Cap.1. Argument
Tehnologia constructiei de masini este domeniul plurisciplinar al stiintei si tehnicii, care se ocupa de cercetarea ,proiectarea si valorificarea proceselor tehnologice de fabricare a organelor de masini ,de asamblare a masinilor si produselor, cercetarea, proiectarea si exploatarea sistemelor tehnologice si a componentelor ei.
Desi au
aparut in ultimul timp mai multe procedee, numite "neconventionale" care
sunt limitate la materiale si operatii speciale,aschierea ocupa
un loc important intre procedeele de prelucrare a pieselor finite folosite in
industrie,mentinandu-se ca procent la 70%.
Procedeul de aschiere este foarte vechi,prima dovada este un vas de bronz
gasit, in Egipt si care prezinta urme certe de strunjire.La inceput
aschierea se facea pe asa numitele strunguri cu « arcus »
construite dintr-un trunchi scobit la mijloc-batiul si doua varfuri
materializand axa arborelui principal,iar actionarea fiind facuta
prin infasurarea si desfasurarea unei franghii pe axul
principal.
Dezvoltarea in timp a teoriei aschierii si a masinilor unelte este legata de necesitatile de ordin practic cum ar fi : confectionarea uneltelor de munca, a armelor de vanatoare si lupta precum si a obiectivelor de uz caznic sau de ornament.In anul 1540 a aparut prima masina unealta apropiata de conceptia actuala avand un lant cinematic principal si unul de avans ea fiind utilizata la gaurirea tevilor de tun din lemn.
Economia Eco responsabila se bazeaza pe conceptul ca noi meritam o societate bazata pe legaturi puternice intre toate domeniile tehnologice intr-un mediu sanatos, responsabil, optimist. Avand incredere in evolutia structurilor existente care va fi corecta fata de factorii implicati: cetateni, intreprinderi, guvern, autoritati locale. Are in cedere integrarea obligatorie pe termen lung a factorilor sociali si de mediu, care daca nu se implica mai mult, repercursiunile se vor indeparta violent asupra noastra a tuturora.
In momentul de fata organizarea economica-sociala este caracterizata ca fiind depasita, de tip fosil, deoarece se pune accentul pe accesul la resuse. Deoarece organizarea economica sociala se resemneaza in fata abordarii strict financiare si din pacate nu exista un proiect global care sa faca apel la fortele creative ale societatii. Sistemul creeaza parerea ca in momentul de fata tehnologiile in esenta lor au potentialul de a remedia totalitatea problemelor de mediu pe care le genereaza activitatile noastre. Aceasta maniera de tratare a dezvoltarii este financiara, conservatoare, climatica deoarece nu integreaza intr-o maniera reala problemele de mediu si cele sociale care asteapta o rezolvare rapida si durabila.
Economia responsabila si ecoindustiile au la baza eco-tehnologiile, tehnicile ecologice. Acestea reprezinta incontestabil o sansa a dezvoltarii industiale si a diversificarii fortei de munca intr-un mediu sanatos ecologic si durabil.
Ecoindustiile dezvolta in domeniul lor trei categorii de activitati: gestiunea poluarii ca actiune preventiva, tehnici integrate si produse mai putin poluante, gestiunea resurselor cu precadere a energiilor regenerabile si a materiilor secundare.
Abordarea ecotehnologica cuprinde totalitatea sectoarelor de activitate: transporturile, energia, indusria, agricultura.
Cap.2 Prelucrari prin burghiere
2.1. Burghierea
Fata de prelucrarea suprafetelor exterioare, la prelucrarea suprafetelor interioare se intampina unele greutati, tinand cont ca:
-sculele au o rigiditate mai mica;
-pozitia de lucru este mai dificila;
-aschiile se evacueaza mai greu;
-procesul de aschiere este mai greu de observat;
-patrunderea lichidului de racire este mai mica.
Burghierea este operatia de prelucrare prin aschiere a unor gauri de diferite dimensiuni, executate in material plin cu ajutorul unor scule numite burghie, ce efectueaza atat miscarea principala de aschiere cat si miscarea de avans in directie axiala.
Pentru operatia de burghiere se folosesc scule specifice numite burghie. In functie de constructia lor, burghiele folosite sunt: elicoidale, late, de centruire, pentru gauri adanci.
Cel mai des folosit este burghiul elicoidal, deoarece iti pastreaza diametrul dupa reascutire, asigura o buna ghidare pe fatetele laterale, permite realizarea unor unghiuri de asezare si de degajare corecte si asigura eliminarea usoara a aschiilor formate.
Burghiele se realizeaza din otel rapid Rp3 sau Rp4, iar pentru prelucrarea materialelor tenace se executa din Rp2. Burghiele cu diametru pana la 8mm se executa dintr-o singura bucata, iar cele peste 8mm din 2 bucati.
Burghiul are doua suprafete ale taisului principal. Daca laturile si suprafetele sunt egal ascutite, gaura va fi conform dorintelor.
Burghiul nu va fluiera daca fundul gaurii este atins doar de muchia activa de taiere. Daca la ascutire exista intre punctele A si B sau intre muchiile C si D, o alta muchie mai inalta decat muchia activa taietoare, burghiul fluiera.
La ascutire fetele de atac, de taiere, trebuie sa fie identice dupa ascutire.
La burghiele mari, pentru usurarea ruperii aschiilor, se practica niste canale, pentru ca fata C-A sa nu fie o suprafata continua, ci cu intreruperi.
Prin ascutire se realizeaza din linia C-A o linie franta, un prag, lucru care permite micsorarea suprafetei de taiere.
Disiparea caldurii in timpul gauririi se face prin folosirea emulsiilor.
Indiferent cat din burghiu se albastreste, el trebuie eliminat prin ascutire, materialul albastrit este deja decalit, ars, decalibrat.
Se considera ca este decalibrat burghiul care are fatetele de calibrare uzate.
2.2.Scule utilizate la generarea suprafetelor prin burghiere
Sculele utilizate sunt:
I 1.Burghie cu canale drepte - se utilizeaza la prelucrarea gaurilor scurte
- in cazul prelucrarii materialelor fragile de se armeaza cu placute din carburi metalice
2.Burghie cu canale oblice - evacueaza mai usor aschiile
- sunt prevazute cu placute din carburi metalice
3.Burghie cu canale elicoidale - sunt cele mai utilizate, evacueaza cel mai usor aschiile
- canalele favorizeaza si racirea zonei de lucru
- isi pastreaza diametrul si dupa aschiere
- realizeaza o ghidare buna dupa fetele laterale
II 1.Burghie de centrare - se utilizeaza ca o operatie pregatitoare la piesele tip arbori pentru realizarea unor gauri de antrenare (60-120grade)
III 1.Burghie pentru gauri adanci - acestea sunt prevazute cu canale pentru circulatia lichidului de racire, astfel incat productivitatea si durabilitatea sculei cresc
burghiul executa numai miscari de avans, iar piesa, pe cea de rotatie
se evita dezaxarea burghiului
In cazul unor gauri speciale se vor construi burghie dupa necesitati: de ex. Burghiul in trepte.
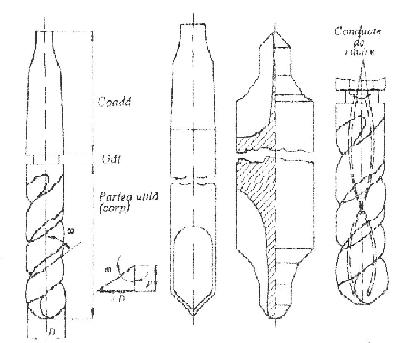
Fig 1. Diferite tipuri de burghie
2.3 Dispozitive folosite la gaurire
I Pentru fixarea si antrenarea sculelor principale, burghiul se fixeaza in arborere universal sau cu ajutorul unor dispospozitivelor speciale sau cu ajutorul capetelor de gaurit - pot fi cu distanta dintre axe fixe sau reglabile.
1.MANSOANELE CONICE SAU REDUCTTIILE - servesc la fixarea burghielor cu coada conica.
2.MANDRINELE - servesc la fixarea sculelor cu coada cilindrica de dimensiuni mici in arborele masinii.
3.CAPETE MULTIAX - fixeaza si antreneaza simultan mai multe scule care pot prelucra mai multe gauri pe aceeasi suprafata a piesei. Se utilizeaza pentru productia de serie mare si de masa pentru marirea productivitatii. Ele pot fi cu distanta dintre axe fixe sau reglabile, cele cu distanta reglabila avand o gama mai mare.
II De ghidare a sculelor - pentru mentinerea in pozitie corecta a sculelor fata de axa gaurii de preluat.
Se clasifica in:
a. Dispozitive care se aplica direct pe piesa de prelucrat
b. Dispozitive cu bucsa de ghidare
Se pot folosi in functie de marimea piesei - sunt confectionate din oteluri de scule.
III Pentru fixarea pieselor:
pastreaza pozitia piesei fata de scula si fata de masini
Ele pot fi:
Dispozitive de fixare universale (menghine,bride)
Dispozitive speciale - sunt niste dispozitive complexe care realizeaza si ghidarea sculei- dispozitive de gaurit.
Dispozitivele de gaurit pot fi:
- mobile - pentru piese mici (se aduc cu mana)
- fixe - se folosesc pentru piese de ghidare fixa, articulata rabatabile, suspendata, rasturnabil

Fig. 2. mandrine


Fig 3. Capete multiax Fig 4. mandrine
La prelucrarea prin burghiere se folosesc trei grupe de dispozitive:
a. dispozitive de fixare si antrenare a sculelor - pentru fixarea sculelor in arborele principal al masinii se pot folosi dispozitive universale cum sunt: mansoanele conice, mandrinele, dispozitive speciale.
b. Dispozitive de ghidare a sculelor - pentru mentinerea pozitiei corecte a axei sculei fata de axa gaurii de prelucrat se folosesc diferite dispozitive de gaurit.
c. Dispozitive de fixare a pieselor - la prelucrarea suprafetelor de revolutie interioareprin gaurire, piesele sunt fixate in dispozitive pentru a-si pastra pozitia fata de scula si fata de masina.
In compozitia dispozitivelor de gaurit intra:
elemente de asezare
elemente de strangere
elemente de indexare
elemente de blocare
bucse de ghidare
placi de ghidare
elemente de rotire
Dispozitivele de gaurit pot fi: mobile sau fixe. Cele mobile se folosesc la prelucrarea pieselor mici si pot fi deplasate manual sau mecanizat pentru aducerea bucsei de ghidare in dreptul sculei. Cele fixe se folosesc pentru piese mari prelucrabile pe masini de gaurit radiale sau speciale, putand fi prevazute cu platouri rotative.
2.4. Miscari
Prin cinematica de generare, operatiile de burghiere, largire, adancire, alezare, tarodare permit obtinerea tuturor categoriilor de suprafete cilindrice interioare de diverse dimensiuni si grad de netezime, strapunse sau nestrapunse.
Miscarea principala este intotdeauna de rotatie, executata de scula (foarte rar de piesa), iar miscarea de avans este executata tot de scula.
Realizarea suprafetelor prin burghiere- cu scule numite burghie care realizeaza simultan atat miscarea principala de aschiere cat si miscarea secunda de aschiere.
2.5. Regimul de aschiere la gaurire
1.Avansul
- se alege in functie de marimea piesei, dimensiunea sculei, calitatea si precizia alezajului etc.
- este mare la precizie scazuta, iar avansul este mai mic la precizie ridicata
2.Viteza de aschiere
- se alege in functie de material si varful burghiului, material prelucrat si avansul de lucru.
Reglarea avansului automat la masinile de gaurit cu cap montant se face conform tabelului de pe cutia de avansuri unde sunt specificate turatiile la un anumit tip de metal si avansul potrivit acelui metal la acea turatie.
Cap.3. Masina de gaurit cu un montant
Masina de gaurit cu un montant este utilizata la prelucrarea suprafetelor cu masa mijlocie si mare. La prelucrarea mai multor gauri pe aceeasi piesa este necesara aducerea axei gaurii in dreptul sculei, ceea ce impune utilizarea unor mese in coordonate, pentru a se evita pierderile de timp cu montarile repetate ale piesei.
In acelsi scop al cresterii productivitatii muncii, la prelucrarea complexa a gaurilor se folosesc sisteme de schimbare rapida a sculelor.
Masina de gaurit cu un montant este un burghiu pe suport cu avans cu curea dintata. Pe baza acestei actionari se pot executa gauri cu diametrul pana la 13mm in sens vertical. Pentru utilizarea corespunzatoare se vor respecta prevederile instructiunilor de functionare si intretinere cat si de siguranta din indicatiile de utilizare.
Burghiul cu suport poate fi actionat doar de persone calificate, care-l cunosc. Se vor respecta instructiunile de evitare a accidentelor.
In procesul de productie trebuie neaparat repectate instructiunile de siguranta.
Decurgand din constructia sa, nu pot fi excluse integral toate riscurile adiacente.
Acestea sunt urmatoarele:
1.Introducerea mainii in mandrina sau burghiu aflate in functiune.
2.Ranire prin taiere in cutitul burghiului.
3.Proiectare de spanuri
4.Prinderea de parti de imbracaminte.
Aceste masini sunt destinate in principal pentru procesul de gaurire, insa majoritatea tipurilor permit realizarea si a altor prelucrari ca:
-adancire, largire, alezare, etc
De aceea se poate afirma ca masinile de gaurit sunt destinate prelucrarii alezajelor cu una sau mai multe scule si care de regula executa ambele masini de lucru.
3.1. Masini unelte utilizate la gaurit
Clasificarea masinilor de gaurit se face dupa posibilitatile tehnologice si principiile constructive esentiale. Se deosebesc urmatoarele subgrupe de masini de gaurit:
-verticale: avand sau nu masa in coordonate
-radiale: cu brat liber sau rezemat
-cu cap revolver: cu sau fara mase in coordonate
-in coordonate
- specializate
Dupa contructie, masinile de gaurit se clasifica in:
- masini de gaurit cu ax vertical
- masini de gaurit radiale
- masini de gaurit in coordonate
Dupa domeniul de utilizare se clasifica in:
- portative
- de banc(masa)
- cu coloana
- cu montant
- cu comanda porgram
1.Masina de gaurit cu ax vertical
a. masina de gaurit de masa cu dimensiune mai mica sau egala cu 16mm si avans manual
b. masina de gaurit cu coloana cu dimensiune mai mica sau egala cu 40mm si are toate miscarile mecanizate
c. masina de gaurit cu montant pentru piese de masa mijlocie si mare;
La aceste masini pentru prelucrarea pieselor foarte grele sau a pieselor in care trebuiesc realizate mai multe gauri - se folosesc masinile de gaurit cu masa in coordonate.
2.Masina de gaurit radial
- se foloseste la prelucrarea pieselor mari, grele si pentru gauri cu dimensiunea mai mica sau egala cu 80mm
- sunt masini universale - capusa arborelui principal se poate deplasa fata de piesa; piesa ramane fixa in timpul prelucrarii
3.Masina de gaurit in coordonate
- este masina de mare precizie
- se foloseste pentru piese de serie mica sau prototip
Precizia dimensionala a gaurilor este de ordinul micronilor.
3.2. Partile componente ale masinii de gaurit
Partile componente sunt:
placa de baza;
suport;
surub hexagonal;
coloana;
suportul mesei burghiului;
masa burghiului;
surub de strangere;
maner;
capul masinii;
M. motorul electric.
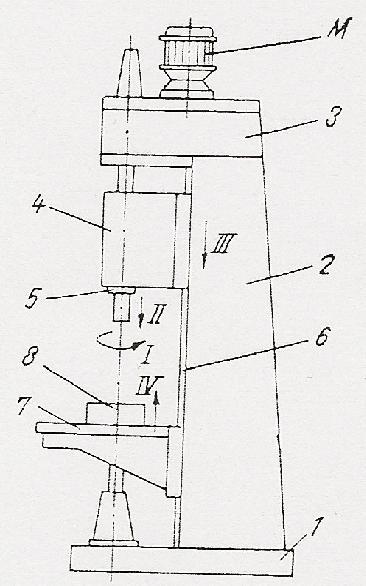
Fig 5. Masina de gaurit cu un montant
Masinile de gaurit au multe clasificari; portabile si fixe. Cele portabile pot fi antrenate: manual, electric, pneumatic. Masinile antrenate manual se mai numesc "de piept". Uneori se mai folosea un dispozitiv numit boraciu. Masinile stabile, pe postamente sunt:
-masini de gaurit pe coloana;
-cu cap montant;
-radiale;
-multiax;
-masini de gaurit in cordonate etc.
3.3 Procesul tehnologic
Masinile de gaurit cu cap montant poarta denumirea de: G-16, G-24, G-40.
Capul montant, este de fapt cutia de viteza si avansuri, care poate glisa pe inaltime si datorita acestor facilitati poate realiza si filetarea mecanica.
Procesul tehnologic la gaurire este urmatorul:
-piesa trasata si punctata pentru gaurire, se fixeaza in cel putin doua puncte;
-se fixeaza regimul de lucru si de avans;
-se pregateste emulsia pentru racire;
-se verifica necesitatea unor dispozitive de protectie suplimentare si inaltimea de gaurit;
-se porneste masina si executam gaurirea cu avans mecanic sau manual.
Cap.4 NTSM
Normele de timp sunt reale, dar elevul in anul I are "dreptul" la un timp mai indelungat pana desluseste tainele meseriei.
Neavand ambreiaj, nu se pot schimba vitezele sau avansul in timpul functionarii masinii de gaurit.
Cele doua cazuri in care este obligatoriu de purtat ochelari de protectie la masina de gaurit sunt:
-cand nivelul mesei de gaurit este sus, apropiat de ochi si cand materialul ce urmeaza a fi gaurit, produce aschii (bronzuri, fonte).
Daca nu apar alte lucrari la aceasta operatie, se vor da gauri de strapungere la ciocan, piulita fluture si la penseta.
Norme de protectie:
-sa se poarte imbracaminte de protectie;
-sa se acopere capul in cazul in care cel care lucreaza are parul lung;
Parul lung se prinde foarte repede in sculele rotatice.
-partile utilajului sa se stranga intotdeauna cu instrumente adecvate;
-sa se verifice des capacitatea de prindere a mandrinei;
-sa se utilizeze numai scule corespunzatoare pentru indepartarea spanului
-sa nu se inlature niciodata spanul cu mana;
-sa nu se efectueze niciodata operatiuni de reglare atunci cand masina este in functiune;
-mandrina cu coroana dintata se deschide si inchide numai cu cheia spaciala livrata impreuna cu utilajul;
- cheia se scoate intotdeauna din mandrina dupa utilizare;
-pentru functionarea masinii sunt valabile instructiunile de prevenire a accidentelor a asociatiilor profesionale ca VDE si DIN.
Inainte de punerea in functiune:
-masina trebuie montata pe suprafata sigura, adica pe un banc de lucru sau suprafata asemanatoare. Pentru aceasta, in placa de baza se afla 2 gauri de fixare;
- daca se strang suruburile prea tare exista riscul de sparegere a placii de baza;
-Asigurati-va inainte de conectarea masinii la reteaua electrica ca datele de pe placuta masinii corespund cu cele ale retelei.
Pentru prevenirea accidentelor prin electrocutare la masina de gaurit electrica, trebuie sa fie dotata cu instalatii de legare la pamant, iar elevul, cand lucreaza cu masini actionate electric, trebuie sa stea pe un podet electroizolant.
Langa masina de gaurit stabila si in jurul ei nu vor fi mai mult de doi elevi. In nici un caz elevii nu vor tine piesele ce urmeaza a fi gaurite cu mana, cleste, etc.
Piesa care urmeaza a fi gaurita se va prinde de masa masinii de gaurit in cel putin doua puncte.
La masina de gaurit sunt interzise urmatoarele:
-aplecarea in timpul cat masina functioneaza;
-oprirea axului principal cu mana;
-lucrul cu haine care nu sunt stranse pe noi;
-indepartarea aschiilor cu mana;
-schimbarea regimului de lucru in timpul functionarii masinii;
-gaurirea fara emulsie;
-prinderea piesei doar cu mana;
-parasirea masini atat timp cat functioneaza.
Echipamentul de lucru obligatoriu de purtat la lucrarile la masina de gaurit, este
costumul de salopeta sau halat bine strans pe corp, incheiat la toti nasturii, capul acoperit,
incaltaminte cu bombeuri tari in picioare.
Este interzis a se unge cu vaselina masa masinii de gaurit.
Normele de timp sunt reale, dar elevul in anul I are "dreptul" la un timp mai indelungat
pana desluseste tainele meseriei.
Neavand ambreiaj, nu se pot schimba vitezele sau avansul in timpul functionarii
masinii de gaurit.
Cele doua cazuri in care este obligatoriu de purtat ochelari de protectie la masina de gaurit sunt:
-cand nivelul mesei de gaurit este sus, apropiat de ochi si cand materialul ce
urmeaza a fi gaurit produce aschii (bronzuri, fonte)
Daca nu apar alte lucrari la aceasta operatie, se vor da gauri de strapungere la ciocan, piulita fluture si la penseta.
ANEXE

Masina de gaurit cu un montant


Burghiu in trepte Burghiu spirala


Bueghie pentru gauri de centrare

Burghiu pentru lemn
Defecte ce pot aparea la gaurire
|
Defectul |
Schita |
Cauzele |
|
Diametrul efectiv def mai mare decat cel prescris |
|
- alegerea gresita a burghiului; - ascutirea gresita a burghiului; - uzarea lagarelor arborelui principal. |
|
Diametrul efectiv def mai mic decat cel prescris |
|
- alegerea gresita a burghiului; - uzarea burghiului. |
|
Gaura ovala |
|
- bataia arborelui principal. |
|
Gaura excentrica |
|
- deplasarea paralela a axului burghiului fata de axa de rotatie a piesei |
|
Gaura conica |
|
- necorespondenta intre axa burghiului si axa de rotatie a piesei. |
|
Gaura inclinata |
|
- ascutirea neegala a muchiilor de taiere; - tocirea neuniforma a muchiilor. |
|
Gaura deviata |
|
- tocirea neuniforma a muchiilor de taiere a burghiului. |
|
Gaura de forma hiperboloidala |
|
- axa burghiului este inclinata fata de directia de avans si are o deformatie. |
Rebuturi la gaurire
|
Nr.crt. |
Defectul |
Cauza care provoaca defectul |
Posibilitatea indepartarii cauzei |
|
Diametrul gaurii prea mare |
- burghiul folosit are diametrul prea mare - burghiul este stramb - burghiul nu este ascutit corect - burghiul bate in timpul gauririi - piesa se deplaseaza fata de burghiu in timpul gauririi. |
- se schimba burghiul cu unul corespunzator - se va schimba burghiul cu unul corespunzator - se va reascuti burghiul - se indeparteaza cauza bataii burghiului - se fixeaza bine piesa |
|
|
Adancimea gaurii nu este corecta |
- nu a fost bine reglat dispozitivul opritor sau, cand acesta lipseste, nu s-a urmarit atent patrunderea burghiului in piesa. |
- se va regla corect dispozitivul opritor sau se vor face masurari repetate ale adancimii de patrundere a burghiului |
|
|
Gaura este conica |
- burghiul are fetele uzate - burghiul nu este centrat, piesa se misca in timpul gauririi |
- se va schimba burghiul cu unul corespunzator - se va indeparta bataia burghiului, se fixeaza bine piesa |
|
|
Gaura este stramba |
- s-a miscat piesa in timpul gauririi, lasandu-se intr-o parte - burghiul este ascutit incorect, neavand ambele muchii ascutite la fel |
- se fixeaza bine piesa - se schimba burghiul sau se ascute corect |
|
|
Suprafata gaurii are o calitate necorespunzatoare |
- burghiul este tocit sau ascutit necorespunzator - avansul este prea mare - piesa se misca sau burghiul bate |
- se va schimba burghiul sau se va reascuti - se va asigura un avans corespunzator - se va fixa bine piesa sau se va centra burghiul |
|
|
Gaura este deviata fata de suprafata de referinta |
- trasajul este necorespunzator - dispozitivul de gaurit, cand acesta se foloseste, nu este corespunzator - piesa nu a fost bine fixata in dispozitiv |
-se va face trasajul - se controleaza si se remediaza dispozitivul - se fixeaza piesa cu mai multa atentie in dispozitivul de prindere. |
Bibliografie
Moraru Margineanu Oghinat, Utilajul si tehnologia meseriei - Constructii de masini, manual clasa a XI-a licee industriale cu profil mecanic, Editura Didactica si Pedagogica, Bucuresti, 1998
N. Huzum, G. Rantz, Masini utilaje si instalatii din industria constructiilor de masini, manual pentru licee industriale clasa a XII-a si scoli profesionale, Editura Didactica si Pedagogica, Bucuresti, 1979
Voicu Gheorghe Priboescu, Utilajul si tehnologia prelucrarilor prin aschiere, manual clasa a XI-a licee industriale cu profil mecanic, Editura Didactica si Pedagogica, Bucuresti, 1980
V. Voinescu, C. Pavel, B. Constantinescu, Constructii si tehnologia lucrarilor, manual pentru licee cu profil de constructii, Editura Didactica si Pedagogica, Bucuresti, 1975
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |