
PROIECTAREA SI CONSTRUCTIA GARNITURILOR DE MODEL
1.1. Consideratii privind proiectarea garniturilor de model
1.1.1. Stabilirea suprafetei de separatie a modelului, a cutiilor de miez si a formei
Pentru a face posibila extragerea din amestecul de formare indesat, fara deteriorarea formei, modelul trebuie sectionat dupa una sau mai multe suprafete de separatie functie de configuratia acestuia.
Aceste suprafete pot fi plane drepte, curbe, frante sau oarecare. (fig.1.1.)
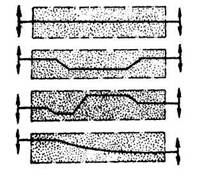
Fig. 1.1. Posibilitati de sectionare a modelelor si a formelor
In general, la alegerea suprafetei de separatie pot sa apara mi multe solutii care depind de simetria piesei turnate, de prezenta suprafetele care trebuiesc prelucrate mecanic prin aschiere, de pozitia de formare si d turnare a piesei etc. Dintre solutiile posibile trebuie aleasa aceea care asigura:
extragerea cea mai usoara a
modelului din amestecul de formari
indesat;
obtinerea formei cu cat mai putine miezuri;
montarea usoara si sigura a miezurilor in forma;
amplasarea
suprafetelor ce urmeaza a fi prelucrate mecanic in partea d<
jos sau in partile laterale ale formei;
simplificarea procesului tehnologic de formare prin micsorarea
numarului de operatii pentru executarea formei si a miezurilor.
Corespunzator se va reduce manopera si consumul de materiale.
De aici rezulta ca odata cu proiectarea modelului se proiecteaza intregul proces tehnologic de formare si turnare, alegandu-se solutia care asigura obtinerea unei piese corespunzatoare tuturor cerintelor tehnice si economice.
Pentru una si aceeasi piesa, pot fi analizate mai multe solutii pentru formarea si turnarea ei. Dintre acestea se alege solutia cea mai sigura din punct de vedere tehnic care poate duce la obtinerea unei piese de calitate. Astfel, pentru piesa din figura 1.2., poate fi aleasa ca suprafata de separatie una din posibilitatile prezentate in figura 1.3. a, b, c, d.
Dezavantajul suprafetelor de separatie din figura 1.3. a, b, c, d, este ca poate sa apara o posibila deplasare a semiformelor una fata de alta, deplasare care duce la obtinerea unor piese dezaxate (excentrice) ca in figura 1.4. a, b, c, d.
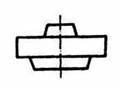
Fig 1.2 Piesa cu butuc
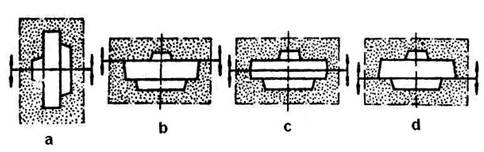
Fig.1.3 Posibilitati de stabilire a suprafetei de separatie
a-prin axa de simetrie; b-deasupra flansei; c-prin flansa; d-sub flansa
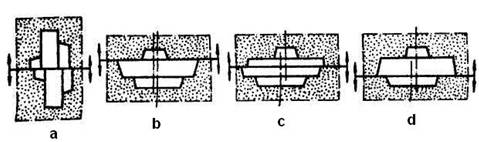
Fig. 1.4. Deplasarile formei in suprafata de separatie.
a- deplasarea in planul de simetrie; b- deplasarea partii superioare;
c- deplasarea in planul flansei; d- deplasarea partii inferioare.
De asemeni pot avea loc scurgeri de aliaj lichid prin suprafete de separatie care pot provoca fie rebutarea piesei, fie obtinerea unor piese cu bavuri, fie accidente de munca.
Daca pentru piesa din figura 1.2., se alege ca suprafata de separatie solutia din figura 1.5., se evita dezavantajele din figura 1.4., formarea cavitatii realizandu-se numai in semiforma inferioara (fig. 1.6.).
Solutiile prezentate pentru stabilirea suprafetei de separatie nu sunt singurele posibile. Ele sunt dictate de configuratia formei si de multitudinea aspectelor tehnologice care apar la stabilirea proceselor de obtinere a pieselor prin turnare.
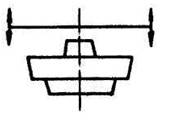
Fig.1.5. Stabilirea suprafetei de separatie an afara piesei
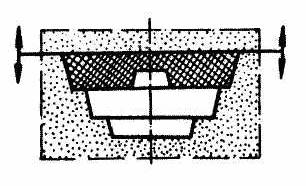
Fig.1.6. Realizarea cavitatii formei numai in semiforma inferioara
1.1.2. Stabilirea inclinarilor si a racordarilor constructive
Pentru a asigura extragerea usoara a modelelor din amestecul de formare indesat, peretii acestora se executa inclinati fata de directia de extragere. in cazul cand aceste inclinari ale peretilor nu rezulta din constructia piesei, atunci ele se prevad la proiectarea modelului.
inclinarile constructive ale peretilor pot fi realizate prin ingrosarea lor (fig. 1.7.a), prin subtierea lor (fig. 1.7.b) sau prin ingrosare si subtiere (fig. 1.7.c) si depind de configuratia piesei si rolul peretelui respectiv al piesei in ansamblul masinii.
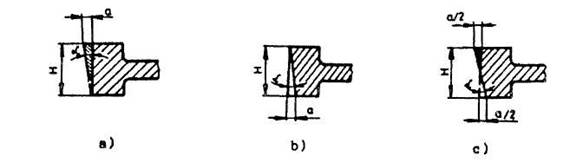
Fig. 1.7. inclinari constructive ale peretilor modelelor
a- prin ingrosare; b- prin subtiere; c- prin ingrosare si subtiere
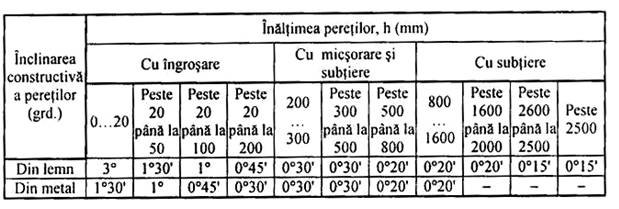
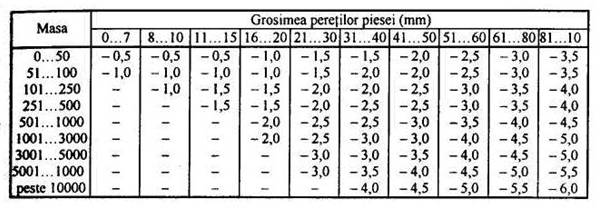
De dorit ar fi ca valoarea unghiului de inclinare constructiva sa fie cat mai mare, insa pentru a preveni o crestere exagerata de manopera la prelucrarea mecanica, o pierdere exagerata de aliaj turnat, prin aschii, si pentru a obtine o piesa cu dimensiuni precise, valoarea unghiului de inclinare constructiva a, se alege cat mai mic. Marimea inclinarilor constructive este reglementata prin STAS 781-81. in tabelul 1.1 se prezinta inclinarile modelelor dupa DIN 1511.
Marimea inclinarilor modelelor
Trecerea de la peretii subtiri la peretii grosi se recomanda sa se realizeze ca in figura 1.8.
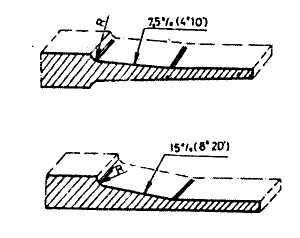
Fig. 1.8. Pantele de trecere de la peretii subtiri la peretii grosi si invers
Racordarile constructive sunt rotunjiri ale unghiurilor interioare (sub 180°) sau exterioare (peste 180°), intre doi pereti ai piesei turnate. Scopul rotunjirilor constructive este:
sa previna efectul daunator al transcristalizarii;
sa previna crearea de muchii ascutite in forma;
sa previna aparitia aglomerarilor de aliaj (noduri termice) in piesa;
- sa previna concentrarea tensiunilor mecanice de tractiune si torsiune in piesele turnate.
Transmiterea caldurii de la corpul cald (aliajul lichid turnat) la corpul rece (forma de turnare) se face prin conductivitate, convectie si radiatie pe suprafata de schimb de caldura (fig. 1.9.).
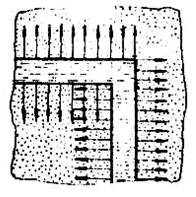
Fig. 1.9. Fluxul de caldura transmis la forma de turnare
La solidificare, cresterea cristalelor se realizeaza de asemeni perpendicular pe suprafata de schimb de caldura. Astfel, la solidificarea piesei din figura 1.10.a, se creeaza un plan de rezistenta mecanica minima dupa directia X-X din cauza ca legatura dintre varfurile cristalelor care se intalnesc in acest plan este mai mica decat intre cristale, fapt care pericliteaza rezistenta piesei in exploatare.
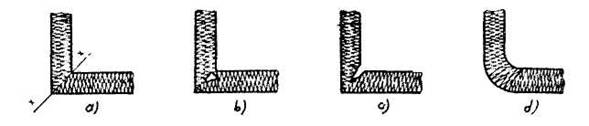
Fig. 1.10. Solidificarea pieselor in cazul intersectiei a doi pereti perpendiculari:
a- planul de rezistenta minima X-X la intalnirea celor doua fronturi de cristalizare;
b- solidificare cu retasura inchisa; c- solidificare cu retasura deschisa;
d- solidificare corecta prin rotunjirea colturilor.
Datorita incalzirii uniforme a amestecului in jurul imbinarii peretilor (la coltul exterior fluxul de caldura se disperseaza, amestecul se incalzeste mai putin deci exteriorul coltului piesei se va solidifica si raci mai intens; la coltul interior fluxul de caldura pe cele doua directii se suprapune (fig. 1.9.) amestecul de formare se incalzeste puternic, deci interiorul coltului piesei se va solidifica mai tarziu) cat si a acumularii de aliaj in nodul termic (fig. 1.12.b) este posibil sa apara in aceasta zona goluri de contractie (retasuri) inchise (fig. 1.10.b) sau deschise (fig. 1.10.c).
Aceste efecte daunatoare pot fi inlaturate daca schimbul de caldura dintre piesa si forma in zona coltului se uniformizeaza, astfel ca incalzirea amestecului din exteriorul coltului sa fie cvasiegala, cu incalzirea amestecului din interiorul coltului. Aceasta uniformizare a schimbului de caldura aliaj-forma se realizeaza prin racordarea constructiva a imbinarii celor doi pereti (fig. 1.11.).
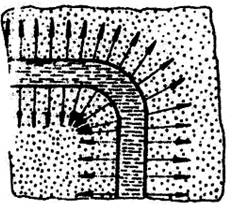
Fig. 1.11. Uniformizarea schimbului de caldura aliaj-forma prin racordarea constructiva a imbinarii peretilor
Acumularea A, de aliaj in nodurile termice la imbinarea peretilor de aceeasi grosime δ se apreciaza cu ajutorul figurii 1.12. iar valoarea coeficientilor de concentrare a tensiunilor din zona de solidificare a doi pereti perpendiculari, cu ajutorul curbelor din figura 1.13., in functie de marimea razei de racordare exterioara R, poate fi calculata aproximativ si raza de racordare r cu ajutorul relatiilor:
unde:
δ1 - este grosimea peretelui subtire (fig. 1.14.)
δ2 - grosimea peretelui gros
Fig. 1.12. Aprecierea acumularilor de aliaj A, in nodurile termice la imbinarea peretilor
Fig. 1.13. Coeficientul de concentrare a tensiunilor la racordarea peretilor in forma de L
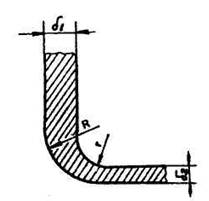
Fig. 1.14. Racordarea a doi pereti de grosimi diferite,δ1 si δ2
Marimea razei de racordare interioara r, in functie de media aritmetica a grosimii peretilor racordati poate fi stabilita mai ales cu ajutorul curbei din fig. 1.15.
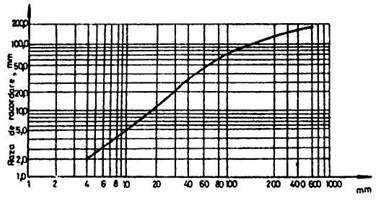
Fig. 1.15. Curba pentru determinarea razelor de racordare a peretilor cu grosime diferita
Racordarea peretilor in forma de T, poate fi realizata ca in figura 1.16., a peretilor in forma de V, ca in figura 1.17., a peretilor in forma de Y ca in figura 1.18., iar a peretilor in forma de X ca in figura 1.19.
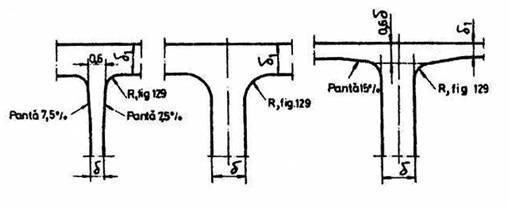
Fig. 1.16. Racordarea peretilor in forma de T
a- pentru δ ; b-pentru 0,6
c-pentru δ≥1,66
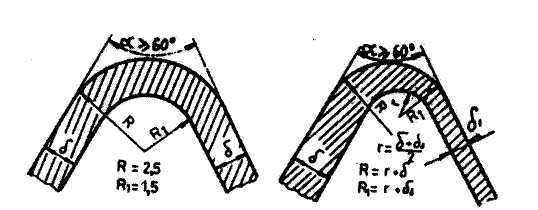
Fig.1.17 Racordarea peretilor in forma de V
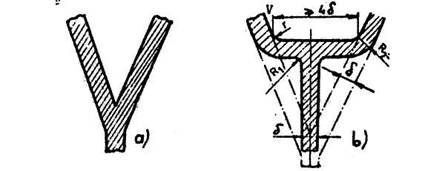
Fig. 1.18. Racordarea peretilor cu imbinare in forma de Y
a - inainte de racordare; b - dupa racordare
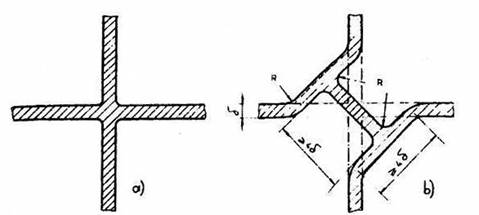
Fig. 1.19. Racordarea peretilor cu imbinare in forma de X
a - inainte de racordare; b - dupa racordare
Daca piesa nu prezinta din constructie racordari corespunzatoare la imbinarea diferitilor pereti, atunci acestea se prevad la proiectarea modelului. Racordarile se precizeaza pe desenul tehnologic prin valoarea razei de racordare.
1.1.3. Stabilirea adaosurilor de prelucrare si a adaosurilor tehnologice
Adaosuri de prelucrare
Deoarece din turnare nu se poate obtine o precizie dimensionala suficient de mare pentru a realiza fie distante precise intre diferite suprafete sau axe, fie pentru asigurarea unei etanseitati ridicate, piesele turnate se prevad cu ingrosari pe suprafetele ce trebuiesc prelucrate mecanic. Materialul indepartat prin prelucrare mecanica poarta denumirea de adaos de prelucrare.
Marimea adaosurilor de prelucrare depinde de mai multi factori sianume:
de natura aliajului turnat. in general
adaosurile de prelucrare
pentru piesele din otel sunt mai mari decat cele pentru piesele din
fonta, iar acestea sunt mai mari decat cele pentru piesele din aliaje
neferoase. Acest lucru se datoreaza pe de o parte faptului ca la
temperatura ridicata de turnare a otelului si a
inaltimii mai mari de cadere a jetului de otel lichid,
forma este mult mai solicitata termic si mecanic iar pe de alta
parte se datoreaza faptului ca piesele de otel se pot deforma in
timpul tratamentului termic de recoacere;
- de pozitia suprafetei de prelucrat in timpul turnarii. in timpul turnarii, suprafetele ce trebuiesc prelucrate se pot gasi in partea de sus, in partile laterale sau in partea de jos a cavitatii formei. Suprafetele amplasate in partea de jos sau lateral se obtin mai curate decat cele de sus, deoarece sus se decanteaza majoritatea incluziunilor nemetalice din aliajul turnat (incluziuni de nisip, de zgura, incluziuni de aer etc. Datorita acestui fapt, pentru a ajunge la straturi ale piesei fara defecte prin prelucrare mecanica se indeparteaza un strat mai gros de material;
- de metoda de formare. Formarea poate fi executata manual sau mecanizat. La formarea manuala deplasarile laterale ale modelului in vederea demularii din amestecul de formare indesat sunt aleatorii si din aceasta cauza adaosurile de prelucrare sunt mai mari decat la formarea mecanizata unde deplasarile laterale ale modelului in timpul demularii au valori mici si sunt totdeauna constante.
in cazul folosirii liantilor cu intarire la cald sau la rece, cand modelul este extras din forma dupa intarirea amestecului de formare, precizia dimensionala a piesei este mult mai mare si adaosurile de prelucrare mai mici decat in cazul formelor temporare crude sau uscate cand modelul a fost extras din amestecul de formare indesat inainte de intarirea acestuia.
De asemeni adaosurile de prelucrare au valori mici si in cazul folosirii modelelor gazeificabile care nu se mai extrag din forma dupa indesarea amestecului.
in cazul in care in locul modelelor pentru obtinerea cavitatii formelor, se folosesc sabloane, precizia dimensionala este si mai mica (depinzand de indemnarea muncitorului formator) iar adaosurile de prelucrare au valori si mai mari.
- de dimensiunea piesei si a suprafetei ce trebuie prelucrata.
Cu cat suprafata piesei este mai mare cu atat gradul de indesare a amestecului este mai neuniform si va fi deformat mai neuniform de presiunea metalostatica a aliajului lichid. Suprafetele mari ale formei sunt mai solicitate termic si se pot deforma cu atat mai mult cu cat temperatura aliajului e mai mare, gradul de indesare mai neuniform si omogenitatea structurala a amestecului (ex. permeabilitatea) pe suprafata respectiva este mai mica. Suprafetele mari ale piesei se deformeaza mai mult si in cazul tratamentului termic. in toate cazurile, deformarile sunt mai mari la piesele cu dimensiuni mari si din aceasta cauza marimea adaosurilor de prelucrare creste proportional cu marimea suprafetelor pieselor turnate;
- de clasa de precizie a pieselor turnate. Din punct de vedere al preciziei dimensionale, piesele turnate in forme temporare clasice se impart in mai multe clase. Cele mai mici adaosuri de prelucrare se prevad la piesele din clasa I de precizie (cu dimensiunile cele mai precise) iar cel mai mari la cele cu dimensiunile cele mai putin precise.
- in tara noastra adaosurile de prelucrare sunt reglementate prin STAS 1952-74 (pentru piesele din fonta si otel) si prin STAS 6287-80 (pentru piesele din aliaje neferoase).
Adaosuri negative
La formarea manuala, extragerea modelului din forma atrage dupa sine obtinerea unei cavitati cu dimensiuni mai mari decat dimensiunile modelului. Din acest motiv, la proiectarea modelelor se prevad adaosuri negative. Adaosurile negative se prevad numai la peretii care raman neprelucrati. Valorile adaosurilor negative sunt prezentate in tabelul 1.2.
Adaosuri negative centru modele de lemn
Tabelul 1.2.
Adaosurile tehnologice
Prin adaos tehnologic se intelege surplusul de aliaj prevazut pe suprafetele pieselor turnate ca rezultat al aplicarii tehnologiei de turnare. Aceste adaosuri nu se prevad pe desenul piesei finite, deoarece ele nu afecteaza totdeauna buna functionare a piesei. Adaosurile tehnologice se folosesc in general, pentru realizarea urmatoarelor obiective:
usurarea prelucrarii mecanice a unor piese turnate;
evitarea aparitiei defectelor pieselor turnate (crapaturi) ca urmare a contractiei franate a aliajului turnat;
dirijarea solidificarii;
simplificarea procesului de formare.
Adaosurile pentru usurarea prelucrarii mecanice
La stabilirea tehnologiei de formare si turnare, tehnologul trebuie sa aiba in vedere si posibilitatile de prelucrare mecanica a pieselor turnate. Astfel piesa din fig. 1.20., (cot cu flanse) desi nu prezinta probleme deosebite la formare si turnare, prezinta dificultati la prelucrarea mecanica a flanselor A si B din cauza pozitiilor asimetrice ale acestora. Problema poate fi rezolvata daca pe piesa turnata se realizeaza bosajele C si D (fig. 1.20.b) in asa fel ca piesa sa poata fi prinsa pe strung intre varfuri pentru a putea fi prelucrata (fig. 1.20.c).
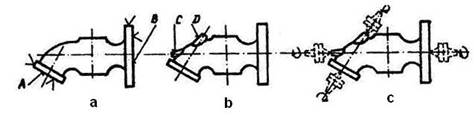
Fig.1.20. Cot cu flanse prelucrate mecanic
a- piesa propriu zisa cu flansele A si B care trebuiesc prelucrate mecanic; aceeasi piesa cu bosajele C si D; c- prinderea piesei pe strung intre varfuri in vederea prelucrarii.
Adaosuri pentru prevenirea defectelor (crapaturilor)
Piesa din figura 1.21. este turnata dintr-un aliaj cu contractie liniara mare.
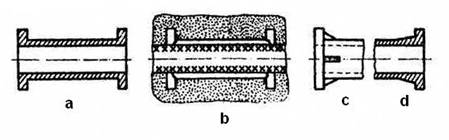
Fig. 1.21. Tub cu flanse: a- piesa initiala; b- crapaturi in zona flanselor ca urmare a franarii
contractiei de catre amestecul dintre flanse; c- nervuri pentru prevenirea crapaturilor;
d- trecerea progresiva de la tub spre flansa
Ca urmare a franarii contractiei de catre amestecul de formare dintre flanse, pot sa apara crapaturi la imbinarea dintre flanse si tubul cilindric (fig. 1.21.b). Pentru prevenirea acestui fenomen daunator se realizeaza o legatura a flanselor cu tubul printr-o serie de nervuri subtiri care se solidifica mai repede decat piesa (fig. 1.21.c). in felul acesta se asigura rezistenta mecanica necesara pentru preintampinarea formarii crapaturilor. Dupa dezbaterea formei, in functie de necesitati, nervurile pot sau nu sa fie indepartate prin prelucrare mecanica. De asemeni problema poate fi rezolvata prin ingrosarea progresiva a tubului spre flansa (fig. 1.21.d).
Adaosuri tehnologice pentru dirijarea solidificarii
Sunt ingrosari ale peretilor spre partea superioara pentru dirijarea solidificarii si maselotarii in vederea localizarii golului de contractie in afara piesei. in figura 1.22. se prezinta modul de dirijare a solidificarii si de deplasare a golului la contractie in maselota. in figura 1.23.a si 1.23.b, este prezentat modul de bazare (asezare) a maselotelor pe suprafetele curbe ale pieselor turnate.
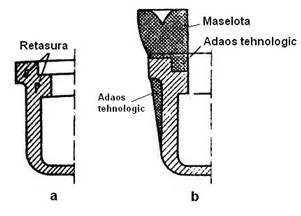
Fig. 1.22. Dirijarea solidificarii prin ingrosarea spre partea superioara si maselotare:
a- turnare gresita; b- turnare corecta
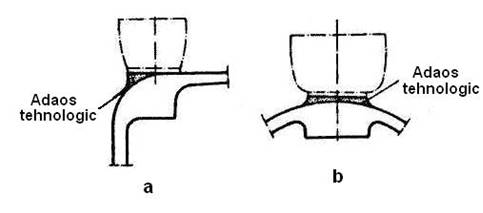
Fig. Modul de bazare
(de asezare) a maselotelor pe suprafete curbe ale pieselor turnate
Modificarile constructive ale piesei in vederea simplificarii tehnologiei de formare se fac totdeauna numai cu acordul constructorului. in figura 1.24. este prezentat un adaos tehnologic realizat cu sau fara acordul constructorului in vederea simplificarii tehnologiei de formare si turnare iar in figurile 1.25. si 1.26., sunt realizate modificarile constructive ale pieselor numai dupa acordul constructorului.
In figura 1.25., datorita modificarii constructive a piesei se reduce numarul de miezuri, iar prin orientarea nervurilor piesei din figura 1.26., paralel cu directia de extragere a modelului se simplifica mult procesul tehnologic de formare fara a fi cu nimic influentate proprietatile mecanice ale piesei.
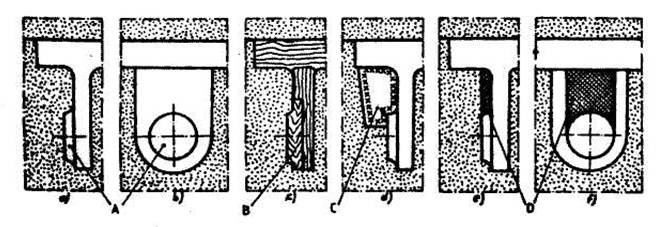
Fig. 1.24. Adaos tehnologic pentru simplificarea tehnologiei de formare
a, b - piese cu bosajul A; c - posibilitatea de formare cu parte detasabila (B);
d - posibilitate de formare prin folosirea miezului exterior (C); e,f- posibilitate de
formare folosind adaosul tehnologic (D).
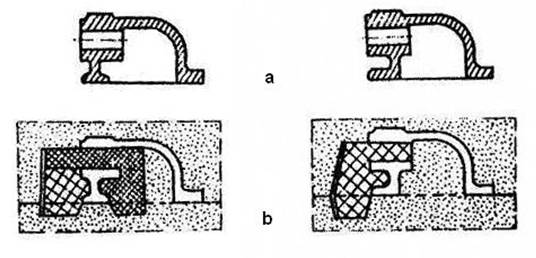
Fig. 1.25. Modificari constructive ale piesei
a- inainte de modificarea constructiva; b- dupa modificare; c- forma pentru
piesa nemodificata (necesita doua miezuri); d- forma pentru piesa modificata
constructiv (necesita un singur miez)
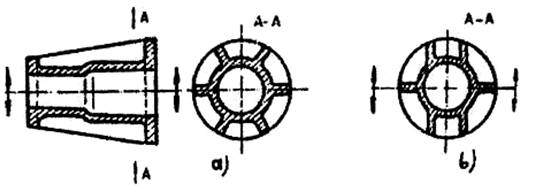
Fig. 1.26. Modificarea constructiva a piesei a- pozitia
Adaosuri pentru compensarea (anihilarea) deformatiilor pieselor turnate
La piesele cu lungime mare si grosime neuniforma de perete, partile subtiri se solidifica si se racesc mai repede si ca atare se contracta inaintea partilor groase. Datorita acestui fapt apar tensiuni care pot provoca deformarea piesei turnate (fig. 1.27.). Fenomenul de deformare se produce si in cazul pieselor cu o singura grosime de perete dar de suprafata mare (piese in forma de placa). Deformarea acesteia se explica prin efectul de capat (ca urmare a schimbului neuniform de caldura in sistemul piesa- forma, extremitatile piesei se racesc si se contracta mai repede decat mijlocul placii producand deformarea), fig. 1.28.
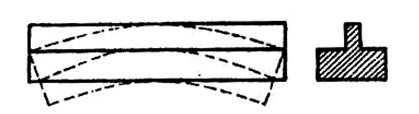
Fig.1.27 Deformarea pieselor cu grosime neuniforma de perete si lungime mare
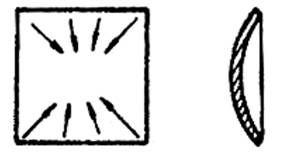
Fig.1.28. Deformarea pieselor in forma de placa
in cazul turnarii unor astfel de piese pentru micsorarea sau chiar evitarea tendintei de deformare se pot lua urmatoarele masuri:
realizarea modelelor cu curbura inversa
folosirea nervurilor de rigidizare care franeaza incovoierea
accelerarea racirii peretilor grosi cu ajutorul racitorilor
Realizarea modelelor cu curbura inversa
Se foloseste in cazul pieselor lungi si grosimi diferite de perete (ex. batiuri pentru strunguri, suporti, etc).
Determinarea razei curburii inverse consta de fapt in determinarea curburii interioare a barelor cu grosime diferita de perete (fig. 1.29.).
Considerand temperatura initiala a barei To, la racirea piesei suprafata exterioara va fi T1 iar cea interioara T2.
La distanta z de suprafata interioara valoarea temperaturii va fi:
![]()
unde φ este gradientul de temperatura
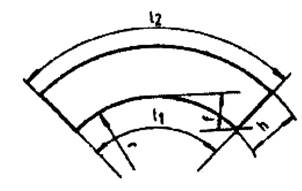
Fig.1.29.Schema utilizata pentru calculul incovoierii
Considerand ca lungimea partii interioare concava este 1) iar lungimea partii exterioare concave este 12 (fig. 1.29.) se poate scrie:
![]()
Daca se considera de asemeni ca T = Tc si x = h (unde h este inaltimea barei) se poate scrie:
Unde: αs- este coeficientul de contractie liniara a aliajului barei.
Din conditiile de asemanare se poate scrie:
Unde: r-este raza de curbura a suprafetei interioare a barei.
Rezulta ca:
Sageata de incovoiere (f) se determina cu relatia:
in care 1 este lungimea medie a barei.
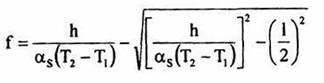
Exprimand gradientul de temperatura:
se obtine :
Curbarea pieselor in forma de placa poate fi combatuta prin realizarea modelului, deci si a piesei, cu nervuri pe una din parti (fig. 1.30.).
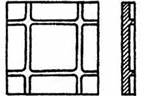
Fig. 1.30. Evitarea curbarii prin nervurarea placii
1.1.4. Stabilirea coeficientului de contractie liniara libera si a coeficientului de contractie volumica
Prin
contractie se intelege micsorarea volumului (si
dimensiunilor)
aliajulu, turnat in forma in toate cele trei etape principale ale
racirii; in stare
lichida, in timpul solidificarii; in stare solida (fig. 1 .31. ).
Majoritatea metalelor si aliajelor isi micsoreaza volumul in timpul solidificarii, exceptie facand Ga, Sb, Bi, Li.
Caracteristicile numerice ale schimbarilor dimensiunilor corpurilor la racire se numesc coeficienti de contractie.
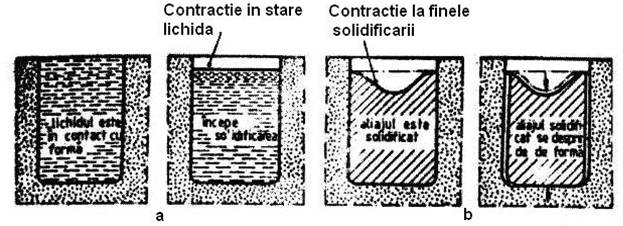
Fig. 1.31. Schema fazelor principale ale contractiei aliajului turnat ca urmare a scaderii temperaturii
a) Contractia in stare lichida
Are loc in intervalul Tt - Tl si se simbolizeaza cu EVl. Se manifesta prin micsorarea volumului aliajului, se exprima in % si se traduce prin scaderea nivelului aliajului turnat in cavitatea formei (fig. 1.31 .a).
![]()
unde: Evl este contractia volumica a aliajului in stare lichida;
αl -este coeficientul de contractie volumica a aliajului in stare lichida;
Tt, - temperatura de turnare a aliajului, in K;
Tl - temperatura lichidus (de inceput de solidificare) a aliajului, in K.
Prin urmare contractia in stare lichida a aliajului este influentata de coeficientul de contractie in stare lichida si de gradul de supraincalzire Tsup = Tt - Tl putandu-se deci scrie:

Coeficientul de contractie in stare lichida la randul sau este:
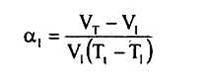
in care: VT - este volumul aliajului la temperatura de turnare, Tt,;
Vl este volumul aliajului la temperatura lichidus, Tl
Rezulta ca:
![]()
sau
![]()
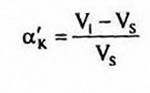
b) Contractia aliajului la solidificare
Are loc fie la temperatura constanta (metale pure, aliaje eutectice, fig. 1.32.a) fie intr-un interval de temperatura Ti - Ts. in acest caz coeficientul de contractie Ia solidificare poate fi apreciat in doua moduri:
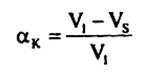
sau
unde:
Vl si Vs reprezinta volumul aliajului in momentul atingerii temperaturii lichidus si respectiv solidus;
αk -coeficientul de contractie la solidificare
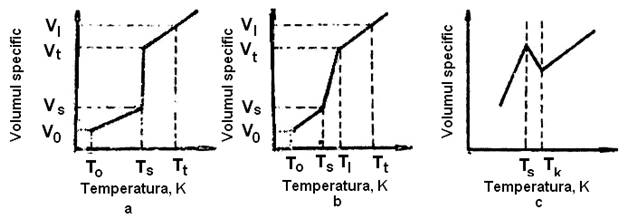
Fig. 1.32. Variafia volumului specific cu temperatura a- metal pur; b- aliaj cu interval de solidificare; c- aliaje cu dilatare
Deoarece valorile coeficientilor ccK si aK- sunt mici in comparatie cu unitatea, diferenta intre aceste doua moduri de apreciere a contractiei nu prezinta importanta practica.
Prin urmare, contractia la solidificare Evk-, se manifesta prin micsorarea continua a volumului specific cauzat de trecerea aliajului din stare lichida in stare solida care are loc cu micsorare de volum.
![]()
Deci contractia de solidificare EVk, este aproximativ egala cu coeficientul de contractie volumica la solidificare αK.
c)_Cnntractia aliajului in stare solida E vs
Poate fi determinata cu relatia:
![]()
sau
in care:
EVs este contractia volumica in stare solida;
αs - coeficientul de contractie volumica in stare solida;
Ts - temperatura solidus;
Tc - temperatura ambianta (293 K);
Vs. Vc - volumul aliajului la temperatura Ts si respectiv la temperatura Tc.
Desi contractia aliajului in stare solida este volumica, ea se exprima mai bine prin variatia dimensiunilor exterioare ale piesei solidificate in timpul racirii. Din acest motiv este denumita contractie lineara si ca atare:
Coeficientul de contractie liniara in stare solida este:
in care:
Ls - este lungimea piesei la temperatura sfarsitului de solidificare, Ts;
Lc - lungimea piesei la temperatura ambianta, Tc
Aceasta reprezinta contractia liniara in stare solida de care se tine seama atunci cand se stabilesc dimensiunile garniturii de model.
d)_ Contractia de turnare
Aceasta contractie se refera la variatia dimensiunilor pieselor turnate in intervalul de temperatura Ts - Tc. Coeficientul de contractie la turnare se calculeaza cu relatia:
in care: α- este coeficientul de contractie la turnare;
lt - dimensiunea cavitatii formei;
lc - dimensiunea piesei la temperatura ambianta
Contractia la turnare este:
![]()
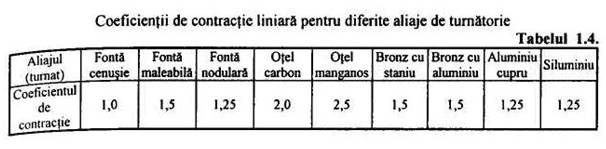
In tabelul 1.3. este prezentata contractia volumetrica in intervalul de solidificare pentru cateva aliaje frecvent utilizate in turnatorie
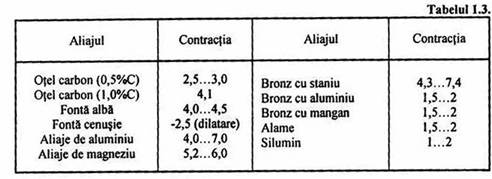
Din datele prezentate in tabel rezulta ca:
aliajele neferoase au concentratia volumetrica in intervalul de solidificare mai mare decat a aliajelor feroase;
la fontele cenusii se constata o anomalie si anume valoarea contractiei in intervalul de solidificare este negativa, adica in Ioc de contractie se produce o dilatare.
In ceea ce priveste contractia volumetrica in stare lichida aceasta depinde foarte mult de temperatura de turnare si in general εVl = 11.5 pentru fiecare 100 grade supraincalzire, iar contractia volumetrica in stare solida εVs = 6,0 (valorile zero constandu-se in cazul fontelor).
Coeficientii de contractie in stare lichida, si in intervalul de solidificare sunt utilizati la calculul de dimensionare a maselotelor, iar valorile coeficientilor de contractie in stare solida, la stabilirea dimensiunilor modelelor. in tabelul 1.4. sunt prezentati coeficientii contractiei liniare pentru diferite aliaje de turnatorie.
Dimensiunile modelelor pot fi determinate prin calcul cu relatia:
unde:
Lm este lungimea (dimensiunea considerata) modelului;
Lp - lungimea (dimensiunea considerata) piesei;
αs - coeficientul de contractie liniara.
Pentru simplificarea activitatii in modelarie nu se mai efectueaza calcule ci se foloseste un metru special (metru de contractie) ale caror diviziuni sunt sporite cu 1,0 %, 1,25 %, 1,5 %, 2, 0 % si 2, 5 % pentru a permite masurarea directa a dimensiunilor modelului in functie de aliajul turnat.
1.2. Marcile modelelor si ale miezurilor. Dimensionarea marcilor.
1.2.1. Consideratii asupra marcilor
Marca modelului (fig. 1.33.) este o prelungire tehnologica a modelului piesei creata cu scopul de a realiza in amestecul de formare indesat o cavitate (locasul marcii) pe care se va sprijini marca miezului.
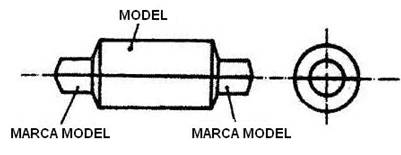
Fig. 1.33. Model cu marci ale modelului
Marcile miezului sunt prelungiri tehnologice ale acestuia (peste dimensiunile sale active) cu ajutorul carora se sprijina pe locasul marcii creata de model in amestecul de formare indesat (fig.1.34.).
Marcile miezurilor pot fi simple (pentru miezuri cilindrice, orizontale sau verticale), si de forme mult mai complicate (marci speciale).
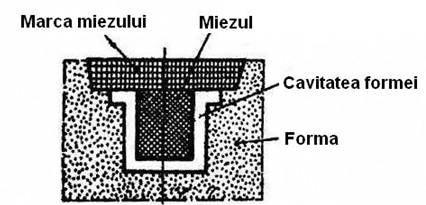
Fig.1.34. Miez cu marca miezului
1.2.2. Marci pentru miezuri cilindrice orizontale utilizate la formarea manuala si mecanizata
Datorita faptului ca la montarea acestor miezuri in forma nu se intampina dificultati forma marcilor este simpla, (forma cilindrica). Diametrul marcii miezului Dm, este ceva mai mic decat diametrul locasului marcii Df si deasemeni lungimea marcii miezului lm este mai mica decat lungimea locasului marcii Lf, pentru a asigura o montare comoda si pentru a nu provoca defecte in cavitatea formei.
Marcile miezurilor cilindrice orizontale folosite la formarea manuala sunt prezentate in figura 1.35.
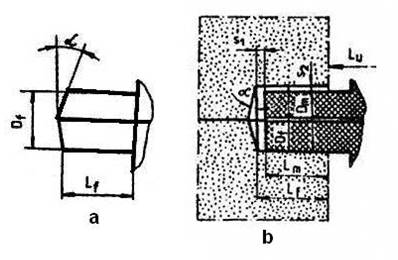
Fig. 1.35. Marci pentru miezuri cilindrice orizontale folosite la formarea manuala: a- marca modelului; b- marca miezului introdusa in locasul marcii
Jocul longitudinal s1 este cuprins intre 1 si 5 mm iar jocul radial s2 intre 0,2 si 7,0 mm. Valorile superioare se refera la marci de dimensiuni mari.
Unghiul α variaza invers proportional cu marimea miezului si este cuprins intre 2° si 5°.
Marcile miezurilor cilindrice orizontale folosite la formarea mecanizata sunt prezentate in figura 1.36.
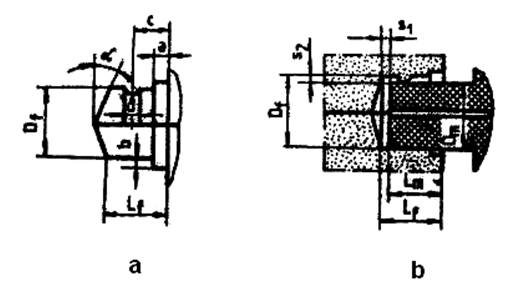
Fig. 1.36. Marci pentru miezuri cilindrice orizontale folosite la formarea mecanizata: a- marca modelului; b- marca miezului in locasul marcii
Jocul longitudinal s1 este cuprins intre 1 si 5 mm iar jocul lateral s2 intre 0,1 si 2,2 mm. Unghiul a este cuprins intre 2° si 5°.
Dimensiunile braului pentru colectarea eventualelor eroziuni de nisip sunt: latimea a = 5 12 mm iar grosimea b = 1.. .2 mm.
1.2.3. Marci pentru miezuri cilindrice verticale utilizate la formarea manuala si mecanizata
Aceste marci au forma unui trunchi de con pentru a putea fi introduse cu usurinta in locasul marcii, fara distrugerea formei.
Marcile miezurilor cilindrice verticale folosite la formarea manuala sunt prezentate in fig. 1.37.
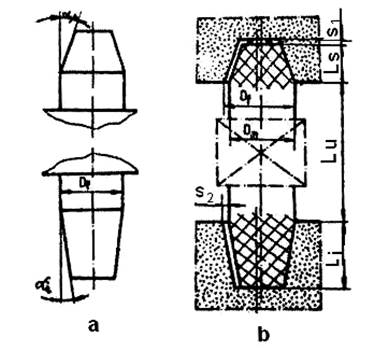
Fig. 1.37. Marci pentru miezuri cilindrice verticale folosite la formarea mecanizata a- marcile modelului; b- marcile miezului in locasurile marcilor
Unghiul de inclinare a marcii inferioare αi, este de 3°7° iar cel al marcii superioare αs este 5° 12°.
Lungimea marcii inferioare Li este mai mare decat lungimea marcii superioare Ls
Unghiul de inclinare mai mic si lungimea mai mare a marcii inferioare asigura o concentrare perfecta a miezului pe verticala.
Unghiul mai mare si lungimea mai mica a marcii superioare sunt dictate de considerente de montare usoara a semiformei superioare.
Marcile miezurilor cilindrice verticale folosite la formarea mecanizata sunt prezentate in fig. 1.38
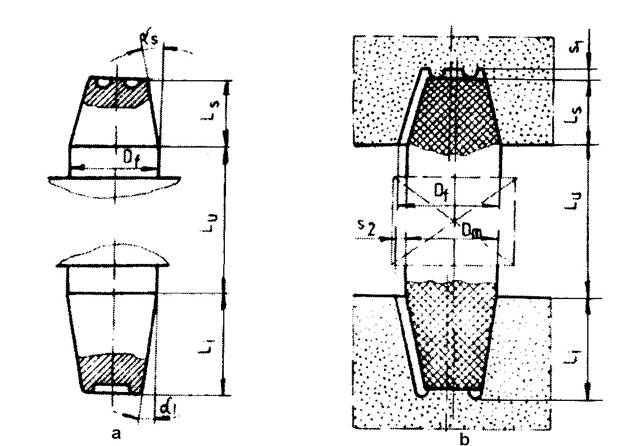
Fig. 1.38. Marci pentru miezuri cilindrice verticale folosite la formarea mecanizata a- marcile modelului; b- marcile miezului in locasurile marcilor
Spre deosebire de miezurile cilindrice verticale folosite la formarea manuala unde etansarea dintre miez si forma se asigura cu un cordon de argila realizat de asemeni manual, la formarea mecanizata cordonul de etansare se realizeaza direct la formare prin profilarea corespunzatoare a marcilor modelului (fig. 1.38.a).
Unghiurile de inclinare ale marcilor inferioare si superioare αi si α s sunt egale cu 10°.
Jocul longitudinal sl este cuprins intre 1 si 5 mm iar cel radial s2 intre 0,1 si 2,4 mm.
Lungimea marcii inferioare Li este de asemeni mai mare decat lungimea marcii superioare Ls si depinde de marimea miezului.
1.2.4. Marci speciale
In practica se intalnesc foarte multe cazuri in care sunt necesare si alte tipuri de marci decat cele folosite la miezurile cilindrice verticale sau orizontale. Acestea sunt cunoscute sub numele de marci speciale. Se disting urmatoarele tipuri mai frecvente de marci speciale:
Marci in suspensie (fig. 1.39.). Se folosesc in special in cazul miezurilor verticale cu o singura marca la partea superioara. Au avantajul ca asigura o centrare perfecta pe con, numai in semiforma inferioara putandu-se obtine piese cu grosime uniforma de perete.
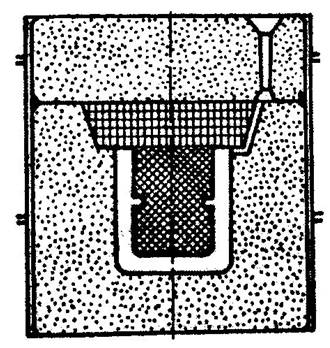
Fig. 1.39. Marca de suspensie
Marci inelare (fig. 1.40.). Se folosesc in cazul pieselor de tipul rotilor de transmisie cu cablu. Miezul se realizeaza din mai multe bucati folosind o singura cutie de miez.
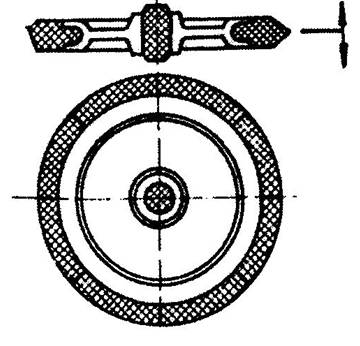
Fig. 1.40. Marci inelare
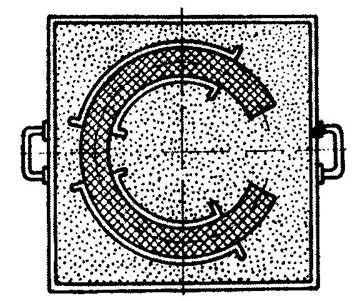
Fig. 1.41. Marci comune
Marci comune (fig. 1.41.). Se folosesc pe de o parte pentru a asigura stabilitatea miezului in cazul cand nu se admite folosirea suportilor de miez si pe de alta parte pentru a se face economie de amestec de mie (amestecul de miez este scump).
Asa cum rezulta din figura 1.41. pentru turnarea celor doua pie se folosesc doar trei marci in loc sa se foloseasca patru.
Marci in consola. Se folosesc in cazul cand miezul trebuie sprijin numai pe o singura marca orizontala. La miezurile in consola centrul de greutate al miezului trebuie sa cada pe locasul marcii. O metoda mai sigura de folosire a marcilor in consola este cea din figura 1.42.a. Aici miezul este asigurat impotriva deplasarilor axiale, obiectiv nerealizat in figura 1.42.b.
a b
Fig. 1.42. Marci in consola
Marci cu asigurare impotriva deplasarilor axiale (fig. 1.43.). Se folosesc in cazul pieselor cu cavitati la care trebuie sa se respecte fie anumite grosimi de perete, fie distanta pana la anumite gauri sau suprafete de referinta.
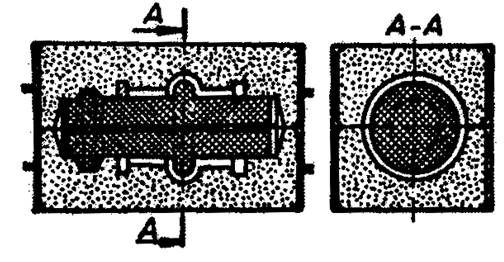
Fig. 1.43. M3rci cu asigurare impotriva deplasarii axiale
Marci cu asigurare impotriva rotirii (fig. 1.44. si 1.45.). Se folosesc in cazul miezurilor care trebuie sa realizeze goluri intr-o anumita pozitie fata de alte goluri sau proeminente ale piesei turnate.
Marci cu asigurare impotriva deplasarilor axiale si a rotirii. Se folosesc in cazul pieselor la care miezul trebuie sa realizeze goluri intr-o anumita parte a piesei si la distante precise fata de anumite axe sau suprafete de referinta ale piesei (fig. 1.46.)
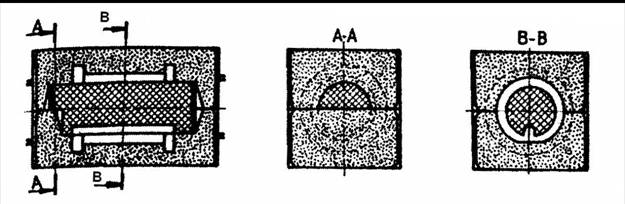
Fig. 1.44. Marci cu asigurare impotriva rotirii

Fig. 1.45. Marci cu asigurare impotriva rotirii
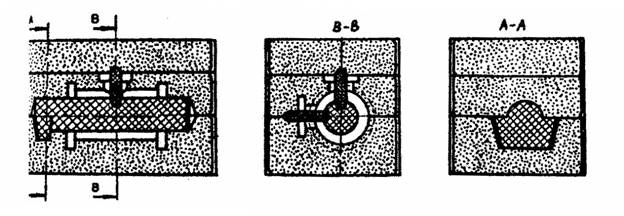
Fig.1.46. Marci cu asigurare impotriva deplasarilor axiale si a rotirii
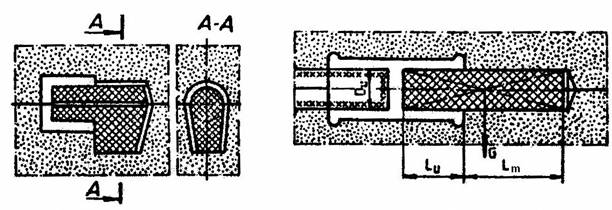
Marci in miez (marci in marca). Se folosesc in cazul cand cavitatea interioara a piesei nu poate fi realizata cu un singur miez, sau cand executarea miezului dintr-o singura bucata ar fi mult prea complicata sau chiar imposibila. in exemplul din fig. 1.47. marcile miezului mic sunt fixate nedemontabil in miezul mare prevazut la unul din capete cu o marca de asigurare impotriva deplasarilor axiale si a rotirii.
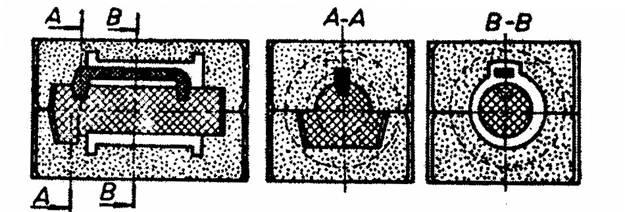
Fig. 1.47. Marca in miez (in marca)
1.2.5.Dimensionarea marcilor miezurilor
Marcile se dimensioneaza astfel incat sa reziste actiunii mecanice; aliajului lichid. In cazul miezurilor orizontale, inconjurate complet de alia lichid, fortele de impingere de jos in sus datorate diferentei dintre greutatea specifica a aliajului si a miezului sunt mai mari decat cele de sus in jos, care se datoresc greutatii miezului.
Calculul fortei F, ascensionale se face cu relatia:
F = V(pL-pm) (Kg)
unde: V este volumul miezului fara marci, in m3;
ρ l - greutatea specifica a aliajului lichid, in Kg/dm3
pm - greutatea specifica a miezului, in Kg/dm3.
Cunoscand forta care actioneaza asupra miezului si rezistenta la compresiune σc a amestecului de formare, lungimea minima a marcilor se calculeaza cu relatia de mai jos:
![]() de unde:
de unde:
![]() , (cm)
, (cm)
Unde: F-forta ascensionala (de jos in sus) care actioneaza asupra miezului, in Kg;
D - diametrul marcii, in cm;
σc - rezistenta la compresiune a amestecului de formare, in Kg/cm2
L - lungimea marcilor, in cm
Deoarece in cazul miezurilor cilindrice orizontale forta F se repartizeaza pe doua marci, lungimea minima a unei singure marci, 1 (fig. 1.48.) va fi:
![]() , (cm)
, (cm)
Pentru a nu mai fi necesara efectuarea acestui calcul la fiecare miez, lungimea marcilor pentru miezurile cilindrice orizontale si verticale este reglementata prin STAS E 1127-81.
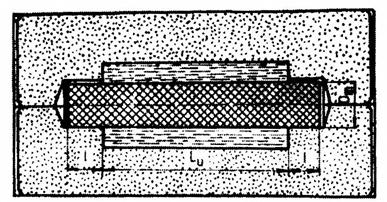
Fig. 1.48. Schema pentru calculul lungimii marcilor
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |