STUDIEREA DEPUNERILOR DE PRODUSI DE COROZIUNE IN CIRCUITUL SECUNDAR
1. Generalitati
Coroziunea otelurilor carbon are loc printr-un mecanism foarte complex datorita proceselor care au loc la interfata otel carbon/ mediu apos, eventual oxigenat. Procesul de coroziune este reprezentat prin urmatoarea reactie:
Fe(s) + ½ O2 (aq) + H2O (l) → Fe2+ (aq) + 2OH- (aq) (1)
Procesul depunerii produsilor de coroziune depinde, in principal, de urmatorii doi parametri: caracteristicile fizico-chimice ale agentului de racire si de conditiile termo-hidraulice locale. Daca suprafata unui metal expus in mediul specific circuitului secundar este initial neacoperita cu produsi de coroziune, aceste depuneri se pot forma datorita precipitarii diversilor produsi de coroziune sau producerii unor reactii concurente de precipitare/ dizolvare.
Precipitarea poate fi subdivizata in urmatoarele doua sub-etape: procesul de nucleere si respectiv cel de crestere al precipitatelor, in ambele cazuri de mare importanta fiind gradul de suprasaturare al solutiei. Nucleerea se poate produce fie in solutie (in care caz este omogena), fie pe o suprafata, in care caz este eterogena. Variatia energiei libere la nucleere este rezultanta la echilibru intre energia castigata prin formarea unor legaturi intre speciile din nucleu si lucrul necesar pentru a forma respectivul compus superficial [86]. Energia libera si implicit rata nucleerii sunt puternic dependente de gradul de suprasaturare al solutiei.
Suprafetele relativ poroase catalizeaza procesele de nucleere prin scaderea lucrului necesar pentru crearea de noi suprafete. Catalizatorul cel mai eficient in acest caz este cel in prezenta caruia se stabileste un echilibru intre structura substratului si cea a solidului care precipita in cazul cresterii epitaxiale. Cand lucrul necesar pentru crearea de noi interfete precipitat/ solutie este egal cu cel castigat prin disparitia altor interfete substrat/ solutie, precipitarea tinde sa devina bidimensionala. Daca energia superficiala a interfetei substrat/ solutie este mai mare decat cea a interfetei precipitat/ solutie, cresterea precipitatului va tinde sa se produca pe suprafata precipitatului existent, conducand astfel la o crestere tridimensionala.
Suprafetele pot cataliza, de asemenea, nucleerea prin cresterea frecventei ciocnirilor intre moleculele din solut in urma adsorbtiei lor pe suprafata. Desi energia de activare pentru nucleere poate fi folosita pentru a obtine expresia cinetica a ratei de nucleere, unii termeni implicati in energia interfaciala sunt mai dificil de calculat. In general, pentru a se produce o nucleere eterogena, va fi necesar un grad de suprasaturare mai coborat. In cazul sistemelor care se corodeaza, precipitarea va avea loc in apropierea suprafetei care se corodeaza, deoarece gradul de suprasaturare este maxim in acel loc. Al doilea factor important in procesele de coroziune - reactiile de dizolvare - pot fi clasificate astfel: reactii controlate de difuzie si reactii controlate de procesele superficiale.
In primul caz, dizolvarea va fi controlata de difuzie, fie prin difuzia ionilor in solutie, fie datorita difuziei unui reactant sau produs de reactie din solutie prin stratul superficial aflat la interfata cu metalul.
Procesele de dizolvare controlate de transportul solutiei necesita fie una sau mai multe etape la interfata foarte rapide, fie o viteza foarte mica a difuziei. In aceste cazuri, concentratia solutului la interfata care se dizolva se presupune a fi in echilibru cu concentratia fazei solide, deoarece etapele interfaciale precedente trebuie sa fie rapide comparativ cu rata difuziei.
Reactiile de dizolvare controlate de difuzia speciilor prin stratul superficial sunt procese controlate superficial in stare stationara, la echilibru, ordinele de reactie in raport cu concentratiile diferitilor reactanti putand fi determinate empiric.
Viteza reactiei de dizolvare controlate superficial este marita uneori printr-o complexare sau protonare superficiala. In unele cazuri, cum este cel al dizolvarii reducatoare a magnetitei, dizolvarea este insotita de o variatie in starea de oxidare a substratului; in aceste situatii, viteza de dizolvare devine dependenta de potentialul de oxido-reducere al substratului [87].
Reactiile de precipitare pot influenta, de asemenea, procesele de coroziune. Pe masura producerii adsorbtiei, precipitatul poate mari viteza dizolvarii in cazul reactiilor controlate de difuzie prin coroborarea activitatii speciilor dizolvate. Gradul de accelerare al dizolvarii este maxim cand precipitarea are loc in apropierea zonei in care s-a produs dizolvarea, mentinand astfel un gradient mare de concentratie. Poate apare, insa, si situatia contrara in care formarea unui strat de precipitat poate inhiba coroziunea, actionand ca o bariera in calea transportului de masa datorat dizolvarii. Calitatea filmului poate varia de la un strat pasiv, foarte protector, la unul poros, mai putin protector. La randul lor, reactiile redox si procesele de adsorbtie pot avea loc in stratul de precipitat. Straturile de compusi precipitati pot fie sa catalizeze, fie sa inhibe reactiile care au loc cu transfer de electroni [10].
Lucrarile lui Chen si Rosborg [10] prezinta situatia complexa intalnita in cazul in care initial se formeaza un strat de oxid dens pe metalul de baza, peste care se suprapune un altul poros - stratul de crud -. Autorii au presupus ca difuzia speciilor chimice formate in mediul apos prin acest strat-bariera reprezinta procesul care limiteaza viteza tuturor proceselor de coroziune ulterioare. Ecuatia cinetica corespunzatoare coroziunii apoase gasita de autorii susmentionati este similara ecuatiei specifice a oxidarii in faza gazoasa, ceea ce reprezinta o neglijare a urmatorilor trei parametri care pot influenta cresterea depunerii:
potentialul chimic al oxigenului la interfata metal/oxid si respectiv oxid/apa;
difuzivitatea vacantelor oxigenului in stratul superficial dens si
concentratia de impuritati cationice care au dimensiuni identice cu cationii de fier din stratul dens de oxid.
Acesti parametri pot fi influentati de chimismul apei si de prezenta straturilor de crud, prin luarea in considerare a urmatorilor factori:
stabilitatea fazei oxidului;
posibilitatea de formare si migrare prin crud a impuritatilor cationice;
morfologia oxidului dens si a celui poros;
alterarea proceselor radiolitice locale;
difuzia marita a diferitelor specii chimice pe la limita de graunti.
Se stie ca procesul de coroziune al materialelor din care este confectionat circuitul secundar al unei centrale nuclearo-electrice poate fi minimizat, in general, prin urmatoarele doua metode:
prin selectarea judicioasa a materialelor si
printr-un control riguros al chimismului agentului apos care vine in contact cu ele.
In tabelul 1[10] este prezentata influenta unor parametri chimici ai apei asupra procesului de formare si crestere a crudului in cazul proceselor de coroziune controlate de difuzie.
Tabelul 1[10] Influenta unor parametri chimici ai apei asupra
procesului de crestere a crudului
|
Procese independente |
Factorii care le influenteaza |
Cresterea crudului |
Chimismul apei |
|
Reactii la suprafata t (la suprafata stratului- bariera) |
- activitatea oxigenuluit - iradierea t - temp. t |
- afecteaza activitatea la interfata a O2? - mareste radioliza locala ? - mareste local temp. metaluluit |
radioliza t - PO2 t -temp.t - pH2u - [Li+] ? |
|
Difuzia prin stratul bariera t |
defectele structurale t - transformarile de faza t - temperatura t - iradierea t |
- accelereaza transf. de faza ? - mareste temperatura locala a metalului de baza t |
- [Li+]t -temp.t |
|
Reactii la interfata oxid/metal/ sau metal/apa |
- PO2 u - defectele structurale t - temp. t - iradierea t |
- mareste temperatura locala a metalului de baza t - mareste radioliza locala? |
-temp.t (cand apa penetreaza prin pori sau fisuri) radioliza t - PO2 t - PH2 tu |
Simbolurile din tabelul 1 au urmatoarele semnificatii:
u - efect negativ al factorului respectiv asupra procesului independent corespunzator;
t - efect pozitiv al factorului respectiv asupra procesului independent corespunzator;
? - efect probabil al factorului respectiv asupra procesului independent corespunzator.
In ciuda tuturor acestor precautii, produsii de coroziune, sunt, totusi, inevitabil eliberati de la suprafata metalelor, in special a celor feroase, transferati apoi in agentul termic apos care circula prin circuitul secundar, pentru ca ulterior o parte din ei sa se depuna pe alte suprafete ale componentelor prezente in circuitul secundar [88].
In momentul initierii coroziunii, fierul este eliberat in agentul de racire pana cand acesta se satureaza in ioni de fier. In acelasi timp, oxidul de fier incepe sa se depuna pe suprafata cu o viteza determinata de viteza de coroziune a materialului de baza, viteza de dizolvare a oxidului si viteza de transport a ionilor de fier de la interfata oxid/agent de racire in blocul agentului de racire. In mod normal, aceste doua ultime procese sunt considerate ca "procese de eliberare" a produsilor de coroziune. Cand agentul de racire devine saturat in ioni de fier, viteza de coroziune a materialului de baza egaleaza, in medie, viteza de precipitare a fierului sub forma de oxid si in acest moment viteza de eliberare scade la valoarea zero.
Dupa o anumita perioada de expunere a componentului din otel carbon in agentul apos la temperatura inalta, urmata de racirea sistemului cu o viteza destul de lenta pentru a evita gradientii apreciabili de temperatura, determinarea coroziunii totale si a masurii in care s-a ingrosat filmul superficial va indica eliberarea neta de ioni de fier din component. Aceasta reprezinta echivalentul cantitatii necesare pentru a satura agentul de racire la temperatura respectiva, tinand cont de raportul dintre suprafata componentului din otel carbon si suprafata totala a echipamentului respectiv din care face parte componentul din otel carbon [87].
In cazul activarii aliajelor feroase, fierul eliberat de ele este izotopul Fe59. Procesul de coroziune decurge si in acest caz exact ca mai sus si chiar si atunci cand agentul de racire este saturat in fier dizolvat, probele continua sa elibereze in solutie izotopul radioactiv Fe59. Acesta poate fi incorporat imediat in oxidul de la interfata metal/oxid sau poate difuza prin oxid spre interfata oxid/agent de racire. Deci, el poate precipita in stratul de oxid exterior sau poate fi transportat in blocul agentului de racire, de unde el poate fi incorporat in filmul de oxid existent pe peretii circuitului respectiv. Rezultatele finale ale determinarilor de Fe59 din filmul de oxid de pe peretii circuitului sau autoclavelor si respectiv din agentul de racire, vor indica o valoare diferita de cea a fierului eliberat, determinat in experimentele anterioare. Aceasta diferenta este, in mod clar, determinata de gradul de amestecare al fierului provenit din oxid cu cel existent in blocul solutiei [88]. Astfel, daca nici o cantitate de Fe59 nu va fi transportata la peretii circuitului secundar si incorporata in oxid, atunci nu va exista nici o diferenta intre cantitatea de fier eliberata, determinata prin tehnica radiotrasorilor si respectiv printr-o tehnica conventionala. Cele aratate mai sus pledeaza pentru importanta distingerii intre eliberarea "neta" de fier masurata prin tehnica de curatire conventionala si asa-numitul fier "aparent" determinat prin tehnica radiotrasorilor. In cazul ideal, prima ar trebui sa fie zero in cazul unui metal, cum este de exemplu otelul, care se corodeaza intr-un sistem saturat in proprii sai ioni, presupunand ca nu exista forte mecanice care sa indeparteze filmele de oxid. A doua valoare - a fierului asa zis "aparent" - va fi o cantitate finita, care va depinde de proprietatile de transport ale fluidului.
In timpul functionarii unei centrale nuclearo-electrice pot apare urmatoarele probleme datorita transportului si redepunerii ulterioare aleatoare a produsilor de coroziune:
depunerile pot conduce la obturari ale conductelor, micsorand astfel aria sectiunii conductei prin care circula agentul termic din circuitul secundar. Totodata, datorita produsilor de coroziune depusi, poate avea loc marirea rugozitatii suprafetelor, producandu-se astfel o rezistenta marita la curgere si implicit aparitia unor debite ceva mai reduse ale agentului termic;
pot apare produsi de coroziune radioactivi, care, la randul lor, pot contamina suprafetele din afara fluxului, contribuind astfel la marirea campului de radiatii din anumite zone ale circuitului secundar.
La randul lor, produsii de coroziune radioactivi pot fi generati direct sau indirect. In primul caz, produsii de coroziune eliberati ca urmare a coroziunii pot deveni radioactivi in urma activarii cu neutroni a materialelor structurale aflate in flux. In al doilea caz, in agentul de racire pot intra unii produsi de coroziune proveniti de pe suprafetele din afara fluxului, care, depunandu-se ulterior pe suprafetele aflate in flux, pot suferi o activare cu neutroni, devenind astfel radioactivi; acestia din urma - daca sunt sub forma de suspensie - pot trece din nou in agentul de racire si astfel ciclul se reia. Produsii de coroziune radioactivi cu ponderea cea mai mare in producerea campului de radiatii din circuitul secundar sunt Co60 si respectiv Co58, o contributie mai mica avand Fe59, Cr51 si Mn54. Izotopul Co58 este generat prin activarea cu neutroni rapizi a Ni58, care este unul din componentele principale ale Iy-800. Izotopii Fe59 si Mn54 sunt generati de Fe58 si respectiv Fe54, iar Cr51 este generat de Cr50.
Produsii de coroziune radioactivi si respectiv neradioactivi se pot prezenta sub urmatoarele forme: specii solubile si suspensii avand dimensiuni mai mari de 1mm sau particule coloidale (<1mm), care pot fi retinute pe o membrana filtranta microporoasa avand dimensiunea porilor de 0,45mm, materialul neretinut fiind clasificat ca solubil.
In scopul simplificarii modelarii depunerii produsilor de coroziune, s-a presupus ca speciile chimice care contin Fe, Ni, Cr si Co au o comportare identica in ce priveste solubilitatea, nucleerea si precipitarea, asa incat sa rezulte o comportare relativ uniforma atat a produsilor de coroziune depusi cat si a celor solubili, care circula prin circuit. In realitate nu se intampla astfel, ci exista variatii datorate urmatoarelor contributii: depunerii suspensiilor, precipitarii unor specii chimice si diferentelor de solubilitate intre compusii nichelului si fierului.
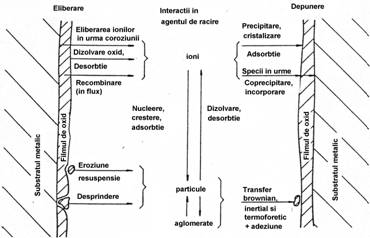
Fig.1[89] Ilustrarea mecanismului de formare, transport si depunere
a produsilor de coroziune.
In cadrul transferului activitatii de pe suprafetele aflate in flux la cele aflate in afara fluxului, o importanta relativa o prezinta operarea in stare de echilibru si respectiv in conditii de tranzient. O diagrama simplificata a proceselor care guverneaza producerea, eliberarea, transportul si respectiv redepunerea produsilor de coroziune este prezentata in figura 1[89].
Pentru a modela transportul si depunerea produsilor de coroziune, este necesara evaluarea urmatorilor parametri:
a) cantitatea de material neradioactiv eliberat de suprafetele aflate in afara fluxului si implicit stabilirea potentialului lui de redepunere pe suprafetele aflate in flux;
b) cantitatea de material radioactiv rezultat din coroziunea materialelor structurale aflate in flux;
c) interactia speciilor radioactive solubile cu filmele aparute in urma coroziunii suprafetelor aflate in afara fluxului.
In cazul otelurilor carbon si feritice slab aliate, a fost emisa ipoteza conform careia viteza totala de reactie este controlata de difuzia prin pori a speciilor solubile din apa care contine fier, pana la stratul de oxid adiacent metalului de baza. Circa jumatate din fierul oxidat este incorporat in magnetita formata la suprafata metalului (stratul interior), iar cealalta jumatate este transportata din solutie la fata exterioara a oxidului, unde el poate da nastere prin precipitare stratului exterior sau poate fi eliberat din nou in blocul solutiei, putandu-se redepune, astfel, in alta parte. Stratul interior de oxid fiind microcristalin (avand o porozitate de cca.10%) si continand unele elemente de aliere ca de exemplu cromul din materialul de baza, poate forma oxizi cu solubilitate coborata. Stratul exterior format din cristale mai mari de magnetita (de cca.1mm), poate contine ceva mangan sau nichel. Viteza de coroziune a componentelor structurale fabricate din aliaje feroase depinde de fluxul de fier dizolvat, care la randul lui, depinde de: gradientul de concentratie al fierului dizolvat, lungimea cailor de difuzie si existenta unui coeficient adecvat de difuzie.
Se stie ca viteza de coroziune scade cu cresterea grosimii filmului superficial, fiind indisolubil legata de solubilitatea magnetitei in mediul apos generat la interfata unde are loc coroziunea. Existenta unor straturi de oxizi de fier cuprinzand cele doua substraturi coroborata cu difuzia fierului si a altor specii chimice din faza apoasa prin filmul poros cel mai exterior, au constituit suporturile teoretice ale interpretarii rezultatelor testelor executate in bucle de coroziune referitoare la contaminarea cu ioni de Co a filmelor de oxid formate pe otelurile inox, pe Iy-800 si pe otelurile carbon.
Analizand distributia produsilor de coroziune eliberati si respectiv depusi pe diferitele componente prezente in circuitul secundar al CNE Gentilly 2, se observa ca principalele surse de produsi de coroziune sunt peretii tuburilor apartinand: incalzitoarelor apei de alimentare de inalta si respectiv joasa presiune (HPH si LPH), conductele separatorului de picaturi si tevile condensatorului (fig.2[93]). Totodata, in tabelul 2[93] este prezentata distributia produsilor de coroziune formati pe componentele feroase prezente in circuitul secundar al aceleasi CNE. Unii dintre parametrii inclusi in acest tabel sunt reprezentati grafic in figura 2[93], in care este prezentata variatia cantitatii de depuneri si a coroziunii diferitelor componente din circuitul secundar al CNE Gentilly 2.
Pe toate otelurile carbon utilizate in circuitul secundar, a fost identificata hematita (Fe2O3), magnetita (Fe3O4) si alti compusi cristalini ca goethita (a-FeOOH) si lepidocrocita (g-FeOOH); ultimii doi fiind uneori sub limita de detectie a metodei de difractie cu raze X, n-au putut fi decelati intotdeauna.
Tabelul 2 [93] Distributia produsilor de coroziune (%) aderenti si
eliberati de otelurile carbon in agentul de racire din circuitul secundar
|
Suspensii existente in agentul de racire | |
|
Filme detasate de pe suprafetele componentelor | |
|
Filme aderente pe suprafetele componentelor | |
|
Produsi existenti in sistemul de tratare al agentului de racire |
|
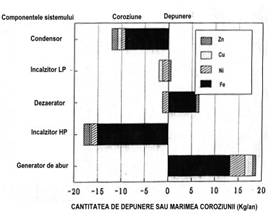
Fig.2[93] Variatia cantitatii de depuneri si a coroziunii diferitelor componente din circuitul secundar al CNE Gentilly 2
Cei mai des intalniti oxizi de fier in instalatiile nucleare de putere sunt prezentati in tabelul 3[96].
Tabelul 3[96] Principalii compusi ai fierului identificati in circuitele secundare ale centralelor nucleare
Oxihidroxizi | |||
|
Formula |
Denumire |
Formula |
Denumire |
|
α-FeOOH |
Goethite |
Fe5OH4H2O |
Ferrihydrite |
|
β-FeOOH |
Akaganite |
α-Fe2O3 |
Hematite |
|
γ-FeOOH |
Lepidocrocite |
γ-Fe2O3 |
Maghemite |
|
δ-FeOOH |
Ferroxyhyte |
Fe3O4 |
Magnetite |
Produsii de coroziune transportati de agentul caloportor se pot depune pe tuburi, pe structura suportului tuburilor si pe placile tubulare(figura 3[97]).
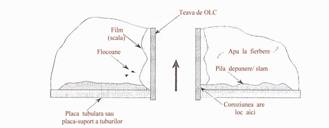
Fig.3[97] Schema formarii depunerilor pe tuburi si pe placile
tubulare din otel carbon
In figura 4[88] este ilustrat schematic echilibrul dinamic stabilit la interfata solutie/otel carbon, iar in figura 5[88] este prezentata schematic structura unui film superficial de magnetita de pe o conducta de alimentare din otel carbon.
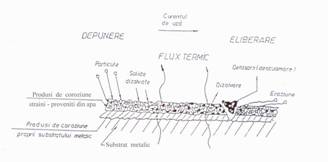
Fig.4 [86] Prezentarea schematica a echilibrului dinamic stabilit la
interfata otel carbon/ solutie
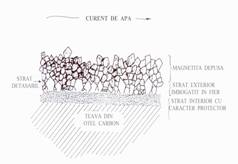
Fig.5[86]. Ilustrarea schematica a depunerii de magnetita pe otelul
carbon la interfata cu apa saturata in fier
Faptul ca depunerile de pe tuburi sunt, in general, mai abundente pe partile mai fierbinti decat pe cele mai reci, este explicabil prin aceea ca are loc o dubla depunere. Viteza fluidului este, de asemenea, mai mare pe partea fierbinte deoarece titrul aburului este mai mare. Atat constanta difuziei cat si depunerea inertiala cresc cu cresterea vitezei de curgere a fluidului datorita dependentei lor de viteza de frecare. Astfel, cele doua constante favorizeaza, de asemenea, depunerile pe partea fierbinte. Viteza de frecare tinde sa fie mai mica in regiunea indoiturilor in forma de U, confirmand depunerile mai reduse observate in aceasta regiune.
In tabelul 4[98] sunt inserate valorile grosimilor depunerilor formate pe tuburile circuitului secundar, evaluate folosind sectiunile tuburilor dezafectate din diferite centrale CANDU; masa depunerii a fost determinata prin dizolvare, prin depunere intelegandu-se numai magnetita prezenta in depunere.
Tabelul 4[98] Caracterizarea depunerilor formate pe
conductele circuitului secundar din diferite centrale nucleare CANDU
|
Denu-mire CNE |
Anul prelevarii depunerii |
Per. operare (ani) |
Grosimea depunerii (mm) |
Masa depunerii (g/m2) |
|
PLGS | ||||
|
PLGS | ||||
|
PLGS | ||||
|
BNGS-2 | ||||
|
BNGS-2 | ||||
|
BNGS-4 | ||||
|
BNGS-4 | ||||
|
BNGS-6 | ||||
|
BNGS-6 | ||||
|
BNGS-8 | ||||
|
PNGS-5 |
Pentru a face o comparatie edificatoare intre valorile experimentale - rezultate pe baza evaluarii depunerilor gasite pe tuburile dezafectate din instalatie - si cele prezise cu ajutorul modelului SLUDGE, este necesara cunoasterea in profunzime a istoriei functionarii instalatiei si in special baza de date experimentale referitoare la concentratia fierului in apa de alimentare pe parcursul functionarii acesteia in regim stationar si in timpul pornirilor ca si numarul de porniri/ opriri pe parcursul operarii instalatiei.
Se stie ca in cazul tehnologiilor mai vechi, in care amoniacul era utilizat pentru reglarea valorii pH-ului fluidului din circuitul secundar, procesele cu transfer de masa care aveau loc la temperaturi mai mari de 200oC puteau fi considerate neglijabile, deoarece valorile constantelor de disociere ale NH3 scadeau rapid cu cresterea temperaturii[100].
In acest context, o mare importanta o are variatia solubilitatii magnetitei functie de pH la temperaturi ridicate, specifica operarii circuitului secundar dintr-o centrala nuclearo-electrica (figura 6[100]).

Fig.6[100] Variatia solubilitatii magnetitei functie de pH la 300oC
Kritskij[100], discutand influenta NH3 asupra pH-ului solutiei, a remarcat ca, in conditiile opririi centralei, amoniacul are un efect semnificativ asupra pHT-ului, crescandu-l si reducand astfel, implicit, solubilitatea magnetitei.
Cand se utilizeaza tratarea cu AVT a mediului apos din circuitul secundar, este clar ca dupa o anumita perioada de operare este atins un regim stationar, fapt reflectat printr-o viteza de depunere medie de 4,9mm/an pe partea fierbinte a fasciculului tubular si respectiv de 1,3mm/an pe partea rece.
Daca nu se ia in considerare concentratia fierului din diferite ape de alimentare ale instalatiilor, nu se poate stabili o concordanta buna intre valorile observate ale vitezelor de crestere ale depunerilor si respectiv cele prezise, semnificativ si relativ constant ramanand raportul dintre depunerile medii din partea fierbinte/ cele inregistrate pe partea rece.
O metoda de micsorare a coroziunii si implicit a cantitatii de depuneri, o reprezinta respectarea specificatiilor de chimism ale apei din circuitul secundar, care se refera, in principal, la domeniile acceptabile de pH si respectiv de potential de coroziune electrochimic (ECP). Domeniul optim de ECP poate fi dedus pe baza caracteristicilor curbei de polarizare potentiodinamica a materialului, trasata la pH-ul de interes. In acest mod, poate fi determinata zona optima pH-ECP in care exista o viteza minima de coroziune a metalului sau aliajului respectiv [102].
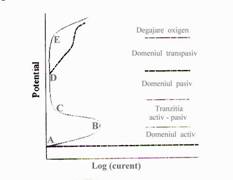
Astfel, in fig.7 [102] este prezentata ramura anodica a unei curbe de polarizare aferenta unui material structural oarecare. Desi nu toate aliajele se comporta conform curbei prezentate in aceasta figura, este instructiv de trecut in revista principalele ei caracteristici si de stabilit care informatii sunt utile pentru a raspunde la problema capacitatii oxidante a mediului fata de materialul respectiv.
In domeniul de potential AB, curentul creste continuu cu cresterea potentialului, in acest domeniu manifestandu-se o coroziune activa a aliajului. In punctul B, un oxid protector incepe sa se formeze pe suprafata, oxid care tinde sa intarzie procesul de coroziune; acest domeniu de potential corespunde tranzitiei activ-pasiv.
|
|
Fig.7 [102] Reprezentarea schematica a unei curbe potentiodinamice cu marcarea domeniilor de interes |
Cresterea potentialului in domeniul BC corespunde formarii unui film pasiv sau protector, in acest domeniu curentul scazand semnificativ. Curentul ramane relativ coborat si insensibil la cresterea potentialului pana cand potentialul ajunge in punctul E, numit potential de pitting. In acest punct, filmul protector incepe sa se distruga, dand nastere unui atac localizat sever, manifestat sub forma de pitting. La polarizarea in sens invers, se produce o repasivare a materialului la potentialul corespunzator punctului D, numit potential de protectie. Cat timp valoarea potentialului ramane sub punctul D, nu se vor mai initia noi pituri, iar piturile existente nu vor creste. Regiunea potentialelor cuprinse intre D si C corespunde domeniului pasiv.
Curbele de polarizare de tipul celei prezentate in fig.7[102] au fost obtinute, in general, pe materiale policristaline, in care caz dimensiunea electrodului a fost mult mai mare decat cea a granulelor individuale. Din cauza ca limitele granulelor sunt mult mai active decat corpul propriu-zis al granulei, polarizarea limitei granulei va conduce la o deplasare a potentialelor spre valori mai negative decat polarizarea corpului propriu-zis al granulei. Deci, mentinand materialul la un potential in vecinatatea punctului B, poate apare o dizolvare preferentiala a limitelor granulelor, forma a coroziunii localizate numit in mod uzual atac intergranular (IGA)[102]. In prezenta unor tensiuni reziduale suficient de inalte sau a unor tensiuni survenite in decursul operarii, materialul respectiv va deveni susceptibil la fisurare intergranulara sub stres (IGSCC). O situatie similara apare in regiunile in care exista crevase, deoarece potentialul din crevasa este mai negativ (mai activ) decat potentialul din afara crevasei[102÷104]. Astfel, daca valoarea potentialului este situata in vecinatatea punctului B, se poate initia coroziunea in crevasa sau sub depunerea respectiva. Pentru a minimiza degradarea prin coroziune, chimismul local al mediului trebuie sa fie astfel reglat incat materialul imersat in mediul apos respectiv sa adopte un potential electrochimic de coroziune care sa fie situat in domeniul pasiv, deoarece la potentialele situate in afara regiunii pasive, este posibil ca metalul sa sufere un atac generalizat cu viteza mare sau un atac localizat.
2. Rezultate experimentale referitoare la cinetica formarii depunerilor in circuitul secundar
Concentratia produsilor de coroziune total formati in urma autoclavizarilor executate in solutia AVT dezoxigenata asculta de o curba logaritmica, monoton crescatoare la inceput, care, dupa cca.60 zile, tinde spre un palier (figura 8)[105].
Alura curbei cinetice corespunzatoare cantitatii de produsi de coroziune total formati ca si micrografiile filmelor formate pe probele autoclavizate dupa diferite perioade de timp in solutia (AVT + N2H4) dezoxigenata, confirma supozitia prezentata mai sus referitoare la accentuarea caracterului protector al filmelor superficiale, pe masura derularii autoclavizarii probelor.
Fig.8[105]. Variatia cantitatii de produsi de coroziune total formati pe otelul carbon SA106 autoclavizat in solutia AVT degazata
In cazul produsilor de coroziune aderenti, se manifesta aceeasi tendinta ca si in cazul produsilor de coroziune total formati, fapt evidentiat prin curba exponentiala din figura 9[105].
|
|
Fig.9[105] Variatia cantitatii de produsi de coroziune aderenti formati pe otelul carbon SA106 autoclavizat in solutia AVT degazata |
Concentratia produsilor totali formati pe suprafetele probelor autoclavizate in solutia continand monoetanolamina in locul morfolinei, codificata (AVT)m, este mai mare decat concentratia acelora formati pe probele autoclavizate in solutia AVT (Figurile 10, 11).
Fig.10[105] Curbele aferente cantitatilor de produsi de coroziune total formati pe otelul carbon autoclavizat in urmatoarele solutii degazate:
- AVT clasic si - (AVT)m
Fig.11[105] Curbele aferente depunerilor aderente formate pe otelul carbon autoclavizat in urmatoarele solutii: - AVT clasic si - (AVT)m
Ca urmare a autoclavizarii probelor de otel carbon SA106 diferite perioade de timp in solutia AVT clasica si in alte tipuri de solutii dezoxigenate, in care in locul ciclohexilaminei au fost folosite alte doua substante, care pe langa functia de reglare a pH-ului, sunt si inhibitori de coroziune - trietilamina(TREA) si respectiv trietanolamina (TEA)-, suprafata acestora s-a acoperit cu filme superficiale relativ aderente si protectoare. Pentru evaluarea gravimetrica a parametrilor specifici coroziunii probelor autoclavizate a fost necesara atat cantarirea initiala a probelor cat si dupa aplicarea diferitelor etape de descalare. Utilizand programul de prelucrare matematica a acestor rezultate gravimetrice, au fost trasate curbele cinetice corespunzatoare sistemului otel carbon/ solutiile respective si au fost stabilite ecuatiile cinetice corespunzatoare[109].
Examinand graficele in care sunt prezentate comparativ curbele aferente diferitilor parametri cinetici calculati pe baza rezultatelor obtinute in urma descalarii probelor filmate in cele trei tipuri de solutii, am constatat ca cinetica variatiei in timp a cantitatii de produsi de coroziune total formati si aderenti, sunt functii logaritmice de forma: y = k1ln(x) - k2 (figurile 12-13)[53]. Amplasarea comparativa a celor trei curbe si implicit valorile constantelor si ale exponentilor pledeaza pentru ideea urmatoare: cantitatile cele mai mari de produsi de coroziune total formati si aderenti au luat nastere in solutia AVT, in timp ce in celelalte doua tipuri de solutii, s-au format cantitati mult mai mici din produsii respectivi, cele mai mici fiind formate in solutia de autoclavizare aditivata cu TEA.
Fig.12[53] Variatia in timp a cantitatii de produsi de coroziune total
formati pe probele filmate in cele trei tipuri de solutii
Fig.13[53]. Variatia in timp a depunerilor aderente formate pe
probele filmate in solutiile: AVT, (MF + TEA) si (MF + TREA)
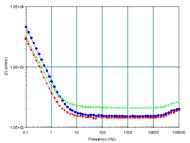
In urma executarii masuratorilor electrochimice de impedanta (EIS) pe probele autoclavizate in solutia AVT clasica, dezoxigenata, o perioada de cca.130 zile, s-a constatat ca filmele superficiale create pe aceste probe dupa aceasta perioada sunt relativ uniforme ca grosime si putin poroase.
Faptul ca datele obtinute prin fitare s-au suprapus practic peste cele experimentale, obtinute prin masuratori de impedanta, demonstreaza veridicitatea rezultatelor experimentale (fig.14a, b[53]).
|
|
|
Fig.14a, b[53] Curbele Bode aferente probelor de SA106 autoclavizate:
■ - 79 zile; ● - 110 zile; ▲- 130 zile in solutia AVT degazata
(mentinere in electrolit: a - 0,5h; b- 24h)
Aceasta suprapunere aproape integrala a curbelor EIS experimentale si fitate este confirmata si de circuitele echivalente corespunzatoare acestor curbe, care, pentru perioade mai scurte de autoclavizare, au fost de tipul: R(CR)(QR)(CR), pentru ca perioadei de 130 zile sa-i corespunda un alt circuit, un pic diferit si anume: R[(CR(QR))(CR)].
Examinand rezultatele masuratorilor de impedanta executate pe probele de otel carbon autoclavizate diferite perioade de timp in solutia degazata tip (AVT)m care a continut ciclohexilamina (CHA) si monoetanolamina (ETA) in locul morfolinei, s-a constatat ca curba unghiului de faza aferenta unei probe autoclavizata 15 zile in solutia (AVT)m prezinta doua minime distincte care indica formarea unui film duplex pe proba. Pe masura prelungirii perioadei de autoclavizare, aceste doua minime s-au comasat intr-unul singur (Fig.15a, b[105]).
|
|
Fig.15a, b[105] Curbele Bode si ale unghiurilor de faza aferente probelor autoclavizate in solutia degazata tip (AVT)m urmatoarele perioade de timp: a-15 zile; b- 65 zile |
|
|
Suprapunand curbele Bode aferente probelor autoclavizate diferite perioade de timp in solutia continand monoetanolamina(MEA), se observa o dispersie mai mare a curbelor Bode in domeniul frecventelor mici si medii, care devine mai pronuntata cu cresterea perioadei de mentinere a probelor in electrolit [105]. Toate circuitele echivalente aferente probelor autoclavizate in aceasta solutie degazata continand MEA au apartinut tipului R(CR)(QR)(CR), ceea ce denota similitudinea caracteristicilor filmelor superficiale formate dupa diferite perioade de autoclavizare.
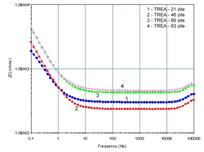
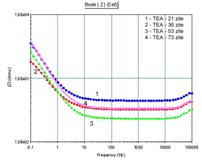
Utilizarea trietilaminei si respectiv trietanolaminei in locul ciclohexilaminei pentru reglarea pH-ului mediului apos din autoclava la valoarea de 9,7, a condus la formarea unor filme compacte si relativ protectoare in cazul autoclavizarilor care au durat perioade mai lungi de 45 zile, fapt evidentiat pe toate tipurile de curbe EIS (figurile 16, 17[53]).
|
|
Fig.16[53] Curbele Bode aferente probelor autoclavizate in solutia continand trietilamina urmatoarele perioade: 21 zile (1), 46 zile (2),66 zile(3) si 93 zile (4) (0,5h mentinere in electrolit) |
|
|
Fig.17[53] Curbele Bode aferente probelor autoclavizate in solutia continand trietanolamina urmatorii timpi: 21 (1), 36 (2), 53 (3) si 73 zile(4) (0,5h mentinere in electrolit) |
Faptul ca circuitele echivalente aferente filmelor se schimba de la R(CR(QR)(QR)) - corespunzator filmului creat dupa 21 zile de autoclavizare - la R(CR(QR)) - aferent filmului format dupa 72 zile de autoclavizare, reprezinta o dovada a cresterii gradului de compactare al filmelor superficiale concomitent cu cresterea perioadei de autoclavizare.
|
a) |
b) |
|
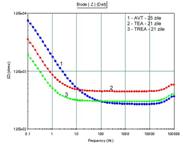
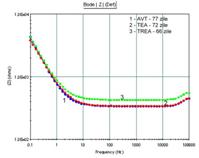
Fig.18a,b[53] Curbele Bode aferente otelurilor carbon autoclavizate 20 si 70 zile in solutiile: AVT clasica (1) si in cele continand trietanolamina(TEA)(2) si trietilamina(TREA)(3) (24h in electrolit) |
|
In fig.18[53] sunt prezentate comparativ curbele Bode aferente filmelor formate pe otelul carbon dupa 20 zile si respectiv 70 zile de autoclavizare in solutiile AVT clasica si in cele continand trietanolamina (TEA) si trietilamina (TREA). Amplasarea lor pe grafice dupa mentinerea probelor in electrolit perioade variabile de timp cuprinse intre 0,5 si 24 ore, pledeaza pentru ideea formarii dupa o perioada mai indelungata de autoclavizare a unor filme compacte si aproape la fel de protectoare fata de metalul de baza in toate cele trei tipuri de solutii, concluzie sustinuta si de similitudinea circuitelor echivalente aferente lor.
Investigatiilor topografice efectuate prin microscopie electronica de baleiaj (SEM) le-au fost supuse doua tipuri de filme: cele formate pe probele de otel carbon autoclavizate perioada minima (cca.20 zile) si respectiv maxima de timp (cca.70 zile) in cele trei tipuri de solutii.
Astfel, filmele formate pe probele autoclavizate in solutia AVT atat dupa 25zile cat si dupa 77 zile, examinate la mariri mici (x500, x1500), se prezinta ca filme cristaline, duplex, formate din cristale romboiedrice de diferite dimensiuni, intre care apar cristale mai mici, care incep sa formeze aglomerari sub forma de ciorchine. Prin analiza cu electroni secundari (EDS) au fost identificate urmatoarele elemente pe suprafata filmelor: Fe, Mn, O, Si.
Pe suprafata filmelor formate pe probele autoclavizate in solutia continand TREA, se observa aparitia unei dare relativ intunecate pe care exista foarte putine cristale, care difera net de restul suprafetei in care exista cristale foarte dese. In spectrele acestor filme obtinute prin analiza folosind electroni secundari au fost identificate urmatoarele elemente: Fe, Cu, Mn, O, C, Si. Filmele superficiale formate pe probele de otel carbon autoclavizate in solutia continand trietanolamina se prezinta ca un invelis uniform de cristale partial suprapuse unele peste altele. Totodata, s-a observat ca simultan cu cresterea perioadei de autoclavizare, dimensiunea cristalelor s-a marit[53].
Grosimea filmelor formate pe otelul carbon SA106 autoclavizat in solutia AVT clasica, determinate prin microscopie metalografica, a variat intre 1 si 5mm. Initial, dupa perioade relativ scurte de autoclavizare in solutia AVT, se observa o neuniformitate a oxidului, care se ingroasa si devine ceva mai uniform prin expunerea ulterioara in solutia de autoclavizare.
Grosimea filmelor formate pe probele autoclavizate perioade cuprinse intre 21 si 93 zile in solutia continand trietilamina (TREA), a variat intre 1,2 si 4,5mm[53]. Pe probele expuse perioade de timp de maxim 50 zile in aceasta solutie, s-a observat formarea unor oxizi foarte subtiri, relativ neuniformi ca grosime, de cca. 1,5mm. In urma expunerii ulterioare in solutia de autoclavizare, oxizii s-au ingrosat, atingand pe majoritatea sectiunii cca.4,5mm; in general, acesti oxizi sunt mai uniformi ca grosime decat cei formati in solutia AVT.
Grosimea filmelor formate pe probele autoclavizate in solutia continand trietanolamina (TEA), a variat intre 1,4 si 4mm, in cazul perioadelor variind intre 21 si 72 zile. Pe probele expuse perioade de maxim 40 zile in aceasta solutie, se observa formarea unor oxizi foarte subtiri, relativ neuniformi ca grosime, grosimea lor maxima fiind de 2mm. In urma expunerii ulterioare in solutia de autoclavizare, oxizii s-au ingrosat atingand pe majoritatea sectiunii cca.4mm. In general, oxizii formati in urma autoclavizarii in aceasta solutie continand TEA se prezinta mult mai uniformi ca grosime decat cei formati in solutiile continand AVT si TREA[53].
3.Mecanismele concentrarii produsilor de coroziune in circuitul secundar al Generatorului de Abur
Desi componentele principale ale Generatorului de Abur sunt executate din aliaje cu continut ridicat in nichel (Incoloy 800, Inconel 600, etc), exista si echipamente fabricate din otel carbon, cum ar fi de exemplu placa tubulara care este din otel SA508, mantaua din otel carbon SA516, etc.
Ca urmare a coroziunii peretilor exteriori ai tuburilor din Generatorul de Abur(GA), care fac interfata cu circuitul secundar, pot apare unii produsi de coroziune, care, ulterior se vor redepune pe tuburile si placile tubulare din GA, formand depuneri variabile ca grosime si ca aderenta. O parte din impuritatile prezente in mediul apos care circula prin circuitul secundar al GA se vor adsorbi si apoi redepune pe aceste filme superficiale. Impuritatile nevolatile, care sunt prezente totdeauna in urme in apa de alimentare, vor intra in GA simultan cu apa de alimentare si se vor concentra in: depunerile de pe placa tubulara, crevasele existente intre placa suport si tuburile care o strabat si pe suprafetele tuburilor. Mecanismul de concentrare al impuritatilor este ilustrat in figura 19[106].
Formarea de filme superficiale bogate in fier si a depunerilor de slam in Generatorul de Abur este asociata cu solubilitatea diferita a oxizilor de fier din diferite parti ale circuitului secundar. Pornind de la aceasta premiza, este foarte important de stiut care conditii favorizeaza depunerea acestor oxizi de fier in diferite zone ale circuitului secundar ale Generatorului de Abur si care sunt posibilitatile de predictie a formarii, respectiv de evitare a formarii acestor depuneri.
Suprafata exterioara si implicit partea superioara a acestor depuneri fiind umectata de apa din Generatorul de Abur care contine urme de impuritati, acestea vor patrunde in acele zone. Portiunea inferioara a depunerilor este deobicei uscata datorita temperaturii ridicate a interfetei dinspre circuitul primar al tubului. Intre zonele umede si uscate exista zone alternante umede si uscate, in care apa incepe sa se evapore, fiind eliberata de pe aceste suprafete ca abur. In acele zone alternante uscate si umede, concentratia sarurilor poate atinge nivele inalt corozive.
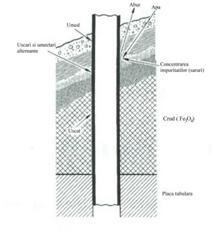
Fig.19[106] Mecanismul concentrarii impuritatilor
.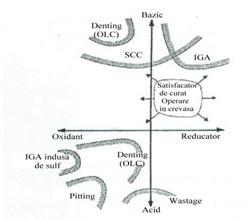
Fig. 20[106] Tipurile de coroziune care pot apare in Generatorul de Abur
la interfata cu circuitul secundar, functie de pH si potentialul redox
Functie de conditiile de mediu locale, de sub depunere, pot fi initiate diferite tipuri de coroziune, ca: SCC-ul materialului aflat la interfata dinspre circuitul secundar(OD-SCC), coroziunea intergranulara(IGA), denting-ul, pitting-ul si coroziunea wastage (fig.20)[106]. In fig.20[106] sunt prezentate principalele tipuri de coroziune care pot apare la interfata dinspre circuitul secundar al Generatorului de Abur functie de pH-ul si potentialul redox al mediului apos din acest circuit.
Analiza prin difractie de raze X( DRX) a depunerilor de slam prelevate de pe tuburile GA de la centrala nucleara Loviisa (Finlanda)[107] a aratat ca componentul majoritar al acestora este magnetita sau un alt compus spinelic similar acestui oxid.
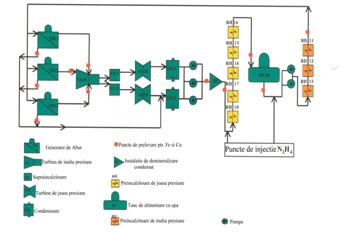
Fig.21[107] Diagrama schematica simplificata a circuitului secundar
de la CNE Loviisa
In fig.21[107] este prezentata schema circuitului secundar al CNE Loviisa (Finlanda) in vederea facilitarii identificarii pe aceasta schema a zonelor cele mai expuse concentrarii depunerilor. In centrala nucleara Loviisa, circa jumatate din apa care circula prin circuitul secundar trece prin instalatia de demineralizare a condensatului, in timp ce cealalta jumatate este returnata in circuit. In incalzitoarele de joasa si inalta presiune, apa este incalzita pana la temperatura pe care o are aburul din turbinele de inalta si joasa presiune.
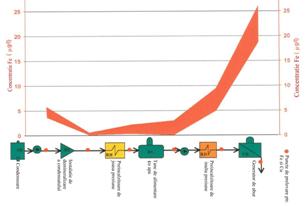
Fig.22[107] Concentratia fierului in diferite componente
ale circuitului secundar de la CNE Loviisa
Continutul cel mai ridicat in fier a fost detectat in apa de adaus a Generatorului de Abur, iar cel mai coborat in partea inferioara a instalatiei de demineralizare a condensatului. Prima crestere a concentratiei de fier in apa apare dupa preincalzitoarele de inalta presiune; aceasta crestere a concentratiei de fier apare mai intai intre tancul de alimentare cu apa si aceste preincalzitoare. Sursele cele mai probabile ale acestei concentratii suplimentare de fier sunt imbinarile de otel carbon din preincalzitoarele de inalta presiune. Presupunand ca erorile datorate modalitatilor de prelevare sunt identice, s-a constatat ca concentratia ionilor de fier masurata in apa iesita din preincalzitorul de inalta presiune este cu (1,5 mg/l mai mare decat in apa iesita din alt sistem.
Reglarea concentratiei de oxigen din ambele circuite ale Generatorului de Abur este realizata utilizand un adaus de hidrazina efectuat inainte de preincalzitoarele de joasa presiune. Analizand valorile concentratiilor ionilor de fier gasite in circuitul secundar al centralei nucleare Loviisa, au fost trase urmatoarele concluzii(fig.22[107]):
a) concentratia fierului creste pe masura ce apa parcurge circuitul secundar. In timp ce valorile concentratiei fierului inregistrate dupa parcurgerea instalatiei de demineralizare a condensatului au fost cele mai coborate, cele mai inalte valori au fost inregistrate in apa de adaus din Generatorul de Abur. Asa cum s-a mai aratat deja, sursa cea mai probabila de fier suplimentar o reprezinta imbinarile din otel carbon existente in preincalzitoarele de inalta presiune. O modalitate posibila de a influenta eliberarea fierului din otelul carbon este optimizarea pH-ului apei de alimentare. In acest context devine foarte important rolul hidrazinei in reducerea vitezelor de dizolvare ale otelului carbon;
b) softul COMSY(Condition Oriented Ageing and Plant Life Monitoring System) permite calcularea pHT in diferite zone ale circuitului secundar si concentratiile de oxigen din circuit. Aceste doua caracteristici esentiale devin si mai importante atunci cand se trece la o noua chimie a apei complet modificata. Totusi, acest soft nu este capabil sa prezica vitezele de descompunere ale diferitelor amine ca si reactiile ulterioare ale acestora cu suprafetele componentelor, in special in cazul circuitelor secundare confectionate din diverse materiale. Deci, utilizand rezultatele analizelor efectuate on-line impreuna cu predictiile emise pe baza softului COMSY, este posibil sa fie gasite noi modalitati de reducere a concentratiei fierului care intra in Generatorul de Abur
Problemele de coroziune susmentionate pot fi contracarate prin mentinerea unui mediu lipsit de impuritati in Generatorul de Abur, in special in ariile unde exista crevase formate intre orificiile din placa tubulara si tuburile de Iy-800 sau In-600. Pentru a atinge acest obiectiv, au fost facute eforturi pe plan mondial pentru a implementa sisteme imbunatatite de tratare a apei, pentru a obtine un condensat, respectiv o apa de alimentare si de adaus cat mai lipsite de impuritati. Controlul impuritatilor s-a facut utilizand specificatiile de chimia apei. Pentru mentinerea chimismului agentului de racire din circuitul secundar in limite satisfacatoare, s-a incercat imbunatatirea lui prin limitarea admisiei de poluanti in Generatorul de Abur
Referitor la limitarea admisiei poluantilor in Generatorul de Abur, diferiti cercetatori au remarcat urmatoarele:
- sodiul, ca specie caustica, fiind una dintre cele mai agresive substante care pot produce IGA/SCC, admisia sa in Generatorul de Abur a fost limitata prin specificatiile tehnice din 1988 [108, 109];
- a fost proiectat un sistem mobil de purificare a apei pentru a elimina cu costuri cat mai coborate poluantii si suspensiile solide din apa din condensat la pornirea instalatiei sau in cazul admisiei apei brute;
- cuprul si plumbul sunt alte specii chimice periculoase pentru tuburile de Iy-800, In-600 sau In-690, in ceea ce priveste probabilitatea aparitiei IGA/SCC[110]. In acest context, cercetatorii de la EDF s-au concentrat pe indepartarea din CNE-uri a componentelor confectionate din cupru din unitatile mai vechi si pe limitarea poluarii cu plumb, in special in decursul operatiei de intretinere folosind materiale alternative sau acoperiri.
Dintre principalele actiuni intreprinse in vederea optimizarii chimismului apei din circuitul secundar al Generatorului de Abur, enumeram mai jos cateva mai importante si anume:
a) utilizarea de continuturi de N2H4 mai mari de 100mg/kg in apa de alimentare pentru a mentine conditiile reducatoare si a minimiza aparitia IGA/SCC la tuburile din GA[111-113]. Totusi, in centralele nucleare franceze, concentratia de N2H4 nu depaseste 100mg/kg, deoarece concentratiile inalte de N2H4 pot conduce prin descompunere termica la continuturi inalte de NH3, care trebuie sa fie absent in circuitele secundare in care exista si aliaje de cupru [12]. In absenta aliajelor de cupru, cercetatorii de la EDF au studiat influenta unor concentratii crescute de N2H4 in apa de alimentare (25, 100 si 200mg/kg) asupra proprietatilor reducatoare ale suspensiilor solide si asupra potentialelor redox ale acestora. Totusi, cresterea concentratiei de N2H4 peste 250mg/kg a avut o influenta foarte mica, chiar neglijabila asupra potentialului redox [114]. In plus, s-a constatat ca o marire excesiva a concentratiei de N2H4 in apa de alimentare poate conduce la:
- o crestere a costurilor de operare ale instalatiei (costuri cu reactivii si cu rasinile peste care trece apa purjata in Generatorul de Abur, care vor trebui inlocuite mai des);
- o influenta negativa asupra impactului procesului de coroziune-eroziune a otelurilor carbon [115] si
- va creste riscul ca sulfatii sa fie redusi la sulfuri[115].
b) referitor la etanolamina (ETA), care este larg folosita pentru conditionarea chimismului agentului termic din circuitul secundar, cercetatorii de la EDF au aratat ca comparativ cu morfolina, ETA este mai buna in ceea ce priveste scaderea continutului de suspensii solide si implicit impactul acestora asupra aparitiei problemelor de eroziune/coroziune;
c) adausul de H3BO3 in circuitul secundar este folosit in diferite tari pentru a preveni IGA/SCC la tuburile Generatorului de Abur. In Franta, H3BO3 a fost utilizat in zece centrale nucleare echipate cu tuburi din In-600, introduse in orificiile circulare din placa tubulara (TSP), care fusesera afectate de IGA/SCC.
Scopul acestor modificari ale chimismului circuitului secundar al Generatorului de Abur este de a aduce pH-ul in crevasa in domeniul pH-urilor neutre, conditie care asigura o coroziune minima a tuburilor (fig.23[107]). Din nefericire, chiar cand au existat niste date de laborator promitatoare si unele remedieri au fost efectuate, ele nu au fost suficiente pentru a opri sau evita coroziunea unor componente ale Generatorului de Abur si de aceea cu ocazia opririlor normale sau fortate, s-au gasit inca numeroase asemenea echipamente, in special din otel carbon, care au fost reparate sau inlocuite (prin obturare sau mansonare). De aceea, desi factorul atribuit coroziunii Generatorului de Abur a prezentat o tendinta descrescatoare cu cca.(2 8)% in perioada 1980-2000, costurile reparatiilor au fost de ordinul bilioanelor de dolari [107].
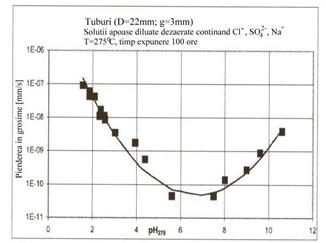
Fig.23[107] Efectul pH-ului asupra pierderii in grosime a otelurilor carbon
In Germania a fost adoptata o alta strategie de reglare a chimismului apei in scopul prevenirii/suprimarii concentrarii impuritatilor sub depunerile din Generatorul de Abur, care a urmarit intr-o prima etapa reducerea la minim a formarii de produsi de coroziune in Generatoarele de Abur. Acesti produsi de coroziune isi au originea in fata dinspre secundar a instalatiei, unde ei se formeaza, in principal, in sistemele care contin doua faze, in care circula un curent de abur care produce eroziunea-coroziunea otelurilor carbon. Pentru a contracara procesele de eroziune-coroziune ale otelurilor carbon, a fost pus la punct un chimism asa-numit cu «AVT inalt» (tratament cu amine volatile care asigura valori inalte ale pH-ului) in tot circuitul secundar, tratament implementat in centralele nucleare la inceputul anului 1980. Inainte de introducerea acestui tratament, chimismul apei includea doar injectia cu N2H4 pentru mentinerea conditiilor reducatoare in Generatorul de Abur. Anterior introducerii tratamentului tip "AVT inalt" pentru contracararea eroziunii-coroziunii, ajustarea pH-ului se facea cu NH3, care este, totodata, un produs rezultat si prin descompunerea termica a hidrazinei [12,106,108]. Spre sfarsitul anului 1970, in instalatiile germane vechi care lucrau la pH-uri coborate, a aparut un nou tip de coroziune, numita "coroziune wastage" datorita fosfatilor prezenti in circuit. Prin trecerea la un pH inalt, a rezultat o reducere drastica a concentatiei de fier din apa de alimentare. La scurt timp dupa aceasta conversie, au fost obtinute concentratii de fier in apa de alimentare de ordinul a 1ppb sau chiar mai putin, care au condus la o reducere drastica a transportului de produsi de coroziune in Generatorul de Abur
De aceea, incepand din anul 1980, operarea comerciala a centralelor germane a inclus tratamentul AVT pentru obtinerea unui pH inalt. Aceasta situatie este confirmata de faptul ca operatia de razuire a placii tubulare [Tube Sheet Lancing (TSL)] nu mai este executata anual, ci o data la trei ani, iar cantitatea de depuneri indepartate din Generatorul de Abur prin acest procedeu se situeaza in domeniul a (3 4)kg, dupa fiecare curatire. Reducerea concentratiei de fier in apa de alimentare a imbunatatit, de asemenea, performantele de transfer termic ale Generatorului de Abur In timpul perioadei de operare cu apa de alimentare avand un pH coborat, erau semnalate mari cantitati de fier transportate si implicit o crestere constanta a murdaririi Generatorului de Abur. Aceasta a fost drastic redusa, practic la zero, dupa introducerea operarii la pH inalt, iar in instalatiile noi unde, de la inceput, s-a lucrat cu aceste pH-uri inalte, murdarirea a fost practic inexistenta (fig.24[107]).
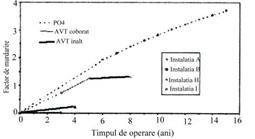
Fig.24[107] Influenta pH-ului apei de alimentare asupra murdaririi
tuburilor din Generatorul de Abur la interfata cu circuitul secundar
Experienta germana in domeniul prevenirii/ anihilarii problemelor de coroziune prin utilizarea unui control riguros al chimismului apei, a aratat ca acest chimism trebuie optimizat in tot circuitul secundar si nu numai in Generatorul de Abur.
|
|
Fig. 25[116] Compararea vitezelor de depunere a magnetitei si hematitei cand chimismul apei este reglat cu diferite amine |
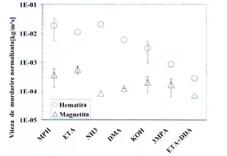
Incepand din 1990 au aparut si in alte tari strategii moderne care utilizeaza pentru reglarea chimismului apei asa-numitele amine avansate ca: morfolina, etanolamina(ETA), metilfenilamina (MPA), dimetilamina (DMA), 2-amino-piridina (2-AP), cu scopul de a reduce concentratia de fier din apa de alimentare [115, 116].
In acest context, in figura 25[116] sunt prezentate comparativ vitezele de murdarire (acoperire) cu magnetita si hematita ale otelurilor carbon in conditiile in care chimismul apei a fost reglat cu diferite amine, din cele susmentionate.
4.Mecanismul formarii depunerilor de produsi de coroziune pe otelurile carbon
Bignold[90] a aratat ca solubilitatea magnetitei variaza prin strat datorita schimbarii stoichiometriei acesteia. O explicatie posibila ar fi faptul ca stratului de oxid i-ar putea fi asociat un gradient de concentratie al hidrogenului care este corelat cu gradientul de difuzie al fierului solubil, care la randul lui este in echilibru cu cel din peretii porilor.
Blocarea porilor este eliminata daca are loc un transfer al ionilor prin stratul interior de oxid, utilizand urmatoarea cale a difuziei in stare solida, propusa de Effertz[91]: in timp ce ionii de O2- difuzeaza spre interior, ionii Fe2+ difuzeaza in afara, de-a lungul unor rute similare. Acest mecanism a fost ulterior perfectionat in sensul corelarii lui cu fractia de hidrogen generata la interfata metal/oxid. In acest sens, unul din colaboratorii lui Bignold[90] a sugerat ca in timp ce difuzia apoasa prin stratul poros interior genereaza coroziunea otelului moale in conditii puternic alcaline, difuzia in stare solida este mai plauzibila in solutii neutre.
Codurile de calcul create de cercetatorii americani si canadieni[94] au avut la baza vitezele de depunere si reantrenare ale particulelor functie de conditiile termohidraulice locale, care au fost calculate folosind analiza tridimensionala in stare stationara a unui circuit secundar. In figura 26[94] sunt prezentate etapele de formare a depunerilor pe tevile de otel carbon. Dintre principalele premize operationale folosite in aceste coduri amintim:
are loc o scadere a transferului termic datorita murdaririi circuitului secundar;
este necesara stabilirea zonelor din circuitul secundar care sunt cele mai susceptibile la murdarire;
trebuie stabilit un program si o strategie a curatirii chimice;
trebuie stabilita o viteza optima si locul optim de purjare;
trebuie evaluate efectele modificarii proiectului initial asupra comportarii ulterioare la murdarire a circuitului secundar.
Ruckenstein si Prieve[117] au fost primii cercetatori care au aratat ca viteza de depunere a particulelor coloidale pe o suprafata poate fi descrisa ca un proces in doua etape, prima fiind transportul particulelor la suprafata, urmata de atasarea acestor particule la suprafata respectiva.
Acest proces poate fi exprimat matematic prin expresia:
md (t) =rCbKd (f)t (1) in care:
1/Kd (f)=1/Kt + 1/Ka (2)
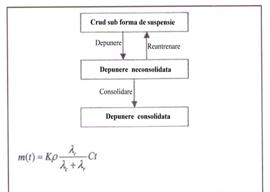
Fig.26[94] Modelul AECL de formare a depunerilor pe otelul carbon
Semnificatia marimilor din ecuatiile (1) si (2) este urmatoarea:
- md -masa depunerii [Kg/m2];
r -densitatea fluidului [Kg/m3];
- Cb -concentratia particulelor de magnetita [Kg/Kg];
- Kd(f) -constanta vitezei de depunere in cazul convectiei fortate [m/s];
- Kt -constanta vitezei de transport a particulelor [m/s];
- Ka - constanta vitezei de atasare a particulelor [m/s];
- t -timpul [s].
Daca semnul sarcinii superficiale specifice particulei si suprafetei este identic, atunci Ka << Kt si implicit viteza de depunere a produsilor de coroziune va fi limitata de viteza de atasare a acestora la suprafata. Daca sarcinile superficiale specifice particulei si respectiv suprafetei au semne opuse, atunci Ka >> Kt si in consecinta viteza de depunere a particulelor va fi limitata de viteza lor de transport la suprafata. Se stie ca sarcina superficiala a unui oxid aflat intr-un mediu apos este functie de pH-ul acestuia. Deci, pe baza ecuatiilor (1) si (2) se poate prevedea care dintre componentele vitezei de depunere va fi mai puternic dependenta de sarcina superficiala.
In cazul particulelor coloidale, Cleaver[95] a gasit urmatoarea ecuatie pentru constanta de viteza aferenta transportului particulelor:
Kt = 0.084 U / Sc0.67 (3) in care:
U* - viteza de frecare are
expresia: ![]()
![]()
t -tensiunea de forfecare [N/m2]
- SC -numarul lui Schmidt =n/D
n -vascozitatea cinematica [m2/s]
- D -coeficientul de difuzie [m2/s].
Comparand vitezele de transport masurate experimental cu constantele de viteza deduse pe baza ecuatiei (3), s-a ajuns la concluzia ca viteza de transport a particulelor coloidale in sistemele apoase este mai bine descrisa cu ajutorul ecuatiei (4)[99]:
Kt = 0.031 U / Sc0.67 (4)
Viteza de atasare la perete a particulelor este reflectata printr-o ecuatie tip Arhenius [100] dependenta de timp si anume:
Ka = K0 exp.(-E /RTS) (5)
care, prin logaritmare da ecuatia:
ln Ka = ln K0 -E /RTS (6)
Ecuatia (6) demonstreaza dependenta de pH a energiei de activare.
Semnificatiile marimilor din ecuatiile (5) si (6) sunt urmatoarele:
- Ka -constanta de viteza corespunzatoare atasarii [m/s]
- K0 -constanta
- R -constanta universala a gazelor [J/mol K]
- TS -temperatura suprafetei [K]
- E - energia de activare [J/mol].
Reprezentand valorile lui lnKa functie de 1/TS, au fost observate devieri de la linearitate care au fost puse pe seama dependentei de temperatura a energiei de activare specifice atasarii. Incertitudinile referitoare la dependenta energiei de activare de temperatura in cazul atasarii particulelor au condus la concluzia ca valoarea lui Ka trebuie determinata in domeniul temperaturilor de interes.
S-a observat ca viteza reala de depunere a magnetitei este de 5-10 ori mai mica decat cea calculata pe baza vitezei de transport a particulelor la suprafata in domeniul de temperatura examinat. S-a observat, de asemenea, ca viteza de depunere a magnetitei nu depinde de viteza de curgere a fluidului in anumite conditii de pH si temperatura. Faptul ca viteza reala de depunere este mai mica decat viteza de transport a particulelor si nu depinde de viteza de curgere a fluidului atrage dupa sine faptul ca viteza de depunere a magnetitei este limitata doar de viteza de atasare a particulelor la suprafata in conditiile specifice de pH si temperatura. Reprezentarea tip Arrhenius (fig.27[101]) a constantei vitezei de atasare (Ka) functie de temperatura suprafetei metalului corespunzatoare depunerii magnetitei in domeniul de pH (8,8-9,2) si in domeniul de temperatura(TS)(242 298)0C, a aratat ca cea mai buna fitare a datelor experimentale poate fi facuta cu ajutorul ecuatiei (6).
Utilizand aceasta curba, a fost dedusa ecuatia (7) pentru constanta vitezei de atasare Ka :
ln Ka = 1.74 - 9187/TS (7)
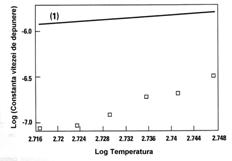
Fig.27 [101] Variatia constantei de viteza a depunerii magnetitei
intr-un mediu apos avand pH-ul 8,8, functie de temperatura suprafetei componentului.
Constanta de viteza pentru atasarea magnetitei calculata pe baza ecuatiei (7) pe domeniul de temperatura de interes este de 500 ori mai mica decat viteza prezisa pe baza extrapolarii valorilor obtinute la temperaturi joase[98]. Acest fapt ilustreaza o data in plus importanta determinarii valorilor constantei Ka pe domeniul de temperatura de interes.
In conditiile fierberii nucleate, procesul de vaporizare are loc la perete. Speciile chimice prezente in faza lichida difuzeaza in faza de vapori functie de volatilitatea lor. Cu cat un compus este mai putin volatil, cu atat el se concentreaza mai mult in faza lichid, la baza bulelor care cresc[103]. Astfel, fenomenul de imbogatire are loc intr-un microstrat de lichid adiacent peretelui (fig.28 si 29)[103].
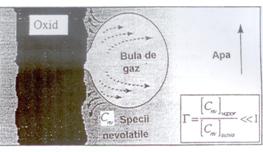
Fig.28[103] Ilustrarea fenomenului de imbogatire a oxidului in
specii mai putin volatile prezente in mediul apos
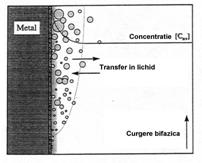
Fig.29[103] Ilustrarea efectului de concentrare in crevase(hideout)
Pe baza consideratiilor de mai sus a fost elaborat un model al imbogatirii fluidului in specii chimice provenite din depunere si respectiv a stratului superficial in specii mai putin volatile prezente in mediul apos, model ilustrat in fig.30[103].
Privit macroscopic, nivelul de imbogatire in compusi cu volatilitate coborata depinde in principal de: viteza de vaporizare, transferul de masa in faza lichid de la blocul solutiei la pereti printr-un strat de bule si transferul efectiv de masa in faza lichid, care este puternic corelat cu schema curgerii bifazice in apropierea peretelui, in care prezinta interes atat diametrul bulelor cat si densitatea acestora.
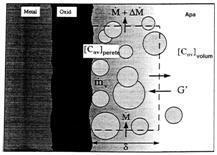
Fig.30[103] Modelul concentrarii fluidului in specii
chimice provenite din depunere
Starea suprafetei materialului pe care urmeaza sa se faca depunerea influenteaza puternic densitatea locurilor de nucleere a bulelor ca si comportarea acestora dupa ce ele parasesc locurile in care s-au nucleat. Scaderea diametrului mediu al bulelor coroborata cu cresterea densitatii bulelor poate conduce la o turbulenta mai mica la interfata dintre blocul solutiei si stratul de bule. Acest efect va micsora transferul masic de lichid si va mari concentrarea in diverse specii la perete. Aceasta observatie confirma faptul ca cu cat este mai gros stratul de oxid, cu atat va fi mai mare factorul de imbogatire. Cu alte cuvinte, conform mecanismului descris mai inainte, concentratia speciilor chimice la perete va creste concomitent cu ingrosarea stratului de oxid.
Mai mult, in cazul straturilor groase de oxid, dezvoltarea de retele de pori mari si microfisuri in oxid va permite apei sa circule mai usor prin acestea. Ulterior lichidul se va evapora din porii cei mai largi, marind debitul masic de evaporare si implicit concentrarea in specii chimice a oxidului poros. Viteza de depunere/ indepartare a particulelor intr-un punct este functie de dimensiunea particulelor si de conditiile locale, ca: temperatura si viteza fluidului, gradientul de temperatura si fluxul termic.
Distributia dupa dimensiuni a particulelor a fost arbitrar fixata, utilizand un amestec in greutate de 50:50 particule de 0.5mm si respectiv 5mm. Aceste valori au constituit estimari rezonabile ale limitelor superioara si inferioara ale dimensiunii particulelor depuse, care au avut la baza examinarea prin microscopie electronica de baleiaj (SEM) a depunerilor de pe tuburi. Din cele aratate mai sus, reiese faptul ca depunerea speciilor dizolvate si respectiv a suspensiilor existente in agentul de transfer termic este dependenta de: fluxul termic, concentratia speciilor respective, timpul de contact metal/ fluid, temperatura, viteza fluidului, compozitia chimica si morfologia filmului superficial[118]. Dintre aceste variabile, doua au o deosebita importanta si anume: modul in care are loc transferul termic si cel de masa si schema curgerii la interfata metal/ agent de racire.
Modul in care are loc transferul termic si cel de masa nu este o variabila independenta, ci depinde de viteza, temperatura, presiunea fluidului, fluxul termic, proprietatile suprafetei, etc. In conditiile de operare ale circuitului secundar, exista ambele tipuri de convectii fortate: intr-una si in doua faze. Ratele de murdarire in conditiile existentei unei fierberi nucleate sunt substantial mai mari in cazul convectiei fortate in doua faze; totusi, chiar si in acest caz, ratele de murdarire vor depinde de marimile particulelor implicate in acest proces. Schema curgerii la interfata metal/ agent de racire nu este o variabila independenta, ci este dependenta de proprietatile apei si aburului, de debitele acestora, de geometria canalului si de istoria termica.
In literatura au fost propuse diverse modele care sa tina cont de influenta factorilor sus-mentionati asupra proceselor de depunere. Unul dintre cele mai complexe modele este cel al lui Charlesworth prezentat in fig.31[119].
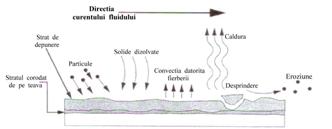
Fig.31[119]. Reprezentarea schematica a mecanismului depunerii si eliberarii produsilor de coroziune conform modelului lui Charlesworth
Charlesworth a aratat ca cresterea depunerii este un process dinamic, care implica atat mecanismul de depunere (adica murdarirea cu particule si/ sau cu portiuni de filme), cat si pe cel de eliberare sau reantrenare a compusilor superficiali (de ex. prin eroziune, dizolvare, descuamare, etc)[119].
Referitor la mecanismele de formare a depunerilor sau de murdarire a tevilor, au existat cercetatori care au fost preocupati de caracteristicile depunerilor formate prin incorporarea nu numai a speciilor chimice majore, ci si a celor minore.Etapele posibile ale unei reactii de interactie dintre stratul de oxid si o specie cationica Me2+ din agentul de racire, sunt prezentate schematic in fig.32[120].
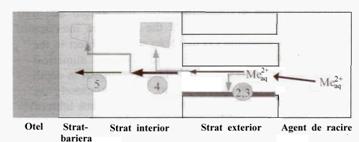
Fig.32[ Ilustrarea mecanismului de reactie a unui cation
din agentul de racire cu filmul superficial de pe otelul carbon
Aceste etape sunt:
1) adsorbtia si incorporarea in stratul depus a noilor particule;
2) adsorbtia si complexarea superficiala a stratului exterior poros existent la interfata cu agentul de racire;
3) incorporarea in stratul exterior poros prin suprafata a unui precipitat de oxid mono sau multivalent:
sMOH2+ + Me2+ + H2O MeO(s) + s MOH2+ + 2H+ (1)
s MOH2+ + Me2+ + 2M3+ + 4H2O MeM2O4(s) + 8H+ (2)
s MOH2+ + 8H+ (3)
unde sMOH2+ reprezinta o grupare hidroxil superficiala protonata existenta la interfata oxid/apa, iar MeO si MeM2O4 sunt oxizi ipotetici.
Viteza unor asemenea reactii este considerata infinit de rapida in primul stadiu al modelarii.
4) In cazul existentei unor procese de schimb ionic, transport si incorporare in stratul exterior lipsit de pori prin umplerea interstitiilor disponibile, Vi, au loc procesele:
Mi OL Mx+aq + Vi + (x-2)e' (4)
(dizolvarea unui cation interstitial venit din solutie si crearea unui interstitiu liber)
Vi + Me2+aq Mei OL (5)
(incorporarea unui cation strain in acel interstitiu).
5) Transportul si incorporarea in stratul interior utilizand umplerea vacantelor cationice, VM" .
MIIIM(IL) My+aq + VM'''(IL) + (y-3)e' (6)
(dizolvarea unui cation trivalent din stratul interior cu crearea simultana a unei vacante cationice).
VM'''(IL) + Me2+aq Me'M' (7)
(incorporarea unui cation strain prin umplerea vacantei).
Pentru a compara premizele acestui concept cu datele experimentale referitoare la incorporarea cationilor din agentul de racire in filmele de oxid care cresc, au fost luate in considerare urmatoarele simplificari:
- incorporarea in stratul-bariera a fost considerata neglijabila;
- incorporarea in stratul interior prin intermediul secventelor de reactie (6)-(7) este neglijabila datorita faptului ca transportul prin vacante este considerat mult mai lent decat cel prin interstitii;
- incorporarea in stratul depus a fost neglijata;
- deoarece stratul exterior este discontinuu, incorporarea cationilor din agentul de racire in el se presupune ca urmareste un mecanism de difuzie simplu;
- in cadrul mecanismului care implica un schimb de locuri aferent incorporarii cationilor in stratul interior, care se afla dedesubt, s-a presupus ca acesta are loc printr-un proces de migrare prin difuzie, caracterizat
printr-un coeficient de difuzie formal specific transportului spre interior a cationilor straini.
Pentru a prevedea cantitativ profilul in profunzime al incorporarii cationilor din agentul de racire, este necesara rezolvarea urmatoarei ecuatii a migrarii speciilor minore in stare nestationara:
![]() (8)
(8)
unde: D este un coeficient de difuzie formal care corespunde saltului
cationului care este incorporat in interstitiile din reteaua
spinelului, iar ![]() este taria campului din substratul interior.
este taria campului din substratul interior.
Corelatia intre rezultatele aplicarii acestei ecuatii si datele experimentale obtinute a condus la elaborarea modelului conductiei mixte prezentat in ecuatia (2), care demonstreaza concordanta intre model si datele experimentale.
![]() (9)
(9)
Fitarea datelor experimentale pe baza acestui model poate fi considerata satisfacatoare daca tinem cont de faptul ca s-a folosit o ecuatie a transportului omogen pentru a descrie incorporarea unor specii chimice minore in stratul superficial existent la interfata cu mediul apos, cand, de fapt, aceasta incorporare este dependenta de compozitia locala a aliajului si a mediului chimic existent la interfata.
Se poate conchide ca modelul prezentat de Betova[120] reprezinta un instrument nou de investigatie a incorporarii activitatii in filmele de oxid formate pe componentele din centralele nucleare.
Folosind acest gen de modelare, au putut fi distinse cateva etape-limita critice ale vitezei de incorporare si in acest fel a putut fi simplificata tratarea problemei. Modelul propus de Betova are ca suport experimental datele analitice reiesite in urma examinarii ex-situ a componentelor si pe cele rezultate din analiza compozitiei in profunzime a oxizilor formati pe componentele de otel carbon testate in medii simuland agentii de racire reali si simulati din centralele nucleare. Conform acestui model, straturile-bariera si cele interioare de oxid cresc, in special, printr-un mecanism aplicabil in faza solida, care presupune generarea, transportul si consumul de defecte punctiforme. Totusi, este foarte probabil ca si procesele de dizolvare/ redepunere imediata sa joace un rol destul de important in cresterea stratului interior si restructurarea lui. Se poate conchide, deci, ca grosimea, compozitia si morfologia acestor doua substraturi este determinata, in principal, de factori cinetici. Pe de alta parte, stratul exterior creste, in principal, printr-un proces de dizolvare/ redepunere, care este limitat de solubilitatile respective ale fazelor de oxid, adica de factori termodinamici. Deci, formarea celui mai exterior substrat, care consta din cristalite mari, este guvernata, in special, de:
- disponibilitatea materialului aflat in contact cu agentul de racire de a permite depunerea pe el a unui substrat exterior conform acestui model si de
- interactia electrolit/ strat-bariera.
Incorporarea speciilor care isi au originea in electrolit in stratul superficial exterior imediat adiacent metalului, implica unele procese suplimentare, ca: o reactie de complexare la suprafata depunerii exterioare, transportul din faza lichid si unele reactii de reprecipitare, suplimentare fata de cele de transport spre interior in starea solida. Conceptul propus de I.Betova [120] demonstreaza utilitatea datelor referitoare la interactia dintre speciile provenite din agentul de racire cu depunerile prezente pe suprafetele componentelor din otel carbon in rafinarea modelelor teoretice privitoare la cresterea si restructurarea straturilor de oxid de pe acest tip de material utilizat in centralele nucleare.
|
Politica de confidentialitate |
| Copyright ©
2026 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
 a)
a)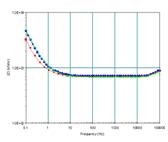 b)
b) a)
a) b)
b)