TAIEREA TERMICA A MATERIALELOR METALICE
GENERALITATI
in vederea executarii pieselor ce urmeaza a fi montate in ansamblele masinilor si instalatiilor, se folosesc semifabricate taiate in prealabil la dimensiunile necesare, din tabla, benzi, bare, tagle, platbande, profile etc. Operatia de taiere se poate efectua prin aschiere, abraziune, forfecare, frictiune, taiere termica si cu microaschii.
in cazul taierii termice a metalelor, separarea semifabricatului in doua parti distincte se face pe seama arderii unei cantitati de metal din zona taieturii. Exista mai multe metode de taiere termica a metalelor : taierea cu oxigen, taierea cu plasma, taierea cu laser etc.
TAIEREA CU OXIGEN
Taierea cu oxigen ocupa in prezent primul loc in tehnica taierii termice, in special a otelurilor si se realizeaza pe baza arderii metalului incalzit in prealabil (pina '.a temperatura de aprindere in oxigen), conform reactiei
3 Fe+2O2 = Fe3O4+Q.
Pe acest principiu exista mai multe procedee de taiere termica : taierea
oxigaz, taierea cu oxigen si flux si taierea oxiarc.
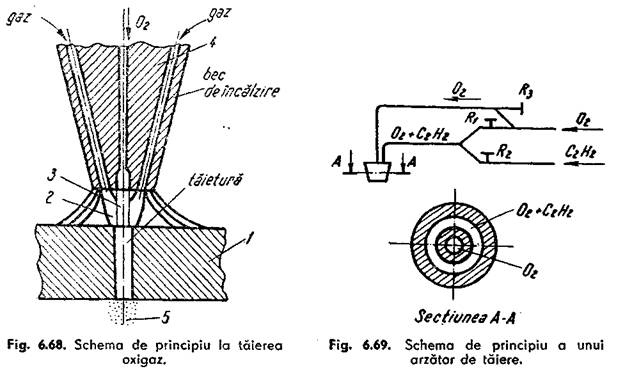
TAIEREA OXIGAZ (fig. 6.68)
Metalul de taiat 1 se incalzeste cu ajutorul unei flacari de gaze 2, pina cind incepe arderea lui in oxigen, dupa care se proiecteaza un jet de oxigen 3 pe canalul axial al becului de taiere 4. Metalul arde in acest jet, cu o degajare intensa de caldura Q. Jetul de oxigen trebuie sa aiba viteza suficienta pentru ca oxidarea sa fie localizata la o portiune cit mai ingusta si pentru a arunca zgura 5 in afara. Pentru ca un metal sau aliaj sa poata fi taiat prin acest procedeu, trebuie sa indeplineasca urmatoarele conditii :
temperatura de ardere a metalului sa fie mai mica decit temperatura de topire ;
prin ardere, materialul trebuie sa degaje o cantitate mare de caldura, pentru a compensa pierderile prin conductibilitatate si pentru a preincalzi rapid zonele invecinate, care urmeaza a se taia ;
conductibilitatea termica a materialului de taiat sa fie cit mai mica ;
temperatura de topire a oxizilor rezultati sa fie mai mica decit cea a materialului de taiat pentru a putea fi indepartat cu usurinta.
Pot fi taiate in conditii bune otelurile cu continut de carbon mai mic de 0,5% C. Gazele si lichidele combustibile mentionate la sudarea cu flacara de gaz pot fi folosite cu rezultate foarte bune si la taiere. Taierea se poate face manual, semiautomat si automat.
Pentru taierea manuala se foloseste un arzator de taiere prezentat in figura 6.69. Robinetele R±, R2 si R3 servesc la trimiterea amestecului de gaze si a oxigenului la locul de taiere. in ultimul timp, in industria noastra exista tendinta de a se inlocui taierea oxiacetilenica cu taierea oximetanica, dat fiind pretul de cost mai scazut al gazului metan.
TEHNOLOGIA TAIERII CU FLACARA OXIGAZ
in vederea executarii unei taieri de calitate, trebuie respectate urmatoarele operatii :
a) Pregatirea pieselor in vederea taierii; consta in curatirea suprafetei de vopsea sau alte impuritati (care ar ingreuna procesul de taiere), trasarea si punctarea conturului etc.
b) Alegerea regimului de taiere; consta in determinarea urmatoarelor elemente :
structura si puterea flacarii de preincalzire ; se foloseste o flacara normala, puterea ei stabilindu-se in functie de grosimea pieselor de taiat. in functie de grosime se aleg si becurile aparatului de taiere ;
presiunea jetului de oxigen ; variaza cu grosimea pieselor de taiat (tabelul 6.11);
viteza de taiere ; trebuie mentinuta constanta pe toata durata taierii si este in functie de grosimea pieselor de taiat (tabelul 6.11).
c) Executarea operatiei de taiere. Dupa
reglarea parametrilor regimului
de taiere, aparatul de taiere se deplaseaza in punctul
muchiei materialului
Parametrii regimului de taiere la taierea manuala
|
Grosimea tablei [ram] |
Viteza [mm/min] |
Presiunea oxigenului [daN/cm2] |
Consumul de acetilena |
Consumul de oxigen |
||||
|
U/h] |
[1/m] |
[l/h] |
[l/m] |
|||||
|
<3 |
10 |
| ||||||
|
10 |
260 |
14 |
1 700 | |||||
|
25 |
400 |
25 |
1 700 2 100 | |||||
|
50 |
650 |
. 68 |
2 100 5 400 | |||||
|
880 | ||||||||
|
60 |
| |||||||
ce se taie. Se regleaza distanta dintre bec si material, luindu-se de 1,5 ori lungimea nucleului luminos al flacarii. Locul de incepere al taierii trebuie incalzit corespunzator, durata de incalzire depinzind de grosimea materialului ce se taie. Dupa ce materialul a fost incalzit la o incandescenta galben deschis, se deschide jetul de oxigen de taiere si incepe deplasarea de-a lungul conturului, in productia de serie sau pentru piesele mari, taierea se face pe masini de copiat.
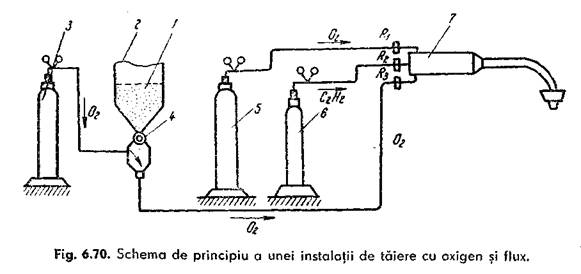
TAIEREA CU OXIGEN Sl FLUX
Taierea cu oxigen si flux se aplica la taierea otelurilor inoxidabile si refractare, a fontei, a aliajelor pe baza de cupru si altele, care nu indeplinesc conditiile pentru taierea cu flacara oxigaz. Principial, procedeul consta in aceea ca oxigenul de taiere proiecteaza in zona de taiere un flux sub forma de pulbere fina care joaca rolul de oxidant, de fondant si abraziv. Schema de principiu la taierea cu oxigen si flux se prezinta in figura 6.70. Fluxul 1, din rezervorul 2, este tinut in vibratie printr-un sistem electromagnetic. Astfel, pluberea fina se afla in suspensie si oxigenul de taiere din rezervorul 3 antreneaza o cantitate bine stabilita, in functie de natura metalului de taiat si de grosimea lui. Dozarea cantitatii de flux se face de la robinetul de reglare a. Flacara de pre-incalzire se obtine ca la taierea clasica, cu oxigen din butelia o si acetilena din butelia 6. Arzatorul 7, pentru taierea cu flux, difera constructiv dupa cum se taie : manual sau automat.
Fluxul este alcatuit din pulbere de fier si adaosuri de fondanti sub forma unor saruri cu silicat si carbonat de calciu. Se pot taia prin acest procedeu oteluri aliate cu grosimi pina la 400 mm, viteza de taiere variind intre 50 si 450 m/min. Presiunea oxigenului de taiere este de 25 160 daN/cm2, folo-sindu-se ajutaje de taiere de la nr. 1 la nr. 11.
|
|
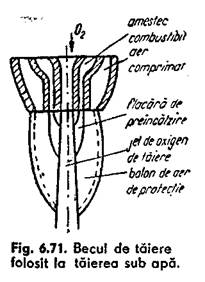
TAIEREA OXIGAZ SUB APA
Flacara oxiacetilenica poate ] sa arda sub apa, deoarece gazele arse formate la capatul becului nu permit apei sa patrunda in interiorul flacarii. Aparatele pentru taierea sub apa au becuri speciale (fig. 6.71), fiind prevazute si cu un canal pentru aer comprimat. Aerul comprimat formeaza jn apa un balon de protectie'! care indeparteaza apa din locul taieturii. Deoarece sub apa ^metalul se raceste foarte repede, pentru preincalzire este necesara o flacara de 10-15
ori mai puternica decit in aer. Presiunea aerului comprimat, a oxigenului si a amestecului combustibil se regleaza in functie de adincimea la care se face taierea. Pentru presiuni mai mari decit 15 daN/cm2 (circa 10 m sub apa), din cauza descompunerii explozive a acetilenei, lucrarile in apa devin periculoase. De aceea, la adincimi mai mari de 10 m, taierea se face cu hidrogen sau alte gaze care nu prezinta pericol de explozie.
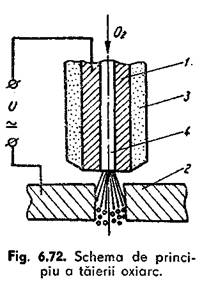
TAIEREA OXIARC
Taierea oxiarc utilizeaza pentru incalzirea suplimentara a metalului sau aliajului, pina in zona de topire a oxizilor, un arc electric amorsat intre un electrod 1 (figura 6.72) si semifabricatul de taiat 2. Electrodul de taiere poate fi nefuzibil, din wolfram sau grafit, sau fuzibil. Taierea se poate realiza in aer sau in mediu de gaze protectoare. in cazul folosirii electrozilor fuzibili, acestia au un invelis gros 3, care prin ardere dezvolta o caldura mare si oxigen, accele-
|
|
rind procesul de taiere. De obicei, electrozii au un canal a pe mijloc, prin care se sufla oxigen in arc, in felul acesta crescind mult productivitatea si calitatea taierii. Se pot taia prin acest procedeu otelurile carbon, otelurile slab aliate si aliate, fontele, bronzul, alama, aluminiul si aliajele sale. Metoda se foloseste si la prelucrarea suprafetelor metalelor, la remedierea portiunilor defecte de la radacina cusaturilor sudate, la taierea niturilor, la curatirea fisurilor, topirea defectelor la piesele turnate, la pregatirea rosturilor pentru sudare etc.
Productivitatea depinde de intensitatea curentului (68 A/mm2) si unghiul de inclinare a electrodului fata de suprafata care se taie (10 15°).
Procedeul se aplica eu succes si la taierea sub apa. in acest caz difera natura electrozilor folositi si natura invelisului. Rezultate bune s-au obtinut folosindu-se electrozi de carborund si de car bura de siliciu, cu invelis nehigro-scopic si cu curent suplimentar de oxigen pentru taiere.
TAIEREA CU PLASMA
Este un procedeu cu utilizare din ce in ce mai larga, datorita avantajelor pe care le prezinta fata de celelalte procedee de taiere termica a metalelor, printre care amintim: productivitate foarte ridicata, posibilitatea taierii aliajelor refractare de grosimi mari, obtinerea unei taieturi cu latime foarte ingusta, suprafete curate si fara bavuri. Pentru taiere se foloseste un arc sau im jet de plasma, care se incalzeste, arde si indeparteaza metalul din zona taierii. Schema de principiu a unei instalatii pentru taiere cu jet de plasma este prezentata in figura 6.73. Generatorul de plasma (plasmatron) este alimentat cu energie electrica de la sursa 2, al carui pol negativ este legat la electrodul de 'wolfram 3, care este izolat electric de corpul 1. Gazul utilizat pentru strangularea arcului electric 4 se regleaza cu ajutorul unui robinet 5 si se masoara eu aparatul 6. Duza de iesire a jetului de plasma, confectionata dintr-un material special, este racita permanent. in cazul functionarii in regim cu jet de plasma, polul pozitiv al sursei de energie electrica se leaga de corpul generatorului, actionind contactul kx, iar pentru functionarea in regim cu arc de plasma polul pozitiv se leaga la semifabricatul ce urmeaza a fi taiat, actionind contactul kz. Pentru aprinderea arcului se foloseste oscilatorul de ionizare 7. Ampermetrul si voltmetrul din schema servesc la supravegherea parametrilor electrici ai procesului de taiere. Jetul de plasma se utilizeaza de obicei in cazul efectuarii unor taieturi cu grosimi de 8.. .10 mm, iar pentru grosimi mai mari se foloseste arcul de plasma, caz in care degajarea de caldura este mai mare pentru aceeasi putere a generatorului de plasma. Se pot realiza viteze de taiere
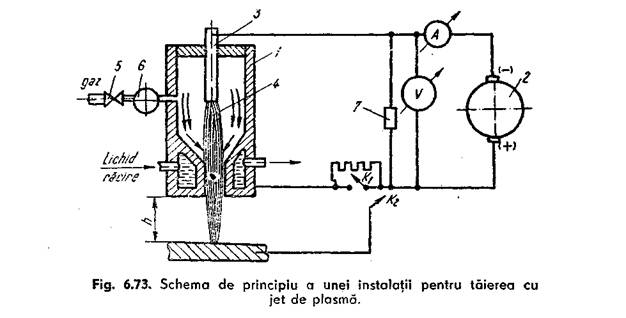
de 250. . .1 250 mm/min, latimea zonei influentate termic fiind foarte ingusta. Conducerea si reglarea arcului sau jetului de plasma se poate face manual sau automat, parametrul cel mai important, ce trebuie respectat cu rigurozitate, fiind distanta h intre duza de taiere si suprafata metalului de taiat.
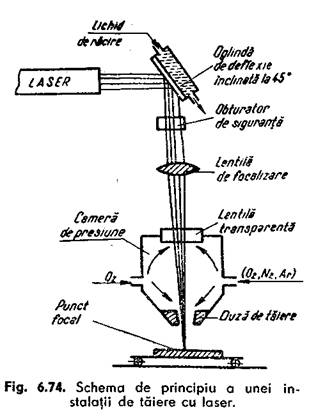
TAIEREA CU LASER
Este un procedeu modern pentru prelucrarea sau taierea foarte fina a oricaror materiale metalice sau nemetalice. Schema de principiu a taierii cu laser este prezentata in figura 6.74. Radiatia laser, focalizata pe suprafata de taiat, este absorbita de catre aceasta si transformata in caldura care ridica temperatura suprafetei materialului pina la o valoare ce poate initia o puternica reactie exoterma de oxidare. Duza de taiere dirijeaza gazul pe piesa de lucru in acelasi loc unde este si focarul. Dupa natura gazului folosit, exista doua metode de taiere : ca gaz reactiv si cu gaz inert. Cel mai folosit gaz reactiv este oxigenul (taierea oxilaser) iar ca gaze inerte se folosesc argonul si azotul. S-au taiat cu laser diverse metale ca : titan, otel carbon, oteluri refractare si inoxidabile, aliaje de zirconiu, tantal, rubin, diamant si materiale foarte dure, care nu se pot prelucra prin tehnologii clasice. in tabelul 6.12 sint prezentate citeva rezultate tipice obtinute la taierea oxilaser.
Factorii care determina viteza de taiere si grosimea de material ce poate fi taiata sint : puterea laserului, presiunea oxigenului, proprietatile materialului.
|
|
Pentru ca un material sa poata fi taiat prin aceasta metoda, trebuie sa indeplineasca urmatoarele conditii :
- temperatura zonei de interactiune intre fascicul si semifabricat sa fie mai mare decit temperatura de vaporizare a acestuia ;
- gradul de reflexie a fasciculului sa fie scazut;
- conductibilitatea termica si caldura specifica a materialului de prelucrat sa fie mici;
- diferenta dintre temperatura de topire si cea de vaporizare sa fie mica.
Aceste conditii sint indeplinite de materialele amintite mai sus.
Taierea cu gaz inert se foloseste in cazul materialelor fragile (sticla, ceramica etc.) si inflamabile (hirtie, lemn, tesaturi, mase plastice, piele etc).
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |