mm
Tec = 90 min (tab. 9.29)
te = 12 mm = Dfreza
Din tab. 11.25. se aleg :
vs
= 210 mm/min ![]() vsr = 190
mm/min
vsr = 190
mm/min
n
= 950 rot/min ![]() nr = 950
rot/min
nr = 950
rot/min ![]() m/min
m/min
Faza 30.3. Frezare canal ![]() [2]
[2]
t = Ap = 12 mm
Tec = 90 min (tab. 9.29)
te = 12 mm = Dfreza
Din tab. 11.25. se aleg :
vs
= 210 mm/min ![]() vsr = 190
mm/min
vsr = 190
mm/min
n
= 950 rot/min ![]() nr = 950
rot/min
nr = 950
rot/min ![]() m/min
m/min
Faza 40.1. Frezare laturi S = 55 [2]
t = Ap = 2,5 + 2,5 = 5 mm
Tec = 120 min
te = 25,5 mm
Din tab. 11.43. se aleg :
vs
= 190 mm/min ![]() vsr = 190
mm/min
vsr = 190
mm/min
n = 450
rot/min ![]() nr = 475
rot/min
nr = 475
rot/min
![]() m/min .
m/min .
4.2.2.5. Normele de timp
Orice nivel de operatie, norma de timp are expresia :
Tr
= Tu + Tpi/no ![]() Tu = Tb + Ta + Tdt
+ Tdo + Ton + Tpi/no [mm/buc]
Tu = Tb + Ta + Tdt
+ Tdo + Ton + Tpi/no [mm/buc]
Th
= ΣThk ; ![]() ; w = n∙s sau se
; w = n∙s sau se
Ta = Ta1 + Σ(Ta2 + Ta3 + Ta4)k , Top = Ta + Tb ;
unde:
Tu - timpul unitar
Tpi - timpul de pregatire - incheiere a locului de munca
no - numarul de piese din lotul care urmeaza a fi prelucrat
Th - timpul de baza , Ta - timpul auxiliar
Tdt - timpul de deservire tehnica, Tdo - timpul de deservire organizatorica,
Td - timpul de deservire a locului de munca
Ton - timpul de odihna si necesitati firesti
Ta1 - timp de prindere si desprindere
Ta2 - timp auxiliar de comanda
Ta3 - timp auxiliar de reglare
Ta4 - timp auxiliar de control
Top - timp operativ
k - numarul de ordine faza de prelucrare
lmax - lungimea maxima a suprafetei de prelucrat
l1,l2 - curse de siguranta la intrare si, respectiv, la iesire
i - numar de treceri
w - viteza de avans .
Se adopta no = 100 bucati
Elementele componenteale normei de timp pentru fiecare operatie s-au determinat fie prin calcul, fie prin alegere din normative si sunt prezentate mai jos:
a) Operatia 10. Strunjire I
Timpul de pregatire - incheiere Tpi = 12 + 10 + 13 = 35 min .
Elementele de calcul pentru Tb si Ta sunt prezentate in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a+b Prindere - desprindere piesa | |||||||||
![]() [min]
[min]

![]()
Tdt si Ton
Tdt
= Tb∙2/100 = 0,087 min ; Tdo = Top∙1/100
= 0,07 min ![]() Td = Tdt
+ Tdo = 0,16 min
Td = Tdt
+ Tdo = 0,16 min
Ton = Top ∙3,5/100 = 0,25 min
Timpul unitar
Tu = Top + Td + Ton = 7,44 min
In concluzie : Tu = 7,44 min/buc ; Tn = 7,79 min/buc .
b) Operatia 20. Strujire II
Timpul de pregatire - inchidere Tpi = 35 min .
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a+b Prindere - desprindere piesa | |||||||||
Td si Tn
Tdt
= Tb∙2/100 = 0,026 min; Tdo = Top∙1/100
= 0,034 min ![]() Td = Tdt
+ Tdo = 0,06 min .
Td = Tdt
+ Tdo = 0,06 min .
Ton = Top∙3,5/100 = 0,12 min .
Timpul unitar Tu = Top + Td + Ton = 3,61 min
In concluzie : Tu = 3,61 min/buc; Tn = 3,96 min/buc.
c) Operatia 30 Frezare I
Timpul de pregatire - inchidere Tpi = 10 + 14 = 24 min
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a+b+c+d Prindere - indexari - desprindere piesa | |||||||||
![]()
Td si Ton
Tdt
= Tb ∙ 5/100 = 0,029 min; Tdo = Top∙1,2/100
= 0,04 min ![]() Td
= Tdt + Tdo = 0,069 min; Ton = Top∙3/100
= 0,1 min
Td
= Tdt + Tdo = 0,069 min; Ton = Top∙3/100
= 0,1 min
Timpul unitar Tu = Top + Td + Ton = 3,54 min
In concluzie : Tu = 3,54 min/buc; Tn = 3,78 min/buc.
d) Operatia 40 Frezare II
Timpul de pregatire - inchidere Tpi = 24 min
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
![]()
Td si Ton
Tdt
= Tb ∙ 5/100 = 0,010 min; Tdo = Top
∙ 1,2/100 = 0,018 MIN ![]() Td
= Tdt + Tdo = 0,028 min
Td
= Tdt + Tdo = 0,028 min
Ton = Top ∙ 3/100 = 0,046 min
Timpul unitar Tu=Top+Td+Ton=1,62 min
In concluzie: Tu = 1,62 min/buc; Tn = 1,86 min/buc .
PT2
a) Operatia 10 Debitare
Timpul de pregatire - inchidere Tpi = 12 + 18 = 30 min.
Elementele de calcul pentru Tb si Ta sunt prezentate in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
Td si Ton
Tdt
= Tb ∙ 5/100 = 0,01 min; Tdo = Top
∙ 1,2/100 = 0,028 MIN ![]() Td
= Tdt + Tdo = 0,128 min
Td
= Tdt + Tdo = 0,128 min
Ton = Top ∙ 3/100 = 0,07 min
Timpul unitar Tu = Top + Td + Ton = 2,54 min
In concluzie Tu = 2,54 min/buc; Tn = 2,84 min/buc.
b) Operatia 20 Strunjire I (degrosare)
Timpul de pregatire - incheiere Tpi = 10 + 10 = 20 min .
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
Td si Ton
Tdt
= Tb ∙ 2/100 = 0,13 min; Tdo = Top
∙ 1/100 = 0,094 min ![]() Td
= Tdt + Tdo = 0,22 min
Td
= Tdt + Tdo = 0,22 min
Ton = Top ∙ 3,5/100 = 0,33 min
Timpul unitar Tu = Top + Td + Ton = 9,96 min
In concluzie Tu = 9,96 min/buc; Tn = 10,16 min/buc.
c) Operatia 30. Strunjire II (degrosare)
Timpul de pregatire - incheiere Tpi = 10 + 10 = 20 min .
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
Td si Ton
Tdt
= Tb ∙ 2/100 = 0,088 min; Tdo = Top
∙ 1/100 = 0,091 min ![]() Td
= Tdt + Tdo = 0,18 min
Td
= Tdt + Tdo = 0,18 min
Ton = Top ∙ 3,5/100 = 0,32 min .
Timpul unitar Tu = Top + Td + Ton = 9,57 min
In concluzie : Tu = 9,57 min/buc; Tn = 9,77 min/buc.
d) Operatia 40 Strunjire III (finisare)
Timpul de pregatire - incheiere Tpi = 10 + 10 = 20 min .
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
Td si Ton
Tdt
= Tb ∙ 2/100 = 0,016 min; Tdo = Top
∙ 1/100 = 0,041 min ![]() Td = Tdt + Tdo
= 0,057 min
Td = Tdt + Tdo
= 0,057 min
Ton = Top ∙ 3,5/100 = 0,144 min .
Timpul unitar Tu = Top + Td + Ton = 4,32 min
In concluzie : Tu = 4,32 min/buc; Tn = 4,52 min/buc.
e) Operatia 50 Strunjire IV (finisare)
Timpul de pregatire - incheiere Tpi = 10 + 10 = 20 min .
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
Td si Ton
Tdt
= Tb ∙ 2/100 = 0,012 min; Tdo = Top
∙ 1/100 = 0,021 min ![]() Td
= Tdt + Tdo = 0,033 min
Td
= Tdt + Tdo = 0,033 min
Ton = Top ∙ 3,5/100 = 0,072 min .
Timpul unitar Tu = Top + Td + Ton = 2,17 min
In concluzie : Tu = 2,17 min/buc; Tn = 2,37 min/buc.
f) Operatia 60 Frezare I
1. Timpul de pregatire - inchidere Tpi = 10 + 14 = 24 min
2. Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a+b+c+d Prindere - indexari - desprindere piesa | |||||||||
![]()
3. Td si Ton
Tdt
= Tb ∙ 5/100 = 0,029 min; Tdo = Top∙1,2/100
= 0,04 min ![]() Td
= Tdt + Tdo = 0,069 min; Ton = Top∙3/100
= 0,1 min
Td
= Tdt + Tdo = 0,069 min; Ton = Top∙3/100
= 0,1 min
4. Timpul unitar Tu = Top + Td + Ton = 3,54 min
In concluzie : Tu = 3,54 min/buc; Tn = 3,78 min/buc.
g) Operatia 70 Frezare II
Timpul de pregatire - inchidere Tpi = 24 min
Elementele de calcul pentru Tb si Ta sunt prezente in tabelul de mai jos :
|
Nr. si denumirea fazei |
l mm |
l1 mm |
l2 mm |
i - |
tb mm |
ta1 mm |
ta2 mm |
ta3 mm |
ta4 mm |
|
a + b Prindere - desprindere piesa | |||||||||
![]()
Td si Ton
Tdt
= Tb ∙ 5/100 = 0,010 min; Tdo = Top
∙ 1,2/100 = 0,018 MIN ![]() Td
= Tdt + Tdo = 0,028 min
Td
= Tdt + Tdo = 0,028 min
Ton = Top ∙ 3/100 = 0,046 min
Timpul unitar Tu=Top+Td+Ton=1,62 min
In concluzie: Tu = 1,62 min/buc; Tn = 1,86 min/buc .
Proiectare de echipament tehnologic
Date initale specifice
Echipamentul proiectat este un dispozitiv de prelucrare utilizat in cadrul operatiei 40 Frezare II - PT1 si operatia Frezare II - PT2.
SOF - 0 a fost determinat la capitolul 4 si este prezentata in figura de mai jos:
Cerinta economica : cresterea productivitatii muncii .
Obiectiv principal : introducerea de echipament nou in vederea reducerii costului de fabricare si a efortului fizic.
Calculul fortei de strangere S .
In timpul prelucrarii, componenta principala (tangentiala) a fortei de aschiere Ft = 160 daN isi schimba tot timpul directia si sensul -
![]()
![]() Exista pericolul ca Ft sa se
desprinda PSF de reazemul . . [2] .
Exista pericolul ca Ft sa se
desprinda PSF de reazemul . . [2] .
Se
pune conditia S>Ft ![]() S = kFt , k > 1.
S = kFt , k > 1.
Considerand
k = 3 ![]() S = 3∙160 = 480 daN .
S = 3∙160 = 480 daN .
Descrierea unui ciclu complet de functionare .
Dispozitivul proiectat este instalat pe masa masinii - unealta fiind centrat cu cele doua pene (pozitia 11) si fixat cu doua suruburi M12 pentru canale "T" .
Reglarea frezelor la cota se face cu gabaritul de reglare pozitia 14 .
Pentru prelucrarea PSF se parcurg urmatoarele etape :
Se prinde PSF in dispozitiv astfel :
![]()
![]()
![]() - orientarea PSF se face cu : suprafetele
inferioare ale prismei ,pozitia 1 , si ghidajului ,pozitia 7 ( . . . ) si prisma scurta, pozitia 1(. . ) .
- orientarea PSF se face cu : suprafetele
inferioare ale prismei ,pozitia 1 , si ghidajului ,pozitia 7 ( . . . ) si prisma scurta, pozitia 1(. . ) .
- strangerea PSF se face cu placa mobila, pozitia 2, actionand cu o cheie fixa axul filetat, pozitia 4.
2. Se frezeaza cele 2 laturi ale PSF cu un tren de freze disc .
3. Dupa toate prelucrarile, se slabeste axul, pozitia 4, si se scoate piesa din dispozitiv.
4. Se curata dispozitivul de aschii .
5. Se reia ciclul .
|
PT1 |
Tn min/buc |
PT2 |
Tn min/buc |
|
10. Strunjire I |
10. Debitare | ||
|
20. Strunjire II |
20. Strunjire I (degrosare) | ||
|
30. Frezare I |
30. Strunjire II (degrosare) | ||
|
40. Frezare II |
40. Strunjire III (finisare) | ||
|
50. Strunjire IV (finisare) | |||
|
60. Frezare I | |||
|
70. Frezare II |
Analiza economica
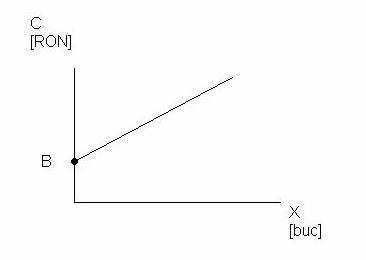
a) Expresia generala a costului de fabricare
Costul de fabricare este :
![]()
unde :
C este costul de fabricare [RON]
X - volumul de productie [buc.]
A - costul de fabricare direct unitar(dependent de produs/reper)[RON/buc]
B - costul de fabricare indirect (independent de produs/reper) [RON].
b) Expresia costului de fabricare direct unitar
Costul de fabricare direct unitar, A [RON/buc], este
A = Cα + Cβ + Cγ + Cδ + Cη + Cθ
unde :
Cα - costul materialului consumat [RON/buc]
Cβ - costul manoperei [RON/buc]
Cγ - costul asigurarilor sociale [RON/buc]
Cδ - costul ajutorului de somaj [RON/buc]
Cη - costul regiei (pentru energie, substante de lucru, curatenie etc.) [RON/buc]
Cθ - costul amortizarii si reparatiilor capitale ale utilajelor [RON/buc] .
Costul materialului consumat, Cα [RON/buc], este :
Cα = mrcr + mdcd
unde :
mr este masa reperului [kg/buc]
md este masa deseurilor[RON/kg]
cr este costul unitar al materialului reperului [RON/kg]
cd este costul unitar al materialului deseurilor [RON/kg] .
Se recomanda :
cd = 0,5cr
mr = 0,90 kg
md1 ≈ 0,012 kg
md2 ≈ 4,03 kg
cr ≈ 3,0 RON/kg
cd ≈ 1,5 RON/kg ![]() cd = 1,5
RON/kg ; cα1 = 2,71 RON ; cα2 = 8,74 RON/buc.
cd = 1,5
RON/kg ; cα1 = 2,71 RON ; cα2 = 8,74 RON/buc.
Costul manoperei, Cβ [RON/buc], in conditiile in care toate activitatile din operatie se efectueaza de acelasi operator, este
Cβ = ΣTniSi/60
unde:
Tn este norma de timp [min/buc]
S este salariul operatorului [RON//ora]
i este numarul de ordine al operatiei : i = 1,2,-----
Se recomanda: S1 = 4 - 8 RON/ora . Se considera Si = 6 RON/ora .
![]() Cβ1 =
1,73 RON/buc ; Cβ2 = 3,53 RON/buc.
Cβ1 =
1,73 RON/buc ; Cβ2 = 3,53 RON/buc.
Costul asigurarilor sociale, Cγ [RON/buc], este :
Cγ = KγCβ/100
unde:
Kγ este o cota procentuala [%]
Se recomanda; Kγ = 25 - 45 . Se considera Kγ = 35 % .
![]() Cγ1 = 0,60 RON/buc; Cγ2 =
1,23 RON/buc .
Cγ1 = 0,60 RON/buc; Cγ2 =
1,23 RON/buc .
Costul ajutorului de somaj, Cδ [RON/buc], este
Cδ = KδCβ/100
unde:
Kδ este o cota procentuala [%]
Se recomanda : Kδ = 5 - 10 .
Se considera Kδ = 8 %.
![]() Cδ1 = 0,13 RON/buc; Cδ2 =
0,28 RON/buc.
Cδ1 = 0,13 RON/buc; Cδ2 =
0,28 RON/buc.
Costul regiei, Cη [RON/buc], este
Cη = Kη(Cη + Cγ + Cδ)/100
unde:
Kη este o cota procentuala [%] .
Se recomanda: Kη = 35 - 85 .
Se considera: Kη = 50 % .
![]() Cη1 = 1,23 RON/buc ; Cη2 =
2,52 RON/buc .
Cη1 = 1,23 RON/buc ; Cη2 =
2,52 RON/buc .
Costul amortizarii si reparatiilor capitale ale utilajelor, Cθ [RON/buc], este :
Cθ = ΣVui(1/Zui+Kui/100)Tni/(60Hui)
unde:
Vu este valoarea de achizitie a utilajului [RON/buc], este :
Ku este o cota procentuala privind reparatiile capitale [%];
Hu este numarul orelor de functionare pe an [ore/an]
Zu este numarul anilor de amortizare [ani]
Se recomanda: Zu = 5 - 10 ; Ku = 15 - 35 ; Hu = zhs .
Se considera : Zu = 8 ; Ku = 25 ; Hu = 2040 .
Vu - 75000 RON - strung CNC
30000 RON - masina de frezat
2800 RON - strung frontal
25000 RON - masina de debitat
![]()

![]() A1 =
9,61 RON/buc
A1 =
9,61 RON/buc
A2 = 19,33 RON/buc .
Bibliografie
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |