Arborii se pot defini ca fiind bare folosite pentru sustinerea pieselor aflate in miscare de rotatie sau pentru transmiterea puterii. Cu toate ca o asemenea definitie este perfect adevarata pentru majoritatea cazurilor, din punct de vedere ingineresc ramane totusi o simplificare. Numerosi arbori indeplinesc ambele functii amintite si ei se clasifica in doua grupe mari:
arbori care nu executa miscare de rotatie sau nu transmit cuplu motor si de aceea se supun doar sarcinilor de incovoiere;
arbori aflati in miscare de rotatie si supusi unor tensiuni de incovoiere si torsiune; ei au o configuratie mai complexa si contin gauri, flanse, canale de pana sau caneluri.
Faptul ca un arbore executa sau nu o miscare de rotatie nu il exclude de la incarcari ciclice si fenomene de oboseala. Foarte putini arbori cedeaza in exploatare ca urmare a depasirii limitei de curgere prin tractiune statica si aproape intotdeauna cedarile sunt datorate oboselii de lunga durata.
Arborii tratati termic se executa prin una din urmatoarele metode:
Tipul I. Utilizarea unui semifabricat predurificat la o duritate care sa permita prelucrarile mecanice prin aschiere si rectificarea la cote finale.
Tipul II. La fel ca tipul I, cu particularitatea ca dupa prelucrarile prin aschiere se aplica selectiv sablarea cu alice, laminarea la rece, nitrurarea sau calirea de suprafata (de regula prin inductie).
Tipul III. Selectia unui semifabricat laminat la cald sau forjat care va fi supus prelucrarilor prin aschiere, apoi calirii de suprafata prin inductie pe intreaga zona exterioara a piesei si in final operatiei de rectificare.
Tipul IV. Selectia unui semifabricat laminat la cald sau forjat care va fi prelucrat prin aschiere, apoi tratat prin calire in matrita cu role, urmata de revenire joasa, in final o rectificare a fusurilor pe care se monteaza lagare.
Tipul V. Selectia unui semifabricat laminat la cald sau forjat care va fi supus prelucrarilor mecanice prin aschiere, apoi tratamentelor de carburare (carbonitrurare), calire si revenire, iar in final o rectificare la cote finale.
Primul pas in selectia otelului este asigurarea cerintelor minime ingineresti privind limita de curgere pentru a rezista solicitarilor de torsiune sau incovoiere. De asemenea trebuie cunoscute cerintele de oboseala de scurta si lunga durata care sa defineasca valorile limitei de oboseala si tenacitatii. Proiectantul va trebui sa cunoasca sau sa estimeze cerintele de viata ale arborelui in cazul ciclurilor de tensiuni normale sau a unor varfuri de tensiuni accidentale.
|
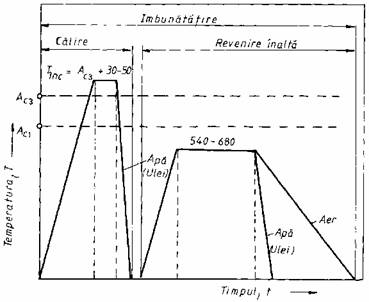
Figura Ciclograma tratamentului termic de imbunatatire. |
De regula, semifabricatele din otel pentru arbori se obtin fie prin metoda forjarii libere sau in matrita, fie prin laminare la cald. Tratamentul termic preliminar aplicat acestor semifabricate consta dintr-o recoacere completa (oteluri aliate), o normalizare (oteluri nealiate) sau o normalizare urmata de revenire inalta. In urma prelucrarilor mecanice de degrosare se realizeaza tratamentul termic secundar de imbunatatire (figura 1) in vederea obtinerii unei structuri sorbitice de revenire.
Pentru austenitizare, arborii suspendati in pozitie verticala sau asezati in pozitie orizontala pe niste suporti speciali, sunt incalziti la o temperatura superioara lui Ac3 si mentinuti o anumita perioada de timp. La arborii cu configuratie geometrica mai complexa se recomanda aplicarea unei preincalziri la 600-650 C care sa limiteze deformatiile de tratament. De la temperatura de austenitizare arborii sunt raciti in aceeasi pozitie, prin imersare intr-un bazin cu apa (otelurile nealiate) sau ulei mineral avand temperatura de 40-60 C (oteluri aliate).
Ulterior, se efectueaza revenirea inalta la temperatura inferioara punctului critic Ac1 cu mentinerea arborilor in aceeasi pozitie (suspendati vertical sau asezati orizontal pe suporti) racirea avand loc in aer (majoritatea cazurilor) respectiv in apa sau ulei daca otelul este sensibil la fragilitatea reversibila de revenire.
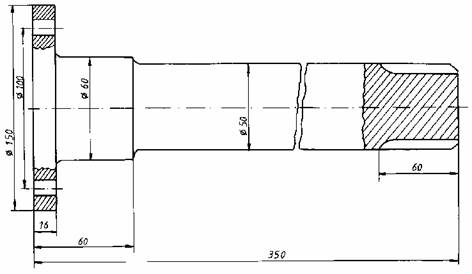
In figura 2 se arata un exemplu de arbore de acest tip. Presupunem ca in conditiile aprecierii corecte a factorilor de concentrare a tensiunii, la un diametru de 50mm rezistenta mecanica necesara este de 680N/mm2. In conditiile unei tensiuni ciclice complet reversibile de 310N/mm2, durata de viata impusa este de 106 cicluri. Pentru conditii severe de solicitare, respectiv o tensiune de varf de 620N/mm2 (Dep 0,004) durata de viata a piesei este de 103 cicluri. Se cere sa se stabileasca materialul optim si tratamentul termic necesar.
|
Figura Forma si dimensiunile arborelui considerat. |
Din figura 3.1 (capitolul 3) se poate observa ca pentru atingerea unei limite de curgere de 680N/mm2 este necesara obtinerea unei duritati de 27HRC dupa tratamentul final de revenire. Aceasta va conferi o rezistenta la rupere de 800N/mm2 care este foarte potrivita pentru indeplinirea cerintelor de oboseala prin incovoiere (lunga durata) de 310N/mm2. Pentru evaluarea rezistentei la oboseala de scurta durata se impune cunoasterea gatuirii la rupere care intra in ecuatia 3.3 discutata la capitolul 3.
|
|
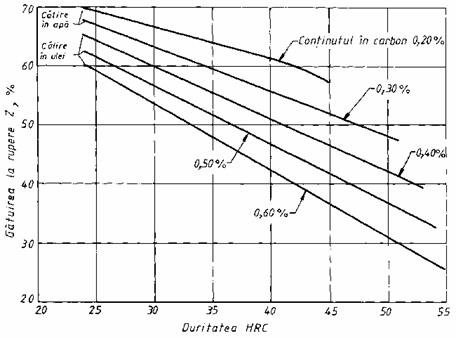
Relatiile aproximative dintre duritate si gatuire la rupere pentru otelurile aliate sunt aratate in figura 3.
Presupunand ca piesa este calita in ulei, conform
acestei figuri, se va putea folosi un otel aliat cu 0,4%C. Pentru
duritati de 27-33HRC se poate obtine o gatuire la rupere de 56%.
Aceasta asigura o durata de viata de aproximativ 26.000
cicluri la 620N/mm2, depasindu-se semnificativ
cerinta de 103 cicluri. O analiza mai riguroasa
include consideratii asupra corelatiei tensiune ciclica -
deformatie si degradarea datorata oboselii cumulative la
doua nivele de tensiune; totusi, in aceasta etapa ele nu
sunt necesare. Pentru indeplinirea cerintelor de oboseala
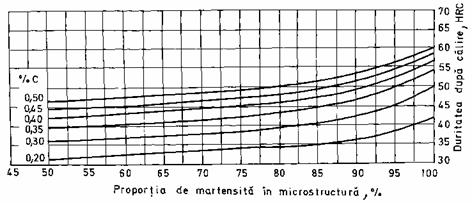
mentionate va trebui asigurata o microstructura de cel
putin 90% martensita care sa se extinda de la
suprafata pana la ![]() . Pentru un otel cu 0,4%C, din figura 4 rezulta
ca in urma calirii se va obtine o duritate de cel putin
48HRC (de preferat 50HRC). La un diametru echivalent de 55mm (semifabricat
forjat) calit in ulei, din figura 3.5 (capitolul 3) se obtin valorile
lungimilor de la capatul calit pentru suprafata si
. Pentru un otel cu 0,4%C, din figura 4 rezulta
ca in urma calirii se va obtine o duritate de cel putin
48HRC (de preferat 50HRC). La un diametru echivalent de 55mm (semifabricat
forjat) calit in ulei, din figura 3.5 (capitolul 3) se obtin valorile
lungimilor de la capatul calit pentru suprafata si ![]() : l8=8mm, l3/4R=12,8mm. Examinand
benzile de calibilitate ale otelurilor aliate cu circa 0,40%C (Anexa
A) conform schemei din figura 3.7 se deduce ca otelul 40CrNi12 tratat
termic prin imbunatatire va constitui materialul optim.
: l8=8mm, l3/4R=12,8mm. Examinand
benzile de calibilitate ale otelurilor aliate cu circa 0,40%C (Anexa
A) conform schemei din figura 3.7 se deduce ca otelul 40CrNi12 tratat
termic prin imbunatatire va constitui materialul optim.
|
Figura Legatura dintre duritate si gatuire la rupere pentru otelurile aliate tratate termic. |
|
|
Pentru numeroase aplicatii, arborii de tipul I au performante satisfacatoare. Totusi, echipamentul tehnologic de executie introduce tolerante dimensionale care se insumeaza si pot avea ca rezultat nealinieri si tensiuni asociate proceselor de prelucrare de valori superioare celor de referinta. De asemenea, utilizatorii pot uneori supraincarca si deci solicita suplimentar utilajele in componenta carora intra arbori. O alta sursa de dificultati este data de omiterea recunoasterii sarcinilor inertiale; de exemplu, arborele de pendulare al unui excavator hidraulic poate fi supus unor momente mai mari in cursul unor operatii de excavare decat in timpul desfasurarii balansului cu puterea motorului.
Daca examinarile micrografice si microfractografice ale unui arbore avariat arata ca materialul si tratamentul termic au fost cele recomandate, va fi important sa rezistam tentatiei de a-l face 'mai dur' fara o investigatie adecvata. Identificarea modului in care s-a produs avaria este extrem de importanta, deoarece aceasta a fost cauzata de tensiunile de scurta durata, fiind necesara o ductilitate suplimentara, iar selectia unui alt otel ar putea permite chiar o reducere usoara a duritatii. Daca se produce o cedare prin oboseala de lunga durata, ar putea fi potrivita schimbarea duritatii la o valoare mai ridicata. In acest caz, schimbarea materialului si a duritatii va prelungi doar in mica masura durata de viata. De cele mai multe ori, solutionarea problemei va fi posibila prin aplicarea uneia din urmatoarele tehnologii:
a) Sablarea cu alice
b) Nitrurarea
c) Calirea de suprafata prin inductie
d) Laminarea suprafetei
Sablarea cu alice ofera urmatoarele avantaje:
nu presupune schimbarea materialului;
efectul sau se obtine pe intreaga suprafata a piesei (cu exceptia zonelor in care se impune efectuarea unei rectificari dupa sablare);
pretul de cost al operatiei este scazut.
Ca dezavantaj se mentioneaza faptul ca suprafetele rectificate si neprotejate corespunzator pot deveni sediul unor avarii dupa prelucrarea cu alice. Dimensiunea optima a alicelor ca si intensitatea de lovire depind de configuratia si duritatea piesei. La piesele executate din oteluri pentru imbunatatire adancimea stratului afectat variaza intre 0,1 si 0,75 mm, functie de duritatea piesei, dimensiunea particulelor si intensitatea socului. Nu este permisa indreptarea piesei sablate deoarece se indeparteaza tensiunile de compresiune induse in stratul de suprafata. Daca totusi piesele se deformeaza excesiv in urma sablarii se recomanda aplicarea selectiva a acestei operatii, numai in zonele cu concentratii mari de tensiuni.
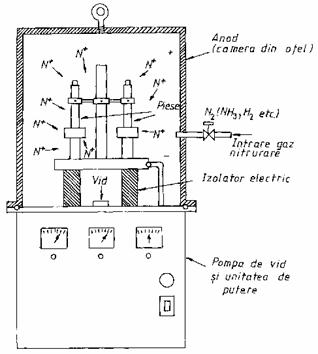
Nitrurarea constituie o modalitate eficienta de crestere a rezistentei la oboseala de lunga durata. Frecvent, nitrurarea arborilor se executa in gaz sau in plasma. In figura 5 este redata schema unei instalatii de nitrurare in plasma (ionica). Arborii se conecteaza la electrodul negativ (catod), iar camera de incalzire constituie anodul.
|
Figura Schema unei instalatii de nitrurare ionica a arborilor. |
Metoda este o combinatie intre tehnologia de acoperire in vid si cea de tratament termic. Daca intre doi electrozi aflati in vid se stabileste o tensiune inalta si se introduce o cantitate mica de gaz, se va crea o stare de plasma. Plasma consta din ioni de gaz introdus in vid si din electroni. Ionii sunt accelerati datorita potentialului dintre electrozi si vor bombarda catodul (arborele) aducandu-l la temperatura de nitrurare. Durata de timp necesara obtinerii unei grosimi de strat similara nitrurarii in mediu gazos variaza intre 15 minute si 30 ore. Alaturi de reducerea de circa 2 ori a duratei procesului, un alt mare avantaj al nitrurarii ionice consta in micsorarea tendintei de formare a stratului 'alb'.
Cercetarile au aratat ca aceasta tehnologie provoaca o crestere cu 40-100% a rezistentei la oboseala prin incovoiere a arborilor motori ai locomotivelor Diesel. De asemenea, rezistenta la oboseala de lunga durata este influentata favorabil de cresterea adancimii de strat si a duritatii miezului; de exemplu, la un arbore cu diametrul de 1000mm, obtinerea unei grosimi de strat nitrurat de peste 0,50mm asigura o rezistenta maxima la oboseala.
Aplicarea nitrurarii pentru imbunatatirea rezistentei la oboseala de lunga durata are urmatoarele avantaje:
a) In general piesa poate fi prelucrata la cote finale prin operatii de aschiere inainte de tratamentul termochimic, cu exceptia unei eventuale lustruiri usoare a suprafetelor de fixare a lagarelor cu scopul indepartarii stratului alb (zonei de combinatii) care are o grosime de 0,002..0,0075mm.
b) Operatia de nitrurare este eficace pe intreaga suprafata a arborelui, inclusiv in interiorul gaurilor de ungere si a canalelor de pana si canelurilor.
c) Tensiunile reziduale de compresiune induse prin acest tratament se pastreaza si in cursul exploatarii arborelui la temperaturi specifice revenirii.
Dezavantajele nitrurarii sunt legate de costul ridicat si de disponibilitatea limitata. Tratamentul termic de imbunatatire aplicat inainte de nitrurare trebuie sa evite aparitia decarburarii si sa asigure o structura sorbitica de revenire. Daca adaosul de prelucrare prin aschiere are valori mari, se recomanda ca intre operatiile de degrosare si cele de finisare sa se prevada o recoacere pentru detensionare la o temperatura de cel putin 530 C pentru minimizarea deformatiilor datorate tensiunilor de lucru.
|
Figura Variante tehnologice ale calirii simultane cu incalzire prin curenti indusi de inalta frecventa. |
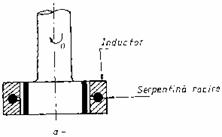
Calirea de suprafata prin inductie aplicata local in portiunile critice ale arborelui permite cresterea rezistentei la oboseala de lunga durata. Ea presupune incalzirea si racirea simultana a intregii suprafete de durificat. Pentru uniformizarea temperaturii in stratul incalzit si pentru inlaturarea efectului unei eventuale montari excentrice a inductorului, se imprima arborelui o miscare de rotatie cu 50200 rot/min (figura 6). Dupa austenitizare, stratul de suprafata este racit cu apa sau emulsie dupa una din urmatoarele trei variante:
piesa este imersata intr-un bazin care contine lichidul de racire (figura 6a);
in instalatii robotizate, doar portiunile incalzite ale arborelui sunt trecute automat intr-un dus special de racire (figura 6b);
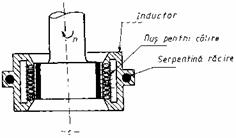
inductorul este in constructie monobloc cu racitorul (figura 6c); la sfarsitul austenitizarii se va intrerupe curentul de alimentare si prin orificiile practicate in inductor tasneste lichidul de racire sub o presiune de 2 4atm.
Precautiile principale care trebuie avute in vedere sunt:
a) Continutul in carbon al otelului trebuie sa fie cat mai scazut (de preferat maxim 0,35%) pentru a se micsora tendinta de fisurare la calire.
b) Viteza de incalzire va fi cat mai mica posibil pentru a se maximiza uniformitatea si pentru a preveni supraincalzirea colturilor ascutite.
c) In cazurile extreme se va efectua racirea in medii mai putin energice (5% ulei solubil) care sa evite fisurarea la calire dar sa permita totusi obtinerea unei microstructuri martensitice.
d) Pentru a depista eventualele fisuri de calire, se impune un control cu particule magnetice.
Daca tratamentul de calire prin inductie vizeaza imbunatatirea locala a rezistentei la oboseala de lunga durata, va trebui sa se aiba in vedere ca adancimile de calire mai mici de 1,90mm sunt insotite de tensiuni reziduale de intindere care sunt defavorabile scopului urmarit. Pentru dezvoltarea unor tensiuni de compresiune sunt necesare adancimi ale stratului calit de peste 2,6mm. Intr-un otel cu 0,40%C duritatea necesara pentru obtinerea unei valori optime a rezistentei la oboseala de lunga durata este de 40HRC; la un otel cu 0,60%C, rezistenta maxima la oboseala apare la aproximativ 50HRC. In multe cazuri este recomandabil sa se utilizeze duritati mai mari decat cele optime teoretice, pentru a evita reducerea nivelului si a distributiei tensiunilor reziduale de compresiune in cursul tratamentului de revenire.
Totodata, incalzirea prin inductie poate fi folosita pentru cresterea rezistentei la oboseala de scurta durata in zonele critice prin conferirea unei microstructuri superioare la calire si prin obtinerea unei tenacitati crescute dupa revenire. Aceasta tehnica este utila la arborii cu un diametru de peste 100mm cand tratamentul termic anterior nu a asigurat o microstructura potrivita care sa conduca la o tenacitate maxima.
Laminarea de suprafata constituie o metoda eficienta si ieftina de imbunatatire a rezistentei la oboseala de lunga durata in special la portiunile cu racordari. Daca se necesita o rezistenta la oboseala mai ridicata in portiunile cu raza de racordare, se recomanda ca dupa tratamentul termic de imbunatatire, racordarea sa fie executata prin rulare la rece; in acest mod se obtin cele mai bune proprietati de oboseala .
Proiectarea rolelor, presiunile aplicate si anumite detalii cum ar fi cerintele de finisare a suprafetei inainte de laminare, constituie o stiinta de inalta specializare si producatorii de asemenea echipamente vor fi consultati pentru fiecare aplicatie specifica.
Acest tip de arbori sunt specifici industriei de autovehicule pentru transportul pasagerilor. Ei se supun caliri prin inductie pe intreaga suprafata si cu cat diametrul lor este mai mare cu atat adancimea necesara a stratului durificat va fi mai mare.
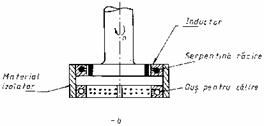
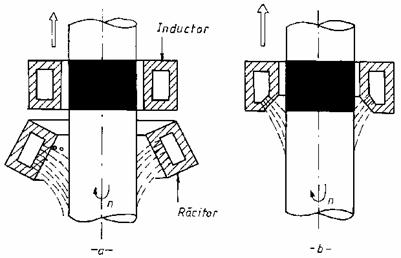
De obicei piesa este prinsa intre varfuri si executa o miscare de rotatie in jurul axei proprii (200500rot/min) iar cuplul inductor-racitor se deplaseaza in directie axiala cu o viteaza de 230mm/s (figura 7). Pentru adancimi ale stratului calit, d=15mm, viteza minima de deplasare relativa intre inductor si arbore variaza intre 2 si 30mm/s, putand fi apreciata cu relatia:
|
Figura Calirea succesiva prin inductie: a - varianta racirii cu dus separat; b - varianta racirii prin inductor. |
|
|
Racirea stratului austenitizat in vederea calirii martensitice se face cu ajutorul unui dus de apa sau emulsie care este trimis sub presiune prin inductor sub un unghi de 30-45 fata de axa piesei. Racitorul poate fi situat in urma inductorului (figura 7a) sau poate face corp comun cu acesta (figura 7b).
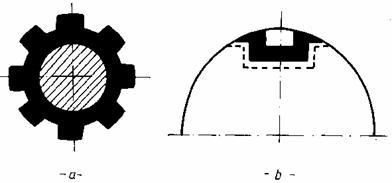
La arborii prevazuti cu canale de pana sau cu caneluri, forma inductoarelor si parametrii tehnologici de tratament termic se vor stabili astfel incat stratul calit sa aiba o adancime de 2-3mm si o dispunere ca in figura 8.
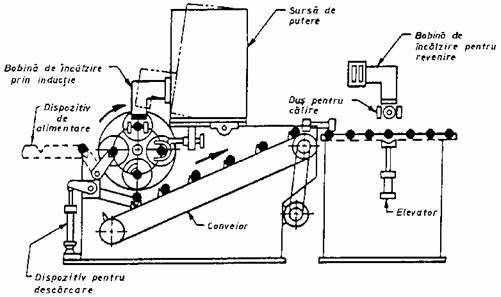
In figura 9 s-a prezentat schema unei instalatii automatizate pentru tratamentul complet de calire de suprafata urmata de revenire joasa (160-220 C) aplicat arborilor.
|
Figura Dispunerea stratului calit prin curenti indusi de inalta frecventa: a - arbore cu caneluri; b - arbore cu canal de pana. |
Uneori, arborii cu diametre mari se supun autorevenirii; in acest caz, racirea arborelui calit nu va fi completa, ramanand o anumita cantitate de caldura care va ridica temperatura stratului de suprafata pana la valorile specifice revenirii joase.
|
Figura Echipament pentru tratamentul termic al arborilor. |
Selectia otelului optim are in vedere ca nivelul limitei de curgere pe sectiunea piesei sa depaseasca tensiunile de lucru, in orice punct, iar duritatea si microstructura trebuie sa confere limita de oboseala prescrisa. Suplimentar, se vor lua in considerare urmatoarele elemente:
a) De obicei se recurge la raciri bruste; de aceea otelurile carbon pot fi selectate pentru arbori al caror diametru nu depaseste 50mm, iar otelurile aliate C-Mn sau C-Mn-B sunt potrivite pana la un diametru de aproximativ 75mm.
b) Data fiind viteza mare de racire, uniformitatea racirii este aproape imposibila si pentru evitarea fisurarii se recomanda selectia otelurilor cu sub 0,38%C.
c) Calibilitatea otelurilor carbon poate varia in limite largi datorita prezentei elementelor reziduale in compozitia chimica. De aceea, pentru obtinerea unei rezistente adecvate in substratul de la suprafata se necesita controlul adancimii de patrundere a calirii.
d) Incalzirea rapida a suprafetei arborelui prin curenti indusi de inalta frecventa poate provoca fisurarea materialului in prezenta unor defecte superficiale si a unor incluziuni; de aceea existenta acestora trebuie minimizata.
e) Intrucat viteza de incalzire este ridicata, respectiv durata incalzirii este scurta, anumite oteluri aliate nu vor fi austenitizate corect si deci durificarea prin calire va fi insuficienta.
Obisnuit, arborii de acest tip nu sunt supusi la incarcari apropiate de limita de curgere a materialului. Cu alte cuvinte, ei sunt utilizati pentru aplicatii la care cerinta inginereasca majora este rezistenta la oboseala de lunga durata. De aceea si din ratiuni de tensiuni reziduale, de cele mai multe ori duritatea finala ramane ridicata. In acest fel se justifica faptul ca in urma calirii de suprafata arborii se supun unei reveniri joase la 160-220 C, iar rezistenta la incovoiere si torsiune statica este aproximativ echivalenta cu rezistenta in stare calita.
Pentru arbori cu un diametru mai mare de 75mm se aleg aproape intotdeauna oteluri aliate. Daca elementele de aliere majoritare sunt formatoare de carburi apare riscul unei caliri neuniforme prin inductie. Acesta este motivul pentru care se prefera oteluri aliate cu Mn, B, Ni iar continutul in Cr sa fie limitat la 0,90%. Gradul de puritate va fi cat mai ridicat, de aceea otelurile dezoxidate complet si degazate in vid creaza premizele unei bune rezistente la oboseala.
Atunci cand sunt bine executati, acest tip de arbori ofera cea mai buna capacitate de a suporta sarcinile din functionare. Prin realizarea austenitizarii la o temperatura superioara a lui Ac3 urmata de o racire brusca intr-o matrita cu role folosind ca mediu de calire apa, apa cu sare sau apa cu polimeri se obtine o grosime de strat calit de 2,5-5,0mm pe intreaga suprafata a piesei. Aceasta tehnologie de tratament are ca rezultat un nivel maxim al tensiunilor reziduale de compresiune in stratul de suprafata. Cercetarile au aratat ca peste 50% din aceste tensiuni sunt create de efectele termice din timpul racirii si ca pot fi folosite oteluri cu un continut redus in carbon, de pana la 0,30%. Chiar in stare calita la 50HRC otelul cu 0,30%C are o excelenta ductlilitate impusa de rezistenta la oboseala de scurta durata. De aceea, dupa calirea martensitica a stratului de suprafata este suficienta o temperatura de revenire de 160-250 C. Inainte de tratamentul termic secundar arborii sunt prelucrati la cote finale, cu exceptia operatiilor de rectificare a diametrelor pe care se monteaza lagarele. In consecinta, fenomenele de decarburare a suprafetei trebuie sa fie absente, deoarece afecteaza atat nivelul tensiunilor de compresiune cat si duritatea finala cu consecinte asupra scaderii rezistentei la oboseala de lunga durata. Prescriptiile suplimentare care se au in vedere la selectia marcii de otel sunt:
a) Arborii cu forme complexe care contin canale de pana, caneluri si gauri de ungere se vor executa din oteluri cu 0,30-0,35%C.
b) Daca variatiile de diametru nu depasesc raportul 1,5:1, continutul in carbon poate fi marit la 0,40%.
c) Osiile pentru vagoane si camioane care au fost tratate termic in matrita cu role folosind ca mediu de racire solutia de 5% soda caustica, pot fi realizate din oteluri cu 0,45%C.
d) Obisnuit, pentru arborii cu diametrul maxim de 50mm se vor folosi otelurile carbon.
e) Se vor prefera otelurile cu un continut minim in elemente de aliere reziduale si se va face controlul calibilitatii fiecarei sarje.
f) Pentru arborii cu diametru cuprins intre 50 si 100mm se recomanda otelurile C-Mn sau C-Mn-B, iar pentru cei cu diametre mai mari se va opta pentru otelurile aliate care prezinta o scadere brusca a duritatii pe curba de calibilitate; in acest fel se va evita aparitia unei caliri patrunse care ar reduce nivelul tensiunilor de compresiune.
g) Revenirea se va efectua la o temperatura cat mai coborata posibil pentru a preveni indepartarea excesiva a tensiunilor reziduale, iar operatia de indreptare trebuie evitata, in special daca apar fenomene de curgere intr-o sectiune critica; curgerea va indeparta tensiunile de compresiune induse prin tratamentul termic.
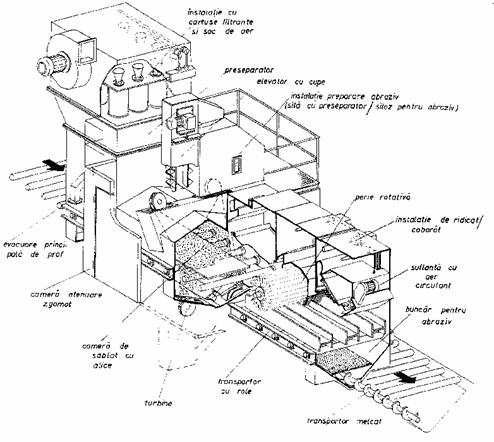
Arborii pe care se monteaza roti dintate sau came se trateaza termic prin carburare sau prin carbonitrurare. Concomitent cu cresterea duritatii si rezistentei la uzare si oboseala de lunga durata, se obtine o imbunatatire semnificativa a rezistentei la torsiune si incovoiere a arborelui. Uneori dupa carburare (pe o adancime de 1,5-2,5mm), calire si revenire joasa se efectueaza operatia de rectificare la cote finale, iar in final se realizeaza o sablare cu alice. In figura 10 se prezinta o instalatie de sablare cu transportor cu role.
|
Figura Instalatie de sablare cu transportor cu role. |
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |