Presarea tablelor
1. Generalitati
Presarea tablelor este un proces pentru producerea de piese din tabla cu ajutorul matritelor si reprezinta o tehnica avansata a prelucrarii mecanice. Produse cu greutate mica, productivitate ridicata, eficienta ridicata in fabricarea pieselor de diverse forme face ca aceasta tehnica sa prezinte in general un mare interes in industrie si in particular in productia de automobile, aeronautica, electrotehnica si altele.
La presare sunt utilizate materiale metalice diverse cum sunt: oteluri cu carbon redus, oteluri aliate, metale neferoase si aliajele acestora, aluminiu, zinc, titan si altele.
La presare materialul aflat sub forma de tabla sufera o complicata deformare plastica. Foarte adesea diverse sectiuni ale aceleiasi piese sunt supuse unor conditii diferite de solicitare. De exemplu, cand se preseaza un pahar dintr-o tabla rotunda (fig. 1.41) peretii paharului sunt sub actiunea unor sarcini liniare. In acelasi timp fundul paharului este intr-o stare de tensionare spatiala, iar discul la o solicitare la compresiune asa cum rezulta din figura 1.41.
Datorita unor asemenea stari in care este adusa tabla, produsul poate prezenta proprietati diferite dupa diferite directii.
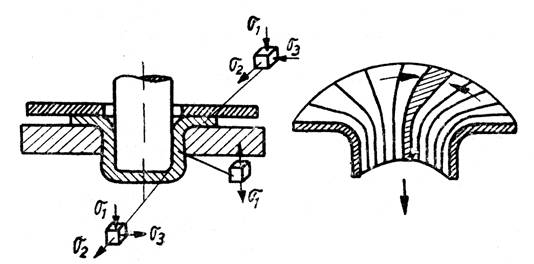
Fig. 1.41. Starea de tensiuni la presarea tablei
In concordanta cu grosimea tablei, produsele pot fi din tabla subtire si din tabla groasa. Tablele cu grosimi de 1520 mm fac subiectul presarii la cald.
Toate operatiile de presare pot fi considerate in doua categorii: o parte din operatii actioneaza prin separarea din tabla a unor parti de altele, si operatii de fasonarea unei parti din tabla fara detasarea ei.
In prima categorie intra operatiile de taiere, decupare, stantare si altele, iar in cea de a doua categorie se includ indoirea, ambutisarea, fasonarea, rasfrangerea si altele.
2. Taierea tablelor
Taierea este o operatie simpla care consta in separarea unei parti din tabla de-a lungul unui contur deschis. Frecvent taierea este o operatie prin care are loc pregatirea unor semifabricate din tabla. Materialul metalic poate fi taiat in multe moduri cu foarfeca manuala (fig. 1.42, a), cu foarfeca ghilotina (fig. 1.42, b) cu lame paralele si cu lama inclinata. Forta de taiere P necesara la foarfeca ghilotina se determina cu relatia:
![]() (1.40)
(1.40)
in care: τt este tensiunea la taiere este egala cu (0,80,9)σr ; s grosimea tablei; φ unghiul de inclinare a lamei, egal cu 4° 8°.
Foarfeca cu discuri care taie metalul cu doua discuri circulare are o larga aplicare (fig. 1.42, c). Diametrul discurilor este functie de grosimea tablelor. Pentru tabla cu grosimea mai mica de 3 mm, D ≈ 30s; pentru s = 310 mm, D = (4050)H Discurile de taiere sunt confectionate din oteluri carbon de scule sau oteluri aliate.
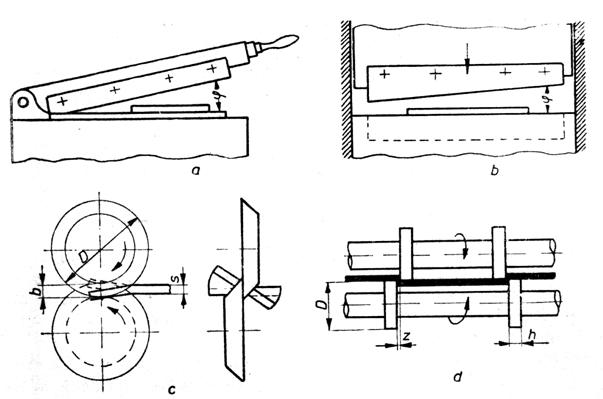
Fig. 1.42. Tipuri de foarfeci
3. Stantarea
Stantarea este procedeul de deformare plastica care se realizeaza prin taierea din semifabricate de tabla a unor piese dupa un contur inchis. Este un procedeu foarte raspandit in productia de serie in electrotehnica, radiotehnica, automobile, aviatie, ceasornicarie etc. Se pot obtine in urma prelucrarii tablei cu acest procedeu produse cum sunt: tole pentru miezurile magnetice ale aparatajului electric, tole rotative si statorice pentru masini electrice, caroserii de automobile, roti dintate etc. In figura 1.43 se prezinta scula intrebuintata la stantare si care este compusa din urmatoarele parti: 1 buton de prindere in berbecul presei; 2 placa port poanson; 3 poanson; 4 bucsa de ghidare; 5 coloana de ghidare; 6 placa de ghidare a poansonului; 7 placa de ghidare a semifabricatului (benzilor de tabla); 8 matrita; 9 placa port matrita; 10 opritor. Dupa croirea formatului mare de tabla, urmeaza taierea in benzi la dimensiuni potrivite cu formatul si dimensiunile pieselor de stantat. Stantarea pieselor din banda se face prin avansarea acesteia in scula cu un pas dupa fiecare decupare realizata. Pasul necesar este dat de opritorul 10 din figura 1.43.
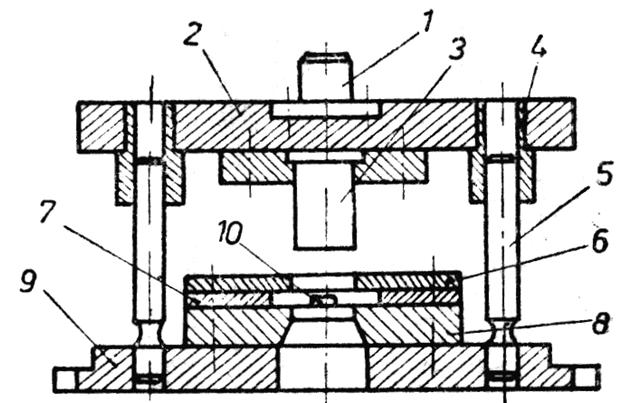
Fig. 1.43. Stanta cu simpla actiune
O atentie deosebita se acorda la aplicarea acestui procedeu, la croirea cat mai economica a tablelor. In figura 1.44 se prezinta cate doua variante de croire pentru stantarea aceleiasi forme de piese. Croiurile 1, 3 si 5 sunt mai putin eficiente decat croiurile 2, 4, 6 care au o mai buna utilizare a semifabricatului. Indicele care caracterizeaza modul de folosire a materialului este coeficientul de utilizare η exprimat de raportul dintre suprafata pieselor Sp si suprafata semifabricatului S utilizat pentru stantarea celor Sp piese:
![]() (1.41)
(1.41)
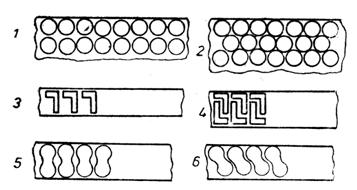
Fig. 1.44. Croirea tablelor
Sculele intrebuintate la stantat sunt de mare varietate. Functie de modul de lucru sunt stante cu actiune simpla (fig. 1.43), stante cu actiune multipla, succesive si complexe. De asemenea stantarea mai poate fi produsa cu ajutorul unor elemente rigide, elastice sau combinate. In fine, stantarea se poate realiza mecanic, electromagnetic, electrohidraulic, prin explozie etc.
In figura 1.45 se prezinta o presa cu excentric intrebuintata la stantarea mecanica. Principalele parti ale acestei prese sunt: 1 motor electric; 2 roti dintate; 3 cuplaj mecanic; 4 pedala si sistem de parghii pentru comanda cuplajului; 5 berbec; 6 placa de fixare; 7 corpul presei.
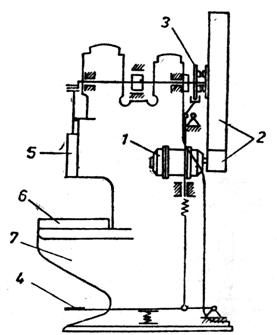
Fig. 1.45. Presa mecanica cu excentric
Functionarea presei se reduce la realizarea cuplajului mecanic intre partile aflate in miscare continua, motor si cele doua roti dintate, cu partile lantului cinematic ce realizeaza miscari periodice comandate, arborele cu excentric si berbecul.
Comanda este data prin sistemul de parghii 4 asupra cuplajului 3, prin intermediul caruia miscarea este preluata de la roata mare dintata si transmisa arborelui cu excentric.
4. Ambutisarea
Ambutisarea este un procedeu de prelucrare a materialelor prin care tablele sunt transformate in piese cu cavitati de diferite forme: faruri, capote, aripi de automobile si camioane, diverse tipuri de vase, recipienti si capace, flanse etc. In figura 1.46 sunt prezentate mai multe moduri in care poate avea loc ambutisarea. La pozitia a se prezinta o ambutisare care are mai mult caracter de presare; b ambutisare cu fixarea semifabricatului fara afectarea grosimii peretilor. Acest mod de ambutisare mai poate constitui prima operatie pentru obtinerea unor piese adanci; c ambutisare fara fixarea semifabricatului si fara subtierea peretilor. In acest caz ca si in cel anterior z = s; d ambutisare de indoire pentru obtinerea unor piese de forma circulara de tipul flanselor; e ambutisare de tragere a unor piese cu forme sferice; f ambutisare cu subtierea peretilor. Este utilizata pentru obtinerea unor piese adanci.
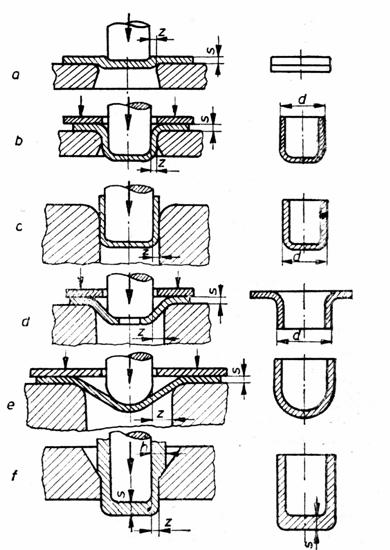
Fig. 1.46. Ambutisarea
Desi factorii de care depinde procesul de ambutisare sunt aproape evidenti, interactiunea lor este atat de complexa incat descrierea matematica a procesului nu este posibila prin relatii simple.
In figura 1.47 sunt prezentate starile de tensiune in diferite portiuni ale piesei la ambutisarea obisnuita.
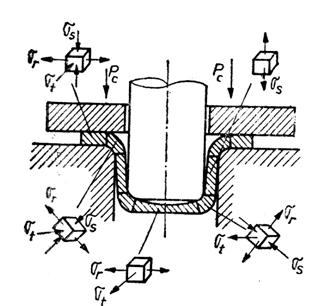
Fig. 1.47. Starea de tensiuni la ambutisare
Practica a demonstrat ca procesul de ambutisare nu incepe cu deformarea plastica a flansei ci cu deformarea locala care se produce pe muchiile active ale poansonului si matritei. Aceasta ambutisare locala se produce pe seama subtierii materialului ceea ce conduce la aparitia asa-numitei sectiuni periculoase in apropierea racordarilor de la fundul piesei. Datorita insa deformatiei plastice in acest loc materialul se ecruiseaza creeindu-i rezistenta la deformare. Numai dupa aceasta faza incepe deformarea flansei semifabricatului, insotita de micsorarea diametrului exterior si de deplasare a marginilor acestuia spre centru.
Experienta arata ca solicitarea peretelui cilindrului piesei, precum si racordul acestuia cu fundul piesei se continua in tot timpul cursei de lucru. Pentru ca in timpul operatiei de ambutisare sa nu se produca ruperea piesei, raportul dintre diametrul semifabricatului D0 (fig. 1.48) si cel al piesei dn trebuie sa fie cel mult 1,5 2. Raportul:
![]() (1.42)
(1.42)
se numeste coeficient de ambutisare. Valorile ridicate ale acestui coeficient sunt valabile materialelor metalice cu plasticitate ridicata.
Forta de apasare necesara pentru a preveni formarea cutelor se poate determina cu relatia:
![]()
![]() (1.43)
(1.43)
in care: q = 0,10,4 daN/mm2 presiunea specifica de apasare; D0 diametrul semifabricatului, in mm; dn diametrul poansonului, in mm. Formarea cutelor la prima operatie de ambutisare poate avea loc daca D0 dn >18 s, s fiind grosimea semifabricatului.
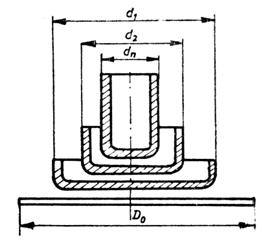
Fig. 1.48. Obtinerea unei piese prin mai multe operatii de ambutisare
Atunci cand o piesa trebuie executata din mai multe operatii de ambutisare, de cele mai multe ori este necesara intercalarea unor tratamente termice de recoacere pentru eliminarea efectului negativ al ecruisarii si redarea plasticitatii materialului.
Stabilirea numarului de operatii de ambutisare pentru obtinerea unei piese cu diametrul dn dintr-un semifabricat cu diametrul D0 se face cu relatia:
![]() (1.44)
(1.44)
Pentru micsorarea coefiientului de frecare la ambutisare semifrabicatele sunt unse cu ulei mineral, ulei cu grafit sau emulsii de sapun.
Ambutisarea se executa de obicei pe prese cu dubla actiune, care permite atat strangerea materialului cu inelul de strangere cat si avansarea poansonului. In figura 1.49 se prezinta o asemenea presa cu dubla actiune care se compune din urmatoarele parti mai importante:
1 arbore cotit; 2 manson pe care se fixeaza inelul de strangere; 3 tija poansonului; 4 pus in miscare de excentrice; 5 matrita si 6 batiul presei. Inelul de strangere 4 este fixat prin intermediul unor organe elastice de mansonul 2.
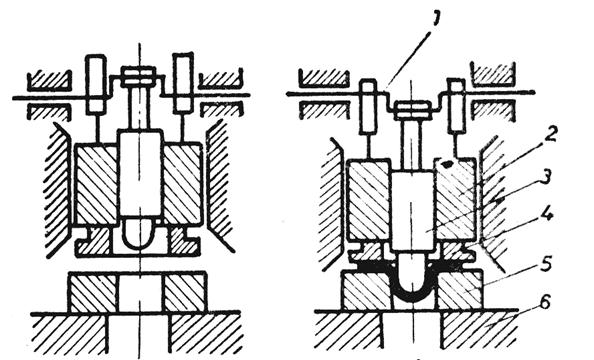
Fig. 1.49. Presa cu dubla actiune
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
