Rotile dintate din oteluri pentru imbunatatire pot fi realizate dupa una din variantele tehnologice prezentate sintetic in tabelul 6.14.
Varianta I este specifica rotilor dintate slab solicitate (folosite la mecanisme actionate manual sau mecanic cu viteze reduse care transmit lin puteri mici, ca de exemplu cricuri si palane manuale) executate din oteluri nealiate (OT500-3, OT550-3, OT600-3) sau slab aliate (T35Mn14, T30SiMn12) turnate. Tratamentul termic este singular si poate fi o recoacere completa sau o normalizare. Urmeaza prelucrarile mecanice care includ si danturarea, daca dantura nu a fost obtinuta prin turnare. Tratamentul termic se aplica pieselor turnate inainte de taierea maselotelor si retelelor.
Varianta II este specifica rotilor dintate cu solicitari reduse in functionare realizate tot din oteluri slab aliate turnate, dar cu proprietati mecanice superioare celor de la varianta anterioara (T40Cr9, T40CrNi12). Tratamentul termic preliminar vizeaza corectarea structurii de turnare si diminuarea tensiunilor interne. El poate consta dintr-o recoacere completa, o normalizare (cu o eventuala revenire inalta) sau o recoacere pentru omogenizare urmata fie de o recoacere completa fie de o normalizare. Dupa indepartarea prin taiere a maselotelor si a retelelor de turnare se aplica tratamentul termic secundar de imbunatatire, iar in continuare se executa prelucrarile mecanice prin aschiere care includ si danturarea.
Nu este recomandabila efectuarea imbunatatirii dupa danturare deoarece otelurile turnate sunt mai sensibile la deformatii si la fisurari in timpul calirii. In plus, duritatea obtinuta si microstructura sorbitica de revenire asigura o buna prelucrabilitate prin aschiere si o buna calitate a suprafetei prelucrate.
Varianta III se aplica rotilor dintate slab solicitate executate din oteluri nealiate laminate la cald (OLC45, OLC50, OLC55). In acest caz, tratamentul termic poate lipsi sau poate fi o normalizare sau o imbunatatire.
Variantele IV si V sunt specifice rotilor dintate mediu solicitate (din componenta reductoarelor care transmit puteri medii sau mari, invariabile sau cu variatie lenta in timp) sau greu solicitate (cutii de viteza ale autovehiculelor si masinilor unelte). Pentru a se asigura o uniformitate cat mai mare a microstructurii si a proprietatilor se recurge la forjarea semifabricatelor fie sub forma unor "turte" cilindrice, fie prin matritare, in functie de forma si dimensiunile pieselor.
|
Tabelul 6.14 Variante tehnologice de executie a rotilor dintate din oteluri pentru imbunatatire |
||||
|
Roti dintate din oteluri turnate |
Roti dintate realizate din bare de oteluri laminate |
|||
|
I |
II |
III |
IV |
V |
|
Turnare semifabricat |
Turnare semifabricat |
Debitare |
Debitare |
Debitare |
|
Tratament termic |
Tratament termic preliminar |
Tratament termic |
Forjare semifabricat |
Forjare semifabricat |
|
Prelucrari mecanice |
Tratament termic secundar |
Prelucrari mecanice |
Tratament termic preliminar |
Tratament termic preliminar |
|
Prelucrari mecanice |
Prelucrari mecanice de degrosare |
Prelucrari mecanice de degrosare |
||
|
Imbunatatire sau calire izoterma |
Prelucrari mecanice de semifinisare |
|||
|
Prelucrari mecanice de semifinisare |
Imbunatatire |
|||
|
Prelucrari mecanice de finisare |
Prelucrari mecanice de finisare |
|||
|
Calire de suprafata + revenire joasa |
Calire de suprafata + revenire joasa sau nitrurare |
|||
Diferentele dintre aceste doua variante tehnologice se refera la succesiunea operatiilor de prelucrare mecanica (inclusiv danturarea) si tratamentul termic de imbunatatire. Daca in urma imbunatatirii se obtin duritati de pana la 250HB (oteluri nealiate) se recomanda ca danturarea sa fie plasata dupa acest tratament termic (varianta IV); in caz contrar, urmare a prelucrabilitatii mai reduse prin aschiere a structurii de imbunatatire cu peste 250HB (oteluri aliate), devine necesara efectuarea prelucrarilor mecanice dupa tratamentul termic preliminar (varianta V).
Mai trebuie avut in vedere faptul ca prin calirea rotii danturate se foloseste mai bine calibilitatea otelului deoarece adancimea de patrundere a calirii este de circa 1,6 m (m - modulul rotii dintate) pe cand la calirea semifabricatelor aceasta trebuie sa patrunda pe o grosime echivalenta cu jumatate din latimea sa in zona de taiere a danturii care este de minimum 3-5 ori mai mare decat grosimea dintelui. De exemplu, la o roata dintata cu m=6mm, grosimea dintelui pe coarda medie este de circa 10mm, pe cand latimea coroanei neprelucrate ajunge la 40-60mm.
Solutia de compromis o constituie efectuarea danturarii de degrosare inainte de imbunatatire si efectuarea celorlalte prelucrari mecanice (inclusiv danturarea de finisare) dupa imbunatatire.
Calirea de suprafata urmata de revenire joasa se aplica intotdeauna ca operatie finala, dupa prelucrarile mecanice de finisare.
Tratamentul termic de imbunatatire consta dintr-o calire martensitica volumica urmata de revenire inalta. Temperatura de incalzire in vederea calirii se stabileste cu relatia:
|
Tinc = Ac3 + (30-50) C |
in care limita inferioara (30 C) este valabila pentru oteluri carbon si roti dintate cu grosime mai mica de 25mm, iar limita superioara (50 C), pentru oteluri aliate si roti dintate cu grosime mare.
Daca punctul critic Ac3 al sarjei considerate nu este cunoscut exact, el poate fi calculat cu relatia:
|
Ac3 = 854 - 180 C - 14 Mn - 18 Ni + 45 Si + 1,7 Cr |
Ea este valabila pentru urmatoarele concentratii ale elementelor din compozitia chimica a otelului: C=0,30-0,60 ; Mn ; Si ; Ni ; Cr ; Mo (molibdenul la continuturi mai mici de 0,5 nu influenteaza).
Duratele de incalzire - mentinere se stabilesc in functie de grosimea maxima a rotii in directia fluxului caloric, ca fiind de ordinul 1,5-2min/1mm din aceasta. In cazul coroanelor dintate, durata totala a incalzirii se determina cu relatia:
|
ttot = (2,5-3) m, min |
in care m este modulul in mm.
De la temperatura de austenitizare, racirea se realizeaza in apa (oteluri nealiate) sau ulei incalzit la minimum 50-60 C (oteluri aliate).
Rezultatele obtinute depind in buna masura si de pozitia de introducere a pieselor in baie precum si de gradul de agitare. Se recomanda ca rotile dintate sa fie introduse in mediul de calire in pozitie verticala (cu coroana danturata inainte, sustinute din gaura interioara). Rotile dintate cu grosimi (diametre) diferite se introduc inclinat cu partea groasa inainte, iar axele danturate, in acelasi mod sau in pozitie verticala.
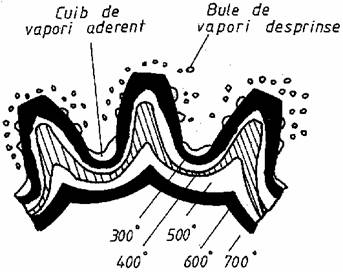
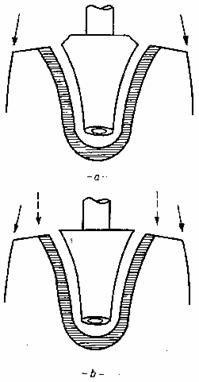
De asemenea, se impune deplasarea cu viteza moderata in sus, in jos si lateral a rotii dintate in mediul de calire. Acest lucru este deosebit de important deoarece golurile dintre dinti reprezinta locuri in care se pot forma usor cuiburi de vapori care reduc viteza de racire chiar in zona racordarii de la baza dintelui (figura 6.19). Aceste cuiburi nu pot fi distruse decat in mod mecanic, prin agitare (dar nici prea violenta, pentru a nu crea vartejuri de aer, care sa impiedice contactul dintre piesa si mediul de calire).
Intrucat aceste oteluri au concentratii in carbon de 0,35-0,50 , la o transformare martensitica aproape completa, volumul pieselor creste cu 0,3-0,5 rezultand abateri dimensionale importante.
|
Figura 6. 19 Variatia temperaturii si formarea cuiburilor de vapori la o roata dintata in cursul racirii pentru calire. |
Din acest motiv, dupa imbunatatire rotile dintate se supun prelucrarilor mecanice de finisare.
Pentru ca deformatiile aparute la calire sa nu depaseasca adaosurile de prelucrare la finisare va trebui ca mediul de racire ales sa asigure in centrul dintelui, pe coarda medie, o viteza de racire apropiata de viteza critica de calire a otelului, respectiv sa nu fie prea mare in raport cu aceasta.
Parametrii tehnologici de baza ai tratamentului termic de revenire se stabilesc in functie de duritatea finala impusa a fi obtinuta, de grosimea produsului si de tipul cuptorului folosit. Astfel, din curbele de variatie a caracteristicilor mecanice in functie de temperatura de revenire se poate determina valoarea optima a acestui parametru tehnologic.
Calculul duratei de mentinere se face in functie de grosimea maxima de incalzire conform cunoscutei reguli "ora si tolul".
Daca grosimea maxima de incalzire este comparabila cu grosimea dintelui, sau mai subtire (de exemplu la coroane dintate), se va avea in vedere grosimea dintelui gd pe coarda mediana. Intrucat aceasta grosime este legata de modulul m prin relatia:
|
|
durata totala minima de revenire, va fi:
|
|
Aceasta durata este valabila pentru otelurile nealiate; in cazul rotilor dintate executate din oteluri aliate, ea va fi majorata cu 25
|
|
Datele de mai sus sunt valabile la efectuarea revenirii in cuptoare electrice sau in cuptoare camera cu gaz. La folosirea cuptoarelor cu bai topite, duratele se vor reduce de circa 2,5 ori.
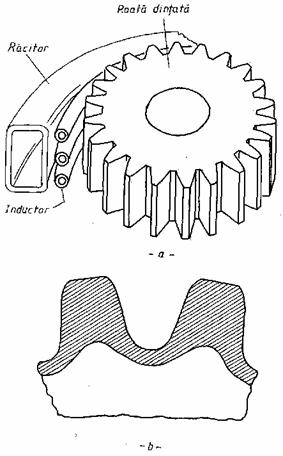
|
Figura 6. 20 Bobina solenoid si inel concentric de calire dispuse in jurul rotii dintate (a); distributia stratului calit (b). |
O atentie deosebita trebuie acordata racirii dupa revenire la otelurile aliate sensibile la fragilitatea reversibila de revenire. Acestea se vor raci obligatoriu in ulei (la module mari chiar in apa). In cazul folosirii apei ca mediu de racire, dupa revenire se va aplica o recoacere pentru detensionare la o temperatura mai mica si in afara intervalului periculos (de regula 400-450 C) cu o mentinere de acelasi ordin ca la revenirea anterioara si racire o data cu cuptorul de tratament.
Tratamentul termic de calire a stratului de suprafata vizeaza cresterea rezistentei la uzare si a durabilitatii la oboseala de contact prin obtinerea unei microstructuri martensitice in strat si imbunatatirea rezistentei la oboseala prin incovoiere, concomitent cu pastrarea unui miez ductil si tenace care sa preia solicitarile dinamice (cu socuri). Totodata, se urmareste obtinerea unei stari de tensiuni remanente de compresiune in zonele de racordare de la baza dintilor.
In cazul productiei de serie mare devine eficienta aplicarea calirii de suprafata cu incalzire prin curenti indusi de inalta frecventa.
Rotile dintate cu module mici (m 6mm) vor fi incalzite cu ajutorul unui inductor inelar care are o latime ceva mai mare decat cea a danturii (figura 6.20).
Intrucat distanta dintre inductor si capul dintelui este diferita de cea dintre inductor si baza dintelui, acesta nu se va incalzi uniform. Eliminarea acestui neajuns este posibila prin:
aplicarea metodei de calire cu doua frecvente;
utilizarea de oteluri cu calibilitate redusa.
Calirea cu doua frecvente presupune realizarea unei preincalziri a rotii dintate la 600-700 C in inductorul inelar alimentat de la un generator rotativ de frecventa medie (8000Hz), timp de 5-20s si cu o putere specifica redusa (sub 1kW/cm2), dupa care se trece la incalzirea finala in acelasi inductor (sau altul identic) alimentat de la un generator electronic de inalta frecventa (300.000-450.000Hz), timp de numai 1-2s, cu puteri specifice de 1-2kW/cm2. Pentru omogenizarea temperaturii in masa danturii se recomanda ca intre cele doua faze ale incalzirii sa se faca o pauza de 2-4s. Este evident ca la folosirea frecventei medii se incalzeste mai mult racordarea si mai putin dintele, in timp ce frecventa inalta asigura o incalzire de contur, inclusiv racordarea.
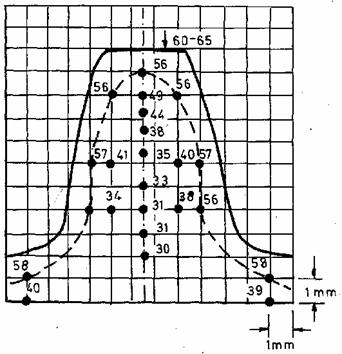
|
Figura 6. 21 Distributia duritatii pe sectiunea unui dinte dintr-un otel cu calibilitate redusa. |
In cazul utilizarii unor oteluri cu calibilitate redusa (diametrul critic real la calirea in apa nu depaseste 8-12mm) se va realiza incalzirea globala a danturii (inclusiv racordarea) folosind puteri specifice mici (0,05-0,20kW/cm2) si durate de incalzire mai mari (20-100s); urmeaza racirea cu jet de apa sub presiune care va conduce la obtinerea unui strat calit cu adancime uniforma (figura 6.21).
|
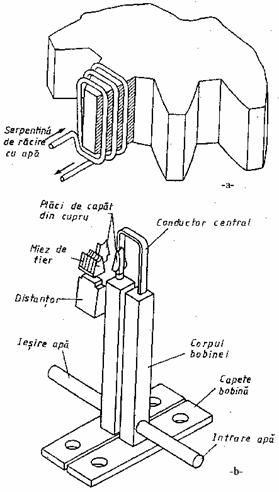
Figura 6. 22 Calirea de suprafata prin inductie a rotilor dintate cu module mari: a - varianta calirii flancurilor aceluiasi dinte; b - varianta calirii flancurilor a doi dinti invecinati. |
Rotile dintate cu module mai mari (m>6mm) nu mai necesita incalzirea obligatorie in inductorul inelar deoarece golul dintre dinti permite amplasarea unui inductor, care ori imbraca dintele pe ambele flancuri (figura 6.22 a), ori ocupa spatiul (golul) dintre doi dinti (figura 6.22 b). In primul caz inductorul incalzeste simultan flancurile aceluiasi dinte, iar in cel de-al doilea caz flancurile a doi dinti vecini.
Pe o parte a bobinei exista doua placi din cupru si un miez de fier. Acesta este necesar pentru a invinge efectele de capat in timpul incalzirii rotilor cu grosime mare la care bobina baleiaza racordarea dintilor in directia grosimii. Daca se doreste durificarea prin calire doar a flancului si a racordarii dintelui se va utiliza o bobina inductor ale carei colturi exterioare sunt tesite (figura 6.23 a). In absenta acestor tesituri se pretinde ca varful dintelui va fi bine incalzit, desi uneori incalzirea este foarte neuniforma. Ca solutii alternative se recurge fie la utilizarea unor dusuri auxiliare de racire cu apa pentru reglarea vitezei de racire la varful dintelui (figura 6.23 b), fie la scurtarea bobinei inductor.
In ambele schite din figura 6.23, sagetile indica directia preferata a dusului de racire cu apa.
Dupa efectuarea calirii de suprafata prin inductie rotile dintate se supun unei reveniri joase cu scop de detensionare, executata la 160-220 C, cu durate de 1-2h.
|
Figura 6. 23 Inductor cu colturi tesite (a) sau cu colturi ascutite dar cu dus suplimentar de racire. |
In unele instalatii se poate proceda si la calire cu autorevenire. In acest scop, se intrerupe faza de racire atunci cand miezul este inca suficient de cald pentru a produce revenirea stratului calit.
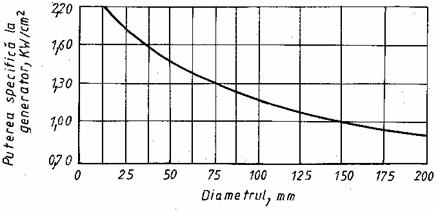
Adancimea stratului calit este data de fapt de adancimea pe care piesa se incalzeste pana la temperaturi superioare punctului critic Ac3 al otelului, respectiv adancimea pe care se obtine microstructura austenitica la incalzire si martensitica in urma racirii rapide. Aceasta adancime nu depinde numai de frecventa folosita ci si de durata incalzirii precum si de puterea electrica a sursei de curent de inalta frecventa luata in considerare prin puterea specifica, p0, masurata in kW/cm2 de suprafata incalzita simultan de inductor. Adancimea de calire este direct proportionala cu durata de incalzire si invers proportionala cu puterea specifica.
|
Figura 6. 24 Alegerea puterii specifice minime necesare la intrarea in generator functie de diametru. |
Din figura 6.24 se pot alege valorile puterii specifice minime care sa permita concentrarea rapida a caldurii in stratul de suprafata al piesei; in caz contrar, straturile interioare se vor incalzi prin conductibilitate (mai ales ca straturile reci, aflate sub punctul Curie, se incalzesc mai repede sub actiunea curentului indus) si maresc adancimea de calire. Cel mai rational este sa se lucreze cu puteri specifice medii (socotite ca optime pentru anumite frecvente) si sa se regleze adancimea stratului calit prin durata incalzirii.
Intrucat exista posibilitatea de reglare a adancimii de calire prin variatia mai multor parametrii, frecventa nu este un factor critic, ea putand varia in limite destul de largi.
Pentru roti dintate, frecventa optima poate fi stabilita in functie de modul cu ajutorul relatiei:
|
|
Se pot insa obtine rezultate corespunzatoare la orice valori cuprinse in limitele:
|
|
Din tabelul 6.15 se pot selecta valorile puterii specifice.
|
Tabelul 6.15 Valorile puterii specifice recomandate la calirea de suprafata prin inductie |
||||
|
Frecventa, Hz |
Adancimea stratului calit, mm |
Puterea specifica la generator, kW/cm2 |
||
|
minima |
optima |
maxima |
||
|
(generator electronic) | ||||
|
(generator rotativ) | ||||
|
(generator rotativ) | ||||
Puterea specifica minima se utilizeaza pentru piese mari, iar cea maxima este recomandabila pentru productivitati mari, atunci cand generatorul are o putere disponibila care permite acest lucru.
In cazul productiei de serie mica este eficienta utilizarea metodei de calire cu flacara oxi-gaz. Adancimea stratului calit se regleaza prin distanta dintre arzator si piesa, durata de incalzire, debitul de acetilena si raportul oxigen/acetilena. Rotile dintate cu module mici si mijlocii se supun calirii simultane, iar cele cu module mari, calirii succesive a dintilor, fiecare dinte fiind calit progresiv.
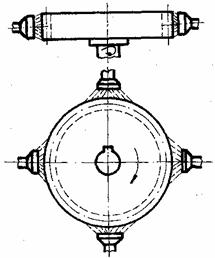
In figura 6.25 este prezentata schematic calirea simultana a unei roti dintate de modul mediu executata din otel OLC50.
Sistemul de incalzire este format din patru arzatoare montate simetric si centrate fata de gaura interioara a rotii. Distanta dintre arzatoare si diametrul exterior al rotii este de 8mm. Fiecare arzator este prevazut cu 120 gauri de 0,7mm practicate in 10 segmente mobile. Roata se monteaza pe un ax si executa o miscare de rotatie in jurul axei proprii cu n=140rot/min. Durata de incalzire este de 9s la urmatorii parametrii ai amestecului oxi-gaz: oxigen (presiune 5,6atm, debit 53dm3/piesa), gaz (presiune 1,3atm, debit 17dm3/piesa). Dupa austenitizarea stratului de suprafata, roata este cufundata imediat intr-un bazin de calire cu ulei incalzit la circa 50 C (durata racirii este de 30s). In acest fel se obtine o adancime de strat calit de circa 0,9mm in zona de racordare si o duritate minima de 52HRC. Cresterea adancimii de strat calit este posibila prin micsorarea distantei dintre arzator si piesa (obisnuit 8-12mm), a vitezei de deplasare a arzatorului, precum si prin reducerea debitului de gaz.
|
Figura 6. 25 Calirea simultana cu flacara oxi-gaz. |
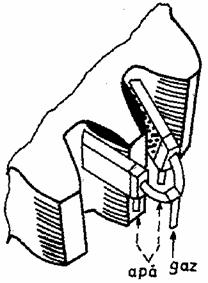
Rotile dintate cu module mari (m=12-30mm) pot fi durificate la suprafata prin metoda calirii "dinte cu dinte", fiecare dinte fiind calit progresiv (figura 6.26).
|
Figura 6. 26 Calirea de suprafata 'dinte cu dinte' a rotilor dintate cu module mari. |
Parametrii de baza ai operatiei de tratament termic se determina printr-un calcul aproximativ in care se stabilesc numarul si dimensiunile orificiilor arzatorului, diametrul orificiilor de dozare a oxigenului si acetilenei precum si presiunile de lucru ale oxigenului si acetilenei.
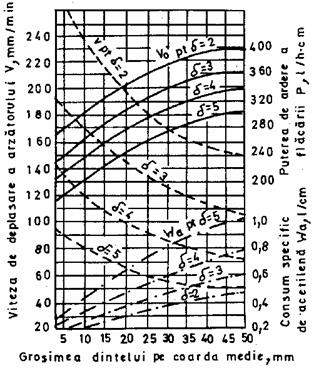
Pornind de la adancimea optima de calire a stratului, d si de la grosimea dintelui pe coarda medie (g=1,6 m) din figura 6.27 se stabileste viteza de deplasare a arzatorului, v si puterea de ardere a flacarii P si consumul specific de acetilena Wa.
Consumul de acetilena VA se determina cu relatia:
|
|
in care L reprezinta latimea zonei calite.
Consumul de oxigen se ia:
|
|
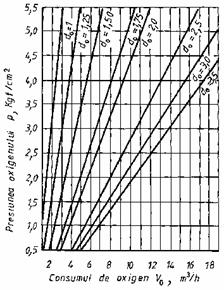
In functie de puterea de ardere a flacarii se determina diametrul si numarul orificiilor arzatorului (tabelul 6.16), diametrul injectorului de oxigen (tabelul 6.17) si presiunea oxigenului (figura 6.28).
|
Tabelul 6.16 Diametrul si numarul orificiilor capului de ardere |
||
|
Puterea de ardere a flacarii, P, l/h cm |
Diametrul orificiului d, mm |
Numarul de orificii, n |
|
|
||
|
|
||
|
|
||
|
|
||
|
|
||
|
Figura 6. 27 Nomograma pentru alegerea vitezei de deplasare a arzatorului, a puterii de ardere, a flacarii si a consumului specific de acetilena. |
|
Tabelul 6.17 Diametrul injectorului de oxigen |
|||||
|
Consumul de oxigen Vo, l/h | |||||
|
Diametrul injectorului d0, mm | |||||
|
Figura 6. 28 Nomograma pentru alegerea diametrului orificiului de dozare a presiunii oxigenului. |
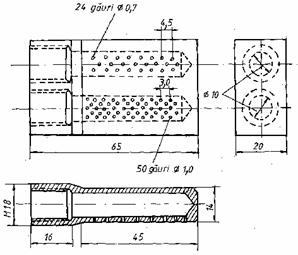
Capul de calire format din arzator si dusul de racire cu apa are forma din figura 6.29.
La proiectare se va tine seama de faptul ca orificiile de apa trebuie sa fie mai numeroase si putin mai largi, iar distanta dintre axele arzatorului si dusului de apa trebuie sa fie de circa 15mm.
Datele obtinute din calcul trebuie verificate experimental pe roti dintate pentru definitivarea parametrilor de lucru.
|
Figura 6. 29 Cap de calire cu flacara pentru roti dintate cu m=20. |
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |