DETERMINAREA FORTEI NECESARE LA AMBUTISARE
1 Scopul lucrarii
Lucrarea isi propune determinarea experimentala a fortei necesare la prima operatie de ambutisare a pieselor de forma cilindrica din tabla. Ambutisarea pieselor se face fara modificarea voita a grosimii materialului.
2. Consideratii teoretice
Procesul
ambutisarii pieselor cilindrice din tabla fara modificarea
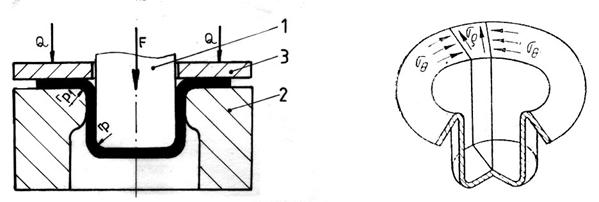
voita a grosimii materialului, decurge in modul urmator (fig.1): sub
actiunea culisorului presei, poansonul 1 trage semifabricatul in cavitatea
placii de ambutisare 2, cu o anumita forta F, tensionandu-l
si deformandu-l, micsorandu-i diametrul. In acest timp, elementul de
suprafata din flansa semifabricatului (fig.2.), se lungeste
in directia radiala si se scurteaza in directia
circumferentiala prin tensiunile ![]() si
si ![]() . Astfel, in directia circumferentiala
dimensiunile semifabricatului scad, iar in directie radiala
dimensiunile lui se maresc.
. Astfel, in directia circumferentiala
dimensiunile semifabricatului scad, iar in directie radiala
dimensiunile lui se maresc.
|
|
Fig. 1. Procesul ambutisarii Fig.2. Starea de tensiune
in elementul de suprafata
In timpul procesului de ambutisare, este posibila pierderea stabilitatii flansei semifabricatului avand loc formarea cutelor. Tendinta flansei de a se cuta in timpul deformarii este cu atat ma mare cu cat diferenta dintre raza semifabricatului si raza piesei obtinute este mai mare.
Prevenirea formarii cutelor in flansa semifabricatului se asigura prin retinerea acestuia cu inelul 3 (fig.1). Inelul de retinere este actionat de berbecul exterior al presei sau prin arcuri elicoidale cu o anumita forta Q. In timpul ambutisarii, semifabricatul se deplaseaza intre placa de ambutisare si inelul de retinere, nemaifiind posibila ondularea sa. Intre semifabricatul apasat cu forta Q si placa de ambutisare, respectiv inelul de retinere, iau nastere forte de frecare m Q. Aceste forte de frecare diminueaza, intr-o oarecare masura, gradul de deformare a materialului semifabricatului. De aceea, este necesar ca aceste forte de frecare sa fie cat mai mici posibile. In acest scop, suprafetele active ale placii de ambutisare si inelului de retinere se prelucreaza cat mai fin, iar semifabricatele se ung cu un lubrifiant corespunzator.
Tensiunile si deformatiile care apar in materialul semifabricatului la operatia de ambutisare sunt prezentate, simbolic, in figura 3. Dupa cum se oberva in aceasta figura, starea de tensiune si de deformare a materialului in procesul de ambutisare este complexa si difera de la o zona la alta a semifabricatului. In zona flansei semifabricatului, starea de tensiune este spatiala.
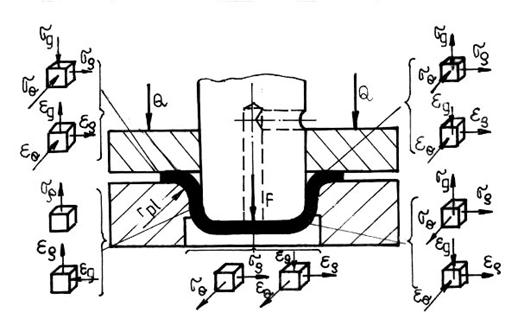
Fig. 3. Starea de tensiune si de deformatie la ambutisare
Prezenta tensiunilor
axiale ![]() in flansa
plana a semifabricatului arata ca grosimea materialului poate
ramane constanta numai daca s-ar aplica o asemenea
forta exterioara Q, care sa echilibreze forta
data de aceste tensiuni. Practic insa, pentru prevenirea
formarii cutelor in timpul deformarii, se aplica presiuni mult
mai mici decat tensiunile
in flansa
plana a semifabricatului arata ca grosimea materialului poate
ramane constanta numai daca s-ar aplica o asemenea
forta exterioara Q, care sa echilibreze forta
data de aceste tensiuni. Practic insa, pentru prevenirea
formarii cutelor in timpul deformarii, se aplica presiuni mult
mai mici decat tensiunile ![]() , pentru ca deformarea materialului sa fie
posibila. De aceea procesul de ambutisare, este insotit de
ingrosarea materialului in zona flansei plane a semifabricatului.
Asa se explica faptul ca in procesul de ambutisare, semifabricatul
plan nu trebuie strans ci numai retinut pentru a nu se ondula.
Subtierea materialului pe raza matritei si in zona
cilindrica a semifabricatului se datoreste tensiunilor de ambutisare
normale principale,
, pentru ca deformarea materialului sa fie
posibila. De aceea procesul de ambutisare, este insotit de
ingrosarea materialului in zona flansei plane a semifabricatului.
Asa se explica faptul ca in procesul de ambutisare, semifabricatul
plan nu trebuie strans ci numai retinut pentru a nu se ondula.
Subtierea materialului pe raza matritei si in zona
cilindrica a semifabricatului se datoreste tensiunilor de ambutisare
normale principale, ![]() . Deoarece, tensiunile
. Deoarece, tensiunile ![]() sunt foarte mici, in
raport cu celelalte tensiuni starea de tensiune a materialului la ambutisare
este aproximativ plana.
sunt foarte mici, in
raport cu celelalte tensiuni starea de tensiune a materialului la ambutisare
este aproximativ plana.
Trebuie
mentionat ca pe raza matritei (in zona toroidala a
flansei) starea de tensiune a materialului este mai complexa decat se
arata in figura 3. Pe langa tensiunile indicate aici, in material mai
actioneaza tensiunile de incovoiere ![]() a caror valoare
este influentata sensibil de grosimea semifabricatului, de raza
a caror valoare
este influentata sensibil de grosimea semifabricatului, de raza ![]() si de tensiunile
si de tensiunile ![]() datorate fortelor
de frecare μQ (fig.11.4).
datorate fortelor
de frecare μQ (fig.11.4).
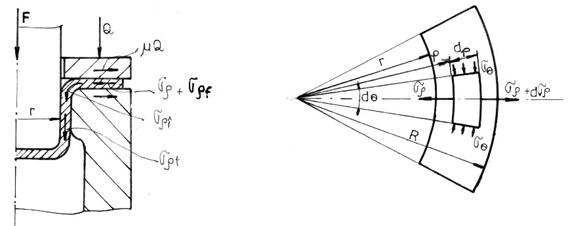
Fig.4. Tensiunile din zona toroidala a flansei
Astfel, forta de ambutisare necesara pentru realizarea primei operatii se poate determina analitic (fig.4) cu relatia:
![]() (1)
(1)
In
aceasta relatie ![]() reprezinta
tensiunea totala de ambutisare si se determina plecand de la
relatia generala:
reprezinta
tensiunea totala de ambutisare si se determina plecand de la
relatia generala:
![]() (2)
(2)
unde ![]() sunt tensiunea
radiala necesara deformarii, invingerii frecarii si
necesara indoirii pe raza placii de ambutisare (fig. 4). Se
calculeaza cu relatiile:
sunt tensiunea
radiala necesara deformarii, invingerii frecarii si
necesara indoirii pe raza placii de ambutisare (fig. 4). Se
calculeaza cu relatiile:
![]() (3)
(3)
![]() (4)
(4)
![]() (5)
(5)
Expresia ![]() este frecarea
funiculara dintre semifabricat si placa de ambutisare. Pentru:
este frecarea
funiculara dintre semifabricat si placa de ambutisare. Pentru:
![]() (6)
(6)
relatia (2), dupa unele transformari, devine:
![]() (7)
(7)
Substituind relatia (7) in (1) se obtine relatia finala pentru calculul analitic al fortei de ambutisare, la prima operatie, cand procesul de deformare are loc fara modificarea voita a grosimii materialului:
 (8)
(8)
Forta de ambutisare pentru prima operatie se poate determina si cu urmatoarea relatie:
![]() (9)
(9)
in care ![]() este rezistenta
limita la rupere a materialului pieselor, iar coeficientul
este rezistenta
limita la rupere a materialului pieselor, iar coeficientul ![]() depinde de
coeficientul de ambutisare si are valorile conform tabelului 1.
depinde de
coeficientul de ambutisare si are valorile conform tabelului 1.
Tabelul 1
|
m | |||||||||||
|
k1 |
|
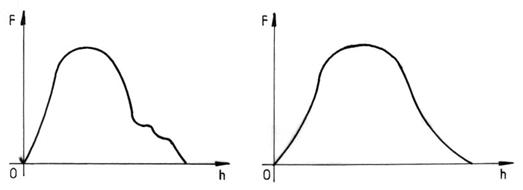
Fig.5. Variatia fortei la ambutisarea Fig.6. Variatia fortei la ambutisarea
cu inel plan cu inel combinat
La prima operatie de ambutisare a pieselor cilindrice cu matrite cu inel plan de retinere a semifabricatului, forta maxima se dezvolta la inceputul procesului de deformare (fig.5). Prezenta celorlalte maxime relative pe ramura descendenta a curbei se datoreste fortei suplimentare de presare necesara pentru indreptarea cutelor materialului piesei formate dupa eliberarea acestuia de sub inelul plan de retinere.
In cazul ambutisarii cu matrite cu inel combinat de retinere a semifabricatului, ca urmare a retinerii complete a acestuia, ramura descendenta a curbei fortei de ambutisare este asemanatoare cu ramura ascendenta a acesteia (fig.6).
3. Dispozitiv si materiale folosite
Matrita utilizata pentru masurarea fortei este prezentata in fig.7.
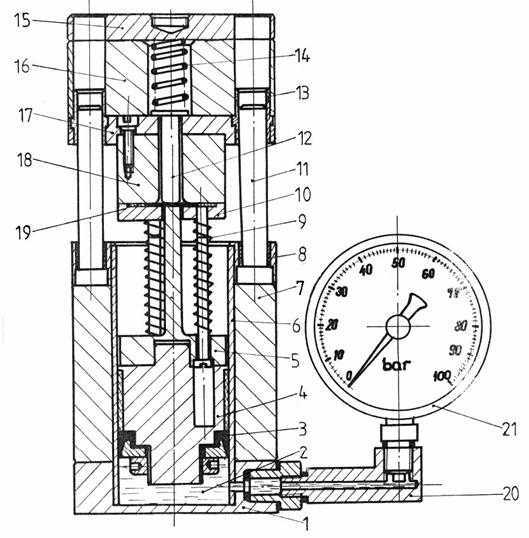
Fig.7. Matrita pentru determinarea fortei de ambutisare
Matrita se compune din subansamblul placa de baza (reperele 1,7 si 8), subansamblul placa de cap (reperele 15,16 si 17), poansonul schimbabil 5, placa activa 18, inelul plan de retinere 10 actionat de arcurile elicoidale 9, extractorul 12 actionat de arcul 14, coloanele de ghidare 11 si bucsele de ghidare Placa portpoanson este inlocuita cu un piston 4, care se poate deplasa in camasa cilindrica 6.
Pistonul 4, se sprijina pe o perna de ulei 2, fiind etansat cu garnitura 3.
In timpul ambutisarii forta se transmite prin poansonul 5 pistonului 4, care creeaza in masa de lichid 2, o anumita presiune proportional cu forta.
Aceasta presiune se transmite prin racordul 20 la manometrul 21, unde se poate citi valoarea ei.
Actionarea matritei se face cu ajutorul unei prese manuale cu surub.
Semifabricatele utilizate au forma circulara si sunt din material diferite. Din acelasi material se vor executa semifabricate cu diametre si grosimi diferite.
4. Modul de lucru
Se vor ambutisa cu acelasi poanson semifabricate din materiale diferite avand diametre diferite.
Se vor repeta experiente folosind semifabricate de alta grosime, schimband in mod corespunzator poansonul.
La fiecare ambutisare se va citi valoarea maxima a presiunii indicate de manometru.
Valoare maxima a fortei de ambutisare se determina in functie de presiune, cu ajutorul diagramei de etalonare din fig.8.
De asemenea se va calcula forta de ambutisare folosind relatia 9.
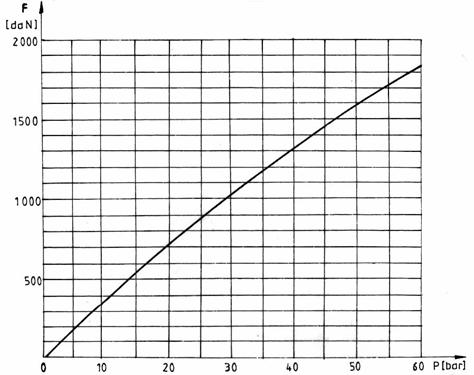
Fig.8. Diagrama de etalonare
5. Prelucrarea si interpretarea rezultatelor. Concluzii
Datele initiale si rezultatele se vor trece in tabelul 2.
Se va evidentia dependenta fortei de ambutisare de proprietati mecanice ale materialului, de grosimea g si coeficientul de ambutisare m.
Tabelul 2
|
Nr. crt. |
Materialul semifabri-catului |
D mm |
R mm |
m |
k |
g mm |
|
daN |
daN |
OBS |
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |