Sudarea fontei
Fontele fiind aliaje cu continut mare de carbon, sudarea oxiacetilenica a acestora nu se executa decat la cald. In acest scop, piesele din fonta se incalzesc in cuptoare la 600-700˚C, iar in cazul pieselor mari incalzirea se face in cuptoare zidite special in acest scop, dupa ce a fost efectuata formarea locului de imbinat. In prealabil, defectele se scobesc pana la obtinerea metalului sanatos, iar locurile de sudat se formeaza cu placi de grafit si nisip, dupa care piesele se incalzesc incet si uniform pana la temperature de lucru. La sudare, fonta prezinta urmatoarele caracteristici:
-la incalzire pana la temperatura de topire , fonta nu trece printr-o stare plastica ca otelul, iar la temp de topire ea devine brusc lichida;
-in timpul sudarii este necesara
folosirea de fluxuri, deoarece se formeaza oxizi de mangan si siliciu ,care
trebuie eliminate; se recomanda fluxul cu 50% borax, 47% bicarbonate de sodium
si 3% bioxid de siliciu, sau 80% acid boric si 20% bioxid de siliciu; fluxurile
dizolva oxidul de fier format si impiedica decarburarea metalului.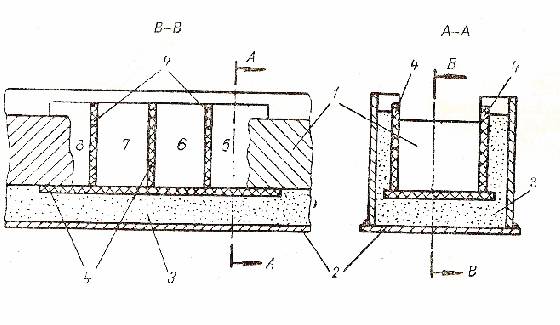
FIG 4.23 Sudarea la cald a pieselor de fonta
1- piesa de sudat; 2- cutie din tabla de otel; 3- nisip de formare; 4- grafit de formare ; 5, 6 si 7 , 8 - bai de sudura.
Fonta fiind fragile atat la cald cat si la rece, in piesele de fonta se formeaza usor fisuri, daca incalzirea piesei nu este uniforma si daca operatia de sudare nu este condusa corect.
Piesele de fonta alba se sudeaza cu vergele de fonta alba ( cu continut redus de siliciu ), avand urmatoarea compozitie: 2,2-2,6% C; 0,8-1 % Si; 0,4-0,6 Mn; P<0,2%; S<0,1%; dupa sudare piesele sa maleabilizeaza. Cu aceleasi vergele se sudeaza si fonta maleabila, care dupa sudare este expusa din nou maleabilizarii.
Piesele de fonta cenusie se sudeaza cu vergele de fonta cenusie VT-S30 si VT-S36 mentionate .Vergelele, in afara continutului de siliciu care le diferentiaza, mai contin:3-3,6% C; 0,5-0,8% Mn; 0,#-0,%% P. La sudare se vor folosi dimensiuni de bare mult mai groase ca la sudarea otelului si anume: 8-10 mm diametru la sudarea grosimilor de 10-15 mm si de 12-14 mm diametru pentru grosimea peretelui peste 15 mm.
In figura 4.23 este reprezentat, in vederea sudarii la cald, modul de formare a unei piese sparte din fonta. Cum partea rupta nu poate fi reutilizata, aceasta a fost inlaturata si urmeaza sa fie inlocuita cu sudura. Se recurge la o cutie de formare dein tabla de otel, in care se aseaza capetele de sudat ; locul de sudat se formeaza din placi de grafit.Sudura ce urmeaza sa fie facuta se compartimenteaza cu ajutorul placutelor de grafit in mai multe locasuri dupa care se indeasa intre cutie si placile de grafit nisip de formare. Dupa formare, in jurul cutiei, in vederea incalzirii piesei de sudat, se executa un cupto de caramida in care se introduce carbune de lemn aprins.Incalzirea se executa timp de 2-10h, in functie de marimea piesei, de grosimea peretilor si de complexitatea ei.Sudarea se executa succesuv in cate unul din compartimente. Dup ace se umplu cu sudura baile 5 si 8 de la capete , se indeparteaza una din placile de grafit si se umple baia 6, iar dupa cristalinizarea acesteia se inlatura cealalta placa si se executa baia 7 care leaga celelalte 3 bai respestiv cele 2 capete FIGURA
Repararea unei roti de scripete cu spite , dim fonta se arata n figura 4.24.Daca este sparta canelura periferica in locul A al rotii fig 4.24 a , intre 2 spite, se incalzesc pana la rosu inchis spitele 1 si 2, ceea ce provoaca dilatarea marginilor canelurii rupte; incalzirea se mentine pana la terminarea sudurii in A. Dupa sudare roata se lasa sa se raceasca foarte incet .
In cazul in care este rupta o spita 3 fig 4.24 b , se incalzesc zonele B si C ale canelurii de o parte si de alta a spitei pana la rosu inchis si se sudeaza spita 3, dupa care se lasa sa se raceasca foarte incet .
Daca este complet rupta o bucata din roata , adica spita 3 si alte doua locuri D si E canelura fig 4.24 c se sudeaza la rece intaii spita 3 dupa care se incalzesc spitele 1 si 3 pentru sudarea canelurii rupte in locul D; se incalzesc apoi spitele 2 si 3 pentru sudarea canelurii in locul E. Dupa sudare , piesele se lasa sa se raceasca foarte incet , de preferinta intr-un cuptor.
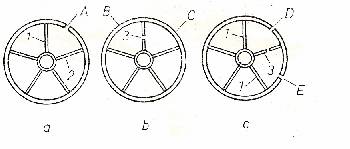
Fig 4.24 Sudarea unei roti de scripete din fonta :
a- cu canelura rupta in A; b- cu spita 3 rupta; c- spita 3 si cu canelura rupta in D si E ; 1, 2 si 3 - spite; A, D, F locurile rupte ale canelurii; B si C- locurile de incalzire ale canelurii pentru sudarea spitei.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
