
-SDED-
Modelarea unei linii de transport industriale
cu Retele Petri Colorate
Introducere
In aceasta lucrare este prezentat un studiu de caz de folosire a Retelelor Petri pentru modelarea proceselor de fabricatie. Folosirea Retelelor Petri colorate conduce la o structura mult mai compacta a proceselor complexe ce contin unele structuri repetitive. Modelarea procesului necesita impartirea modelului in subsisteme pentru o implementare mult mai usoara si mult mai putin complexa.
Notiuni de Retele Petri colorate.
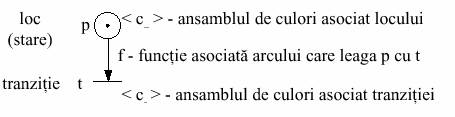
Reprezentarea generala a unei Retele Petri Colorate:
O tranzitie e valida in raport cu diferitele culori ale ansamblului c_.O tranzitie valida este executata, ceea ce conduce la transformarea marcajului initial si a culorilor jetoanelor.
Jetoanele sunt identificate prin culori. Informatia nu este purtata numai de stari, ci si de asocierea stare-culoare si deci se reduce marimea modelului.Un jeton poate fi caracterizat de un n-tuplu, o pereche cu n componente, care grupeaza informatiile care-l definesc. De exemplu un jeton intr-un loc asociat unei pozitii ocupate poate fi caracterizat de un dublet: numar de piese.
Un ansamblu de culori asociat fiecarei tranzitii indica diferitele posibilitati de executie.
O functie este asociata fiecarui arc si indica modul cum are loc transferul de culoare. Notiunea ponderii de arc este conservativa si indica numarul de jetoane identice necesare la validarea tranzitiei.
3. Conveyor cu doua viteze
Conveyor-ul cu doua viteze este un conveyor pentru transportul cutiilor sau casetelor. Are 3 curele ca in figura de mai jos. Benzile exterioare se misca incet, iar cea din mijloc se misca mai repede. Cureua din mijloc se afla in mod normal sub celelalte doua. In acest moment cutiile se misca cu viteza mica, dar la activarea unui "pusher" cureaua din mijloc este ridicata pentru ca una dintre cuti sa se miste la o viteza mai mare. Un numar de astfel de pushere sunt distribuite pe lungimea conveyotului si fiecare poate fi activat individual.
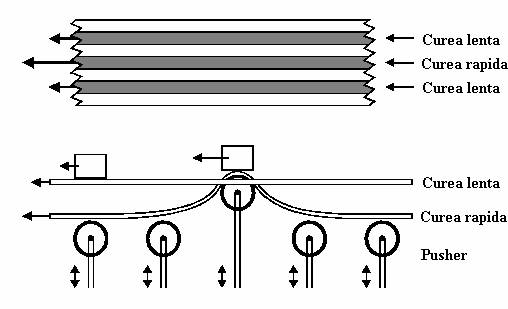
Conveyorul cu doua viteze este folosit pentru a transforma un flux de intrare neregulat intr-un flux de iesire continuu de cutii, fara a aduce cutiile in contact. Aceasta inseamna ca pe dispozitiv sosesc cutiile la o distanta oarecare una fata de celelalta, si vor parasi dispozitivul la distanta egala, dar avand viteza diferita. Acest conveyor este folositor pentru a adapta fluxul unui dispozitiv care necesita un flux de intrare continuu, cum ar fi dispozitivele de impachetare care furnizeaza o iesire disproportionata.
Aceasta sarcina nu poate fi realizata insiruind cutii una langa alta deoarece ele pot fi fragile. De aceea se foloseste acest conveyour care face ca aceste cutii sa se miste aproape una de alta dar sa nu se atinga. Viteza curelelor exterioare trebuie sa varieze pentru a prevenii un flux mare sau un flux mic de cutii, incluzand si stop daca nu sunt disponibile cutii.
4. Modelarea procesului folosind Retele Petri Colorate
Un timp discret este introdus astfel ca rata maxima de iesire este de o cutie la doua ceasuri. Conveyorul este partitionat in 23 de pozitii. Fiecare pozitie are o lungime egala cu lungimea cutiei+munimul distantei. Fiecare pozitie cu exceptia ultimei este echipata cu un "pusher" care forteaza cutia pe pozitia urmatoare cand este activat. Aceasta dureaza un ceas, ceea ce inseamna ca viteza curelei din mijloc este de "o pozitie pe ceas". Curelele exterioare pot avea viteza de 2, 4, 6, 9 sau 14 pozitii pe ceas sau stop.

Acesta este doar un model discret aproximatimativ pentru un sistem in timp real. In acest model cutiile nu se misca continuu ci "sar" dintr-o pozitie in alta. Acesta abordare a fost facuta pentru a face modelul cat mai simplu.
O abordare mult mai precisa ar fi daca am reprezenta pozitia cutiei cu un atribut continuu. Totusi, un asemenea atribut implica putine posibilitati de a analiza o retea cu metode formale. Un compromis ar fi sa folosim modelul discret dar pozitia cutiei ar trebui reprezentata mult mai exact. In acest caz posibilitatile de analiza nu sunt restrictionate, dar va creste considerabil complexitatea si marimea modelui.
In modelul realizat cu Retele Petri, fiecare pozitie a conveyorului este reprezentata de o stare care poate fi marcata sau nu in functie de prezenta sau absenta cutiei din acea pozitie. Deci, cureaua conveyorului apare ca o insiruire de pozitii. Pozitiile vor fi conectate prin tranzitii pentru a modela miscarile cutiilor dintr-o pozitie in alta. Este nevoie de doua grupuri de tranzitii:
primul grup reprezinta miscarea normala si este activat in acelasi timp pentru toate pozitiile in concordanta cu viteza curelei exterioare;
cel de-al doilea grup reprezineta miscarea cutiei de pe o pozitie pe alta cand este activat "pusher-ul" corespunzator si este activat individula.
Acest lucru conduce la un model regulat cu 23 de pozitii si 44 de tranzitii ca in fig. 3:
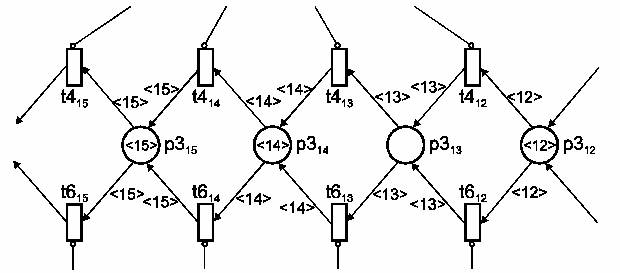
Elementele sunt notate astfel pentru a fi in concordanta cu notatiile ulterioare. Pozitiile p31 si p323 reprezinta pozitiile curelei conveyorului. Tranzitiile t41 si t422 modeleaza miscarea normala a cutiilor. Activarea lor este controlota de un arc inhibator. Acest arc inhibator va fi conectat la o pozitie comuna, asa cum vom arata mai tarziu. Intr-o maniera asemanatoare, tranzitiile t61 si t622 reprezinta miscarea pusher-ului. Sunt controlate de asemenea de arce inhibator, dar cu actiune individuala.
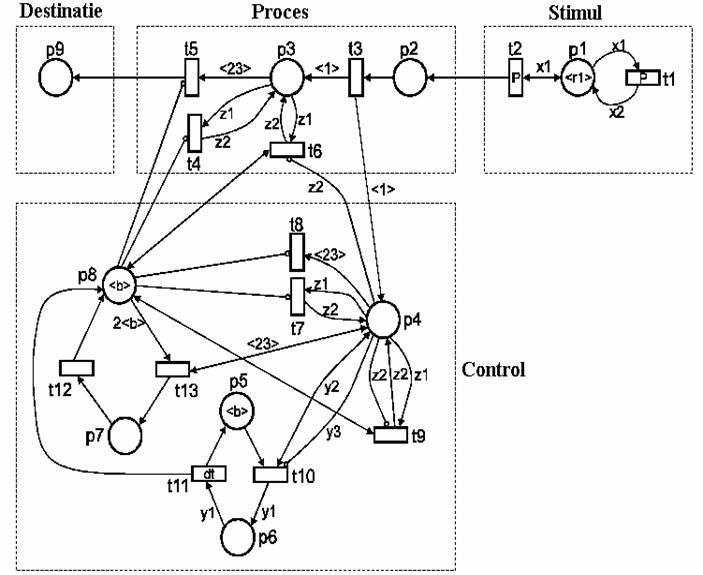
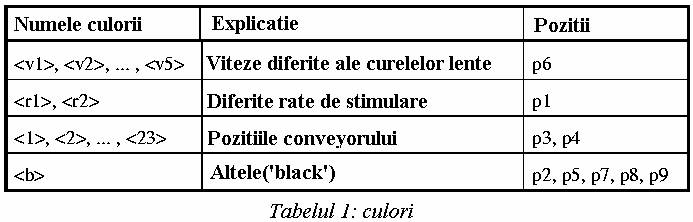
Structura, nu foarte complexa, dar destul de mare este restransa intr-o reprezentare compacta folosind RP colorate. Pozitia p3(din figura 4) reprezinta toate cele 23 de pozitii; distinctia intre cele 23 de pozitii se face prin culori. Culorile asociate sunt numite <1>.<23> in concordanta cu pozitiile.
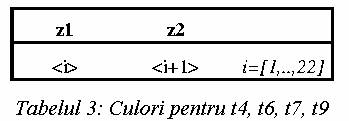
Tranzitia t4 este activata de miscarea normala a cutiilor, t6 este activata de pusher. Fiecare reprezinta 22 de tranzitii individuale. Etichetele arcele individuale sunt reprezentate cu simbolurile z1 si z2. De exemplu, daca un prearc are eticheta <14> postarcul va trebui sa aiba eticheta <15>. Deci, lantul de pozitii si tranzitii poate fi notat intr-o maniera foarte compacta.
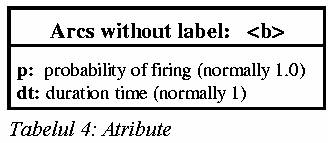
Tranzitia t3 si t5 asteapta sunt la intrarea si la iesirea din sistem. Ele trebuiesc manevrate diferit cu t4 deoarece sunt conectate la elemente diferite din p3. Pozitia p2 este folosita ca interfata de intrare. Este folosita ca un buffer atunci cand conveyorul primeste urmatoarea cutie. Arcele fara eticheta se refera la culoarea <b> ("black") care este folosita cand nu sunt necesare distinctii. Elementele p2, p3, t3, t4 si t6 stabilesc miezul problemei, procesul in sine.
Pentru acest model este necasara o sursa de cutii. Destinatia este p9, unde toate cutiile sunt colectate. Aceasta pozitie este necesara pentru monitorizarea scopului.
Sursa "produce" cutii intr-un mod aleator, asemanator conditiilor reale. Cutiile sosesc la o distanta aleatoare una fata de alta, dar la o rata medie data. Pentru a observa raspunsul la schimbari rapide ale intrarii stimulul se schimba aleator intre "in medie o cutie la 10 ceasuri" si "in medie o cutie la 3 ceasuri".
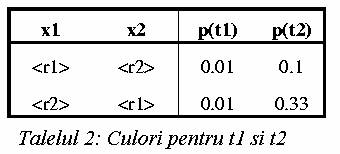
Elementele p1, t1 si t2 realizeaza acest lucru. Pozitia p1 este responsabila pentru schimabarea ratei. Este marcata tot timpul, fie are culoarea <r1> fie <r2>. Culoarea <r1> se refera la o rata mica, <r2> la o rata mai mare. Executarea lui t1 schimba ratele recolorand marcajul din p1 dupa cum arata simbolurile x1 si x2 (vezi tabelul 2). In ambele cazuri probabilitatea de a executap(t1) este de 0.01, ceea ce inseamna ca rata se schimba la fiecare 100 de pasi ai simularii.
Tranzitia t2 "produce" noile cutii. Este echipat cu probabilitatea p(t2) ca in tabelul 2. Arcul de test stabileste relatia marcajelor din p1. Alegand o probabilitate fie de 0.1 fie de 0.33 se realizeaza generarea de cutii cu o rata fie de "o cutie la 10 ceasuri" fie de "o cutie la 3 ceasuri".
Urmatorul pas este de a observa cutiile in proces si de a controla fiecare pusher individual si viteza benziilor exterioare. Este de dorit sa se pastreze relatia intre partitia de control si partitia de proces pentru a prevenii excesul de interfete struturale in pasii urmatori. Nu sunt permise conexiunii intre partitia de control si componentele din jur deoarece componentele nu permit orice fel de masurare sau control in sistemul in timp real.
In acest exemplu partea de detectare este asigurata de un singur senzor care indica sosirea unei cutii in sistem in pozitia 1. Toate celelalte informatii despre starea sistemului pot fi gasite in partitia de control prin calcularea tuturor schimbarilor rezultate in proces cu respectarea activitatii de control generate.
Din acest motiv, un model al comportarii procesului este necesar in interiorul componentei de control a procesului. Din acest moment, este o cerinta triviala deoarece acest model exista. De aceea, modelul procesului este copiat in componenta de control.
Pozitia p4 este copie a lui p3, si tranzitiile t7 pana la t9 sunt copii ale tranzitilor t4 pana la t6. Arcele atasate sunt copiate si ele. Arcul de la t3 la p4 reprezinta facilitatea de sesizat care da informatii despre sosirea cutiilor. Este evident ca prin copierea procesului se va actiona asupra sistemului intr-un mod sincron. Aceasta copie permite acces la toate informatiile procesului necesare.
Algoritmul pentru activitatea pusher-ului este definit ca "pusher_i_on if box_at_positon_i and not box_at_position_i+1". Aceasta este implementata cu un arc inhibator intre p4 si t6. Arcul inhibator dezactiveaza activarea pusher-ului cand pozitia i+1 nu este goala. Pentru a mentine copia identica cu procesul, un arc similar este folosit intre p4 si t9. Informatia de sesizare provine in ambele cazuri de la copia de proces, nu da la procesul real.
Viteza benzilor externe este controlata de numarul de cutii din coada, aceasta viteza trebuie sa fie de o pozitie la 9 cutii. Daca pozitia 23 este goala benzile externe se opresc pentru ca nu este nici o cutie disponibila la iesire.
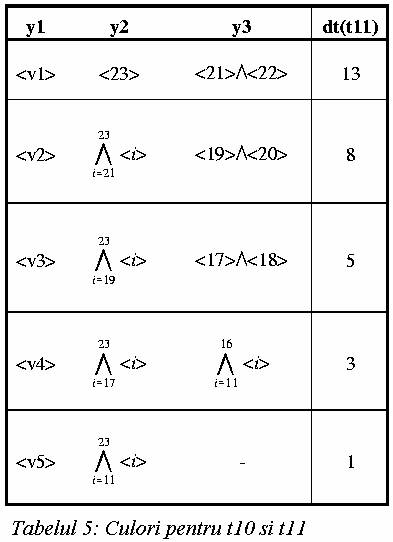
Sincronizarea pentru benzile externe este produsa de o masina de stare, alcatuita din p5, t10, p6 si t11. Tranzitia t10 este responsabila pentru evolutia vitezei necesare. Vitezele diferite vor fi codate folosind culorile <v1>..<v5> in p6 dupa executia lui t10. In tabelul 5, a doua linie (incepand cu<v2>) se refera la exemplul de mai jos. "Trei sau patru cutii in coada" inseamna ca cel putin pozitiile 21, 22 si 23 trebuie sa fie marcate. Acest lucru este sesizat de arcul de test dintre p4 si t10. In acest caz valoarea lui y2 se extinde la "<21> si <22> si <23>".
Cazului "cinci cutii in coada" ii este atasata o alta viteza si se refera la urmatoarea linia a tabelului. Pentru a prevenii conflictele dintre aceste cazuri, un arc inhibator este adaugat intre p4 si t10. Simbolul y3 in cazul <v2> evalueaza "<19> si <20>". Acest arc inhibator este activat atunci cand mai mult de o cutie este in coada.
In fiecare situatie doar o tranzitie t10 este permisa sa se execute. Rezultatul este un jeton in p6 de culoare <v1>, <v2>, <v3>, <v4> sau <v5> insemnand "o pozitie pentru 2, 4, 6, 9 sau 14 ceasuri" (cand pozitia 23 este goala, t10 nu se executa). Aceste viteze sunt selectate respectiv de cel putin 13, 7, 5, 3 sau 1 cutii in coada. Cu cat creste numarul cutiilor in coada cu atat creste viteza. O bucla de control este stabilita si controleaza rata de iesire de pe conveyour in concordanta cu rata de intrare.
Tranzitia t11 este echipata cu durata de timp dt(t11) ca in tabelul 5. Se executa de atatea ori de cate tabelul 5 indica conform culorii din p6. De fiecare data cand t11 se executa curelele exterioare se muta cu o pozitie.
Un alt model de stare consta din p8, t13, p7 si t12. El transforma rata de executia a lui t11 intr-o informatie de control pentru tranzitiile care reprezinta curelele externe. De fiecare data cand t11 trimite un jeton in p8, care are acum doua jetoane, executia lui t13 este activata de aceste doua jetoane. La urmatorul pas un jeton este intors la p8 prin executia lui t12. Arcul de test dintre p4 si t13 dezactiveaza t13 daca p23 este goala, rezultand astfel oprirea benzii exterioare.
Pozitia p8 controleaza arcul inhibator la t5 si t4 care reprezinta miscarea benzii exterioare. Fiecare dintre ciclurile mentionate mai sus lasa p8 gol pentru un ceas. In acest ceas tranzitiile mentionate sunt activate si complementeaza miscarea. Simultan, pusher-ul este dezactivat de arcul de test dintre p8 si t6. Aceasta previne conflictele dintre t6 si t4 dar nu influenteaza comportamentul sistemului real deoarece rezultatul "tragerilor" vor fi aceleasi in acest moment.
Dupa cum se observa in figura 4, algoritmul coplex poate fi reprezentat de o Retea Petri nu foarte extinsa, datorita folosirii culorilor.
5.Concluzii
Acest studiu arata ca Retelele Petri pot fi folosite in toti pasii de modelare ai unui preoces industrial. Principalul avataj il reprezinta integrarea diferitelor aspecte si interese pentru diferiti pasi ai preiectarii. Este clar ca activitatile omului nu pot fi substituite, dar proiectantul nu mai este nevoit sa analizeze mecanic sistemul el analizand sistemul .
 6. Aneaxa:
6. Aneaxa:
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |