
GRUP SCOLAR DE INDUSTRIE ALIMENTARA
CONSTANTA
Calificarea:Tehnician analize produse alimentare
CONTROLUL TEHNIC DE CALITATE A
PASTELOR DE TIP "SPICUSOR"
Cuprins
I. Argument
II. Schema tehnologica de fabricare a pastelor fainoase
2.1 Dozarea materiilor
2.2 Prepararea aluatului pentru paste
2.3 Framantarea aluatului
2.4 Modelarea aluatului
2.5 Pregatirea aluatului modelat pentru uscare
2.6 Uscarea pastelor fainoase
2.7 Utilaje pentru uscarea pastelor fainoase
III. Controlul tehnic de calitate
3.1 Examenul senzorial
3.2 Examenul fizico-chimic
3.2.1 Determinarea continutului de apa
3.2.2 Determinarea aciditatii
3.2.3 Determinarea cresterii volumului si a comportarii la fierbere
IV. Norme si masuri igienico-sanitare
V. Concluzii si propuneri
VI.Anexe
VII. Bibliografie
Capitolul I. Argument
Pastele fainoase sunt produse alimentare ce se prepara din faina de grau si apa , cu sau fara adaos de materii alimentare cu valoare nutritiva ridicata , cum sunt : oule , unele legume , iar pentru umpluturi branza , carne , fructe si legume.
Marea majoritate a sortimentelor de paste fainoase au capacitatea de a se pastar timp indelungat , datorita conservarii prin reducerea continutului in apa. Pastele fainoase au valoare alimentara ridicata , se fabrica intr-o gama sortimentala ampla si se preteaza a se consuma impreuna cu numeroase alte alimente.
Clasificare :
paste
fainoase lungi(macaroane , spaghete , lazane s.a ) care se obtin prin taiere la
marimi variabile 20-
-paste fainoase medii(fidea,taitei s.a) se fabrica din paste fainoase lungi care se impletesc sau se aseaza in gramezi neordonate ("cuiburi")
-paste fainoase scurte fabricata intr-o gama variata de sortimente (cuscus,orzisor,steluta,patratele,macaronete,scoici,melci,fundulite s.a.) ;firele de aluat se taie la lungimi reduse , pe directia de curgere din matrita ;
- paste fainoase umplute , la care se umplu cu compozitii variate pe baza de carne , branza , legume si fructe sau amestecuri ale acestora.
Capitolul II. Schema tehnologica de fabricare a pastelor fainoase
2.1 Dozarea materiilor prime
Sortimente
preambalate in portii de 0.1-
Sortimente vrac livrate in saci si lazi
de 10-
Materii prime si auxiliare pentru fabricarea pastelor fainoase:
-faina si apa;
-oua,diferite sortimente de legume , fructe,extracte proteice;
-materii pentru compozitiile de umplere a pastelor fainoase;
-branzeturi,preparate din carne;
-legume,condimente.
2.2 Prepararea aluatului pentru paste
Dozarea materiilor necesare prepararii aluatului:
dozatoare pentru materii pulverulente servesc la masurarea continua a fainii;
dozatoare pentru fluide realizeaza masurarea volumetrica prin diferite sisteme;
dozatorul cu pompa;
dozatorul micrometric.
2.3 Framantarea aluatului
Aluatul framantat trebuie sa aiba 28-32% umiditate( mai redusa la pastele scurte) si temperatura = 35-40° C . Durata framantarii este de 15-20 de minute pentru umnezirea completa a granulelor de faina.
2.4 Modelarea aluatului
Modelarea aluatului pentru paste fainoase reprezinta faza tehnologica in care se imprima aspectul dorit pentru viitoarele produse si se creeaza forme geometrice cu sectiuni reduse ale pretelui de aluat , ceea ce usureaza uscarea si apoi fierberea , inainte de a fi consumate.
Pentru obtinerea de paste fainoase se folosesc urmatoarele variante tehnologice :
-modelarea unor fire pline;
-modelarea unor fire cu gol interior(Ex:macaroane) care la randu lor pot avea sectiuni de forme foarte diverse . Prin taierea acestora se obtin paste fainoase scurte de forme variate si paste lungi.
-modelarea de foi reprezinta o faza primara deoarece se prelucreaza sub forma de papioane prin diferite tipuri de taieturi si decupari;
-modelarea aluatului prin curgere neegala in sectiune serveste pentru sortimentele de paste fainoase cum sunt:melcisorii,scoicile etc.
2.5 Pregatirea aluatului modelat pentru uscare
Pregatirea aluatului modelat pentru uscare depinde de grupa de sortimente si metora de uscare astfel:
-la pastele lungi ,uscate pe vergele modelate cu matritele dreptunghiulare , firele de aluat se preiau continuu si se aseaza cu un dizpozitiv care le taie la lungimea necesara in timp ce firele modelate cu matrite cilindrice se taie si se ordoneaza manual;
-la pastele medii , firele de aluat se aranjeaza prin impletire sub forma de rulouri.
2.6 Uscarea pastelor fainoase
In timpul uscarii
intervin doua procese:
eliminarea unei parti de umiditate din aluat, prin cedarea lui spre aerul din mediul ambiant in care are loc procesul,
migrarea apei din zonele interioare spre cele exterioare ale sectiunii, pentru uniformitatea distributiei.
Dirijarea uscarii este foarte importanta pentru calitatea pastelor fainoase.
Viteza de uscare a pastelor fainoase este determinata de :
nivelul temperaturii aerului de uscare , care cu cat este mai mare , cu atat absortia pentru apa creste ; iar prin incalzirea aluatului se intensifica si viteza ei de deplasare interna ;
continutul in umiditate al aerului care , daca este scazut se mareste capacitatea de preluare din aluat
intensitatea circulatiei aerului in raport de suprafata aluatului care daca este mare , sporeste viteza de preluare a apei
Alegerea vitezei de uscare se face in functiei de calitatea si modelarea aluatului. O viteza redusa poate duce la cresterea aciditatii iar o uscare rapida la craparea produselor.
2.7 Utilaje pentru uscarea pastelor fainoase
Uscatoare cu casete
Uscatoarele periodice pentru uscarea pe vergele
Uscatoarele continue pentru paste lungi
Capitolul III. Controlul tehnic de calitate
Verificarea calitatii pastelor se face pe loturi.
Prin lot se intelege cantitatea de
maximum
La fiecare lot se verifica:
-ambalarea si marcarea;
-masa ambalajelor de desfacere;
-proprietati organoleptice;
-proprietati fizice , chimice;
-comportarea la fierbere;
-forma si dimensiunile;
-continutul de sparturi,sfaramaturi si produse deformate.
Probelor li se fixeaza prin sigiliu cate o eticheta cu urmatoarele specificatii:
-denumirea si adresa fabricii producatoare ;
-categoria produsului si denumirea sortimentului ;
-numarul normei tehnice interne ;
-marimea si numarul lotului ;
-data fabricatiei(ziua,luna,anul);
-data luarii probelor;
-numele si semnatura persoanelor care au luat probe.
3.1 Examenul senzorial
|
Caracteristica |
Conditii de admisibilitate |
|
|
Paste Obisnuite |
Paste Superioare |
|
|
Aspect |
Suprafata neteda, fara urme de faina, se admit asperitati mici,indoituri usoare si deformari neinsemnate |
Suprafata neteda,fara urme de faina, translucide in ruptura are un aspect sticlos |
|
Culoare |
Alba,uniforma |
Alb-galbuie,uniforma |
|
Gust si miros |
Caracteristic , fara miros si gust strain |
|
3.1.1 Determinarea aspectului
Principiul metodei: consta in examinarea aspectului cu ajutorul organelor de simt.
Mod de lucru: se observa daca suprafata neteda, daca prezinta urme de faina,daca este translucida,iar in ruptura dca are un aspect sticlos.
Concluzii: in urma verificarii aspectului am constatat urmatoarele:
- acestea au o suprafata neteda, translucida;
- nu prezinta urme de faina.
3.1.2 Determinarea culorii
Principiul metodei: consta in examinarea culorii cu ajutorul organelor de simt.
Mod de lucru: proba pentru analiza se omogenizeaza , se intinde pe o suprafata neteda si curata si se examineaza vizual daca prezinta urme de faina , asperitati , puncte negre sau brune , daca in ruptura are aspect sticlos sau mat si culoare.
Concluzii: in urma verificarii culorii am constatat urmatoarele:
- pastele sunt de culoare alb-galbuie,uniforma;
- nu prezinta urme de faina.
3.1.3 Determinarea gustului si a mirosului
Principiul metodei: consta in examinarea gustului si a mirosului cu ajutorul organelor de simt.
Mod de lucru: proba pentru analiza se fierbe timp de 10-30 minute , dupa care se observa daca mirosul si gustul sunt caracteristice sau prezinta miros si gust strain.
Concluzii: in urma verificarii gustului si a mirosului am constatat urmatoarele:
- acestea au gust si miros caracteristic pastelor fainoase ;
- nu prezinta miros si gust strain.
3.2 Examenul fizico-chimic
|
Caracteristica |
Conditii de admisibilitate |
|
|
Paste Obisnuite |
Paste Superioare |
|
|
Apa, % maxim | ||
|
Aciditatea, grade aciditate maxim | ||
|
Volumul la fierbere, % minim | ||
3.2.1 Determinarea continutului de apa
Principiul metodei
Consta in determinarea pierderii de masa prin incalzire
la 130 +
Aparatura
-etuva electrica termoreglabila
Mod de lucru
Intr-o fiola de cantarire, adusa in prealabil la masa
constanta, se cantaresc cu precizie de
Se regleaza
etuva la 130+
Dupa racire
minimum 30 min la temperatura amnbianta, fiola se cantareste cu precizie de
Mod de calcul
![]()
In care:
m- masa probei de paste fainoase luata pentru determinare, in g
m1- masa probei de paste fainoase dupa uscare, in g
Proba I
m =
m1
=
![]()
![]()
Proba II
m =
m1
=
![]()
![]()
![]()
![]()
![]()
Interpretarea rezultatelor
Ca rezultat final se ia media aritmetica a doua determinari paralele,care nu difera intre ele cu mai nult de 1%.
Rezultatul se exprima cu o zecimala.
Concluzii: in urma analizarii continutului de apa am constatat urmatoarele:
- materia prima a fost de calitate, depozitata in conditii corespunzatoare;
- operatiile tehnologice s-au realizat cu respectarea parametrilor tehnologici.
3.2.2 Determinarea aciditatii
Principiul metodei
Consta in titrarea unei probe de analiza cu hidroxid de sodiu, solutie 0,1n in prezenta fenolftaleinei ca indicator.
Reactivi
-NaOH solutie 0.1 n
-fenolftaleina
solutie
Mod de lucru
Se iau
Se adauga circa 50 cm3 apa la temperatura
camerei (15-
Se adauga 3-4 picaturi de solutie de fenolftaleina si se titreaza cu solutie de hidroxid de sodiu, pana la aparitia unei coloratii roz deschis care persista 1 minut.
Mod de calcul
![]()
In care:
V- volumul de hidroxid de sodiu, solutie 0,1 n folosit la titrarein cm³
m- masa probei de paste fainoase luatpentru determinare , in grame.
Proba I
m =
V = 1,5 cm³
![]()
![]()
Proba II
m =
V = 1,7 cm³
![]()
![]()
![]()
![]()
![]()
Interpretarea rezultatelor
Ca rezultat final se ia media aritmetica a doua determinari paralele.
Rezultatul se exprima cu o zecimala.
Concluzii: in urma analizarii aciditatii am constatat urmatoarele:
- materia prima a fost de calitate, depozitata in conditii corespunzatoare;
- operatiile tehnologice s-au realizat cu respectarea parametrilor tehnologici.
3.2.3 Determinarea cresterii volumului si a comportarii
la fierbere
Principiul metodei
Consta in masurarea cu un cilindru gradat a volumului pastelor inainte si dupa fierbere in apa si examinarea apei de fierbere.
Aparatura
- cilindru gradat;
- vas emailat;
- pahar Berzelius;
- sita.
Mod de lucru
Intr-un cilindru gradat se introduce apa la temperaturi ambiante, aproximativ 300 ml si se noteaza nivelul acesteia.
Se introduc
Diferenta intre a doua si prima citire reprezinta volumul ocupat de pastele fainoase.
Se scurge apa din cilindru prin sita, iar
pastele fainoase se trec intr-un vas emailat in care in prealabil s-au introdus
1000 ml apa si
In functie de sortiment fierberea se mentine 10-30 de minute.
Se scurg pastele fainoase pe sita, se clatesc cu circa 250 ml apa rece si se determina din nou volumul. In timpul fierberii se verifica mirosul.
Se examineaza comportarea produsului la fierbere si aspectul apei in care s-a facut fierberea.
Se apreciaza gustul, mirosul si opalescenta apei. Apa se toarna intr-un pahar Berzelius, se lasa in repaus 15 minute si se masoara inaltimea sedimentului cu o linie gradata.
Mod de calcul
![]()
In care:
V - volumul probei luat pentru detreminare, in cm³ ;
V1 - volumul probei dupa fierbere, in cm³.
Proba I
V = 40 cm³
V1 = 180 cm³
![]()
![]()
Proba II
V = 40 cm³
V = 180 cm³
![]()
![]()
![]()
![]()
![]()
Interpretarea rezultatelor
Ca rezultat final se ia media aritmetica a doua determinari paralele.
Rezultatul se exprima cu o zecimala.
Concluzii: in urma analizarii aciditatii am constatat urmatoarele:
- materia prima a fost de calitate;
- continutul in gluten este mare;
- faina a fost obtinuta din grau sticlos pentru paste fainoase.
Capitolul IV. Norme si masuri igienico-sanitare
Alimentatia detine un loc important in complexul de factori de care depinde starea de sanatate a populatiei. Orice aliment poate sa constituie sursa de imbolnavire, prezenta germenilor patogeni depinzand in mare masura de igiena procesului tehnologic, a utilajelor si a spatiilor de lucru, precum si de igiena personala a muncitorilor.
In cazul produselor de panificatie si celor fainoase, respectarea masurilor igienico-sanitare este si mai stricta decat a oricaror produse alimentare, intru-cat, inainte de a fi consumate, ele nu mai sunt supuse la operatii de pregatire(spalare, oparire) care sa inlature bacteriile eventual continute de acestea.
In procesul de fabricatie trebuie sa se respecte,cu strictete, conditiile igienico-sanitare la fiecare faza tehnologica, pana la livrarea produselor. Materiile prime si auxiliare utilizate trebuie sa corespunda prescriptiilor sanitare prevazute de normativele in vigoare, pentru care, la primire, concomitent cu verificarea calitatii se face si controlul starii de igiena, insistandu-se asupra prezentei impuritatilor(corpuri straine, insecte, rozatoare, etc) sau a mirosurilor provenite de la eventualele tratari prealabile cu insecto-fungicide sau germicide.
Depozitarea materiilor prime si auxiliare se face luandu-se toate masurile pentru evitarea impurificarii si alterarii lor, in care scop se folosesc spatii special destinate acestui scop.
Capitolul V. Concluzii si propuneri
In urma efecruarii examenului senzorial asupra unui lot paste fainoase de tip "Spicusor" am constatat ca materia prima, faina, a fost de calitate.
In urma efecruarii examenului fizico-chimic si a rezultatelor obtinute am constatat urmatoarele:
- s-a respectat reteta de fabricatie;
- s-au respectat parametrii tehnologici ai operatiei de fabricatie;
- normele igienico-sanitare au fost respectate;
- materia prima, faina, a fost de calitate;
- pastele au fost ambalate si pastrate in conditii corespunzatoare.
Proba de paste fainoase luata in analiza se incadreaza in valorile conditiilor de admisibilitate din STAS, drept pentru care pastele poat fi date spre consum.
Capitolul VI. Anexe
|
Caracteristica |
Conditii de admisibilitate |
Proba analizata |
Concluzii |
|||
|
Paste Obisnuite |
Paste Superioare |
|||||
|
Aspect |
Suprafata neteda, fara urme de faina, se admit asperitati mici,indoituri usoare si deformari neinsemnate |
Suprafata neteda,fara urme de faina, translucide in ruptura are un aspect sticlos |
Suprafata neteda,fara urme de faina,aspect sticlos |
Operatiile de framantare si uscare s-au realizat corespunzator |
||
|
Culoare |
Alb,uniforma |
Alb-galbuie,uniforma |
Alb-galbuie |
Materii prime de calitate. Operatia de uscare a decurs corespunzator. |
||
|
Gust si miros |
Caracteristic , fara miros si gust strain |
Gustul si mirosul sunt caracteristice Pastelor fainoase,placut, fara miros si gust strain |
Materii prime de calitate |
|||
|
Caracteristica |
Conditii de admisibilitate |
Proba analizata |
Concluzii |
|
Apa, % maxim |
- materia prima a fost de calitate, depozitata in conditii corespunzatoare; -operatiile tehnologice s-au realizat cu respectarea parametrilor tehnologici. |
||
|
Aciditatea,grade aciditate maxim |
- materia prima a fost de calitate, depozitata in conditii corespunzatoare; operatiile tehnologice s-au realizat cu respectarea parametrilor tehnologici. |
||
|
Volumul la fierbere, % minim |
- materia prima a fost de calitate; - continutul in gluten este mare; - faina a fost obtinuta din grau sticlos pentru paste fainoase. |
INSTALATIA CU DOUA CUVE DE FRAMANTARE SUPRAPUSE
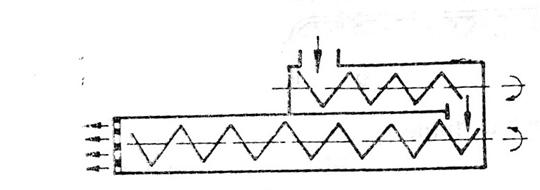
PREUSCATOR CU FUCTIONARE CONTINUA PENTRU PASTE LUNGI, TIP PAVAN:
1 - fire de paste
2 - transportor cu lant
3 - camera prauscatorului tip tunnel
4 - doua ventiloare
5 - baterii de incalzire
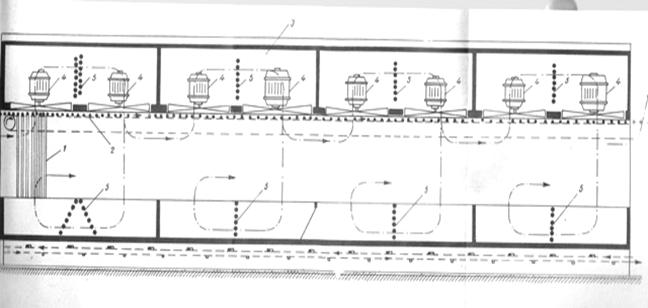
USCATOR PERIODIC PENTRU USCARE PE VERGELE A PASTELOR LUNGI
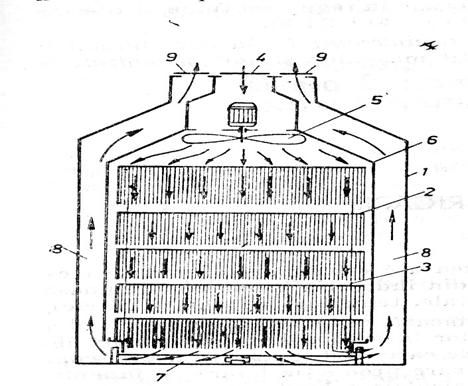
1 - camera
2 - vergele de aluat
3 - rastel mobil
4 - canal
5 - ventilator
6 - perete interminar
7 - canal orizontal
8 - canal vertical
Capitolul VII. Bibliografie
1. N. Niculescu "Educatia Pedagogica" - Bucuresti
. C. Banu "Manualul inginerului de industrie alimentara " Volumul II, Editura Tehnica - Bucuresti, 1999
3. xxx Colectia de STAS-uri
4. xxx "Standarde de stat si norme interne tehnice de calitate, morarit si panificatie" , editura Ministerul Comertului Interior Institutul de Cercetari Comerciale Oficiul de Informare Documentara pentru Comertul Interior, Bucuresti 1975
5. Vasile Stanescu, "Igiena si controlul alimentelor", editura Fundatiei "Romania de maine" , Bucuresti, 1998
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |