RECONDITIONAREA PIESELOR PRIN METALIZARE
Metalizarea este un procedeu de acoperire a suprafetelor pieselor uzate, procedeu modern si complex, care, in esenta, consta in pulverizarea cu viteza mare a metalului topit pe suprafata de reconditionat cu ajutorul unui jet de gaze sau aer.
Metalizarea a tost inventata in urma cu aproximativ 70 de ani in Elvetia, iar de atunci, pe plan mondial, s-au dezvoltat numeroase procedee de metalizare, care difera intre ele prin materialul de adaos, modul de topire a acestuia, constructia instalatiilor de metalizare etc. Prin metalizare se pot acoperi, cu metale sau aliaje de orice fel, nu numai suprafete metalice ci si din alte materiale ca sticla, gips si chiar lemn, grosimea stratului de acoperire putind varia de la 0,01 pina la citiva milimetri.
Procedeul se poate aplica atat la reconditionarea pieselor prin acoperirea suprafetelor uzate si astuparea fisurilor, cat si la remedierea unor piese scumpe la care apar defecte de fabricatie sau de turnare sau pentru obtinerea unor straturi anticorosive.
Materialul de adaos poate fi sub forma de sarma sau de pulbere. De exemplu, la astuparea fisurilor la piesele din fonta cum sunt blocul de cilindri, chiulasa sau diferite cartere, se utilizeaza zincul, iar pentru metalizarea suprafetelor pieselor care trebuie sa aiba rezistenta la uzura ridicata se utilizeaza sarma de otel sau pulberi metalice.
Avantajele metalizarii sunt: posibilitatea acoperirii suprafetelor oricat de mari in straturi destul de groase; rezistenta mare la uzare a stratului depus; stratul depus este poros si tenace, imbunatatind conditiile de ungere; nu se produce deformarea piesei reconditionate; posibilitatea depunerii si a altor metale sau aliaje in afara de otel, ca, de pilda, cele de aluminiu; productivitate ridicata.
Ca dezavantaje se amintesc urmatoarele: pierderi de material de adaos in conul de pulverizare, material care este, in general, scump; in straturile depuse prin metalizare nu se pot taia filete, iar executarea unor gauri impune o deosebita atentie, piesele metalizate nu se pot prelucra prin deformari plastice; aderenta la metalul de baza insuficienta, mai ales cind nu se face o pregatire corespunzatoare a suprafetei.
Pentru topirea materialului de adaos se utilizeaza caldura produsa de arcul electric, jetul de plasma, curentii de inalta frecventa sau flacara oxiacetiienica (procedeul cel mai vechi).
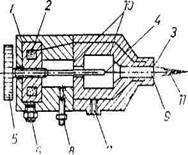
figura de mai jos (fig.1 ). Arcul electric se formeaza intre doi sau trei electrozi din sirma 1, care constituie materialul de adaos. Pe masura topirii capetelor, sirmele sunt impinse prin intermediul unor mecanisme de avans cu role 2 si dirijate prin tuburile de ghidare 3 inspre locul de formare a arcului de la capatul metalizatorului. In corpul metalizatorului este montat un material izolant 6, prin care trec electrozii. Prin tubul 4 este trimis un jet puternic de aer sau de azot, furnizat de o turbina pneumatica, care pulverizeaza metalul topit din zona arcului in particule fine si le proiecteaza cu mare viteza pe suprafata de metalizat .
Procesul de topire si pulverizare a metalalui se considera a fi compus din urmatoarele fenomene: amorsarea arcului dintre electrozi cind spatiul dintre ei devine suficient de mic pentru a se putea produce ionizarea gazelor si a vaporilor de metal; topirea capetelor electrozilor; intreruperea circuitului electric al electrozilor prin pulverizarea metalului topit de catre jetul de gaz; reamorsarea arcului electric cind spatiul dintre electrozi permite descarcarea cu scintei si asa mai departe. Frecventa repetarii ciclului poate sa ajunga pina la 100 pe secunda, fiind diferita la curentul continuu fata de cel alternativ. Din punctul de vedere al stabilitatii arcului si omogenitatii stratului depus, curentul continuu este mai favorabil. In cazul utilizarii curentului alternativ, timpul in care se produce topirea metalului este de 43-49,5% din durata intregului ciclu, caz in care este necesara utilizarea unor transformatoare speciale coboritoare de tensiune care sa asigure un curent de scurtcircuit de 80-100 A. Desi frecventa ciclului este mare, intensitatea topirii metalului este functie de timpul efectiv de topire a metalului, din durata totala a ciclului, ceea ce face ca dimensiunile particulelor pulverizat care au forma sferica sa varieze in limite largi (2 -100 μm).

Crestereaa presiunii jetuluii de aer pentru pulverizaree, daca celelalte conditii raman identice, favorizeaza calitatea pulverizarii in sensul ca se obtin mai multe particule fine. Pe de alta parte, cresterea presiunii poate sa provoace o marire a vitezei de avans a sarmei peste un maxim la care metalul sa nu se poata topi complet in perioada arderii arcului si sa capete o consistenta pastoasa, stare in care sa cada pe piesa, inrautatind calitatea depunerii.
Structura si proprietatile stratului metalizat, precum si aderenta acestuia la piesa de reconditionat depind atat de starea suprafetei si cea a particulelor in momentul impactului, cat si de materialul sarmei. Aderenta depinde in primul rand de rugozitatea suprafetei, care trebuie pregatita in mod corespunzator.
Starea particulelor in momentul lovirii suprafetei de metalizat este caracterizata prin temperatura si viteza acestora, factori care, la randul lor, depind de regimul de metalizare. Temperatura particulelor in momentul impactului este cu atat mai mare cu cat dimensiunile lor sunt mai mari, daca restul conditiilor raman neschimbate, astfel ca particulele mai mari ajung la suprafata piesei in stare lichida sau semilichida.
In focarul de topire a eletrozilor, temperatura este cu mult mai mare decat cea de topire a metalului, ceea ce face ca aceasta sa treaca din stare solida in stare lichida si de vapori, arcul electric provocand o intensa ionizare a mediului inconjurator, precum si radiatii ultraviolete. Pe masura indepartarii de pulverizator, temperatura medie a particulelor scade,
mai ales pe primii 50 - 75 mm de deplasare. Cantitatea de caldura transmisa piesei este neglijabila, deoarece masa particulelor depuse este mica, iar curentul de aer raceste suprafata metalizata. Ca atare, structura si proprietalile metalului de baza nu se schimba, particulele fiind acelea care sufera oxidari, atit in timpul topirii si deplasarii catre piesa, cat si dupa aglomerarea lor, mai ales in straturile groase.
Viteza particulelor metalice depinde de dimensiunile acestora, de distanta de parcurs de la electrozi la piesa, de materialul de adaos si de viteza curentului de aer care desprinde particulele din metalul topit si le accelereaza, ajungand la o viteza maxima, dupa care scade din nou la valoarea finala din momentul atingerii piesei.
Din experientele practice, s-a stabilit ca presiunea optima a aerului este de 0,7 MPa, iar distanta de la metalizator la piesa trebuie sa fie de 75- 100 mm. In aceste conditii se obtine o valoare ridicata a energiei de lovire a particulelor metalice pe suprafata de metalizat, o productivitate de 1,8 kg/h, iar peste 75% din particule au dimensiuni intre 50 si 75mm, obtinandu-se o depunere de calitate.
2. METALIZAREA CU TOPIREA IN JET DE PLASMA
Plasma, cunoscuta si ca a patra stare a materiei, este gazul puternic_ ionizat sub influenta temperaturilor inalte sau a altor factori, ca: descarcari electrice sau de inalta freoventa, radiatii etc., astfel ca in masa plasmei se gasesc molecule, atomi neutri, ioni, electroni si cuante de lumina. Cum nu orice gaz ionizat este plasma, proprietatea caracteristica a plasmei este aceea ca gazul in aceasta stare este cvasineutru adica plasma contine practic aproximativ un numar egal de ioni pozitivi si negativi. Spre deosebire de un gaz obisnuit, la care energia cinetica medie a tuturor particulelor in miscarea termica haotica este aceeasi, electronii, ionii si atomii neutri din plasma au energie diferita.
![]()
Fig. 2 Schema de principiu a unui arzator cu plasma:
a -cu jet de plasma inchis;
b -cu jet de plasma deschis;
c -cu jet de plasma combinat;
Daca temperatura electronilor este Te, a ionilor Ti iar a atomilor Ta, intre ele exista, de obicei, relatia Te >> Tf> Ta.
Avand in vedere temperaturile foarte ridicate ale jetului de plasma, care pot ajunge pana la 20.000°C, acesta si-a gasit un larg domeniu de aplicare in operatiile de sudare si metalizare.
Metalizarea cu topirea in jet de plasma prezina avantajul posibilitatii acoperirii suprafetelor pieselor cu straturi din metale dure, greu fuzibile (wolfram, molibden, titan s.a.), care pot fi sub forma de sarma sau pulberi metalice. In cazul metalizarii, ionizarea gazului neutru, care este, de regula, argonul, se produce fie prin incalzirea puternica a acestuia in arc electric, fie sub actiunea unui camp electric de inalta frecventa.
Plasma cu arc electric ia nastere la trecerea gazului printr-un canal ingust in care se formeaza un arc electric intre doi electrozi. Ca urmare a dezvoltarii unei cantitati mari de
caldura intr-un spatiu restrans, are loc o puternica ionizare, transformand gazul in plasma. Jetul de plasma poate fi inchis, deschis sau combinat, principiul de formare a acestuia putand fi urmarit in schema din figura 2
Jetul de plasma inchis se formeaza cand arcul electric se realizeaza intre materialul de adaos 7 care se leaga la catod si corpul pulverizatorului 3, legat la anod, curentul electric fiind primit de la sursa 8.
Gazul 6 este introdus in duza5, unde se transforma in plasma, formand jetul 2, care este dirijat pe piesa 1, impreuna cu metalul pulverizat, topit de pe capatul electrodului 7, datorita temperaturii ridicate a jetului de plasma. Pentru racirea pulverizatorului, se foloseste curentul de apa 4 (fig. 2, a). In afara de depunerea unui strat de metal prin pulverizator, acest procedeu poate fi folosit la calirea superficiala a pieselor, in care caz se foloseste un electrod nefuzibil.
Jetul de plasma deschis (fig. 2, b) se formeaza cind piesa constituie anodul, astfel ca jetul de plasma se suprapune peste arcul electric realizat intre catodul de wolfram si piesa. Cea mai mare parte de caldura fiind dirijata spre piesa, procedeul isi gaseste aplicabilitate la debitarea unor metale dure sau alte operatii care necesita incalzire puternica.
In figura 2, c este reprezentata schema combinata, dupa care se formeaza doua arcuri electrice (unul intre electrod si piesa si altul intre electrod si pulverizator), procedeul folosindu-se, in special, la topirea pieselor sinterizate.
In figura 3 se reprezinta, schema metalizatorului cu topirea in jet de plasma (inchis) a materialului sub forma de sarma.
Fig.3. Schema metalizatorului cu jet de plasma si sirma.
Mecanismul de avans 1 actioneaza sarma 2 spre electrodul inelar 3, care indeplineste si rolul camerei de racire a capului metalizatorului, precum si pe cel al duzei. Functionarea are la baza formarea unui arc continuu in zona 4, intre sirma 2 si electrodul inelar 3, montat pe materialul izolator 5. Pentru amorsarea arcului si stabilizarea acestuia, se foloseste un sistem de pornire de inalta frecventa. Jetul de plasma se realizeaza cu argon, care este dirijat prin canalul 6 in zona de formare a arcului, unde se incalzeste la temperatura inalta si se ionizeaza. Sub actiunea cimpului magnetic, energia arcului se concentreaza in axa fluxului de gaze, marindu-i temperatura la valori foarte ridicate (14.00017.000°C). Impotriva acestor temperaturi, metalizatorul este protejat prin racire cu apa, care este trecuta prin camerele de racire 7. Curentul electric folosit poate fi continuu sau alternativ; cel continuu asigura un arc mai stabil si depuneri de calitate mai buna.
Intensitatea curentului folosit este de 200 - 400 A, la o tensiune de 40 - 65 V, iar presiunea gazului este de 0,2 - 0,3 Mpa la o viteza de avans a sarmei de 0,25 - 3 m/min. Productivitatea metalizatorului, in functie de materialul utilizat si de viteza de avans a acestuia, variaza intre 2,5 si 12 kg/h, la o putere consumata de 11,5 - 20 kW.La metalizarea cu pulberi, in afara de argon se pot utiliza si alte gaze, ca: azot, heliu, sau hidrogen in amestec cu alte gaze, fara ca procentul de hidrogen sa depaseasca 10%, pentru a nu produce erodarea ajutajului metalizatorului.In figura 4.16 se reprezinta un metalizator pentru pulberi, care este compus din corpul 1, electrodul inelar 3, electrodul cilindric reglabil 4, discul de reglare a electrodului 5 si circuitul de racire cu camerele 2. Pe corpul aparatului sunt montate racordul 6 pentru conectarea curentului si intrarea apei de racire, racordul 7 pentru conectarea curentului si iesirea apei de racire si racordul 8 pentru admisia gazului inert.Metalizatorul functioneaza pe principiul electrodului neconsumabil, arcul formandu-se in zona 9, intre electrodul inelar (duza) 3 si electrodul reglabil 4, pulberea fiind introdusa in jetul de gaz 10 la o distanta de 6,3 mm fata de capatul duzei, printr-un orificiu plasat corespunzator. In zona 11 este aratata flacara datorata plasmei.
|
|
Fig.4. Schema metalizatorului cu jet de plasma si pulbere.
Straturile depuse cu pulberi sunt mai omogene si au o duritate in limitele 18 -68HRC in functie de compozitia materialului. Se folosesc, in general, materiale dure, care contin carburi de wolfram, cobalt, precum si metale, ca: nichel, crom, siliciu, bohr .si unele
amestecuri ce contin cupru, molibden, cobalt sau oxizi de ceriu, zirconiu etc., temperatura ridicata a plasmei de 7 350 - 20 000 sC, permitind topirea acestora. Aceste pulberi se utilizeaza in amestec cu fondanti in proportii ce se slabilesc prin experimentari. randament de 40-80%. Fata de metalizatorul cu sirma, cel cu pulbere este mai scump si mai putin productiv.
Desi prezinta unele inconveniente, metalizarea cu jet de plasma este avantajoasa mai ales la acoperirea suprafetelor care trebuie sa aiba rezistenta mare la uzura si la recuperarea unor piese scumpe, cum sunt, de pilda, arborii cotiti si arborii cu came.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |